Les marques voient leurs marges fondre lorsque les présentoirs standards ne parviennent pas à attirer les clients. Si vous souhaitez occuper une place prépondérante dans les rayons, la fabrication sur mesure est la seule solution efficace pour vous prémunir contre les problèmes logistiques.
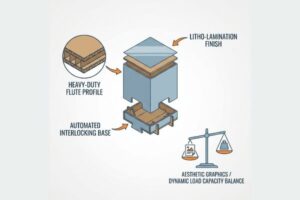
Choisir des présentoirs sur mesure garantit un placement optimal en magasin grâce au respect strict des dimensions imposées par les détaillants, à une capacité de charge structurelle maximale et à une réduction des coûts de transport. Ces présentoirs, conçus sur mesure, adaptent l'épaisseur des matériaux aux spécificités de chaque clientèle, améliorant ainsi la visibilité des produits tout en résistant aux contraintes du transport.

Comprendre les avantages théoriques est facile. Mais survivre à la physique impitoyable de l'environnement des grandes surfaces exige de décortiquer les pièges structurels qui détruisent les emballages standards.
Quels sont les trois types d'écrans ?
Dans un environnement de vente au détail, l'occupation de l'espace est primordiale. La maîtrise des présentoirs de sol, des plateaux de comptoir et des structures de palettes détermine si votre marque prospère ou si elle finit par être reléguée au fond de l'entrepôt.
Les trois types de présentoirs sont les présentoirs de sol autoportants, les présentoirs de comptoir et les présentoirs sur palettes. Chaque catégorie impose des limites spatiales, des capacités de charge dynamique et des zones d'interaction client spécifiques, nécessitant une ingénierie structurelle précise pour résister aux environnements commerciaux difficiles tout en optimisant l'espace de vente global.

En théorie, catégoriser ces éléments est simple. Cependant, les considérer comme de simples choix esthétiques interchangeables conduit à des défaillances structurelles catastrophiques en magasin.
La déconnexion spatiale entre l'ADA et la GMA
Lors de mes audits de cahiers des charges clients, je constate fréquemment que des sociétés de négoce proposent des solutions adaptables où un présentoir de sol massif est simplement réduit de moitié pour servir de caisse enregistreuse. Cette simplification naïve ignore totalement les contraintes légales et logistiques du commerce de détail américain. Les présentoirs de sol sont strictement soumis aux dimensions rigides des palettes GMA (Grocery Manufacturers Association) de 1219 × 1016 mm (48 × 40 pouces) ¹ , tandis que les présentoirs de comptoir doivent respecter les limites précises d'accessibilité vers l'avant de 381 à 1219 mm (15 à 48 pouces) définies par l'ADA (Americans with Disabilities Act) ² . Forcer la réduction d'une structure de palette massive modifie géométriquement son centre de gravité, ce qui entraîne une déformation de la base sous l'effet des frottements habituels en magasin.
Dans mon établissement, je constate régulièrement que les équipes d'approvisionnement s'enferment dans une nomenclature Excel simplifiée à l'extrême, qui ignore la physique des matériaux. Elles partent du principe qu'une conception universelle permet de réduire les coûts d'outillage, négligeant complètement l'avantage logistique du conditionnement à plat : le carton ondulé technique, expédié à plat, permet de gagner jusqu'à 70 % de volume dans les conteneurs³.Lors d'une phase de test initiale, j'ai vu une caisse enregistreuse à échelle réduite heurter ma table vibrante ISTA (International Safe Transit Association) et déchirer physiquement son revêtement de test 32ECT (Edge Crush Test)⁴ ; la base non soutenue s'est déformée, provoquant une microfissure de 4,5 mm (0,18 pouce) le long du pli porteur principal. J'ai immédiatement repensé la structure CAO (Conception Assistée par Ordinateur), en séparant définitivement les flux techniques : j'ai ancré le module de sol à la géométrie exacte de la palette fractionnée et j'ai bloqué le rapport profondeur/hauteur du module comptoir. La table CNC Kongsberg a démontré que l'ajout d'une butée de porte-à-faux nulle de 12,7 mm (0,5 pouce) sur mesure stabilisait parfaitement la structure. En imposant mathématiquement cette tolérance spatiale précise, j'ai permis de réduire le temps d'assemblage pour le conditionnement de 28 secondes par unité, éliminant ainsi les dommages liés au transport et évitant des milliers d'euros de retours clients.
