Concevoir des emballages pour les rayons bébé aux États-Unis et en Australie ne se résume pas à l'aspect graphique. Cela exige une ingénierie structurelle rigoureuse pour résister aux aléas logistiques de deux hémisphères différents.
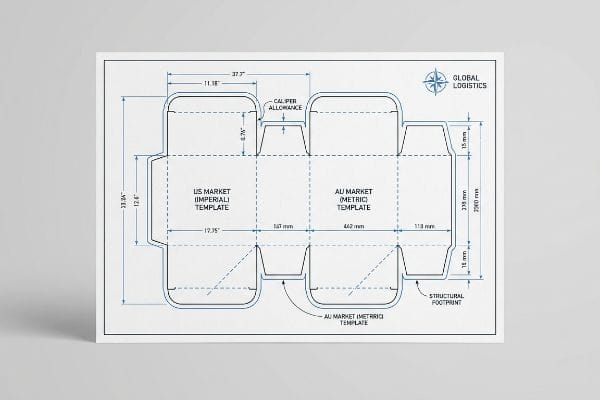
La conception des gabarits d'emballage exige le calcul précis des tolérances d'épaisseur du carton, l'établissement d'empreintes structurelles universelles et le traçage des plis porteurs. Un gabarit standardisé garantit la conformité transfrontalière en prévenant les défaillances mécaniques lors du transport maritime, en évitant les coûteuses modifications d'usine et en assurant un assemblage en point de vente sans faille dans divers environnements physiques et configurations de magasins à l'international.
Mais les modèles théoriques de CAO (conception assistée par ordinateur) ne valent rien lorsque les réalités structurelles de la production de masse prennent le dessus.
Les indispensables du rayon bébé : comment créer un gabarit universel pour Walmart, Target et les détaillants australiens ?
Vous souhaitez un modèle unique pour toutes les grandes enseignes du monde. Les agences adorent proposer un fichier adaptable qui se réduit comme par magie pour s'ajuster à n'importe quel rayon.
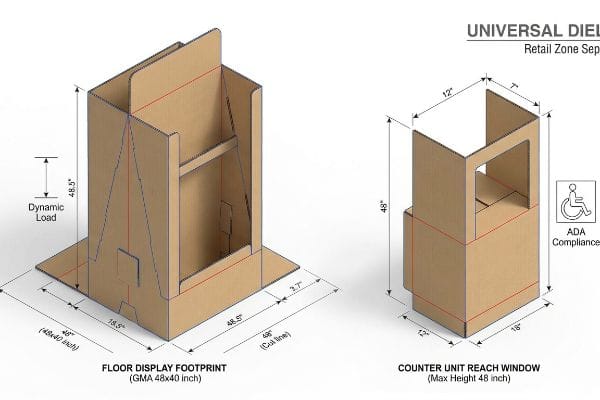
La création d'un gabarit universel nécessite une séparation structurelle permanente entre l'emprise au sol et les limites de portée des comptoirs. Un gabarit conçu mathématiquement ancre rigoureusement les supports de point de vente aux dimensions standard des palettes tout en isolant les caisses dans des zones de portée verticale spécifiques, garantissant ainsi une conformité réglementaire totale dans toutes les zones de vente.
Cela paraît incroyablement efficace en salle de réunion, mais imposer une seule empreinte au réseau se solde généralement par un rejet massif de la part des détaillants.
Pourquoi la géométrie ajustée par rétrécissement échoue-t-elle en usine ?
Même les équipes d'approvisionnement les plus expérimentées tombent dans le piège des présentoirs « modulables ». Elles supposent qu'un grand présentoir de sol peut être réduit de moitié dans le logiciel de conception pour servir de comptoir de vente dans les petits magasins australiens ou aux caisses de Target. Elles ignorent les règles légales et spatiales strictes qui régissent ces deux zones de ventedistinctes¹.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. L'année dernière, un client m'a confié un classeur compressé pour présentoir de sol destiné à un comptoir de pharmacie aux États-Unis. Ils avaient simplement réduit l'échelle du visuel. Dès que nous avons testé le premier échantillon blanc, j'ai mesuré sa hauteur : 132,08 cm (52 pouces). Cela contrevient à la plage de conformité de l' ADA (Americans with Disabilities Act) concernant la portée vers l'avant, qui doit être de 38,1 à cm Les responsables du magasin auraient jeté tout le lot à la poubelle. J'ai donc abandonné le dossier fourni par leur agence et entièrement repensé la structure. J'ai séparé définitivement les processus d'ingénierie : les classeurs de sol sont solidement ancrés à la limite de palette GMA de 121,9 × 101,6 cm (48 × 40 pouces³)pour la charge dynamique, et les comptoirs. En imposant cette limite spatiale stricte, j'ai éliminé le risque de non-conformité des caisses enregistreuses, ce qui a permis au client d'économiser des milliers de dollars en refacturations immédiates.
