Os compradores frequentemente se perguntam se os fabricantes apenas imprimem o que recebem ou se a engenharia estrutural propriamente dita faz parte do pacote.
Sim. Auxiliar no design de displays envolve reconstruir artes planas em arquivos CAD (Desenho Assistido por Computador) estruturalmente sólidos, aplicar tolerâncias de curvatura e calcular a capacidade de carga. A verdadeira assistência em design transforma conceitos visuais básicos em embalagens físicas que atendem rigorosamente às exigências de ambientes de varejo de alto volume e logística de transporte pesado.

Mas ter uma imagem bonita no monitor não é suficiente quando as máquinas de corte realmente começam a funcionar.
Como posso melhorar a minha tela?
A modernização de uma unidade vai além de simplesmente adicionar brilho; requer a correção dos erros matemáticos invisíveis ocultos em seus modelos estruturais.
Aprimorar a sua apresentação exige a aplicação de algoritmos de compensação de espessura precisos em cada ranhura de dobra. A substituição de um molde genérico por um arquivo estrutural de engenharia de precisão garante que materiais espessos sejam montados sem atrito, aumentando drasticamente a estabilidade geral e eliminando rasgos nas folhas superiores durante o processo de co-embalagem de alta velocidade.
Conhecer a teoria das tolerâncias de curvatura é importante, mas ignorá-la na prática leva a falhas mecânicas imediatas.
Por que os modelos padrão falham na linha de produção?
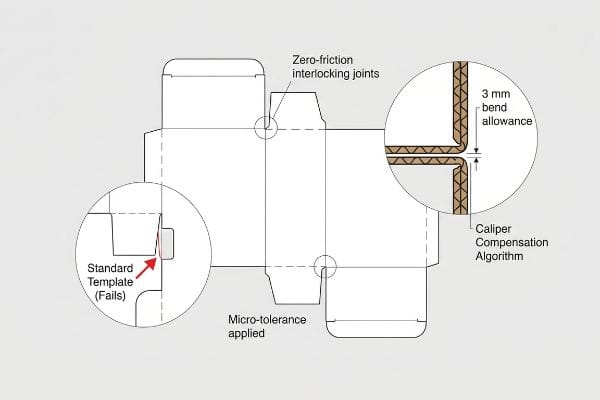
Mesmo designers veteranos frequentemente ignoram esse ponto cego ao criarem abas de encaixe em softwares vetoriais padrão com a mesma largura exata do painel correspondente. Eles presumem que uma linha digital perfeitamente desenhada se traduz em uma junta física perfeita. Isso ignora completamente a espessura física do material onduladodobrado¹.
Isso não é apenas teoria — eu lido com isso na prática. Uma grande agência de branding lançou às pressas um modelo plano, presumindo que a chapa de alumínio com 32ECT (Teste de Compressão de Borda) de perfil B simplesmente se dobraria no lugar. Durante nosso teste interno de montagem, as abas rígidas cortaram agressivamente a camada superior impressa. A deflexão sob carga estática ultrapassou 38,1 mm (1,5 polegadas) porque as chapas amassadas perderam toda a integridade vertical. Imediatamente, modifiquei a geometria CAD, sobrescrevendo os arquivos digitais para adicionar uma tolerância de curvatura de 3 mm (0,12 polegadas) a cada encaixe, ajustando parametricamente o raio externo para absorver a espessura do material. Ao impor essa microtolerância, garanti que o tempo de montagem da embalagem fosse reduzido em 45 segundos por unidade, diminuindo o atrito da mão de obra e economizando ao cliente custos significativos de processamento manual em uma produção de 10.000 unidades.
| Solução de Engenharia | Resultado físico | Retorno financeiro do investimento |
|---|---|---|
| Adicionada margem de curvatura de 3 mm2 | Eliminação do cisalhamento da flauta interna | Reduz instantaneamente o atrito no trabalho |
| alargamento paramétrico de ranhuras3 | Integridade da placa vertical restaurada | Evita retrabalho manual dispendioso |
| Geometria de compensação do calibrador4 | Juntas de encaixe sem atrito | Economiza US$ 3.250 em logística |
Recuso-me a deixar que arquivos gráficos não testados determinem o sucesso físico da sua campanha de vendas. Corrigir essas falhas técnicas antes da impressão é a única maneira de proteger sua marca de atrasos catastróficos na montagem.
