Concevoir un présentoir pour un magasin est une expérience formidable jusqu'à ce que l'usine refuse votre fichier. Si vous vous retrouvez face à un véritable fouillis de vecteurs colorés, je peux vous aider à le décrypter.
La lecture d'un gabarit de découpe exige la compréhension du langage visuel précis des modèles d'emballage. Il est indispensable d'identifier les couleurs et les tracés distincts qui indiquent aux machines de fabrication automatisées où découper, plier ou perforer les matériaux, transformant ainsi des illustrations graphiques planes en présentoirs de vente fonctionnels et tridimensionnels.
Savoir où placer vos visuels ne représente que la moitié du travail ; comprendre comment ces lignes se comportent sur la chaîne de production est ce qui protège réellement vos marges bénéficiaires.
À quoi ressemblent les lignes de découpe ?
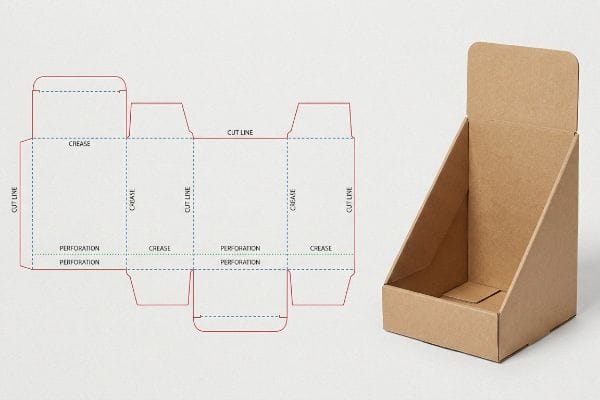
Au premier abord, les fichiers structurels ressemblent à une structure filaire architecturale superposée directement à vos éléments graphiques colorés de marque.
Un tracé de découpe ressemble à un réseau très précis de lignes vectorielles de couleurs spécifiques superposées directement sur votre illustration d'emballage. Généralement, les traits magenta pleins représentent les découpes physiques, tandis que les lignes cyan indiquent les plis, servant de feuille de route mathématique indispensable aux tables de routage automatisées et aux machines de découpe industrielles.

Visualiser les textes à l'écran est facile, mais leur attribuer le langage numérique approprié est ce qui bloque la plupart des campagnes avant même qu'elles ne commencent.
Outillage de couleur d'accompagnement dans les lignes de découpe
Les équipes graphiques soumettent fréquemment leurs fichiers de structure en utilisant des traits noirs CMJN (Cyan, Magenta, Jaune, Noir) standard pour indiquer les zones de découpe. Elles partent du principe que, voyant clairement ces lignes noires sur leurs écrans, les machines de découpe les interpréteront automatiquement. Cette approche visuelle ignore totalement le fonctionnement des tables de découpe CNC (Commande Numérique par Calculateur) et des graveurs laser pour plaques à découper.
Même les graphistes expérimentés négligent souvent ce point faible. Je reçois constamment des fichiers dont les tracés de découpe ne sont que des lignes noires. Le logiciel RIP (traitement d'images raster) interprète ce noir CMJN comme de l'encre imprimable²,intégrant directement la structure au calque graphique. Résultat : une feuille imprimée avec des contours noirs visibles, mais sans découpe physique, et l'aspiration bruyante de la table de découpe s'arrête net, la machine calant. Pour résoudre ce problème, je contrôle rigoureusement les fichiers en amont afin de garantir que tracés structurels utilisent des couleurs d'accompagnement absolues³,assurant ainsi une découpe précise et une impression impeccable. Ce simple ajustement prépresse évite un gaspillage d'impression considérable et permet un déroulement sans accroc de votre planning de production.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du noir CMJN pour les lignes de découpe | Attribuer des couleurs d'accompagnement absolues4 | Réduit les coûts liés à l'impression |
| Fusion de la structure et de l'œuvre d'art | Isoler les lignes sur un calque séparé5 | Assure un engagement net de la lame |
| En supposant que les machines lisent les lignes visuelles | Enregistrement avant vol dans le logiciel RIP6 | Garantit le respect des calendriers de déploiement |
Je refuse qu'une simple erreur de calque gâche votre impression. En isolant vos tracés structurels dans des couleurs d'accompagnement dédiées, j'élimine les goulots d'étranglement en prépresse et vous garantis une impression impeccable, sans contours noirs disgracieux.