| Conflit de conformité | Résultat structurel | Retour sur investissement financier |
|---|---|---|
| Présentations au sol réduites | Une hauteur de 52 pouces contrevient à l'ADA4 | Provoque un refus immédiat du détaillant |
| Pipelines POP/POS séparés | Ancré à une limite stricte de 48 pouces | Garanties d'approbation de conformité |
| Optimisation des palettes GMA | Convient aux plateaux de coupe standard de 48×40 pouces5 | Optimise la densité de l'entrepôt |
Je refuse de concevoir des présentoirs hybrides qui contreviennent à l'agencement des points de vente. En dissociant les surfaces de vente au sol et les comptoirs, je protège votre marque des refus catastrophiques en magasin.
🛠️ Bureau de Harvey : Savez-vous si les gabarits de vos présentoirs de comptoir actuels enfreignent secrètement la limite stricte de 122 cm (48 pouces) de portée vers l’avant ? 👉 Demandez un audit de nomenclature structurelle ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Quelles sont les spécifications critiques des contours des produits destinés aux bébés sur les marchés américains de Walmart et Target ?
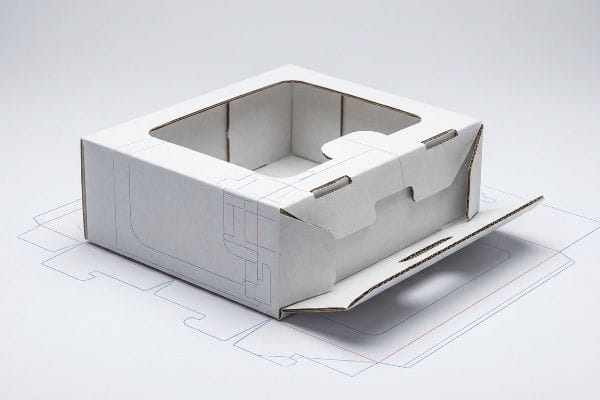
La conception de produits destinés aux grandes enseignes de distribution exige des spécifications précises. Chaque languette, fente et ligne de prédécoupe doit s'assembler parfaitement malgré l'immense pression exercée par les entrepôts.
Les spécifications critiques des matrices de pliage sont des profils spécifiques conçus pour contrôler la résistance des matériaux. Ces canaux de compression ciblés agissent comme des enclumes physiques sous la matrice de découpe en acier, empêchant les fibres de papier internes de se déformer et de fissurer la feuille supérieure imprimée sous une pression extrême lors des productions en grande série.
Pourtant, les graphistes ignorent systématiquement ces épaisseurs microscopiques, ce qui conduit à un chaos absolu lors du conditionnement.
Pourquoi les emplacements pour fichiers plats nuisent à la rapidité d'assemblage
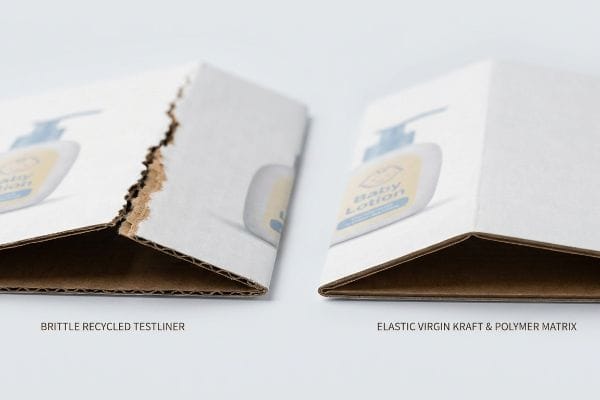
Les concepteurs supposent qu'un simple pli sur un gabarit numérique crée automatiquement un pli parfait à 90 degrés dans la réalité. Ils spécifient un papier testliner épais 32ECT (Edge Crush Test)6 pour contenir des lotions pour bébé épaisses, mais ils ignorent la résistance physique des fibres rigides du papier7 lorsque la matrice en acier frappe.
Il ne s'agit pas que de théorie : je suis confrontée à ce problème sur le terrain. Lors de la production d'un prototype pour un bouchon de shampoing pour bébé , le client m'a appelé, furieux : l'impression se déchirait complètement le long de chaque pli. Le fournisseur avait discrètement remplacé le kraft vierge souple par du testliner recyclé bon marché et cassant. J'ai passé mon pouce sur le bord irrégulier et fracturé du papier : la texture était semblable à de la fibre de verre brisée. J'ai d'abord essayé de régler la pression de découpe, mais le carton cassait toujours. J'ai abandonné les hypothèses de l'agence et me suis concentrée sur la chimie du matériau. J'ai opté pour un kraft vierge à haute élasticité pour la feuille supérieure et installé des canaux de rainage femelles en polymère sur le plateau de la machine . Cette matrice polymère contrôlait précisément l'étirement des fibres brutes lors de l'impact. En imposant ce changement de matériau, j'ai éliminé complètement les craquelures lithographiques , évitant ainsi au client de jeter des milliers de présentoirs inutilisables.