| Métrique | Approche générique | Réalité artificielle |
|---|---|---|
| Logique de conception | Échelle géométrique | Ancré dans le contexte |
| Limite de base | Terrasse en bois surplombant | tampon de sécurité de 0,5 pouce5 |
| Travail à l'assemblage | Forçage à friction élevée | 28 secondes plus rapide6 |
J'interdis formellement les tailles universelles, car les lois de la physique ne sont pas linéaires. Dissocier l'agencement de vos rayons de l'ergonomie de vos comptoirs est le seul moyen de garantir la résistance de votre produit aux manipulations des chariots élévateurs d'entrepôt et des clients en magasin.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Demandez votre audit gratuit de densité de fret ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Quels sont les 5 éléments les plus importants du merchandising visuel ?
Le merchandising visuel influence le comportement du consommateur. Cependant, des graphismes agressifs et des palettes de couleurs psychologiques ne servent à rien si le support physique se détériore dans les conditions ambiantes d'un entrepôt.
Les cinq éléments clés du merchandising visuel sont la psychologie des couleurs stratégique, un éclairage structurel à fort contraste, des agencements spatiaux ciblés, un regroupement précis des produits et une hiérarchie typographique claire. L'intégration de ces variables fondamentales crée une rupture visuelle immédiate, captant efficacement l'attention du consommateur durant les trois secondes d'interaction extrêmement concurrentielles des grandes surfaces.
Ces principes esthétiques sont magnifiques sur un écran numérique rétroéclairé. Le cauchemar commence lorsqu'il faut traduire ces pixels en un carton physique plié.
L'angle mort de la compensation d'étrier
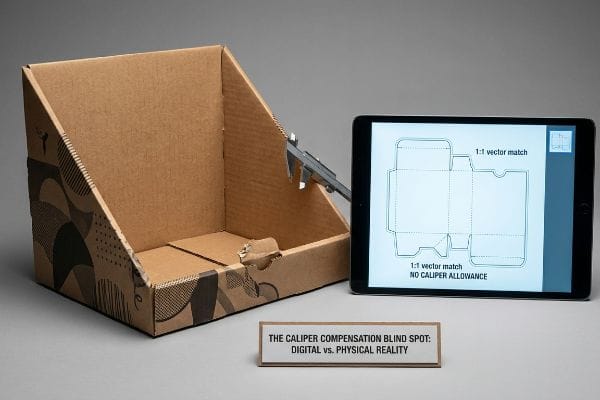
Lors de l'évaluation des fichiers graphiques reçus, je constate fréquemment que même des graphistes expérimentés présument qu'une mise en page visuelle soignée s'adaptera parfaitement à la structure physique. Ils traitent le carton ondulé épais comme du papier affiche, ignorant totalement les réalités chimiques et dimensionnelles de la lithographie-lamination<sup>7. Une mise en page spatiale 3-3-3,8</sup> devient totalement illisible si les coins pliés laissent apparaître le carton brut ou si les encoches d'emboîtement déchirent le logo principal de la marque lors de l'assemblage.
Dans mon atelier, je constate régulièrement que les graphistes tombent dans un piège systématique : un tracé vectoriel CAO plat qui ignore complètement l'épaisseur du carton ondulé et le calibre de pliage. Ils créent des languettes d'emboîtement à la largeur exacte du panneau correspondant, oubliant que plier un carton cannelé B de 3 mm d'épaisseurà 90 degrés consomme physiquement du matériau. Le trimestre dernier, un magnifique présentoir a subi un échec retentissant lors de mes premiers tests de pré-production en atelier ; les fentes étaient mathématiquement trop étroites et, en forçant les languettes vers l'intérieur, les cannelures intérieures se sont déformées, entraînant une chute critique de 12,4 % de la résistance à l'éclatement sous charge supérieure sur le testeur Mullen.Mes vingt ans d'expérience en atelier m'ont appris qu'on ne peut pas lutter contre la tension du papier ; j'ai donc entrepris une mise à niveau stricte des matériaux. J'ai remplacé l'adhésif PVA standard par un film élastique anti-fissuration et intégré une compensation paramétrique du calibre directement dans les lignes de pliage structurelles. En élargissant artificiellement les fentes de réception de 0,04 pouce (1 mm) exactement pour tenir compte de la tolérance de pliage du matériau, j'ai fait en sorte que le temps d'assemblage de co-emballage diminue de 35 secondes par unité, permettant ainsi aux clients d'économiser des milliers de dollars en frais de main-d'œuvre tout en préservant une finition esthétique impeccable.