🛠️ Le bureau d'Harvey : Vous n'êtes pas sûr que vos tracés vectoriels soient correctement associés aux couleurs d'accompagnement ? 👉 Laissez-moi examiner votre fichier ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'une ligne de découpe dans le domaine de l'emballage ?
Bien plus qu'un simple guide visuel, ce fichier constitue véritablement le fondement architectural de l'ensemble de votre campagne de merchandising.
Une ligne de découpe en emballage est un gabarit mathématique précis qui détermine exactement où le matériau ondulé est coupé, plié ou perforé. Elle constitue le lien technique essentiel qui relie les conceptions graphiques 2D (bidimensionnelles) à des présentations physiques tridimensionnelles structurellement robustes, capables de résister aux contraintes de la logistique internationale et de la manutention en entrepôt.

Considérer ce modèle comme une simple suggestion plutôt que comme une règle mathématique absolue et rigide est le moyen le plus rapide de provoquer un effondrement structurel complet.
Décalage de la ligne de coupe de compensation de l'étrier
Les équipes marketing utilisent souvent des logiciels d'illustration basiques pour dessiner des languettes et des encoches emboîtables à la largeur exacte du panneau correspondant. Elles créent ces fichiers numériques de manière théorique, en supposant qu'une ligne parfaitement plane se traduit sans problème par un pliage parfait. Cet idéal numérique ne tient pas compte de l' épaisseur réelle du cartonutilisé en production.
Lorsqu'on plie une plaque de carton cannelure B de 2,79 mm d'épaisseur à 90 degrés précisément, on consomme du matériau. Si la fente de réception n'est pas élargie pour compenser le rayon extérieur du pli, l'emballage sera fortement déformé. J'ai vu des opérateurs de conditionnement peiner sur la chaîne de montage, luttant contre la résistance du carton kraft vierge, essayant d'insérer une languette dans une fente trop étroite. J'utilise un logiciel de conception paramétrique pour appliquer automatiquement des algorithmes de compensation d'épaisseur à chaque pli, calculant la tolérance de pliage exacte afin que les plateaux pré-remplis s'assemblent parfaitement, ce qui permet d'économiser environ 15 % sur les coûts de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des languettes correspondant exactement aux fentes | Appliquer les tolérances de flexion mathématiques | Empêche la déformation et la déchirure de la base |
| En négligeant l'épaisseur du panneau de matériau | Compensation paramétrique de l'étrier | Élimine les frottements sur la chaîne de montage |
| Conception entièrement logicielle | Tolérances de construction pour les cannelures physiques | Réduit rapidement les coûts de main-d'œuvre manuelle |
Je conçois chaque fichier en tenant compte des contraintes physiques du matériau. L'ajustement précis des tolérances d'encoche avant l'outillage garantit un assemblage sans frottement, éliminant ainsi tout besoin de ruban adhésif transparent disgracieux en magasin.
🛠️ Bureau de Harvey : Vos rainures structurelles sont-elles suffisamment larges pour supporter le rayon d'une cannelure B pliée ? 👉 Demander une vérification de tolérance ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelles sont les règles relatives aux lignes de découpe ?
La création d'un gabarit fonctionnel exige le respect de limites opérationnelles strictes qui dictent comment l'encre entre en contact avec le carton brut.
Les règles de découpe exigent le respect de marges de fond perdu spécifiques, l'attribution précise des couleurs d'accompagnement et des compensations d'épaisseur exactes. Le strict respect de ces consignes techniques garantit que votre visuel imprimé dépasse suffisamment les tracés de découpe physiques, évitant ainsi que les bords du carton brun ne soient exposés lors de la lamination et de la fabrication automatisées à grande vitesse.
