Pare de tentar adivinhar como estruturar sua próxima campanha de vendas. Criar um plano estratégico exige precisão. Erros significam que seus produtos ficarão no estoque em vez de nas prateleiras.
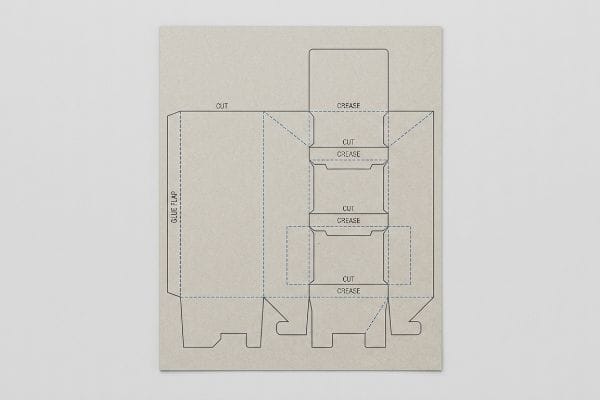
Criar um molde para um display de ponto de venda (PDV) de papelão ondulado exige equilibrar a estética da marca com as rigorosas leis da física estrutural. Ele serve como modelo arquitetônico principal para corte, vinco e dobra. Moldes adequados garantem um alinhamento perfeito na litografia e asseguram que o display de papelão final resista facilmente às intensas cadeias de suprimentos do varejo de grandes lojas.

Mas ter um desenho digital é apenas o primeiro passo antes que as máquinas pesadas da fábrica entrem em ação.
Onde posso encontrar modelos de corte gratuitos?
Procurar modelos de estruturas gratuitos online é tentador, mas um arquivo genérico não levará em consideração o peso específico da sua mercadoria ou os limites dimensionais.
Obter modelos de corte gratuitos geralmente envolve baixar arquivos vetoriais genéricos de blogs de embalagens ou ferramentas gráficas online. Embora esses downloads gratuitos ofereçam um ponto de partida básico, eles não incluem as tolerâncias de dobra personalizadas e os cálculos estruturais rigorosos necessários para ambientes de exposição de varejo altamente competitivos.

Pegar um layout rápido da internet pode parecer um atalho, mas geralmente leva a uma grande dor de cabeça na linha de montagem.
A armadilha de usar modelos de corte gratuitos na web
Quando os fundadores de marcas precisam agir rapidamente, muitas vezes procuram por esboços estruturais básicos para importar diretamente para plataformas de design voltadas para o consumidor. A suposição é que, se o formato parecer com uma bandeja de varejo padrão na tela, ele naturalmente se manterá unido depois de impresso, dobrado e carregado com produtos pesados1.
Vejo isso acontecer o tempo todo quando um cliente importa um layout gratuito para uma ferramenta online como o Canva e simplesmente sobrepõe sua arte. O problema é que essas ferramentas online achatam a estrutura matemática e geram imagens vetoriais desconectadas que ignoram a espessura física do papelão. Quando minha equipe tenta montar esses arquivos genéricos no chão da fábrica, é possível ouvir o som alto e áspero do papelão rasgando enquanto as abas desalinhadas se prendem umas às outras. Minha regra geral é sempre começar com um PDF (Portable Document Format) pré-formatado, gerado por um software profissional como o ArtiosCAD. Ao fixar essa camada estrutural real sob seus gráficos, garantimos que as abas se alinhem perfeitamente, evitando que nossos parceiros de embalagem precisem recorrer à fita adesiva transparente, feia e desorganizada, para manter a unidade unida.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando vetores da web não unidos | Base PDF do ArtiosCAD bloqueada | Evita trabalhos com fita adesiva que sejam complicados |
| Ignorando a espessura do material | Matemática CAD pré-projetada | Economiza 25 segundos na montagem de cada unidade |
| Modificando formatos de abas | Apenas gráficos de superfície | Garante a carga dinâmica |
Eu nunca permito que um cliente prossiga com um layout baixado aleatoriamente sem verificar os cálculos CAD subjacentes. Um arquivo genérico pode economizar uma hora inicialmente, mas compromete totalmente o cronograma de embalagem física e infla o orçamento de montagem.