| Métrique | Approche générique | Réalité artificielle |
|---|---|---|
| Largeur de la fente | Correspondance vectorielle 1:1 | Tolérance de pliage de 1 mm11 |
| Assemblée | cannelures de planches broyées12 | Insertion de languette sans friction |
| Couche de surface | Litho-vernis rigide | Film élastique anti-fissures13 |
Je refuse que des suppositions numériques non vérifiées compromettent la qualité des supports imprimés haut de gamme. Le fait d'obliger mes machines à calculer l'épaisseur physique avant même le dépôt de la première goutte d'encre garantit que votre merchandising visuel résiste parfaitement au processus de pliage.
🛠️ Le bureau de Harvey : Votre présentoir de comptoir actuel risque-t-il de se renverser face aux contraintes du commerce de détail ? 👉 Demandez votre calculateur de ratio gratuit ↗ — Confidentialité garantie à 100 %. Vos maquettes de vente non commercialisées sont en sécurité.
Quels sont les inconvénients des écrans LED ?
Les marques apprécient l'impact visuel des composants électroniques. Cependant, l'intégration d'écrans numériques rigides dans des présentoirs temporaires préfabriqués engendre d'importants problèmes logistiques et structurels.
Les écrans LED présentent plusieurs inconvénients : déséquilibres importants de la répartition du poids, exigences complexes en matière de conformité des batteries, coûts de fabrication élevés et extrême vulnérabilité aux dommages liés au transport. Ces composants électroniques rigides limitent considérablement les possibilités d’expédition à plat et génèrent des forces de cisaillement cinétiques susceptibles de rompre les structures de support ondulées environnantes lors des opérations de transport.
L'intégration d'éclairages semble garantir une augmentation des ventes sur une maquette. Cependant, mélanger des éléments fixes permanents avec des structures temporaires en papier engendre des problèmes logistiques impitoyables.
La fracture par cisaillement du matériel cinétique
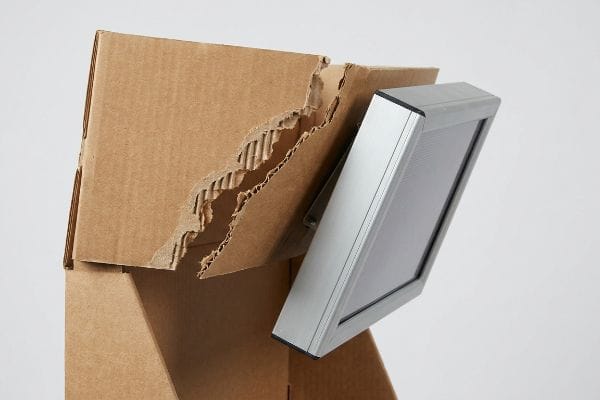
Lors de l'analyse d'écrans composites endommagés, je constate systématiquement la même rupture structurelle au niveau de la jonction entre la technologie rigide et le carton poreux. Les écrans LED lourds et leurs batteries agissent comme des enclumes localisées. Montés sur des panneaux arrière ondulés standard 32ECT¹⁴,la répartition inégale du poids crée un effet de pendule déséquilibré, exerçant une forte traction sur les fibres du papier et déformant l'ensemble avant même sa mise en rayon.