Vous pourriez penser qu'une marge d'impression commerciale standard suffit à vous protéger, mais le carton ondulé épais obéit à des règles totalement différentes.
Le mandat de saignement Litho-Shift
De nombreuses équipes d'approvisionnement approuvent les fichiers en utilisant les paramètres de fond perdu standard pour l'impression commerciale, généralement en étendant le visuel d'environ 3,17 mm( 0,125 pouce) au-delà du bord structurel. Cela convient parfaitement aux cartes de visite fines, et elles supposent donc logiquement que cela fonctionne aussi pour les grands formats d'expédition. Cependant, cette approche ignore les tolérances mécaniques très strictes liées à la lithographie-lamination,où les feuilles imprimées sont collées sur des supports épais.
La lithographie est un procédé physique complexe. Lors du montage automatisé, les cartes se déplacent naturellement. Si l'on utilise uniquement une marge standard, ce léger débordement est totalement insuffisant pour compenser ce décalage mécanique, ce qui provoque des bavures : des bords bruts et bruns disgracieux sur l'écran plié final. L'impact visuel est flagrant ; j'ai vu des connecteurs abîmés à cause de l'adhésif PVA humide qui a décalé la feuille supérieure de quelques millimètres. Pour éviter cela, j'impose une marge de débordement stricte de 12,7 mm (0,5 pouce) au-delà de la ligne de découpe, créant ainsi une marge de sécurité qui recouvre entièrement chaque bord exposé.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de purges commerciales standard | Imposer une marge de fond perdu de 1,27 cm (0,5 pouce) | Élimine les vilaines aspérités brunes |
| En ignorant le décalage de la machine à plastifier | Construire un filet de sécurité conçu à cet effet | Protège l'esthétique des marques haut de gamme |
| Laisser les lignes de contact entre les œuvres d'art serrées | Étendre les arrière-plans au-delà des limites | Évite les rejets coûteux d'impressions par lots |
Je refuse, dès la prépresse, les fichiers qui ne répondent pas à ce critère de base. Exiger que votre équipe étende les fonds de vos visuels garantit un rendu impeccable sous tous les angles, préservant ainsi l'image de votre marque.
🛠️ Le bureau d'Harvey : Vos fonds d'illustration sont-ils suffisamment larges pour résister à la transition vers la lithographie-lamination ? 👉 Demandez un audit de fond perdu en prépresse ↗ — Pas de formulaires interminables qui vous incitent à passer des heures au démarchage. Uniquement de la valeur ajoutée.
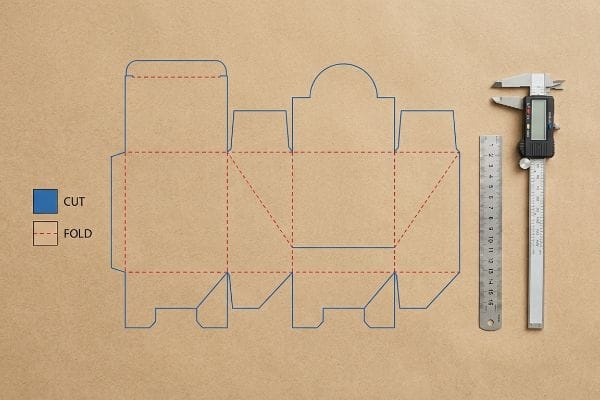
Que représente une ligne pointillée sur une ligne de découpe ?
Lors de l'examen de vos preuves structurelles, vous remarquerez divers traits pointillés et perforés cartographiant la géométrie interne.
Une ligne pointillée indique un pli précis sur un gabarit. Ces repères distincts guident les machines de découpe industrielle pour comprimer et plier le matériau en toute sécurité, sans endommager les fibres du papier, permettant ainsi à des panneaux ondulés épais de former des structures tridimensionnelles robustes, même sous les fortes contraintes de charge des entrepôts.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que ces fibres de papier commencent réellement à se rompre sous la pression.