🛠️ Mesa do Harvey: Não tem certeza se o arquivo baixado vai dobrar corretamente na fábrica? 👉 Solicite uma Análise de Corte ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Como criar um desenho de linha de corte?
Projetar a estrutura física exige mais do que simplesmente desenhar linhas em uma tela; requer uma comunicação precisa com equipamentos mecânicos automatizados.
Para criar um design de matriz de corte adequado, é necessário atribuir cores sólidas absolutas a cada traço vetorial. Esse mapeamento de cores específico indica às mesas de corte CNC (Controle Numérico Computadorizado) automatizadas exatamente onde cortar a placa e onde aplicar as matrizes de vinco, mantendo os caminhos estruturais separados da arte impressa.

Transformar seus belos gráficos em um objeto tridimensional funcional exige falar a linguagem exata dos robôs de fabricação.
Comunicação com a mesa de corte CNC
Tradicionalmente, os artistas gráficos criam seus arquivos usando perfis de cores CMYK padrão (ciano, magenta, amarelo e preto)², utilizando um simples contorno preto para indicar onde a borda externa da tela deve terminar. Eles presumem, naturalmente, que o departamento de pré-impressão da fábrica simplesmente observará a linha preta, entenderá que ela representa um corte físico e programará manualmente a máquina para segui-la.
É uma armadilha comum que pega até mesmo equipes de compras experientes, pois elas tratam o contorno estrutural exatamente como tinta impressa comum. As máquinas de corte a laser automatizadas não têm "olhos"; elas leem nomes de cores especiais específicos atribuídos a traços vetoriais. Se você enviar um arquivo usando preto padrão, o software RIP (Processador de Imagem Raster) simplesmente imprime uma linha pretadiretamente na placa e a lâmina nunca aciona o corte. Já vi vendedores apressados desembalando um expositor "pronto" e encontrando bordas sólidas e sem corte, o que os obriga a cortar a placa grossa com um estilete, correndo o risco de danificá-la. Você precisa formatar suas linhas de corte em uma cor especial Magenta 100% e seus vincos em Ciano 100%.Essa separação absoluta de cores garante que as lâminas de aço se encaixem perfeitamente, mantendo a imagem da sua marca impressa completamente intacta.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Usando linhas pretas CMYK | Atribua cores pontuais absolutas5 | Garante a queda automática das lâminas |
| Mistura de camadas estruturais | Separar caminhos de corte e vinco6 | Elimina erros de corte manual |
| Esquecer as indicações de vincos | Use 100% de corante ciano7 | Garante dobras perfeitas a 90 graus |
Intercepto dezenas de arquivos todos os meses que parecem perfeitos, mas são mecanicamente invisíveis para minhas mesas de corte CNC. Impor uma rigorosa padronização das cores especiais desde o início evita erros catastróficos de impressão e mantém sua campanha promocional em andamento sem problemas.
🛠️ Mesa do Harvey: Suas linhas de corte estão formatadas acidentalmente como tinta preta CMYK padrão em vez de marcas de corte mecânicas? 👉 Faça uma verificação do seu arquivo de pré-impressão ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida posteriormente.
Como criar um molde para caixa de embalagem?
Uma caixa de papelão dobrável padrão requer tolerâncias matemáticas muito diferentes de uma caixa de transporte master reforçada e multicamadas para o varejo.
A criação de um molde para caixa de embalagem exige o cálculo da espessura física do substrato escolhido durante a fase inicial de layout. Os projetistas devem alargar ativamente as ranhuras de encaixe e ajustar os raios de dobra para compensar a espessura específica do material ondulado, garantindo um encaixe perfeito na montagem final.

A diferença entre uma caixa estrutural que se encaixa facilmente e outra que se desmonta com facilidade reside inteiramente nesses ajustes microscópicos do material.
A necessidade mecânica da compensação do paquímetro
A prática padrão de muitas agências de design é criar abas de encaixe e ranhuras dobráveis exatamente com a mesma largura8 do painel correspondente. Elas criam um arquivo vetorial limpo e matematicamente perfeito em escala 1:1 no Adobe Illustrator, partindo do pressuposto de que a simetria digital será reproduzida sem falhas no objeto físico de papelão ondulado.