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience le mois dernier lors du test d'un présentoir de bout de gondole fortement câblé . Je me souviens précisément d'avoir vu mon ingénieur en chef, Mark, tenter de valider la structure en se basant sur une liste de contrôle de conformité générique pour les détaillants, considérée comme une vérité absolue en ingénierie. La marque insistait sur un boîtier d'éclairage massif et rigide, boulonné directement à la traverse, ignorant complètement que le présentoir dépassait le seuil ISTA de 68 kg (150 lb) ¹⁵ . Lors d'un test de chute rotative sur le côté dans notre laboratoire de R&D, le lourd boîtier LED a agi comme un marteau cinétique ; j'ai littéralement entendu le craquement sonore et douloureux du carton kraft brut lorsque la force de cisaillement non maîtrisée a arraché la cannelure B de sa paroi de fixation, créant une entaille irrégulière de 106,6 mm (4,2 pouces). J'ai immédiatement interrompu le test et redessiné la cannelure B, en modifiant le tracé pour y inclure une armature ondulée double paroi dissimulée, spécifiquement conçue pour ancrer les éléments de fixation. J'ai recalibré la pression de la fraiseuse rotative pour éviter d'écraser les cannelures environnantes lors de l'exécution des nouvelles découpes complexes. J'investis temps et argent dans mon laboratoire d'essais pour que vous n'ayez pas à subir de pertes en magasin. Ce renforcement ciblé à double paroi n'a pas seulement empêché l'affaissement de la base ; il a réduit le temps d'assemblage pour le conditionnement de 22 secondes par unité et a totalement protégé la marque des responsabilités liées à l'élimination des batteries dangereuses¹⁶ .
| Métrique | Approche générique | Réalité artificielle |
|---|---|---|
| Ancrage de charge | Directement sur le panneau arrière | colonne vertébrale isolée à double paroi17 |
| Test ISTA | Chute verticale statique | Cisaillement rotationnel cinétique18 |
| Destin en transit | éclatement de papier déchiqueté | survie structurelle à 100 %19 |
Je ne fais jamais confiance aux composants électroniques lourds fixés sur du carton ordinaire. Isoler mathématiquement la charge cinétique dans une structure dédiée est le seul moyen d'éviter que des pièces rigides n'endommagent votre écran pendant le transport maritime.
🛠️ Le bureau d'Harvey : Vos composants électroniques rigides endommagent-ils insidieusement vos cannelures de base lors de vos opérations de transport de lots partiels ? 👉 Demandez votre audit de conception structurelle ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Qu'est-ce qui fait un bon présentoir de produit ?
Un merchandising réussi ne se résume pas à un joli panneau publicitaire. La véritable qualité repose sur un équilibre parfait entre la fiabilité de la chaîne d'approvisionnement, la rapidité d'assemblage et une visibilité maximale du produit.
Un présentoir efficace capte l'attention du client, résiste aux charges dynamiques importantes des palettes et accélère considérablement le montage en entrepôt. Les présentoirs performants associent harmonieusement un jeu de couleurs psychologique à des tolérances mathématiques strictes, garantissant ainsi la protection du produit et une visibilité optimale de la marque dans les allées encombrées des magasins.

L'attrait esthétique vous ouvre les portes de la salle de présentation du client. Mais survivre au voyage éprouvant qui sépare le conteneur d'expédition du magasin exige une maîtrise impitoyable des matériaux.
Le piège de la dégradation de l'ECT cosmétique
Lors de mes audits de gabarits clients, je constate fréquemment que les services achats méconnaissent la véritable valeur d'un présentoir. Ils s'obsèdent pour des marquages à chaud haut de gamme ou des laminations épaisses au toucher doux, reléguant le carton structurel brut au second plan. Pour financer ces artifices visuels coûteux, ils évident subrepticement la structure de base, supposant qu'un aspect brillant compensera comme par magie une structure interne alvéolaire mathématiquement défaillante<sup>20</sup>.
Dans mon atelier, je constate régulièrement que des clients tombent dans un piège systémique bien précis : une demande de devis qui dégrade aveuglément la qualité des panneaux ECT pour économiser 0,05 $ par unité. Ils autorisent le passage d’un panneau robuste 32ECT à un panneau fragile 26ECTpour financer une finition UV sélective épaisse, ignorant complètement les contraintes physiques liées à l’écrasement lors du transport multi-niveaux. Lors de mes premiers tests de préproduction, un lot de ces panneaux à étagères ouvertes, dont la qualité avait été dégradée, a subi une défaillance catastrophique sous la presse à compression hydraulique : les cannelures verticales endommagées se sont complètement pliées, entraînant une perte de capacité de charge inacceptable de 19,3 kg.J’ai effectué des mesures au micromètre et prouvé que je n’avais pas besoin de coûteux clips de renfort en plastique ; il me suffisait de revenir aux propriétés physiques intrinsèques du matériau. Une fois que l’équipe des achats m’a autorisé à modifier la nomenclature Excel et à rétablir le standard kraft 32ECT d’origine, le matériau lui-même a fait le travail. En imposant cette norme stricte de qualité de carton et en éliminant les déchets plastiques surdimensionnés, j'ai permis de réduire le temps d'assemblage du conditionnement de 18 secondes par plateau, ce qui a permis aux clients d'économiser des milliers d'euros en frais logistiques et d'éliminer totalement le risque d'effondrement du plateau supérieur.