🛠️ Mesa do Harvey: Você sabe a espessura exata em milímetros do seu material ondulado atual após uma dobra de 90 graus? Deixe-me realizar uma Simulação de Tensão Estrutural 3D personalizada para os seus arquivos. 👉 Solicite uma Auditoria Estrutural ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Como faço para otimizar minha tela?
A verdadeira eficiência significa eliminar o espaço desperdiçado, maximizando matematicamente o limite de carga dinâmica dentro dos contêineres de transporte padrão.
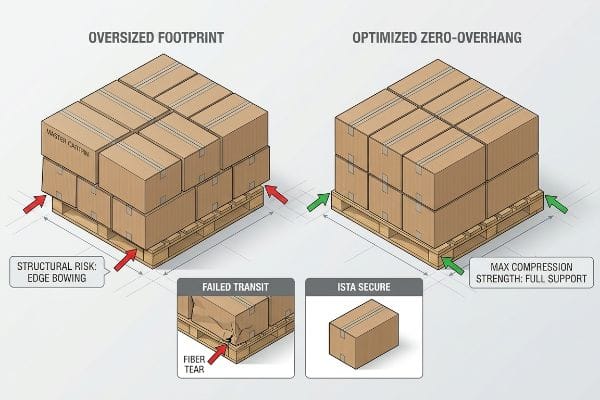
A otimização da sua exposição envolve a redução artificial da área máxima permitida da caixa master em exatamente meia polegada dentro do perímetro da madeira. Este ajuste geométrico rigoroso garante que todos os cantos estruturais permaneçam totalmente suportados, restaurando a resistência crítica à compressão vertical e eliminando completamente o esmagamento durante o carregamento de contêineres no transporte marítimo.
Você pode tentar colocar mais unidades em um palete, mas lutar contra as leis da física do transporte geralmente termina em desastre.
Por que a ganância por espaço fracionário desencadeia desastres no transporte de cargas?
As equipes de compras frequentemente expandem as dimensões da caixa master para maximizar a densidade de envio, presumindo que a resistência bruta do papelão ondulado de alta gramatura protegerá os produtos internos. Elas calculam a eficiência de volume, mas ignoram completamente como o peso dinâmico se transfere através de uma pilha de vários níveis5.
Isso não é apenas teoria — eu lido com isso na prática. Durante um teste de queda e vibração da ISTA (International Safe Transit Association), um cliente me enviou um e-mail desesperado quando seu protótipo terceirizado se achatou completamente sob a pressão da carga superior. Eles presumiram que sua caixa de transporte superdimensionada era eficiente, mas ela se projetava para fora da borda do palete da GMA (Grocery Manufacturers Association) por uma fração de polegada. Observei a camada inferior sem suporte se curvar visivelmente para fora, ouvindo o som alto e nauseante do rasgo das fibras virgens de kraft se rompendo sob 385,5 kg (850 lbs) de pressão. Descartei o plano logístico da agência e refiz os cálculos do zero, reduzindo artificialmente a caixa de transporte em 12,7 mm (0,5 polegadas) para garantir que os cantos estruturais repousassem inteiramente sobre a plataforma de madeira. Ao impor essa geometria sem saliência, restaurei os 60% da resistência à compressão perdida⁶,eliminando microfraturas estruturais e evitando enormes estornos de varejistas devido ao colapso da carga recebida.