| Défaut de fabrication | Solution physique | Retour sur investissement financier |
|---|---|---|
| Testliner recyclé fragile | Optez pour du kraft vierge élastique10 | Élimine le risque de rejet esthétique |
| Flance incontrôlée des fibres | Matrice de pliage polymère spécialisée11 | Prévient les fractures structurelles des plis |
| Frappes de matrice à haute pression | Zones de compression de l'enclume calibrée12 | Permet d'économiser des milliers de dollars en déchets de ferraille |
Je veille à ce que des matériaux fragiles ne gâchent pas la présentation de produits haut de gamme pour bébés. En contrôlant précisément l'élasticité de la fibre de papier, je garantis un pliage impeccable à chaque fois.
🛠️ Le bureau d'Harvey : Vos présentoirs en carton ondulé haute résistance se fissurent-ils discrètement au niveau des plis, laissant apparaître le papier brun brut ? 👉 Demandez un test de résistance des matériaux ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Succès sur les deux marchés : comment optimiser la conception des emballages pour la conformité des produits pour bébés aux normes américaines et australiennes ?
Le transport de présentoirs en kit à travers l'océan Pacifique présente un inconvénient majeur : les variables environnementales altèrent physiquement leurs composants structurels avant même leur arrivée sur la chaîne de montage.
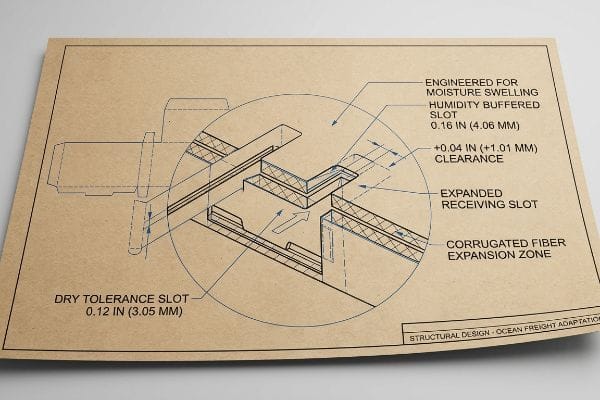
L'optimisation de la conception des emballages nécessite l'intégration de marges d'humidité mathématiques directement dans les mécanismes d'emboîtement découpés. L'augmentation du jeu des fentes compense l'absorption d'humidité ambiante lors des longs transports maritimes, évitant ainsi que les fibres ondulées poreuses ne gonflent au-delà des spécifications initiales du logiciel et ne compromettent l'intégrité structurelle de l'assemblage.
Mais les ingénieurs en structure, travaillant dans des bureaux climatisés, oublient souvent que le carton est pratiquement une éponge.
La houle cachée du transport maritime de marchandises
Les concepteurs d'emballages définissent fréquemment les tolérances des rainures de découpe en se basant strictement sur l'épaisseur à sec du carton, par exemple 3,04 mm (0,12 pouce) exactement pour le carton cannelé standard de type B¹³ . Ils exigent un ajustement par friction précis. Cependant, lorsque ces emballages plats sont stockés dans des zones à forte humidité , comme les ports australiens ou les centres de distribution de Floride, le support poreux absorbe d'importantes quantités d'humidité ambiante¹⁴ .
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience dans notre laboratoire d'essais environnementaux. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un test en chambre climatique simulant le transport maritime sur un présentoir de lait infantile haut de gamme. Nous pensions gagner du temps en supprimant la zone tampon d'humidité dans la matrice de découpe. Trois jours plus tard, dans la chambre climatique, j'ai entendu le craquement sinistre du carton cannelé B qui se déformait sous les efforts de l'équipe d'assemblage pour insérer de force les languettes gonflées dans leurs encoches d'origine. Le carton avait dilaté de plus de 12 %15</sup>. Je me suis immédiatement rendu dans l'atelier bruyant, j'ai arrêté la mortaiseuse rotative et j'ai recalibré manuellement les lames de découpe pour ajouter 1,01 mm de jeu<sup>16 </sup> à chaque encoche. Ce réglage mécanique a non seulement empêché le support de s'affaisser, mais il a aussi réduit le temps d'assemblage pour le conditionnement à façon de 45 secondes par unité, permettant ainsi au client d'économiser environ 25 % sur les coûts de main-d'œuvre.
| Risque environnemental | Solution technique | Retour sur investissement financier |
|---|---|---|
| Gonflement dû à l'humidité ambiante17 | tampon d'humidité CAO de 0,04 pouce18 | Élimine les déchets de papier déchirés |
| Languettes d'insertion écrasées | Dégagement accru de la fente de réception | Accélère le temps d'assemblage |
| hypothèses relatives aux climats secs | Réétalonnage des tolérances des mortaiseuses rotatives19 | Prévient les pannes de transport coûteuses |
Je ne laisse pas les conditions climatiques ambiantes compromettre la durabilité de mes conceptions structurelles. En intégrant des marges d'humidité précises dans l'outillage, je garantis un conditionnement sans friction partout dans le monde.
