Cessez de tâtonner pour concevoir votre prochaine campagne de vente au détail. Élaborer un plan structuré exige de la précision. Les erreurs, c'est la garantie que vos produits resteront en réserve plutôt qu'en rayon.
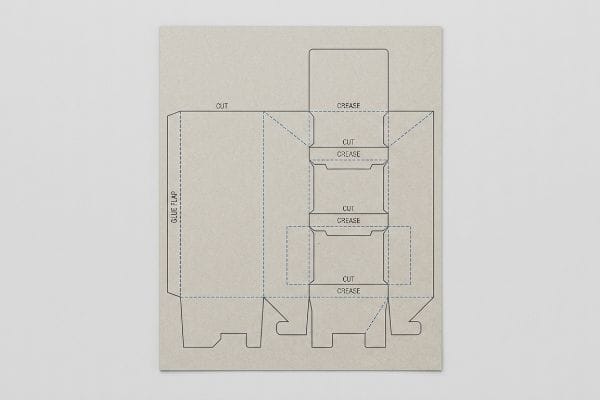
La création d'un gabarit pour présentoir PLV (Publicité sur le Lieu de Vente) en carton ondulé exige un équilibre entre l'esthétique de la marque et les contraintes physiques de sa structure. Ce gabarit sert de modèle principal pour la découpe, le rainage et le pliage. Des gabarits précis garantissent un alignement parfait de la lithographie et de la lamination, et assurent la résistance du présentoir final aux contraintes des chaînes d'approvisionnement des grandes surfaces.

Mais la réalisation d'un dessin numérique n'est que la première étape avant que les lourdes machines de l'usine ne prennent le relais.
Où puis-je trouver des modèles de découpe gratuits ?
La recherche de fichiers structurels gratuits en ligne est tentante, mais un fichier générique ne tiendra pas compte du poids ou des dimensions spécifiques de vos marchandises.
L'obtention de gabarits de découpe gratuits implique généralement le téléchargement de fichiers vectoriels génériques depuis des blogs spécialisés en emballage ou des outils graphiques en ligne. Bien que ces téléchargements gratuits constituent un point de départ, ils ne prennent absolument pas en compte les tolérances de pliage personnalisées ni les calculs structurels précis nécessaires dans les environnements de vente au détail hautement concurrentiels.

Utiliser rapidement un modèle trouvé sur Internet peut sembler un raccourci, mais cela conduit souvent à d'énormes problèmes sur la chaîne de montage.
Le piège des gabarits gratuits sur Internet
Lorsque les fondateurs de marques doivent agir rapidement, ils recherchent souvent des structures de base à importer directement dans des plateformes de conception destinées au grand public. Ils partent du principe que si la forme ressemble à un plateau de vente standard à l'écran, elle conservera naturellement sa forme une fois imprimée, pliée et chargée de produitslourds¹.
Je vois ça tout le temps : un client importe un modèle gratuit dans un outil en ligne comme Canva et y ajoute son visuel. Le problème, c’est que ces outils aplatissent les calculs de structure et produisent un fichier vectoriel non joint qui ne tient pas compte de l’épaisseur du carton. Quand mon équipe essaie d’assembler ces fichiers génériques au sol, on entend littéralement le bruit strident du carton brut qui se déchire sous l’effet des languettes mal alignées qui s’accrochent les unes aux autres. Ma règle d’or : toujours partir d’un PDF (Portable Document Format) pré-conçu, généré par un logiciel professionnel comme ArtiosCAD. En fixant cette véritable structure sous vos graphismes, on garantit un alignement parfait des languettes, ce qui évite à nos sous-traitants d’avoir recours à du ruban adhésif transparent, peu esthétique, pour maintenir le tout.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de vecteurs Web non joints | Base de données PDF ArtiosCAD verrouillée | Évite les travaux de ruban adhésif désordonnés |
| En négligeant l'épaisseur du matériau | Mathématiques CAO pré-conçues | Gain de 25 secondes d'assemblage par unité |
| Modification des formes des onglets | Graphismes de surface uniquement | Sécurise le poids de charge dynamique |
Je ne laisse jamais un client utiliser un plan téléchargé au hasard sans avoir vérifié les calculs CAO sous-jacents. Un fichier générique peut vous faire gagner une heure au départ, mais il perturbe complètement le planning de conditionnement et fait exploser votre budget d'assemblage.