| Geometria Logística | Resultado estrutural | Retorno sobre o investimento (ROI) da cadeia de suprimentos |
|---|---|---|
| Redução da área ocupada em 12,7 mm7 | Cantos alinhados ao deck de madeira | Impede o colapso dos níveis do palete |
| Protocolo de saliência zero | Resistência à compressão restaurada em 60%8 | Elimina as taxas por danos no transporte |
| ISTA testou a caixa delimitadora9 | Eliminação do rasgo da fibra inferior | Garante a aprovação da carga de entrada |
Eu calculo a utilização dos contêineres com base na sobrevivência da última fileira, não apenas no volume teórico. A otimização é inútil se as suas caixas master chegarem ao centro de distribuição amassadas e invendáveis.
🛠️ Mesa do Harvey: As suas caixas master estão ultrapassando os paletes em pelo menos 0,6 cm? 👉 Proteja a sua cadeia de suprimentos ↗ — 100% confidencial. Seus projetos de varejo ainda não lançados estão seguros comigo.
Como gerenciar as configurações de exibição?
O controle dos parâmetros das máquinas de fábrica determina se a sua placa de circuito impresso dobra de forma limpa ou se racha violentamente sob tensão.
O gerenciamento das configurações de exibição exige a calibração precisa dos canais da matriz de vinco fêmea na impressora automática de corte e vinco. O ajuste desses parâmetros mecânicos da bigorna controla o quanto as fibras grossas do papel se esticam quando atingidas pelas lâminas de aço, evitando efetivamente rachaduras litográficas em cartões de teste de gramatura elevada e garantindo dobras perfeitas sob grandes volumes de produtos para o varejo.

Especificar materiais de alta qualidade em um pedido de compra não significa nada se o operador da máquina usar a pressão física incorreta.
Por que a pressão padrão da máquina estraga placas premium
É uma armadilha comum que apanha até mesmo equipas de compras experientes: assumir que uma simples linha vetorial cria automaticamente uma dobra perfeita de 90 graus. Confiam que as placas rígidas cederão sem problemas, ignorando a imensa resistência que as ranhuras internas geram contra uma lâmina de aço em movimento rápido10.
Isso não é apenas teoria — aprendi isso da maneira mais difícil, no chão de fábrica. Em 2022, pedi ao meu engenheiro-chefe de embalagens, Mark, que produzisse um novo lote de papelão kraft virgem 32ECT sem ajustar as tolerâncias padrão da máquina de corte rotativo. Pensamos que poderíamos economizar tempo pulando a recalibração da matriz para um pedido urgente. Três horas depois, passei a mão pelas bordas dobradas e senti o rasgo irregular e pulverulento das folhas superiores severamente rachadas. O golpe brusco havia esmagado as ondulações em vez de vincá-las. Imediatamente paramos a produção, mergulhando na máquina barulhenta e em funcionamento para instalar um canal específico de matriz de vinco fêmea de polímero para atuar como uma bigorna.Controlando fisicamente o estiramento do papel e reduzindo a pressão de corte em exatamente 2 mm,eliminamos completamente o rasgo das fibras, evitando uma taxa de refugo de 30% e mantendo o cronograma de produção em massa perfeitamente em dia.
| Calibração de Máquinas | Resultado físico | Retorno sobre o investimento (ROI) na fabricação |
|---|---|---|
| Montagem de canal de matriz polimérica | Estiramento controlado da fibra de papel | Impede completamente o aparecimento de fissuras na litografia13 |
| Pressão de impacto reduzida em 2 mm14 | Estrutura interna da flauta preservada | Previne 30% de desperdício de material15 |
| resistência de bigorna personalizada | Dobragem perfeita em 90 graus | Acelera o cronograma de produção |
Monitoro os parâmetros exatos do curso da máquina porque sei a rapidez com que uma placa rígida pode se quebrar. Não é possível gerenciar a fabricação de alta qualidade simplesmente encaminhando um PDF e torcendo para que tudo dê certo.