🛠️ Le bureau d'Harvey : Votre équipe de conditionnement s'est-elle déjà plainte de l'écrasement des languettes en carton ondulé lors du montage de vos présentoirs ? 👉 Obtenez une simulation de contrainte d'humidité ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Évitez les retards coûteux : quelles sont les exigences de Walmart et Target en matière de découpe pour les accessoires pour bébés ?
Les géants de la distribution exigent une perfection visuelle absolue pour leurs têtes de gondole. Même une infime partie de carton brut apparent peut entraîner un refus catégorique de la part du responsable du magasin.
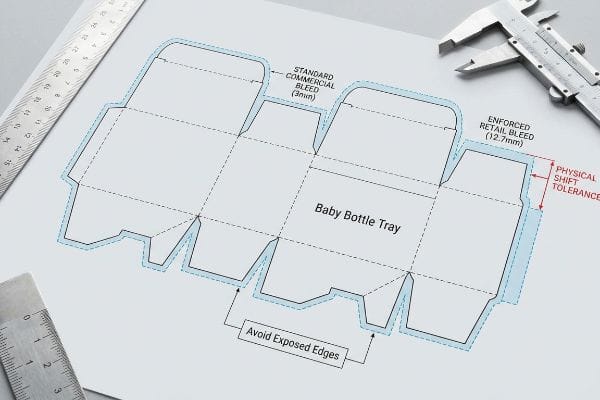
Les exigences de Walmart et Target imposent des marges de fond perdu très strictes, supérieures aux tolérances d'impression commerciale standard. L'utilisation d'une large zone de surimpression garantit que la feuille supérieure imprimée recouvre entièrement chaque bord mécanique exposé lors de la découpe automatisée, neutralisant ainsi efficacement le décalage physique inhérent au montage par lithographie-lamination à grande vitesse.
Mais le transfert d'une feuille imprimée parfaitement sur du carton épais et rigide est un processus intrinsèquement violent et instable.
L'effet de mode qui détruit la valeur de la marque
Les graphistes appliquent généralement un fond perdu standard de 3,17 mm (0,125 pouce)ondulé . Ils partent du principe que les équipements de fabrication traitent le carton avec la même précision microscopique que le papier fin des magazines. Ils ignorent complètement la complexité et la difficulté du collage de grandes feuilles sur des panneaux épais à cannelures en C.
Il ne s'agit pas que de théorie : je suis confrontée à ce problème sur le terrain. Le trimestre dernier, j'ai inspecté un lot de plateaux , qu'un client nous avait transféré d'un fournisseur moins cher. J'ai retiré la feuille supérieure du plateau abîmé et j'ai constaté la présence de résidus de colle collants et mal alignés. La plastifieuse automatique avait décalé le carton de 4,5 mm (0,17 pouce), créant un effet de « flash » disgracieux où le carton brun brut était visible sur le bord avant. J'ai relevé les mesures au micromètre et prouvé qu'il n'était pas nécessaire de ralentir les machines ni d'investir dans des capteurs automatisés coûteux : une simple intervention rigoureuse en prépresse suffisait. J'ai imposé une marge de fond perdu minimale de 12,7 mm (0,5 pouce)à 21 au-delà de la ligne de coupe, obligeant l'agence du client à étendre son visuel de fond. Grâce à cette ingénierie de prépresse ultra-précise, j'ai éliminé tout risque de bords exposés, supprimant ainsi les frais de refacturation liés aux défauts visuels pour l'ensemble du déploiement en magasin.
| Conflit de prépresse | Solution physique | Retour sur investissement financier |
|---|---|---|
| débordements d'impression de 0,125 pouce22 | Marge de sécurité obligatoire de 0,5 pouce23 | Empêche les annulations pour défauts visuels24 |
| décalage de la lamination mécanique | Zones d'habillage d'œuvres d'art étendues | Obtient l'approbation du détaillant |
| Bords bruts bruns exposés | Rejet strict des limites de prépresse | Élimine les réimpressions par lots coûteuses |
Je veille à ce que les moindres décalages de machine n'altèrent pas l'esthétique haut de gamme de votre marque. En imposant des tolérances de fond perdu très strictes, je garantis un rendu impeccable de chaque bord plié, même sous un éclairage commercial intense.