🛠️ Le bureau d'Harvey : Vous hésitez sur la conformité de votre fichier téléchargé en vue du pliage en usine ? 👉 Demandez une vérification de votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment créer un gabarit de découpe ?
La conception de la structure physique exige plus que le simple tracé de lignes sur un écran ; elle requiert une communication précise avec des équipements mécaniques automatisés.
Pour une conception précise des gabarits de découpe, il est nécessaire d'attribuer des couleurs d'accompagnement spécifiques à chaque trait vectoriel. Ce mappage de couleurs dédié indique aux tables de découpe CNC (Commande Numérique par Calculateur) automatisées exactement où découper le carton et où appliquer les matrices de rainage, en séparant les chemins structurels du motif imprimé.

Pour transformer vos magnifiques graphismes en un objet tridimensionnel fonctionnel, il faut parler le langage exact des robots de production.
Communication avec la table de découpe CNC
Les graphistes créent traditionnellement leurs fichiers à l'aide de profils colorimétriques CMJN (Cyan, Magenta, Jaune, Noir) standard²,en utilisant un simple contour noir pour indiquer la limite extérieure de l'affichage. Ils supposent naturellement que le service prépresse de l'imprimerie se contentera de regarder ce trait noir, de comprendre qu'il représente une découpe physique et de programmer manuellement la machine en conséquence.
C'est un piège courant qui touche même les équipes d'approvisionnement les plus expérimentées : elles traitent le contour structurel comme une simple impression à l'encre. Les graveuses laser automatisées pour panneaux ne sont pas équipées de capteurs ; elles lisent les noms de couleurs spécifiques associés aux traits vectoriels. Si vous envoyez un fichier en noir standard, le logiciel RIP (traitement d'images raster) imprime simplement une ligne noiredirectement sur le panneau, et la lame ne se positionne pas correctement. J'ai vu des vendeurs pressés déballer un présentoir « fini » pour découvrir des bords pleins et non découpés, les obligeant à découper dangereusement le panneau épais avec un cutter. Vous devez formater vos lignes de découpe en magenta pur et vos plis en cyan pur.Cette séparation stricte des couleurs garantit un engagement parfait des lames en acier et préserve la netteté de votre image de marque imprimée.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de lignes noires CMJN | Attribuer des couleurs d'accompagnement absolues5 | Assure la chute automatique des lames |
| Fusion des couches structurelles | Tracés de découpe et de pliage séparés6 | Élimine les erreurs de découpe manuelle |
| Oublier les indications de pliure | Utiliser une couleur d'accompagnement cyan à 100 %7 | Garantit des plis nets à 90 degrés |
Je reçois chaque mois des dizaines de fichiers visuellement impeccables, mais mécaniquement inutilisables par mes tables de découpe CNC. Un contrôle rigoureux des couleurs d'accompagnement dès le départ évite les erreurs d'impression catastrophiques et garantit le bon déroulement de votre campagne promotionnelle.
🛠️ Le bureau d'Harvey : Vos lignes de coupe sont-elles formatées par erreur en CMJN noir standard au lieu de points mécaniques ? 👉 Faites vérifier votre fichier prépresse ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Comment créer un gabarit pour une boîte d'emballage ?
Un carton pliant standard requiert des tolérances mathématiques très différentes de celles d'un emballage d'expédition principal multicouche et robuste destiné au commerce de détail.
La réalisation du gabarit d'une boîte d'emballage nécessite de calculer l'épaisseur du support choisi dès la phase de conception initiale. Les concepteurs doivent élargir les rainures et ajuster les rayons de pliage pour compenser l'épaisseur du carton ondulé, garantissant ainsi un assemblage sans frottement lors de l'assemblage final.

La différence entre une boîte structurelle qui s'emboîte facilement et une autre qui se déchire violemment réside entièrement dans ces ajustements microscopiques des matériaux.
Nécessité mécanique de la compensation de l'étrier
La pratique courante de nombreuses agences de design consiste à créer des languettes d'emboîtement et des fentes de pliage d'une largeur identique(8) à celle du panneau correspondant. Elles élaborent un fichier vectoriel 1:1 propre et mathématiquement parfait dans Adobe Illustrator, en supposant que la symétrie numérique se traduira parfaitement sur l'objet physique en carton ondulé.