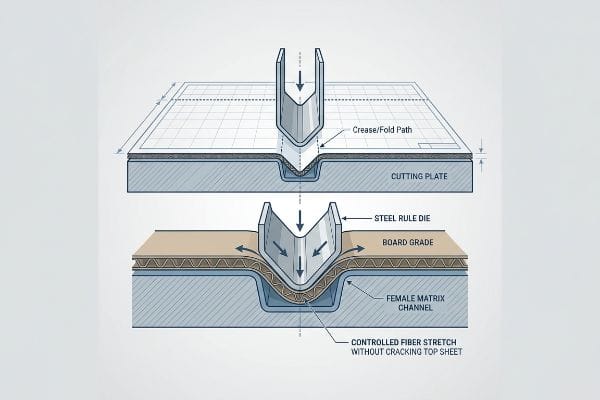
Protocole de profilage de la matrice des plis
Les acheteurs consultent souvent un PDF numérique et supposent qu'une simple ligne vectorielle pointillée garantit automatiquement un pli net et parfait à 90 degrés. Ils font entièrement confiance à la représentation logicielle, s'attendant à ce que le carton se plie sans effort comme une feuille de papier d'imprimante standard. Ceci suppose une intégrité structurelle infinie de la feuille supérieure et ignore la force physique considérable nécessaire pour manipuler les emballages de transport robustes¹² .
Il ne s'agit pas que de théorie : je constate ce phénomène en atelier lorsqu'une matrice de découpe en acier frappe violemment une feuille de test 32ECT. Sans un contrôle précis de la résistance, les cannelures internes se déforment et fissurent violemment la feuille supérieure imprimée, un phénomène connu sous le nom de fissuration lithographique<sup>13</sup>. Lorsque je mesure les dégâts, la réalité est brutale : une sensation poudreuse de poussière de découpe mêlée à des éclats d'encre le long de chaque pli principal. Je résous ce problème en installant des canaux de rainage femelles spécifiques, montés directement sur la plaque de découpe. Ce canal en polymère agit comme une enclume, contrôlant avec précision l'étirement des fibres de papier lors de la frappe, ce qui réduit le taux de rebut à zéro et permet aux clients d'économiser environ 12 % sur les coûts de remplacement des matériaux<sup>14</sup>.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En supposant que les lignes se plient parfaitement | Installer des canaux matriciels femelles | Élimine la fissuration lithographique de la feuille supérieure15 |
| En négligeant la résistance des fibres de papier | Contrôler la frappe de la matrice en acier16 | Maintient des graphismes d'en-tête impeccables |
| S'appuyer sur les règles standard de l'acier | Profil de l'épaisseur exacte de la planche | Prévient les microfractures structurelles17 |
Je ne laisse jamais vos tolérances de pliage au hasard. En profilant mathématiquement la matrice de pliage pour correspondre à la qualité spécifique de votre carton, je vous garantis un pliage net et durable, même sous les charges importantes des palettes des grandes surfaces.
🛠️ Le bureau d'Harvey : Savez-vous si votre fournisseur actuel optimise ses matrices de pliage pour éviter les craquelures d'encre ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si le décalage lors de la lithographie révèle des bords ondulés bruts sur vos en-têtes haut de gamme, les défauts visuels qui en résultent entraînent des refus immédiats de la part des détaillants, anéantissant ainsi la marge bénéficiaire de votre projet. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Ne vous laissez plus guider par les tolérances mécaniques : laissez-moi analyser vos fichiers grâce à mon Audit de découpe gratuit ↗ afin de détecter les erreurs structurelles critiques avant le lancement de la production.
« Couleurs d'accompagnement vs CMJN : différences essentielles expliquées », https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Les normes industrielles de production d'emballages précisent que les systèmes de découpe CNC utilisent les attributs des couleurs d'accompagnement ou des tracés vectoriels spécifiques plutôt que les valeurs CMJN pour interpréter les trajectoires de découpe]. Rôle de la preuve : spécification technique ; type de source : manuel de production d'emballages. Justifie : l'exigence de couleurs d'outillage spécifiques par rapport au noir CMJN standard. Note sur la portée : limité à la découpe structurelle automatisée .