🛠️ Le bureau de Harvey : Vos supports imprimés présentent-ils des bords de papier brun disgracieux après pliage en entrepôt ? 👉 Demandez un audit gratuit des fonds perdus en prépresse ↗ — J’examine personnellement chaque fichier structurel sous 24 h.
Concevoir un présentoir de sol Sidekick : comment se conformer aux normes des détaillants américains et à la réglementation australienne ?
Optimiser l'espace d'expédition semble une stratégie logistique judicieuse, mais un écart minime peut avoir des conséquences catastrophiques. Les supports de sol doivent s'adapter parfaitement aux dimensions des palettes internationales pour résister au transport.
L'alignement d'un support latéral sur pied exige le strict respect des limites de débordement nulles sur tous les cartons maîtres structurels. La réduction artificielle de l'encombrement maximal autorisé pour l'emballage à l'intérieur des périmètres de palette standard garantit le maintien optimal des angles verticaux, préservant ainsi la résistance à la compression des cartons lors des expéditions maritimes internationales par conteneurs à double niveau fortement empilés.

Malheureusement, les équipes d'approvisionnement, obsédées par l'idée de caser une unité de plus dans le carton, risquent de saboter accidentellement l'intégrité structurelle de l'ensemble de la cargaison.
Pourquoi le débordement des palettes garantit l'écrasement des stocks
Les responsables de la chaîne d'approvisionnement dimensionnent souvent les cartons d'expédition des présentoirs au maximum, partant du principe que la résistance à la compression du carton ondulé renforcé suffira à protéger les marchandises. Ils ignorent complètement les principes physiques de l'empilage des palettes. Un carton standard doit jusqu'à 60 % de sa résistance à la charge verticaleà l'alignement de ses quatre coins verticaux rigides.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Lors d'un essai à blanc pour un présentoir, le capteur de force du test de compression de boîte (BCT) s'est stabilisé à un niveau dérisoire de 97,5 kg (215 lb). Le calcul standard du secteur prévoyait une résistance supérieure à 362,8 kg (800 lb). En examinant attentivement le plateau de la presse hydraulique, j'ai constaté que le carton dépassait de seulement 7,62 mm (0,3 pouce) de la base en bois. Ces coins non soutenus ne supportaient aucune charge,ce qui forçait les panneaux centraux à se courber vers l'extérieur sous la pression extrême. J'ai immédiatement ouvert le logiciel de CAO et conçu un gabarit précis sans débordement, réduisant artificiellement l'empreinte extérieure du gabarit de 12,7 mm (0,5 pouce) exactement. Grâce à cette correction géométrique précise, j'ai rétabli la résistance à la compression critique de 60 % aux angles,garantissant ainsi que les cartons principaux puissent résister au transport maritime en conteneurs à double empilement sans qu'aucun carton du niveau inférieur ne soit écrasé.
| Risque logistique | Correction de la géométrie structurelle | Retour sur investissement financier |
|---|---|---|
| Débordement du bord du plateau de palette | Réduction de l'encombrement CAO de 0,5 pouce28 | Élimine les dommages liés au transport en empilement |
| Coins verticaux non soutenus | Contrôle des limites sans surplomb | Récupère 60 % de sa force de compression29 |
| Des couches lourdes à double empilement | Géométrie vérifiée par cellule de charge BCT30 | Protège les investissements massifs en stocks |
Une dilatation excessive entraînera inévitablement la destruction de votre cargaison en mer. L'ancrage précis de la structure du carton principal à l'intérieur du pont en bois garantit une résistance absolue à la compression lors des transports internationaux les plus exigeants.
🛠️ Le bureau de Harvey : Vos cartons d'emballage dépassent-ils du bord de la palette et endommagent-ils progressivement vos présentoirs inférieurs pendant le transport ? 👉 Demandez un plan CAO sans débordement ↗ — Confidentialité garantie. Vos maquettes de vente non commercialisées sont en sécurité.
Conclusion
Vous pouvez choisir un fournisseur qui estime les tolérances de pliage, mais si cette épaisse plaque de cannelure B se dilate sous l'effet de l'humidité dans un entrepôt, vous risquez un gauchissement important du châssis, entraînant un refus immédiat du détaillant et des semaines de retouches manuelles coûteuses. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Ne laissez plus les aléas de la production compromettre la survie de vos produits : laissez-moi concevoir personnellement votre prochain déploiement sur deux marchés afin de garantir une conformité totale avec les réglementations internationales.