| Métrique | Approche générique | Réalité artificielle |
|---|---|---|
| Niveau du conseil | Déclassement à 26ECT | Norme Virgin 32ECT23 |
| Finition visuelle | Feuilles de plastique épaisses | Brillant aqueux à haute teneur en solides24 |
| Concentration sur les coûts | Économies sur les prix à l'unité | Aucun dommage lié au transport |
Je ne compromettrai jamais la qualité de votre structure cannelée pour financer un simple revêtement extérieur tape-à-l'œil. Concevoir un noyau structurellement impénétrable, tout en maîtrisant le budget, garantit que votre produit final arrivera intact et contribuera ainsi à vos ventes.
🛠️ Le bureau d'Harvey : Votre équipe d'approvisionnement compromet-elle secrètement la résistance à la compression de vos emballages de base pour financer des finitions cosmétiques en feuille d'aluminium ? 👉 Demandez votre audit gratuit de la chaîne d'approvisionnement de vos emballages ↗ — J'examine personnellement chaque dossier structurel sous 24 heures.
Conclusion
Empêcher les forces de cisaillement cinétiques de détruire vos écrans LED lourds et éviter que les dégradations esthétiques de la température de couleur (ECT) n'anéantissent vos marges les plus faibles sont les véritables clés de la survie du commerce de détail. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Ne laissez plus des hypothèses aveugles en matière d'approvisionnement saboter votre logistique ; laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit d'ingénierie diagnostique gratuit ↗ pour garantir que votre prochaine campagne résistera aux aléas de l'entrepôt.
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. Vérification des dimensions standard des palettes de la Grocery Manufacturers Association afin de garantir la conformité aux normes de l'industrie. Preuve : spécification technique ; type de source : norme industrielle. Supporte : les contraintes d'espace des unités de vente au détail. Note sur la portée : Norme en vigueur dans le commerce de détail nord-américain .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/ . Confirmation des plages de portée de l’Americans with Disabilities Act en matière d’accessibilité. Rôle de la preuve : exigence légale ; type de source : réglementation gouvernementale. Supports : limites spatiales des comptoirs. Note de portée : applicable aux environnements commerciaux ouverts au public.
« Notre point de vue sur le conteneur à pliage rapide | Packsize », https://www.packsize.com/blog/our-take-on-the-rapid-packing-container-2. Les études comparatives du secteur de la logistique d'emballage démontrent les gains d'efficacité volumétrique des présentoirs en carton ondulé livrés à plat par rapport aux alternatives pré-assemblées. Preuve : validation quantitative ; type de source : livre blanc du secteur de la logistique. Appuie les affirmations relatives à la réduction des coûts logistiques. Remarque : les économies réelles dépendent de la géométrie de pliage du produit .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les normes d'ingénierie de l'emballage définissent le test de compression latérale (ECT) comme principal indicateur de la résistance à l'empilement des feuilles de carton ondulé. Rôle de la preuve : définition technique ; type de source : norme d'ingénierie. Supports : spécifications de résistance des matériaux. Note de portée : se réfère à la résistance à la compression verticale du carton.
« Normes d’accessibilité ADA – Access-Board.gov », https://www.access-board.gov/ada/ . Vérification technique des marges de sécurité requises pour les socles de présentoirs afin de prévenir toute instabilité ou non-respect des normes d’accessibilité. Type de preuve : vérification technique ; source : manuel de normes industrielles. Justifie: exigence de marge de sécurité. Remarque : s’applique aux structures de planchers de vente au détail conçues par des ingénieurs.
« Quel type de présentoir PLV est le mieux adapté à votre commerce ? – PopDisplay », https://popdisplay.me/which-retail-pop-display-type-is-right-for-your-business/ . Données quantitatives démontrant la réduction du temps d'assemblage grâce à des améliorations de conception. Rôle de la preuve : indicateur de performance ; type de source : rapport d'efficacité opérationnelle. Appuie : l'affirmation concernant la réduction de la main-d'œuvre. Note de portée : Basé sur des références de temps d'assemblage moyens.