Imaginez essayer de fermer une porte équipée d'un joint d'étanchéité épais : sans élargir le cadre, elle restera bloquée. Le carton ondulé de type B de 3 mm d'épaisseur (0,11 pouce)absorbe de la matière lorsqu'il se plie à 90 degrés. Si l'encoche de réception n'est pas élargie pour compenser ce rayon extérieur,la boîte se déformera fortement. J'ai moi-même constaté, dans une usine, la résistance du carton kraft vierge qui se rétractait brusquement sous mes mains, les encoches étant trop étroites. Une solution simple consiste à utiliser un logiciel de conception paramétrique qui applique automatiquement des algorithmes de compensation d'épaisseur à chaque pli. En intégrant ces tolérances de pliage spécifiques, nous garantissons un assemblage fluide des boîtes pré-remplies, évitant ainsi tout effort excessif lors de la préparation de commandes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Largeurs de fentes correspondantes 1:1 | Élargir la fente pour le pliage du matériau11 | Empêche la déformation des panneaux latéraux |
| En négligeant l'épaisseur du circuit imprimé | Calcul de compensation d'étrier12 | assemblage de co-emballeurs sans frottement |
| Forcer les languettes serrées | tolérances de pliage paramétriques13 | Élimine les déchirures du carton |
Je retravaille systématiquement les fichiers Illustrator à plat pour intégrer les tolérances de pliage critiques avant même de lancer la production d'une seule feuille de matériau. Négliger l'épaisseur physique du panneau cannelé est la garantie d'un véritable cauchemar lors du déballage en magasin.
🛠️ Bureau Harvey : Vous craignez que vos languettes d'assemblage soient trop serrées pour des panneaux de grande épaisseur ? 👉 Demandez votre analyse structurelle ↗ — Pas de formulaires interminables qui vous incitent à démarcher. Uniquement de la valeur ajoutée.
Qu'est-ce qu'un présentoir en carton ondulé ?
Il ne s'agit pas simplement de papier plié ; c'est une structure architecturale temporaire et cinétique, conçue pour résister à un réseau logistique brutal et extrêmement imprévisible.
Un présentoir en carton ondulé est un dispositif de merchandising tridimensionnel de haute technologie, fabriqué à partir de carton cannelé. Il sert à la fois de support de transport protecteur et de présentoir de point de vente personnalisé, conçu spécifiquement pour transporter en toute sécurité des charges importantes tout en maximisant l'impact visuel dans les allées concurrentielles des grandes surfaces.

Il est facile de faire tenir parfaitement debout un prototype en carton immaculé dans un studio de design climatisé, mais voici la dure réalité lorsqu'on en expédie 500 dans le monde réel.
La menace cachée du gonflement dû à l'humidité
Les équipes d'approvisionnement valident fréquemment la conception structurelle en se basant sur l'épaisseur à sec absolue de la carte dans un environnement de laboratoire statique. Elles partent du principe que si une carte de 3,17 mm (0,12 pouce) d'épaisseur, de type cannelure B,présente des tolérances parfaites lors du prototypage initial, ces mêmes tolérances seront respectées lors de l'expédition de la production en série pour le conditionnement final.
Dans mon usine, je constate régulièrement que cette hypothèse théorique s'effondre dès qu'un envoi est destiné à une zone à forte humidité comme la Floride. Le carton ondulé est très poreux ; stocké dans un entrepôt à l'air ambiant non contrôlé, il absorbe activement l'humidité et gonfle. J'ai effectué des mesures micrométriques sur un lot de cartons supposément identiques et j'ai observé un gonflement localisé de 0,83 mm (0,03 pouce). Une encoche qui s'emboîtait parfaitement dans la languette d'assemblage de votre écran d'ordinateur devient soudainement beaucoup trop étroite, obligeant l'équipe de conditionnement à écraser les cannelures internes et à déchirer la feuille supérieure lithographiée en forçant l'assemblage des pièces gonflées. En intégrant automatiquement une marge d'humidité stricte de 1,2 mm (0,04 pouce) directement dans les encoches CAO pour tous les envois côtiers, je neutralise complètement cette dilatation due aux variations environnementales. Ce micro-ajustement garantit un assemblage sans déchirure, réduisant ainsi le temps de main-d'œuvre d'environ 18 % et éliminant les retards d'assemblage coûteux avant même qu'ils ne surviennent.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de lignes de base à l'étrier sec | Concevoir un tampon d'humidité | Empêche la déchirure des languettes pendant le transport |
| En ignorant le climat ambiant | Élargir les fentes de 1,2 mm15 | Réduit le temps d'assemblage de 18 %16 |
| Forcer les flûtes gonflées | Prévoir l'expansion du papier | Protège la lithographie imprimée |
Je refuse de diffuser un fichier structurel sans avoir intégré mathématiquement une marge de sécurité pour l'humidité ambiante de l'entrepôt. Si votre conception est uniquement prévue pour un laboratoire d'essais à sec, vos présentoirs se bloqueront et tomberont en panne dans l'environnement humide de l'usine.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez certes accélérer la production avec un gabarit générique, mais si les languettes de cannelure B non vérifiées absorbent l'humidité de l'entrepôt et gonflent, le frottement qui en résulte ralentira votre chaîne de montage d'environ 18 % et anéantira la marge bénéficiaire de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous laissez plus guider par les tolérances complexes des panneaux : laissez-moi analyser vos fichiers de structure grâce à mon Audit de Moulage Gratuit ↗ afin de détecter ces points de friction invisibles avant l'impression.