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? | Prime Line Packaging », https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Un guide de référence sur les logiciels RIP de prépresse expliquerait que les valeurs CMJN sont interprétées comme des données d'image pour le dépôt d'encre, contrairement aux couleurs d'accompagnement qui peuvent être associées à des calques de découpe techniques]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Justifie : pourquoi les lignes CMJN ne déclenchent pas les machines de découpe. Remarque sur la portée : s'applique à la plupart des RIP d'impression commerciale standard.] ↩
« De la conception à l’épreuve : Guide des lignes de découpe pour emballages », https://admiralpkg.com/post/dielines. [Les normes industrielles en matière de conception d’emballages spécifient l’utilisation de couleurs d’accompagnement pour différencier les lignes de découpe techniques des fichiers imprimables destinés aux tables de découpe automatisées]. Niveau de preuve : norme industrielle ; type de source : recommandations professionnelles. Justifie : l’exigence de tracés structurels non CMJN. Remarque : les noms de couleurs spécifiques peuvent varier selon l’imprimeur.] ↩
« Quelle est la différence entre les couleurs d'accompagnement (PMS) et le CMJN pour… ? », https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Les guides techniques de prépresse expliquent que les couleurs d'accompagnement sont nécessaires aux machines de découpe pour différencier les tracés de découpe des fichiers CMJN]. Rôle de la preuve : Vérification technique ; type de source : Manuel technique. Justifie : La nécessité des couleurs d'accompagnement pour les fichiers structurels. Note relative au champ d'application : S'applique aux flux de production professionnels d'impression offset et numérique.] ↩
« Guide de préparation de la conception d'emballages : fichiers graphiques, lignes de découpe et fond perdu », https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Les normes industrielles relatives aux emballages structurels précisent que les lignes de découpe doivent se trouver sur des calques dédiés afin d'éviter tout chevauchement avec les graphismes et de garantir une interprétation précise par la machine]. Rôle de la preuve : Vérification des meilleures pratiques ; type de source : Guide de conception. Justifie : L'exigence d'isolation des calques dans les fichiers structurels. Remarque sur la portée : Pratique courante dans Adobe Illustrator et les logiciels de CAO.] ↩
« Comprendre le RIP – Advanced Textiles Association », https://www.textiles.org/2007/01/01/understanding-rip/. [La documentation du logiciel de traitement d'images raster (RIP) détaille comment le contrôle en amont vérifie que les repères techniques et les lignes de coupe sont correctement positionnés avant la production]. Rôle de la preuve : Validation du flux de travail ; type de source : Documentation logicielle. Sujet : Fonctionnement du logiciel RIP dans la vérification des fichiers structurels. Remarque sur la portée : Spécifique aux systèmes industriels d'impression et de découpe.] ↩
« Qu'est-ce qu'une ligne de découpe en emballage ? Guide, spécifications et gabarits », https://brillpack.com/what-is-dieline-in-printing-packaging/ . [Une source faisant autorité en ingénierie de l'emballage expliquerait comment l'épaisseur du matériau influe sur les tolérances de pliage et l'ajustement des composants emboîtables]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appuie : la nécessité de la compensation d'épaisseur dans la conception des lignes de découpe. Note de portée : S'applique spécifiquement au carton ondulé et au carton épais.
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Les spécifications industrielles d'emballage fournissent des mesures normalisées pour l'épaisseur du carton cannelure B afin de garantir la précision de la découpe]. Type de preuve : spécification technique ; type de source : norme industrielle ; Supports : dimensions du carton cannelure B. Remarque : l'épaisseur réelle peut varier légèrement selon le fabricant .