« Présentoirs sur le lieu de vente (PLV) : fonctionnement et impact sur le commerce de détail… », https://www.optisigns.com/post/point-of-purchase-pop-display-how-they-work-their-retail-impact. [Les directives de vente au détail ou les normes d’accessibilité faisant autorité (telles que l’ADA ou les normes australiennes) définissent des exigences spécifiques en matière d’encombrement et de dégagement pour les présentoirs sur pied et de comptoir]. Rôle de la preuve : vérification technique ; type de source : norme réglementaire. Appuie : l’affirmation selon laquelle les différentes zones sont soumises à des contraintes juridiques distinctes. Note de portée : la réglementation varie selon les juridictions.] ↩
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/ . [Les normes ADA pour la conception accessible spécifient les portées maximales et minimales des éléments accessibles afin de garantir l’accessibilité aux personnes en fauteuil roulant]. Rôle de la preuve : vérification réglementaire ; type de source : norme gouvernementale. Appuie : l’exigence de contraintes de hauteur pour les comptoirs. Note de portée : s’applique spécifiquement aux normes d’accessibilité de portée vers l’avant.
« Palette en bois traité thermiquement GMA – 48 x 40 po H-1260 – ULINE », https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [La Grocery Manufacturers Association (GMA) définit la palette de 48 x 40 pouces comme la norme industrielle pour la logistique et le transport de détail en Amérique du Nord]. Rôle de la preuve : vérification de la norme industrielle ; type de source : spécification d’une organisation professionnelle. Appuie : la contrainte d’encombrement pour les présentoirs de sol. Note sur la portée : s’applique principalement à l’infrastructure de vente au détail nord-américaine .
« Chapitre 3 : Objets saillants – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-protruding-objects/. [Une source faisant autorité sur les normes d’accessibilité de l’ADA pour les environnements commerciaux permettrait de vérifier les limites de hauteur des objets saillants ou les distances de portée afin de garantir l’accessibilité aux fauteuils roulants]. Rôle de la preuve : validation ; type de source : réglementation gouvernementale. Justification : non-respect des normes de hauteur de l’ADA. Remarque concernant la portée : spécifique aux États-Unis .
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. [La norme de la Grocery Manufacturers Association (GMA) définit la taille standard des palettes en Amérique du Nord à 48 × 40 pouces]. Preuve : spécification technique ; source : norme industrielle. Supporte : taille standard des palettes. Portée : marché nord-américain .
« Explication des indices ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOookF6Qq3vs-4e3WSWFVB2gI3Jwx9CEy-J9LVXSkPXAx5ThQzNCs . [Une norme d'ingénierie de l'emballage vérifie la capacité de charge et l'application courante du carton 32ECT pour les produits de consommation lourds]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Apport : choix approprié des matériaux pour les lotions pour bébés. Remarque : limité aux paramètres du carton ondulé.
« Qu’est-ce que la découpe à l’emporte-pièce dans l’emballage ? Guide des boîtes découpées à l’emporte-pièce », https://gentlever.com/die-cutting-in-packaging/. [La documentation technique sur la découpe à l’emporte-pièce explique comment la résistance des fibres provoque la rupture ou le gauchissement du matériau en l’absence d’une compression adéquate]. Rôle de la preuve : principe mécanique ; type de source : guide de fabrication. Justifie : la nécessité de spécifications de découpe précises pour maîtriser la résistance du matériau. Note sur le champ d’application : Généralités sur la fabrication de carton rigide .
« Découpe et rainage – MM Group », https://mm.group/packaging/technologies/die-cutting-creasing/. [Les normes d'ingénierie de l'emballage devraient détailler l'application des canaux de rainage en polymère comme méthode de réduction des contraintes de compression et de prévention de la rupture des fibres lors de la découpe]. Rôle de la preuve : Spécification technique ; type de source : Manuel d'ingénierie industrielle. Supports : Prévention mécanique du gauchissement du carton. Note de portée : Spécifique aux matrices de pliage haute pression. ↩
« Prévention des craquelures au niveau des plis dans les emballages pliants – Brown Packaging », https://brownpackaging.com/preventing-score-cracking-in-folding-cartons/. [Les manuels d’impression et d’emballage devraient définir les craquelures lithographiques et le rôle de l’élasticité du matériau pour prévenir la séparation de l’encre au niveau du pli]. Niveau de preuve : Définition technique ; type de source : Guide de l’industrie de l’imprimerie. Arguments : Nécessité d’utiliser du kraft vierge plutôt que des doublures recyclées pour les pliages soumis à de fortes contraintes. Remarque : S’applique au carton ondulé lithographié .
« Papier kraft vs Testliner : résistance, coût et durabilité – LinkedIn », https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57. [Une analyse des matériaux des supports ondulés confirmerait que les fibres de kraft vierges offrent une élasticité et une intégrité de surface supérieures à celles du Testliner recyclé, réduisant ainsi les fissures superficielles.] Rôle de la preuve : validation technique ; type de source : article scientifique sur les matériaux. Apports : amélioration des matériaux pour prévenir les rejets esthétiques ; Note de portée : spécifiquement concernant la finition de surface et l’élasticité .