Imagine tentar fechar uma porta com uma vedação grossa; se você não alargar o batente, ela simplesmente não fechará. O papelão ondulado de 3 mm (0,11 polegadas) com perfil B consome material ao dobrar 90 graus. Se você não alargar a ranhura de encaixe para compensar esse raio externo , a caixa ficará severamente curvada. Já estive no chão da fábrica e senti a resistência rígida do papelão kraft virgem estalando contra minhas mãos porque as ranhuras foram projetadas com folga excessiva. Uma regra prática simples é utilizar um software de projeto paramétrico que aplique automaticamente algoritmos de compensação de curvatura a cada dobra. Ao adicionar essas tolerâncias específicas de dobra, garantimos que as caixas pré-montadas sejam montadas sem atrito frustrante, eliminando a necessidade de força bruta durante a distribuição.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Larguras de ranhura correspondentes 1:1 | Alargar a ranhura para dobrar o material11 | Impede o arqueamento do painel lateral |
| Ignorando a espessura da tábua | Cálculo de compensação de paquímetro12 | Conjunto de co-empacotamento sem atrito |
| Forçando abas apertadas | Tolerâncias de curvatura paramétricas13 | Elimina papelão rasgado |
Sempre recrio arquivos planos do Illustrator para inserir essas tolerâncias de dobra críticas antes de imprimirmos uma única folha de material. Ignorar a espessura física da placa canelada garante um pesadelo de montagem para quem desembalá-la na loja.
🛠️ Harvey's Desk: Você está preocupado que suas abas de encaixe estejam muito apertadas para material de flauta B espessa? 👉 Solicite sua Análise Estrutural ↗ — Sem formulários que geram ligações de vendas intermináveis. Apenas valor puro.
O que é um display de papelão ondulado?
Não se trata apenas de papel dobrado; é uma estrutura arquitetônica cinética temporária, projetada para sobreviver a uma rede logística brutal e altamente imprevisível.
Um expositor de papelão ondulado é um produto de merchandising tridimensional de alta engenharia, construído com papelão ondulado. Ele funciona tanto como um recipiente de transporte protetor quanto como um expositor de ponto de venda personalizado, projetado especificamente para distribuir com segurança cargas cinéticas pesadas, maximizando o impacto visual nos corredores competitivos de grandes lojas de varejo.

Conseguir que um protótipo de papelão impecável fique em pé perfeitamente em um estúdio de design com ar-condicionado é fácil, mas eis a dura realidade quando você envia 500 deles para o mundo real.
A ameaça oculta do inchaço causado pela umidade
As equipes de compras frequentemente validam um projeto estrutural com base na espessura absoluta da placa em um ambiente de laboratório estático. Elas partem do princípio de que, se uma placa de 3,17 mm (0,12 polegadas) de espessura com canal B de14 mm apresentar resultados perfeitos durante a prototipagem inicial, as mesmas tolerâncias serão mantidas quando o lote de produção em massa for enviado para a embalagem final.
Na minha empresa, vejo rotineiramente essa suposição teórica ruir no momento em que uma remessa se dirige para uma zona de alta umidade, como a Flórida. O papelão ondulado é altamente poroso; quando armazenado em ambiente externo, sem controle de umidade, o revestimento absorve ativamente a umidade e incha fisicamente. Já medi a espessura de um lote supostamente idêntico de papelão com um micrômetro e observei o diâmetro aumentar em 0,83 mm (0,03 polegadas) em um ponto específico. Uma ranhura que se encaixava perfeitamente na aba de encaixe da tela do seu computador de repente fica muito apertada, fazendo com que a equipe de embalagem amasse as ondulações internas e rasgue a camada superior litografada ao forçar a junção das peças inchadas. Ao projetar automaticamente uma margem de segurança de umidade de 1,2 mm (0,04 polegadas) diretamente nas ranhuras do CAD para todas as remessas para regiões costeiras, neutralizo completamente essa expansão ambiental. Esse microajuste garante que a equipe de embalagem realize a montagem sem rasgos, reduzindo o tempo de trabalho manual em cerca de 18% e eliminando atrasos dispendiosos na montagem antes mesmo que aconteçam.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando linhas de base de paquímetro a seco | Projete um amortecedor de umidade | Impede que as abas se rasguem durante o transporte |
| Ignorando o clima ambiente | Alargar as ranhuras em 1,2 mm15 | Reduz o tempo de montagem em 18%16 |
| Forçando flautas inchadas | Acomodar a expansão do papel | Protege a impressão litográfica |
Recuso-me a liberar um arquivo estrutural sem considerar matematicamente a umidade ambiente do armazém. Se você projetar apenas para um laboratório de testes seco, suas unidades de exposição irão travar e falhar teimosamente no ambiente úmido da fábrica.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode optar por acelerar a produção com um modelo estrutural genérico, mas quando essas abas de papelão ondulado tipo B, não verificadas, absorvem a umidade do armazém e incham fisicamente, o atrito resultante pode facilmente atrasar sua linha de montagem em cerca de 18% e eliminar a margem de lucro da sua campanha. Mais de 500 gerentes de marca usam meu checklist de pré-impressão para evitar exatamente esses erros fatais no estágio inicial. Pare de adivinhar as tolerâncias complexas do papelão e deixe-me analisar pessoalmente seus arquivos estruturais com minha Auditoria de Corte e Vinco gratuita ↗ para detectar esses pontos de atrito invisíveis antes da impressão.