🛠️ Mesa do Harvey: Seu fornecedor atual altera a matriz de vincos com base na classificação ECT específica da sua placa? Deixe-me realizar uma auditoria completa da sua lista de materiais. 👉 Solicite sua auditoria de lista de materiais ↗ — Sem gerentes de contas intermediários. Você fala diretamente com engenheiros estruturais.
Como verificar a qualidade da tela?
A inspeção de amostras físicas exige olhar além dos gráficos impressos para analisar as adaptações microscópicas ao ambiente presentes nas articulações.
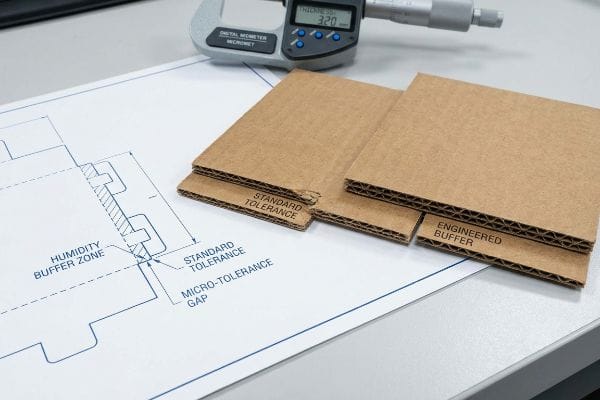
A verificação da qualidade da exposição envolve a confirmação de que os amortecedores de umidade automatizados estão integrados diretamente nos compartimentos de recebimento. A avaliação dessas microtolerâncias garante que, mesmo quando as embalagens planas porosas absorvem a umidade ambiente do oceano e incham fisicamente, a equipe de montagem ainda tenha uma instalação sem atritos, independentemente das condições ambientais do armazém.
Analisar uma amostra seca em um escritório com temperatura controlada gera uma falsa sensação de segurança, o que pode ser perigoso.
Por que protótipos de escritórios secos falham em armazéns úmidos?
Engenheiros estruturais em estúdios com ar condicionado frequentemente definem tolerâncias de ranhuras de matriz com base na espessura absoluta da placa a seco. Eles acreditam erroneamente que um encaixe por fricção perfeitamente apertado, obtido em um ambiente de laboratório impecável, se comportará exatamente da mesma maneira após trinta dias no mar16.
Isso não é apenas teoria — eu lido com isso na prática. Um importante cliente do setor de cosméticos reclamou que uma caixa expositora genérica de um fornecedor anterior estava se desfazendo durante a montagem padrão de embalagem por terceiros (3PL) na Flórida. Arranquei a camada superior do protótipo danificado e senti o revestimento interno inchado e estufado rasgando contra as abas de encaixe. A princípio, presumi que o papelão padrão fosse apenas material barato. Estava completamente enganado; o papelão ondulado tipo B havia absorvido uma quantidade enorme de umidade ambiente¹⁷ , expandindo-se muito além de sua espessura original de 3,17 mm (0,125 polegadas) ¹⁸ . Utilizei câmaras de teste ambiental extremas para obter leituras micrométricas, comprovando que não precisávamos de clipes de plástico caros para consertá-lo. Aumentei artificialmente todas as ranhuras de encaixe em nosso software CAD em 1 mm (0,04 polegadas). Esse microajuste absorveu completamente o inchaço causado pela umidade, reduzindo o atrito da montagem a zero e economizando para o cliente cerca de US$ 4.500 em multas por atraso na entrega manual.
| Tolerância estrutural | Resultado Ambiental | Retorno sobre o investimento (ROI) de atendimento |
|---|---|---|
| Ranhuras alargadas em 1 mm | O material absorvido incha devido à umidade | Reduz instantaneamente o atrito de montagem |
| amortecedor de umidade projetado | Aba e revestimento internos interrompidos | Economiza milhares em multas |
| alinhamento de lacunas paramétrico | Rigidez estrutural mantida | Acelera a embalagem por operadores logísticos terceirizados (3PL) |
Recuso-me a validar a integridade estrutural com base em condições perfeitas e secas. O verdadeiro controle de qualidade significa projetar o papelão para resistir aos ambientes logísticos mais hostis e úmidos que sua cadeia de suprimentos possa encontrar.