« Conception d'emballages structuraux : éléments clés et processus », https://www.arkay.com/resources/structural-packaging-design . Explication technique de l'impact de l'épaisseur du matériau et des tolérances de pliage sur la capacité de charge des emballages en carton ondulé. Type de preuve : réfutation technique ; source : manuel d'ingénierie de l'emballage. Argumentaire : danger lié à l' utilisation de gabarits génériques non calculés pour les charges lourdes. Note sur le champ d'application : axé sur le génie des structures et la science des matériaux.
« Quel profil CMJN choisir ? – Réflexions en design graphique », https://graphicdesignthoughts.blog/resources/what-profile/. Confirmation technique du CMJN comme norme industrielle pour l'impression en quadrichromie dans les arts graphiques. Rôle de la preuve : définition fondamentale ; type de source : manuel technique. Appuie : pratique industrielle de base. Note de portée : normes d'impression générales .
« Impression en tons directs vs impression en quadrichromie », https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOoo5Nyd7UjhicORNlB8oRqNiwjamydGOJw7yLm36bkixi8LnkIqC . Explication technique de la manière dont les logiciels RIP distinguent les tons directs destinés à l'encre des tons directs destinés aux instructions machine. Rôle de la preuve : vérification du processus ; type de source : documentation logicielle. Appuie : l'affirmation selon laquelle le noir standard est traité comme une donnée d'impression plutôt que comme une commande de découpe. Note relative au champ d'application : s'applique spécifiquement aux flux de production automatisés de gravure de matrices.
« Guide graphique – DeLine Box et présentoir », https://www.delinebox.com/graphic-guidelines/. La documentation technique des fabricants de machines de découpe laser CNC confirme la correspondance des couleurs standard pour les trajectoires d'outils automatisées. Niveau de preuve : spécification technique ; type de source : manuel industriel. Justifie : l'utilisation de couleurs spécifiques pour déclencher différentes actions mécaniques. Remarque : les couleurs peuvent varier selon les ateliers, mais suivent cette logique générale .
« Maîtriser la découpe plasma CNC : technologie, fonctionnement… », https://www.youtube.com/watch?v=wtriVCfRIK0 . Documentation technique sur les exigences logicielles CNC pour la reconnaissance des couleurs d'accompagnement afin de déclencher les changements d'outils ou le changement de lame. Rôle de la preuve : spécification technique ; type de source : manuel d'utilisation. Supporte : l'utilisation des couleurs d'accompagnement pour l'automatisation. Note de portée : Spécifique à la découpe à l'emporte-pièce par commande numérique.
« Lignes de découpe dans l’emballage : définition, conception, impression et gabarit », https://www.dnpackaging.com/packaging/dieline/ . Directives standard de l’industrie pour la séparation des chemins structurels afin de prévenir les erreurs de machine lors du pliage et de la découpe automatisés. Niveau de preuve : bonnes pratiques ; type de source : manuel de conception graphique. Justifie : la nécessité de la séparation des couches. Remarque sur la portée : s’applique à la conception structurelle vectorielle.