"Projeto Estrutural de Embalagens: Elementos-Chave e Processo", https://www.arkay.com/resources/structural-packaging-design . Explicação técnica de como a espessura do material e as tolerâncias de curvatura impactam a capacidade de carga de embalagens de papelão ondulado. Papel da evidência: refutação técnica; tipo de fonte: manual de engenharia de embalagens. Argumentos: O perigo de usar modelos genéricos não calculados para cargas pesadas. Nota de escopo: Foca em engenharia estrutural e ciência dos materiais.
"Qual perfil CMYK? – Reflexões sobre design gráfico", https://graphicdesignthoughts.blog/resources/what-profile/. Confirmação técnica do CMYK como padrão da indústria para impressão em cores de processo nas artes gráficas. Papel da evidência: definição fundamental; tipo de fonte: manual técnico. Baseia-se em: prática básica da indústria. Nota de escopo: padrões gerais de impressão .
"Impressão em cores especiais vs. cores de processo", https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOoo5Nyd7UjhicORNlB8oRqNiwjamydGOJw7yLm36bkixi8LnkIqC . Explicação técnica de como o software RIP distingue entre cores de processo destinadas à tinta e cores especiais destinadas a instruções da máquina. Papel da evidência: verificação do processo; tipo de fonte: documentação do software. Apoia: a afirmação de que o preto padrão é tratado como dados de impressão em vez de um comando de corte. Nota de escopo: aplica-se especificamente a fluxos de trabalho automatizados de gravação de matrizes de corte.
"Diretrizes Gráficas – DeLine Box and Display", https://www.delinebox.com/graphic-guidelines/ . A documentação técnica de fabricantes de máquinas de corte a laser CNC confirma o mapeamento de cores padrão da indústria para trajetórias de ferramentas automatizadas. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Suporta: a necessidade de cores específicas para acionar diferentes ações mecânicas. Observação: as cores específicas podem variar de acordo com a empresa, mas seguem esta lógica geral.
"Dominando o Corte a Plasma CNC: Tecnologia, Operação, …", https://www.youtube.com/watch?v=wtriVCfRIK0. Documentação técnica sobre os requisitos de software CNC para reconhecimento de cores especiais a fim de acionar trocas de ferramentas ou abaixamento da lâmina. Função da evidência: especificação técnica; tipo de fonte: manual do equipamento. Aplica-se a: Uso de cores especiais para automação. Nota de escopo: Específico para corte e vinco acionado por CNC. ↩
"Dieline em Embalagens: Definição, Design, Impressão e Modelo", https://www.dnpackaging.com/packaging/dieline/. Diretrizes padrão da indústria para separar caminhos estruturais a fim de evitar erros de máquina em dobragem e corte automatizados. Papel da evidência: boas práticas; tipo de fonte: manual de design gráfico. Fundamentos: Necessidade de separação de camadas. Nota de escopo: Aplica-se ao design estrutural baseado em vetores .