🛠️ Mesa do Harvey: Você já testou suas tolerâncias de corte após expor as placas a 85% de umidade relativa? 👉 Verifique suas tolerâncias ↗ — Eu analiso pessoalmente cada arquivo estrutural em até 24 horas.
Como ajustar a tela à imagem?
Garantir que os modelos físicos estejam alinhados com as telas do RIP de pré-impressão exige uma compensação excessiva das variações mecânicas de laminação durante a fase de montagem.
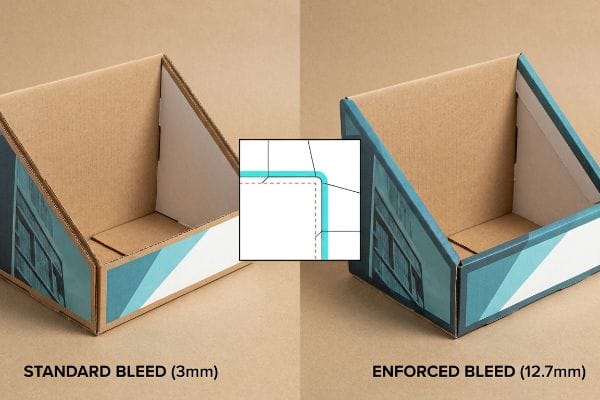
Para que a imagem se ajuste à tela, é necessário aplicar uma margem de sangria enorme de meia polegada além da linha de corte física. Expandir o fundo da arte muito além dos limites padrão de impressão comercial garante que o gráfico envolva completamente todas as bordas expostas, mascarando deslocamentos mecânicos durante a litografia e o corte e vinco automatizados.
As margens de impressão padrão podem parecer perfeitas em um monitor digital, mas rotineiramente causam rebarbas no papelão cru durante a linha de produção.
Por que as margens de impressão padrão causam rebarbas nas bordas?
Os designers gráficos frequentemente aplicam sangrias de impressão comercial padrão a arquivos de papelão ondulado, assumindo que as mesmas tolerâncias se aplicam. Eles não entendem que colar papel em placas caneladas grossas envolve inerentemente uma variação mecânica muito maiordo que alimentar folhas finas em uma impressora offset padrão.
Isso não é apenas teoria — eu lido com isso na prática. Eu estava olhando para o monitor da pré-impressão quando o registro óptico automatizado sinalizou uma queda drástica no alinhamento. O cliente havia enviado uma arte final impecável, mas durante a fase física de litografia e laminação, a placa deslocou-se 4,5 mm (0,18 polegadas), deixando uma rebarba feia e marrom visível na capa dobrada final. Inicialmente, presumi que os sensores da máquina de montagem estivessem desalinhados, mas os dados mostraram que a máquina estava operando dentro das tolerâncias normais para trabalhos pesados. Exigi transparência em relação à matéria-prima e alterei a geometria estrutural da pré-impressão, rejeitando as margens padrão e impondo uma margem de segurança de sangria de 12,7 mm (0,5 polegadas)². Ao estender esses limites digitais para absorver a deriva mecânica, eliminamos completamente o defeito de rebarba, evitando uma rejeição total por parte dos varejistas e poupando o cliente de ter que descartar milhares de capas impressas.
| Ajuste de pré-impressão | Resultado mecânico | Retorno sobre o investimento (ROI) da marca |
|---|---|---|
| Sangria forçada de 12,7 mm | Deriva de lito-laminação absorvida | Elimina bordas expostas |
| gráficos de fundo expandidos | turno de corte e vinco mascarado | Impede a rejeição total por parte do varejista |
| Alinhamento RIP automatizado | Cor aplicada em todas as dobras | Impede o descarte em massa da camada superior |
Não confio nas regras padrão de impressão comercial quando se trata de laminação industrial em papelão ondulado. Ao impor margens de segurança generosas na arte final, garanto que sua marca cubra todos os ângulos físicos de forma impecável.