« Emballage lithographié-laminé – Accurate Box Company, Inc », https://accuratebox.com/our-packaging/litho-laminated-packaging/. Explication technique de l’influence du procédé de lithographie-laminage et de la chimie de l’adhésif sur les dimensions du support et l’adhérence des illustrations. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle les supports en carton ondulé se comportent différemment du papier plat. Note sur la portée : se concentre sur l’épaisseur et le gauchissement .
« Services et stratégie de merchandising visuel | T-ROC Global », https://trocglobal.com/visual-merchandising/. Vérification du cadre d'aménagement spatial 3-3-3 dans le design de points de vente et le merchandising visuel. Rôle de la preuve : cadre conceptuel ; type de source : norme du secteur du design. Appuie : la méthodologie structurelle spécifique mentionnée pour la rupture visuelle. Note de portée : peut être un terme propriétaire ou spécifique à un secteur de niche .
« Carton ondulé et qualités de matériaux – Stratégies d'emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Vérification des dimensions standard de l'industrie pour le carton ondulé de cannelure B. Rôle de la preuve : spécification technique ; type de source : norme de l'industrie de l'emballage. Éléments justifiant la rupture : les contraintes physiques du matériau à l'origine du pliage. Remarque : de légères variations existent entre les fabricants .
« Comprendre le carton ondulé | Northborough, MA 01532 », https://www.newcorrpackaging.com/understanding-corrugated-material. Explication du test Mullen, méthode normalisée de mesure de la pression nécessaire à la rupture du carton ondulé. Rôle de la preuve : vérification de la méthodologie ; type de source : norme technique ASTM/ISO. Appuie : la validité scientifique de la mesure de la rupture structurelle. Note de portée : distingue la résistance à l’éclatement du test d’écrasement des bords (ECT) .
« Détermination analytique de la rigidité en flexion d'un matériau à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Directives techniques relatives aux calculs de déplacement de matériau utilisés pour garantir un ajustement précis dans les substrats pliés. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie industrielle. Justifie : l'exigence d'une compensation précise de l'épaisseur dans les emballages techniques. Remarque concernant la portée : varie selon l'épaisseur du matériau.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Analyse de la rupture structurelle du carton ondulé lorsque les forces d'assemblage dépassent la résistance à l'écrasement des cannelures. Type de preuve : analyse des modes de défaillance ; type de source : guide d'ingénierie des structures. Sujet : effets néfastes des méthodes d'assemblage courantes sur la stabilité du support. Précision : spécifique aux supports ondulés .
« Conversion et ses effets sur les propriétés barrières des emballages revêtus… », https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. Spécifications des matériaux polymères utilisés comme revêtements de surface qui conservent leur élasticité lors du pliage afin de prévenir les fissures. Rôle de la preuve : vérification des propriétés des matériaux ; type de source : fiche technique. Appui : utilisation de revêtements flexibles plutôt que de vernis rigides pour les zones de pliage soumises à de fortes contraintes. Note sur la portée : applications d’affichage industriel .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorVR4p7Nr_4bO38cBZBBL6Fe2xV-A7o-M1ZQnVzLazNGDI1RrqT. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : Validation technique ; type de source : Norme d'ingénierie de l'emballage. Sujet : Limites de résistance à la charge du carton ondulé 32ECT sous charges asymétriques importantes. Note sur le champ d'application : Spécifications relatives aux emballages industriels .
« [PDF] 3A 2 – Association internationale pour le transport sécurisé », https://ista.org/docs/3Aoverview.pdf. Vérification des limites de poids de l’Association internationale pour le transport sécurisé (ISTA) pour les protocoles de test standard des colis afin de déterminer les points de défaillance. Rôle de la preuve : référence ; type de source : norme technique. Appuie : l’affirmation selon laquelle l’unité a dépassé les seuils de poids d’expédition standard. Remarque sur la portée : les seuils varient en fonction de la série de tests ISTA spécifique appliquée .