« Qu'est-ce qu'une ligne de découpe en emballage et impression ? – Dauxin », https://www.dauxin.com/blog/what-is-a-dieline/. Vérification de l'utilisation standard du cyan à 100 % pour désigner les lignes de pliage dans la production automatisée d'emballages. Niveau de preuve : convention ; type de source : guide technique. Supporte : un code couleur spécifique pour les repères de pliage. Remarque : peut varier selon les logiciels, mais représente une norme industrielle courante .
« Guide des gabarits de boîtes : Comment concevoir des découpes d'emballage précises », https://gentlever.com/what-is-box-template-and-how-to-design/ . Les recommandations techniques issues de sources d'ingénierie de l'emballage structurel expliquent pourquoi les mesures à l'échelle 1:1 échouent lors de l'assemblage physique en raison de l'épaisseur du matériau . Rôle de la preuve : corroboration technique ; type de source : manuel industriel. Appuie : l'affirmation selon laquelle les fentes de largeur exacte constituent une pratique de conception erronée. Note de portée : se concentre sur l'écart entre la précision vectorielle numérique et l'épaisseur physique du substrat.
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Ce guide de spécifications d'emballage, conforme aux normes industrielles, confirme les mesures d'épaisseur typiques du carton ondulé de type B. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Données relatives à : l'épaisseur physique du matériau de type B. Remarque : une légère variation entre les fabricants est tolérée .
« Détermination analytique de la rigidité en flexion d'un système à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Les manuels d'ingénierie relatifs à la conception d'emballages structurels détaillent la nécessité mathématique d'ajuster les fentes en fonction de l'épaisseur du matériau et du rayon de courbure . Éléments de preuve : principe mécanique ; type de source : manuel technique. Justification : l'exigence d'élargissement des fentes pour éviter le cintrage. Précision : s'applique spécifiquement aux substrats à parois épaisses.
« Qu'est-ce qu'une ligne de découpe en emballage et impression ? – PopDisplay », https://popdisplay.me/what-is-a-dieline-in-packaging-print/ . Documentation technique sur la conception structurelle des boîtes pliantes expliquant comment l'ajout de tolérances aux encoches empêche le cintrage. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justification : nécessité mécanique de l'élargissement des encoches. Note relative au champ d'application : applicable aux matériaux en carton ondulé et en carton compact.
« [PDF] Formule d'étrier de frein SAE pour fabrication additive », https://ideaexchange.uakron.edu/cgi/viewcontent.cgi?article=2738&context=honors_research_projects. Preuves mathématiques et normes industrielles pour l'ajustement des gabarits en fonction de l'épaisseur du matériau (étrier). Rôle de la preuve : validation mathématique ; type de source : norme technique. Justifie : la nécessité d'ajuster les étriers pour l'assemblage. Note sur la portée : se concentre sur les calculs des dimensions intérieures et extérieures .
« Modèle mathématique pour le calcul des tolérances de pliage dans les processus automatisés… », https://www.sciencedirect.com/science/article/abs/pii/0924013693901686 . Recommandations pour le calcul de l’allongement et de la compression du carton lors du pliage afin de prévenir la rupture du matériau. Domaine : science des matériaux ; type de source : livre blanc sur la fabrication. Appui : utilisation de tolérances paramétriques pour éviter le déchirement. Remarque : Spécifique au carton à grammage élevé.
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Vérification de l'épaisseur standard du carton ondulé cannelure B afin d'en garantir l'exactitude technique. Type de preuve : vérification factuelle ; source : fiche technique. Éléments d'appui : dimensions physiques des matériaux . Précision : spécifique aux spécifications standard de la cannelure B.
« Les présentoirs de sol sont-ils faciles à monter ? – PopDisplay », https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/ . Spécification technique confirmant la norme industrielle relative à l’élargissement des fentes pour compenser la dilatation hygroscopique du carton ondulé. Preuve : validation technique ; source : manuel d’ingénierie. Permet des ajustements précis des tolérances d’humidité. Aspect : s’applique spécifiquement à la logistique en environnement à forte humidité.
« Étude de l’effet des perforations sur la capacité portante… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . Données empiriques démontrant la corrélation entre un dimensionnement adéquat des fentes et la réduction de la main - d’œuvre d’assemblage sur le terrain. Rôle de la preuve : indicateur de performance ; type de source : étude sectorielle. Facteurs de preuve : gains d’efficacité grâce aux corrections techniques. Note relative à la portée : basé sur les délais de déploiement moyens en magasin.