🛠️ Mesa do Harvey: Seus designers gráficos ainda estão enviando arquivos para papelão ondulado com uma margem de sangria padrão de 3 mm? Deixe-me revisar seus arquivos. 👉 Solicite uma auditoria de pré-impressão ↗ — 100% confidencial. Seus designs para varejo, ainda não lançados, estão seguros comigo.
Conclusão
Você pode escolher um fornecedor que confia cegamente em caixas master superdimensionadas, mas quando essa placa sem suporte cede sob a pressão da carga superior, isso provoca uma rejeição imediata do varejista e elimina completamente a margem de lucro da sua campanha. Essa mesma revisão de engenharia detectou recentemente um erro fatal de tolerância de 2 mm em um grande lançamento nacional antes da produção. Pare de arriscar sua logística com modelos teóricos e deixe-me projetar pessoalmente seu próximo lançamento ↗ para garantir a máxima resistência estrutural e o domínio absoluto da cadeia de suprimentos.
"Como a espessura do papelão impacta o desempenho e o custo das caixas dobráveis", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Manuais de engenharia de embalagens detalham como a espessura do material exige tolerâncias específicas de dobra para garantir o encaixe adequado das juntas]. Função da evidência: Verificação técnica; tipo de fonte: Manual de Engenharia de Embalagens. Apoio: O impacto da espessura do material na montagem estrutural. Nota de escopo: Aplica-se a substratos de papelão ondulado. ↩
"O Guia Definitivo para Caixas de Papelão Ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Uma fonte confiável sobre engenharia de embalagens explicaria como tolerâncias de dobra específicas evitam o esmagamento ou o cisalhamento das ondulações internas durante a dobragem]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a relação entre a tolerância de dobra e a integridade da ondulação. Nota de escopo: específico para materiais de papelão ondulado. ↩
"DESIGN ESTRUTURAL DE EXPOSITORES PARA VAREJO INTERATIVO…", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Artigos de análise estrutural sobre papelão ondulado descreveriam como o ajuste paramétrico da largura das ranhuras previne concentrações de tensão e restaura a integridade vertical]. Papel da evidência: verificação técnica; tipo de fonte: artigo acadêmico. Fundamentos: efeito do design paramétrico na estabilidade do papelão. Nota de escopo: foco na capacidade de carga vertical. ↩
"O boom dos cigarros pré-enrolados | Green Rush Packaging", https://greenrushpackaging.com/cannabis-blog/pre-roll-joints-boom/?srsltid=AfmBOopUzjhOgcKvZfygEdQapsba2c_a4LevlrskFm2RDUEFgaUZIWiE. [A literatura técnica sobre tolerâncias de fabricação demonstra como a compensação da espessura do material (calibrador) garante um encaixe preciso e uma montagem sem atrito]. Papel da evidência: verificação técnica; tipo de fonte: norma de fabricação. Apoia: o uso da compensação do calibrador para juntas de encaixe. Nota de escopo: aplica-se ao corte de precisão. ↩
"Investigação do Efeito da Rigidez da Camada Superior do Palete em Papelão Ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/ . [Fontes de engenharia de embalagens confiáveis explicam como as forças dinâmicas durante o transporte deslocam as cargas dos suportes verticais, comprometendo a integridade estrutural das pilhas de papelão ondulado ] . Papel da evidência: mecanismo técnico; tipo de fonte: manual de engenharia. Argumenta: que a eficiência baseada no volume ignora riscos estruturais críticos. Nota de escopo: aplica-se a cargas paletizadas ou conteinerizadas em múltiplas camadas.