« Matrice de rainage – CITO PLAST », https://www.cito.de/en/US/printline/creasing_matrix/ . [La documentation technique des machines de découpe explique comment les matrices de rainage polymères répartissent la pression afin d'éviter la rupture des fibres lors du rainage.] Type de preuve : spécification technique ; source : manuel d'utilisation de l'équipement de fabrication. Objectif : prévention des ruptures de plis ; portée : procédés de découpe de haute précision.
« Gérer efficacement une opération de découpe rotative – Paper360 (PPIS) », https://www.paper360-digital.com/ppis/0323_may_june_2023/MobilePagedArticle.action?app=false&cmsId=4102173 . [Des études d'ingénierie de production ont démontré que des zones d'enclume calibrées minimisent la déformation du matériau et les déchets causés par des frappes de matrice incorrectes.] Rôle de la preuve : optimisation des processus ; type de source : rapport sur l'efficacité de la production. Avantages : réduction des coûts liés aux rebuts ; Remarque sur la portée : applicable à la découpe industrielle en grand volume.
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . [Une norme industrielle relative aux dimensions du carton ondulé confirme la plage d'épaisseur typique pour le carton ondulé de type B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Supports : épaisseur de référence pour les calculs de tolérance des rainures. Remarque : l'épaisseur peut varier légèrement selon le fabricant.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Des études en science des matériaux sur les revêtements à base de cellulose démontrent une absorption d'humidité importante et un gonflement subséquent dans les environnements maritimes à forte humidité ] . Rôle de la preuve : propriété du matériau ; type de source : étude académique ; Appui : justification de l'augmentation des jeux d'espacement. Note de portée : les taux d'absorption varient en fonction des revêtements.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Une étude technique des matériaux sur le carton ondulé permettrait de déterminer le pourcentage de variation dimensionnelle en conditions d’humidité élevée]. Rôle de la preuve : validation d’une métrique ; type de source : étude technique. Sujet : impact physique de l’humidité sur les composants structuraux en carton ondulé. Remarque : les taux de dilatation varient selon la qualité du carton et le type de cannelure .
« Qu’est-ce que l’humidité relative et comment affecte-t-elle vos emballages ? – Billerud », https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity. [Les manuels de conception d’emballages industriels spécifient les tolérances de jeu nécessaires pour les encoches d’emboîtement afin d’éviter les défaillances d’assemblage dues au gonflement par l’humidité]. Rôle de la preuve : spécification technique ; type de source : guide de conception. Appui : l’ajustement mécanique spécifique nécessaire pour compenser la dilatation des fibres. Remarque : les spécificités peuvent varier selon l’épaisseur du carton .
« Analyse de la durée de conservation des boîtes en carton ondulé : durabilité, stockage… », https://www.packagingcorp.com/resource-hub/industry-insights/unpacking-shelf-life/ . [Des recherches en science des matériaux documentent la vitesse à laquelle le carton ondulé absorbe l’humidité atmosphérique pendant le transport maritime, provoquant une expansion physique] . Type de preuve : Principe physique ; type de source : Revue de science des matériaux. Apports : Identification des risques environnementaux. Note de portée : Se concentre sur les propriétés hygroscopiques des fibres de cellulose.
« Influence de l’humidité sur les boîtes en carton ondulé », https://victoryboxcorp.com/how-humidity-affects-corrugated-boxes/ . [Les normes d’ingénierie relatives à la conception des emballages définissent des tolérances dimensionnelles spécifiques pour tenir compte de la dilatation hygroscopique des matériaux en carton ondulé pendant le transport]. Niveau de preuve : Spécification technique ; type de source : Norme industrielle. Objectif : Atténuation du gonflement dû à l’humidité. Précision : Spécifique aux matériaux d’emballage à base de fibres.
« Contrôle de l’humidité pour les installations d’emballage – Condair UK », https://www.condair.co.uk/en/solutions/by-industry/manufacturing/packaging-humidifier . [Les manuels techniques des machines de transformation du carton ondulé détaillent le processus de réglage des tolérances des rainureuses afin de garantir un assemblage adapté à l’usage prévu dans des conditions climatiques variables ]. Rôle de la preuve : Vérification du processus ; type de source : Manuel technique de l’équipement. Objectif : Prévention des défauts de transport. Remarque sur la portée : Applicable aux équipements de rainurage automatisés à haut volume.
« Le fond perdu (et autres termes de conception à connaître) », https://dar.uga.edu/2019/there-will-be-bleed-and-other-design-terms-you-should-know/ . [Les manuels d'impression ou les normes de conception graphique confirment que 0,125 pouce est le fond perdu standard pour les projets commerciaux]. Type de preuve : spécification technique ; source : manuel industriel. Supports : tolérances d' impression de base. Remarque : la norme peut varier selon l'imprimante ou le support.