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Les manuels techniques d'ingénierie relatifs aux supports pliables expliquent le calcul mathématique de la tolérance de pliage afin de tenir compte de la compression et de la dilatation du matériau]. Rôle de la preuve : principe d'ingénierie ; type de source : manuel technique ; Appui : utilisation d'algorithmes de compensation d'épaisseur dans la conception structurelle. Note de portée : Spécifique aux matériaux d'épaisseur significative par rapport au rayon de pliure .
« Comprendre les fonds perdus, les marges et le rognage en production d'impression », https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/ . [Les guides d'impression du secteur confirment que 0,125 pouce est la norme conventionnelle pour les marges de fond perdu en impression commerciale]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Appuie : normes générales de l'industrie en matière de fonds perdus. Note sur la portée : s'applique aux travaux d'impression commerciale standard.
« Lamination lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqqBaD_YL6AHe8O7p7i4aRXVUHmGfqspDiLXBpkcqfGhatj3wRc . [Les spécifications techniques de la lamination lithographique détaillent comment le collage des feuilles supérieures sur le carton ondulé crée des décalages structurels nécessitant des marges de fond perdu plus importantes]. Rôle de la preuve : explication technique ; type de source : spécification de fabrication. Justification : nécessité de règles de découpe spécifiques en lamination lithographique. Remarque sur la portée : spécifique aux assemblages en carton épais.
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf . [La documentation technique sur la transformation du carton ondulé décrit la pression et la force spécifiques nécessaires pour réaliser des plis structurels dans les matériaux résistants]. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Appui : la réalité physique de la manipulation des matériaux. Remarque : les spécificités dépendent de la taille des cannelures et de la qualité du carton.
« Pourquoi les boîtes en carton ondulé se fissurent-elles lorsqu'on les plie ? – LinkedIn », https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc . [La documentation technique sur la défaillance du carton ondulé définit la fissuration lithographique comme la rupture de l'encre et des fibres de surface lors du pliage]. Rôle de la preuve : définition technique ; type de source : manuel d'ingénierie de l' emballage. Appui : identification des dommages de surface. Note de portée : spécifique aux supports en carton ondulé imprimés.
« Guide pratique du rainage – Ultracrease Ltd. », https://www.ultracrease.com/guide-on-crease-matrix/. [Des études de cas industrielles sur la réduction des déchets grâce à la découpe de précision devraient vérifier les pourcentages d'économies typiques obtenus grâce à la réduction des rebuts de matériau]. Rôle de la preuve : vérification quantitative ; type de source : rapport économique industriel. Appui : impact financier du rainage précis. Remarque : les économies peuvent varier en fonction de l'épaisseur et du volume du matériau .
« Impression d'emballages avec vernis UV et aplats : problèmes de fissuration », https://printplanet.com/threads/package-printing-with-solids-and-uv-coating-having-cracking-issues.278760/ . [Un guide sur la structure des emballages expliquerait comment les canaux femelles répartissent la pression pour éviter l'étirement et la fissuration de l'encre sur le support extérieur]. Rôle de la preuve : Validation technique ; type de source : Manuel industriel. Arguments: Avantage des canaux femelles. Remarque : Spécifique aux supports lithographiés.
« Guide complet des étiquettes autocollantes pour l'emballage », https://millionpack.com/pressure-sensitive-labels/. [La documentation technique sur la fabrication des matrices explique comment le calibrage de la force de frappe permet de gérer la résistance des fibres de papier afin d'éviter l'écrasement du carton]. Rôle de la preuve : Explication du mécanisme physique ; type de source : Manuel technique. Sujets abordés : Gestion de la résistance des fibres. Note sur la portée : Ce document porte sur le calibrage des presses à matrices .
« Étude sur les effets des spécifications du cuivrage sur les circuits imprimés… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7340094/ . [Les spécifications techniques de découpe démontrent que l’adéquation de la profondeur de pliage à l’épaisseur exacte du circuit imprimé empêche la rupture des fibres internes]. Rôle de la preuve : Validation technique ; type de source : Norme d’ ingénierie d’emballage. Supporte : Profilage de précision. Note de portée : S’applique aux matériaux de circuits imprimés haute densité.