"[DOC] Versão submetida (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Normas de engenharia de embalagens e diretrizes da ISTA fornecem dados quantitativos sobre a perda de capacidade de carga quando as embalagens de papelão ondulado ultrapassam as bordas dos paletes]. Função da evidência: validação técnica; tipo de fonte: norma de engenharia. Suporta: a afirmação quantitativa referente à perda de resistência à compressão devido à saliência. Nota de escopo: refere-se especificamente a papelão ondulado em paletes GMA. ↩
"[PDF] Investigação do padrão de empilhamento de paletes na ponte de carga unitária", https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf?. [Dados de engenharia logística explicam como o ajuste das dimensões em 12,7 mm (0,5 polegadas) garante o alinhamento preciso com as tábuas padrão do estrado do palete para evitar o colapso dos níveis]. Papel da evidência: especificação técnica; tipo de fonte: manual de logística. Suporta: a relação entre a precisão da pegada e a estabilidade da carga. Nota de escopo: aplica-se às dimensões padrão de paletes norte-americanos. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado para uma …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Uma fonte confiável de engenharia de embalagens confirmaria que a eliminação da saliência aumenta significativamente a resistência à compressão vertical de embalagens de papelão ondulado em aproximadamente 60%]. Papel da evidência: verificação quantitativa; tipo de fonte: manual de engenharia. Apoia: o benefício estrutural dos protocolos de ausência de saliência. Nota de escopo: específico para materiais de papelão ondulado. ↩
"Normas de Processo – Associação Internacional de Trânsito Seguro", https://ista.org/process_standards.php. [A Associação Internacional de Trânsito Seguro (ISTA) fornece protocolos de teste padronizados para validar se as caixas delimitadoras podem suportar as tensões do transporte]. Função da evidência: verificação de padrão; tipo de fonte: norma do setor. Suporta: a validade do método de teste para obter a aprovação da carga. Nota de escopo: refere-se à certificação ISTA 3A ou níveis de certificação semelhantes .
"[PDF] Um estudo sobre a viabilidade do papelão ondulado tipo F como substituto para caixas dobráveis", https://repository.rit.edu/cgi/viewcontent.cgi?referer=&httpsredir=1&article=1300&context=theses. [Documentação técnica sobre corte e vinco de materiais de papelão ondulado explica como a orientação vertical das ondulações internas resiste à pressão descendente da lâmina de corte]. Papel da evidência: Verificação técnica; tipo de fonte: Manual de engenharia industrial. Fundamentos: A afirmação de que a estrutura interna do papelão dificulta a dobragem perfeita. Nota de escopo: Específico para substratos de papelão ondulado e rígido. ↩
"C&T adiciona matriz de vinco Anvil – ThePackagingPortal.com", https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/. [Normas e guias técnicos da indústria de embalagens explicam a função dos canais da matriz polimérica na distribuição da pressão para evitar fissuras litográficas]. Papel da evidência: verificação conceitual; tipo de fonte: livro didático da indústria. Apoia: o uso de materiais de matriz especializados para controle de vincos. Nota de escopo: aplica-se a ambientes de corte e vinco de alta pressão. ↩
"Resolva problemas com matrizes complexas AGORA!! – YouTube", https://www.youtube.com/watch?v=iqeoM54uTeg. [Manuais técnicos de engenharia para prensas de corte e vinco automatizadas fornecem especificações sobre como ajustes precisos de pressão evitam o rasgo das fibras em papelão ondulado]. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia. Suporte: a medição específica necessária para eliminar o rasgo das fibras. Nota de escopo: especificamente para papelão kraft virgem 32ECT. ↩
"[PDF] Litografia de alta velocidade sem máscara para placas de circuito impresso usando…", https://artwork.com/raster/dmd/High_Speed_MLI_TechPaper.pdf. [A documentação técnica sobre litografia offset e mecanismos de dobra explicaria como as matrizes de polímero reduzem a tensão superficial para eliminar rachaduras]. Papel da evidência: validação técnica; tipo de fonte: periódico de ciência dos materiais. Argumentos: eficácia das matrizes de polímero. Nota de escopo: A aplicabilidade pode variar de acordo com a gramatura do papel. ↩