"O que é uma linha de corte em embalagens e impressão? – Dauxin", https://www.dauxin.com/blog/what-is-a-dieline/. Verificação do uso padrão da indústria de 100% ciano para designar linhas de vinco na produção automatizada de embalagens. Papel da evidência: convenção; tipo de fonte: guia técnico. Suporte: Codificação de cores específica para indicações de vinco. Observação sobre o escopo: Pode variar de acordo com o software, mas representa um padrão comum da indústria .
"Guia de Modelos de Caixa: Como Projetar Linhas de Corte Precisas para Embalagens", https://gentlever.com/what-is-box-template-and-how-to-design/ . Diretrizes técnicas de fontes de engenharia estrutural de embalagens explicam por que as medidas em escala 1:1 falham na montagem física devido à espessura do material. Papel da evidência : corroboração técnica; tipo de fonte: manual da indústria. Apoia: a afirmação de que ranhuras com largura exata são uma prática de projeto falha. Nota de escopo: concentra-se na discrepância entre a precisão vetorial digital e a espessura física do substrato.
"Especificações de Papelão Ondulado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Um guia de especificações de embalagens padrão da indústria confirma as medidas típicas de espessura para papelão ondulado tipo B. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Baseia-se na espessura física do material ondulado tipo B. Observação : permite pequenas variações entre fabricantes.
"Determinação Analítica da Rigidez à Flexão de uma Estrutura de Cinco Camadas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Manuais de engenharia para projeto de embalagens estruturais detalham a necessidade matemática de ajustar as ranhuras com base na espessura do material e no raio de curvatura. Papel da evidência: princípio mecânico; tipo de fonte: manual técnico. Fundamentos: a necessidade de alargar as ranhuras para evitar curvaturas. Nota de escopo: aplica-se especificamente a substratos de paredes espessas. ↩
"O que é uma linha de corte em embalagens e impressão? – PopDisplay", https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Documentação técnica sobre projeto estrutural para caixas dobráveis, explicando como a adição de tolerâncias às ranhuras evita o empenamento. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Fundamentos: necessidade mecânica do alargamento da ranhura. Observação sobre o escopo: Aplicável a materiais de papelão ondulado e cartão. ↩
"[PDF] Pinça de Freio Fórmula SAE Fabricada por Manufatura Aditiva", https://ideaexchange.uakron.edu/cgi/viewcontent.cgi?article=2738&context=honors_research_projects. Demonstrações matemáticas e padrões da indústria para ajuste de linhas de corte com base na espessura do material (pinça). Papel da evidência: validação matemática; tipo de fonte: norma técnica. Fundamentos: necessidade de ajustes na pinça para a montagem. Nota de escopo: Foca nos cálculos das dimensões internas versus externas. ↩
"Um modelo matemático para o cálculo da tolerância de dobra em processos automatizados…", https://www.sciencedirect.com/science/article/abs/pii/0924013693901686 . Diretrizes para o cálculo do alongamento e da compressão do papelão durante a dobragem, visando evitar falhas no material. Papel da evidência: ciência dos materiais; tipo de fonte: artigo técnico sobre manufatura. Fundamentos: uso de tolerâncias paramétricas para evitar rasgos. Nota de escopo: Específico para papelão de alta gramatura.
"Papelão Ondulado e Tipos de Materiais – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Verificação da espessura padrão da indústria para papelão ondulado tipo B para garantir a precisão técnica. Papel da evidência: verificação factual; tipo de fonte: ficha técnica. Suportes: dimensões físicas dos materiais. Nota de escopo: específico para especificações padrão de papelão ondulado tipo B.
"As caixas expositoras de chão são fáceis de montar? – PopDisplay", https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/. Especificação técnica que confirma o padrão da indústria para alargamento de ranhuras para compensar a expansão higroscópica do papelão ondulado. Função da evidência: validação técnica; tipo de fonte: manual de engenharia. Suportes: ajustes de tolerância precisos para umidade. Nota de escopo: aplica-se especificamente à logística de alta umidade. ↩
"Investigando o Efeito das Perfurações na Capacidade de Carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . Dados empíricos que demonstram a correlação entre o dimensionamento adequado das ranhuras e a redução da mão de obra de montagem em campo. Papel da evidência: métrica de desempenho; tipo de fonte: estudo da indústria. Fundamentos: ganhos de eficiência a partir de correções de engenharia. Nota de escopo: baseado em cronogramas médios de implantação no varejo.