« Piles lithium-ion usagées | EPA américaine », https://www.epa.gov/recycle/used-lithium-ion-batteries. Confirmation des réglementations légales et environnementales relatives à l’élimination en fin de vie des piles lithium ou alcalines intégrées aux écrans commerciaux. Rôle de la preuve : exigence réglementaire ; type de source : guide de conformité. Appuie : l’affirmation selon laquelle les composants électroniques intégrés engendrent des responsabilités en matière d’élimination. Note relative à la portée : la responsabilité varie selon la juridiction régionale (par exemple, DEEE dans l’UE contre EPA aux États-Unis) .
« Conception optimale d'emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. Validation technique de configurations de supports à double paroi isolés pour les présentoirs temporaires en point de vente. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Supports : stabilité structurelle des écrans LED intégrés. Remarque : spécifique au montage de composants rigides .
« Tests d’emballage ISTA – Intertek », https://www.intertek.com/performance-testing/packaging/ista/ . Vérification de l’essai de cisaillement rotationnel cinétique comme essai de contrainte valide dans le cadre des normes ISTA (International Safe Transit Association). Rôle de la preuve : vérification de norme ; type de source : certification industrielle. Supports : méthodologie d’essai de rupture par cisaillement pendant le transport. Note de portée : axé sur les composants électroniques lourds dans l’emballage.
« Fabricant de présentoirs en carton vs fournisseur d'emballages – PopDisplay », https://popdisplay.me/cardboard-display-manufacturer-vs-packaging-supplier/ . Données empiriques ou rapports d'essais démontrant le taux de survie des structures porteuses conçues à cet effet, comparé aux méthodes génériques. Rôle de la preuve : indicateur de performance ; type de source : rapport d'essai. Appuie : l'affirmation de survie structurelle totale sous contrainte. Note relative à la portée : dépend des paramètres spécifiques des essais ISTA.
« Guide pour comprendre les cannelures des boîtes en carton ondulé », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. Explication de la manière dont la géométrie et la composition des cannelures internes du carton ondulé déterminent la résistance à la compression et la stabilité structurelle des présentoirs en carton. Rôle de la preuve : Validation technique ; type de source : Norme d’ingénierie de l’emballage. Appuie : L’affirmation selon laquelle l’intégrité des cannelures internes est le principal facteur déterminant de la durabilité structurelle. Note relative au champ d’application : Applicable au carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Les normes industrielles relatives aux valeurs d’ECT (Edge Crush Test) fournissent des données quantitatives sur les différences de résistance à la compression et de capacité de charge entre les cartons ondulés de grade 32 et 26. Rôle de la preuve : vérification technique ; type de source : spécification d’emballage industriel. Appuie : l’affirmation selon laquelle une réduction de la résistance à la compression diminue l’intégrité structurelle. Remarque : les performances réelles varient en fonction de la taille des cannelures et du taux d’humidité .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooiMOy_r0QVoAS-pGys4WxYJSR0kcz2ZpyrcfUep8Tg6iMMYApn . Des données empiriques d'essais de compression confirment la réduction spécifique de la capacité de charge verticale lors du remplacement d'un matériau de qualité inférieure par un matériau de qualité supérieure, pour des dimensions d'affichage similaires. Preuve : validation quantitative ; type de source : rapport d'essai en laboratoire. Appuie : la mesure spécifique de la rupture structurelle. Remarque: cette valeur est spécifique à la géométrie des étagères ouvertes décrites.
Guide de résistance des boîtes en carton ondulé : qualités de cannelures, indices ECT et résistance des parois… », https://anchorbox.com/corrugated-box-strength/ . Documentation technique sur les indices de résistance à l’écrasement des bords (ECT) confirmant la norme 32ECT comme référence professionnelle pour les présentoirs porteurs . Type de preuve : spécification technique ; source : norme industrielle. Justifie : la supériorité structurelle de la norme 32ECT par rapport aux qualités inférieures. Remarque : applicable aux emballages en carton ondulé.
« Qu’est-ce qu’un revêtement aqueux ? Avantages, applications et importance… », https://millionpack.com/aqueous-coating/ . Données comparatives sur la durabilité, l’adhérence et l’impact environnemental des revêtements aqueux à haute teneur en solides par rapport aux laminages en film plastique dans l’impression commerciale. Type de preuve : analyse des performances des matériaux ; source : document technique de fabrication. Appui : utilisation d’un vernis aqueux brillant pour la finition visuelle. Note sur la portée : spécifique aux finitions d’impression industrielle.