"[PDF] Investigação do Efeito de Caixas de Papelão Ondulado na Distribuição de", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Manuais de máquinas industriais para equipamentos de dobragem e colagem especificam as tolerâncias de pressão precisas necessárias para manter a integridade da ondulação interna]. Função da evidência: verificação de especificação; tipo de fonte: manual de engenharia. Argumentos que sustentam: correlação entre a pressão de impacto e a preservação da flauta. Nota de escopo: Específico para máquinas de alta pressão. ↩
"Sistemas de reciclagem de papelão ondulado de especialistas do setor impactam a qualidade do ar…", https://impactairsystems.com/efficient-scrap-systems-for-corrugated-board-and-packaging-operations/. [Estudos de caso de manufatura ou relatórios de análise de ROI forneceriam dados quantitativos sobre a redução de desperdício após a implementação da calibração de pressão]. Papel da evidência: evidência quantitativa; tipo de fonte: estudo de caso industrial. Argumentos: ROI da redução da pressão de impacto. Observação sobre o escopo: a porcentagem varia de acordo com o volume de produção .
"Influência da umidade e da temperatura nas propriedades mecânicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [A literatura de ciência dos materiais explica como o papelão poroso absorve a umidade ambiente durante o transporte marítimo, levando à instabilidade dimensional e ao inchaço]. Papel da evidência: Validação técnica; tipo de fonte: Guia de engenharia da indústria. Apoia: A afirmação de que os ajustes por fricção testados em laboratório falham em ambientes úmidos. Nota de escopo: Aplica-se a papelão de fibra não revestido. ↩
"[PDF] Efeitos da Umidade Relativa na Compressão… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Pesquisa em ciência dos materiais sobre as propriedades higroscópicas de embalagens à base de celulose explica como a umidade ambiente leva à expansão dimensional em ondulações de papelão ondulado]. Papel da evidência: mecanismo causal; tipo de fonte: periódico de ciência dos materiais. Apoia: a causa física da falha da junta. Nota de escopo: as taxas de expansão variam de acordo com a qualidade do revestimento e o tipo de acabamento. ↩
"[PDF] Especificações para Papelão Ondulado – Arquivos Nacionais", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [As normas da indústria para embalagens de papelão ondulado definem a faixa de espessura típica para papelão ondulado tipo B para verificar essa medida como referência]. Função da evidência: especificação técnica; tipo de fonte: norma da indústria. Suportes: dimensões de referência do material. Observação: a espessura pode variar ligeiramente de acordo com o fabricante. ↩
"O que é impressão offset em embalagens e como funciona?", https://gentlever.com/offset-printing-process-for-package-printing/. [Um manual técnico sobre embalagens de papelão ondulado explicaria os desafios de registro e as tolerâncias de deslocamento associadas à montagem de folhas impressas em substratos ondulados em comparação com a impressão em folhas]. Papel da evidência: justificativa técnica; tipo de fonte: manual padrão do setor. Argumentos: a necessidade de sangrias maiores em displays de papelão ondulado. Nota de escopo: concentra-se no deslocamento mecânico durante o processo de laminação. ↩
"Impressão com Sangria Total Explicada | Mixam", https://mixam.com/support/bleed. [As diretrizes técnicas de pré-impressão para embalagens de papelão ondulado especificam margens de sangria expandidas para compensar o deslocamento mecânico durante o processo de laminação e corte]. Papel da evidência: especificação técnica; tipo de fonte: manual do setor. Fundamentos: a exigência de sangrias maiores para eliminar rebarbas nas bordas. Observação sobre o escopo: as dimensões específicas podem variar de acordo com a tolerância da máquina. ↩