« Lamination lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqWYdRJqRiQ6sIVwCyXCYpMp50Xs5qFwAjAMMwouXdemC1_Wzz5 . [Les normes industrielles d'emballage pour la lamination lithographique spécifient des zones de fond perdu étendues afin de compenser les décalages de repérage lors du montage à grande vitesse]. Rôle de la preuve : Spécification technique ; type de source : Manuel de l'industrie de l'imprimerie. Justifie : L'efficacité d'un fond perdu de 12,7 mm (0,5 pouce) pour éliminer le substrat exposé. Note sur la portée : S'applique spécifiquement aux présentoirs de vente au détail en carton grand format.
« Comprendre l’importance du fond perdu dans la conception d’emballages », https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOortWx7LgU0Vhg71f0t1n-i4dHYqytcifXs0UK7aeqitq5Mjdv-L. Les manuels techniques d’impression confirment que 0,125 pouce est le fond perdu minimal standard pour les emballages commerciaux afin de compenser les variations de découpe. Preuve : vérification technique ; type de source : norme industrielle ; Supports : spécifications prépresse ; Remarque : peut varier selon l’imprimerie .
« Comment concevoir un emballage conforme aux normes Walmart et Target… », https://popdisplay.me/how-to-design-walmart-target-compliant-packaging-dielines-for-dual-market-baby-products-australia-us/ . Les directives d’emballage des détaillants définissent des marges de sécurité afin d’éviter que les éléments graphiques et les textes importants ne soient coupés lors de la découpe. Niveau de preuve : spécification technique ; type de source : manuel du détaillant ; Sujet : exigences de conception d’ emballage ; Remarque : spécifique aux têtes de gondole de haute précision.
« Explication des refacturations dans le commerce de détail : 7 causes et comment les prévenir », https://blog.inymbus.com/6-most-common-reasons-for-chargebacks-in-retail . Les manuels de conformité des fournisseurs des grandes enseignes de distribution détaillent les sanctions financières appliquées aux emballages non conformes aux contrôles visuels de qualité. Preuve : validation financière ; source : contrat fournisseur ; éléments justificatifs : coût de la non-qualité ; remarque : les sanctions varient selon le distributeur et les termes du contrat.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Un manuel technique sur l’emballage en carton ondulé ou une étude de science des matériaux permettrait de vérifier le pourcentage de capacité portante structurelle attribuable à l’alignement des quatre coins verticaux]. Rôle de la preuve : vérification quantitative ; type de source : manuel technique d’emballage. Appuie : l’importance cruciale de l’absence de porte-à-faux pour le maintien de la résistance à la compression de la boîte. Remarque : le pourcentage peut varier selon la qualité du carton et la construction du carton.
"[DOC] Version soumise (672,09 Ko) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Un manuel d'ingénierie ou une norme d'emballage expliquerait comment un manque de support vertical aux angles entraîne une rupture structurelle et la redistribution de la charge vers les panneaux centraux plus fragiles]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Justification : rupture mécanique due à un débordement. Note relative à la portée : s'applique spécifiquement aux cartons d'emballage en carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Une source technique sur les essais de compression de boîtes (ECB) permettrait de vérifier la proportion de la capacité portante attribuable aux angles verticaux d'un carton ondulé]. Rôle de la preuve : vérification quantitative ; type de source : document technique de l'industrie de l'emballage. Appuie : le gain d'efficacité spécifique lié à l'élimination du débordement. Remarque : le pourcentage peut varier selon la qualité de la boîte et le type de cannelure .
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/ . [Les normes logistiques pour le transport international recommandent des marges de dégagement spécifiques pour tenir compte des variations de fabrication des palettes et éviter les débordements ] . Rôle de la preuve : spécification technique ; type de source : manuel de logistique. Supports : tolérances CAO nécessaires à l’intégration des palettes. Note de portée : basé sur les dimensions de palettes standard de l’industrie.
« Prédiction de l’effet du débordement de la palette sur la compression des boîtes… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Des études techniques sur l’emballage démontrent la perte significative de capacité portante verticale lorsque les boîtes en carton ondulé débordent des bords de la palette, et le rétablissement de cette résistance lorsqu’elles sont alignées]. Rôle de la preuve : indicateur technique ; type de source : étude d’ingénierie. Arguments : rétablissement de la résistance structurelle par absence de débordement. Note relative à la portée : spécifique aux emballages en carton ondulé .
« Dernier testeur de compression de boîtes, modèle 2025 | LabZenix », https://labzenix.com/box-compression/ . [Les normes industrielles de validation des emballages utilisent le test de compression de boîtes (TCB) avec des capteurs de force pour déterminer la charge maximale qu'une structure peut supporter avant effondrement]. Rôle de la preuve : méthodologie technique ; type de source : norme ASTM/ISO. Appui : l'utilisation du TCB pour la vérification de la géométrie structurelle. Note de portée : pratique courante d'assurance qualité en ingénierie de l'emballage.



