
Vous réduisez vos marges bénéficiaires si vous traitez les présentoirs de vente au détail comme de simples emballages. La physique des achats impulsifs exige une conception structurelle, et non pas du carton ondulé bon marché plié en carré.
Un fabricant de présentoirs en carton conçoit des structures de vente complexes en 3D, destinées à stimuler les achats impulsifs et à résister aux aléas de la logistique, tandis qu'un fournisseur d'emballages génériques se contente de produire des cartons de transport en grande quantité. Choisir le mauvais partenaire, c'est s'exposer à des refacturations catastrophiques de la part des détaillants et à l'effondrement des structures en magasin.

La différence fondamentale entre expédier un produit en toute sécurité et le vendre activement dans un rayon de vente au détail hostile réside dans la compréhension du coût total de possession (CTP).
Qui est le plus grand fabricant de carton ?
S'approvisionner en matières premières auprès d'un immense conglomérat mondial peut sembler être l'option la plus sûre pour vos résultats financiers.
Parmi les plus grands fabricants de carton au monde figurent des géants comme International Paper, WestRock et Smurfit Kappa. Cependant, ces méga-usines se concentrent exclusivement sur la production de feuilles de carton ondulé brutes et de cartons d'expédition standard, sans posséder l'ingénierie structurelle spécialisée nécessaire à la fabrication de présentoirs de vente au détail dynamiques et résistants, capables de supporter les charges des magasins.

Obtenir un faible coût par feuille auprès d'une usine générique semble phénoménal sur le papier, mais cela expose votre campagne de vente au détail à de brutales réalités cinétiques une fois que ce matériau plat est contraint de se comporter comme une structure 3D.
Le substrat théorique contre la réalité dynamique du fret
Lors de mes audits des demandes de devis clients, je constate fréquemment que les équipes d'approvisionnement confondent fournisseurs de matériaux et partenaires structurels. Elles se fient exclusivement aux normes ASTM (American Society for Testing and Materials), achetant d'énormes volumes de carton 32ECT (Edge Crush Test)auprès de grands fabricants de panneaux génériques, car cela réduit artificiellement le coût initial. Elles supposent que si le substrat brut et plat présente une résistance élevée à la compression, le produit fini assemblé pour la vente au détail héritera naturellement de cette même résistance. C'est un piège classique qui prend même les acheteurs expérimentés, les empêchant de voir que la résistance d'un carton plat n'a aucune importance une fois découpé,plié et soumis aux contraintes du transport.
Il ne s'agit pas que de théorie : je constate ce problème en atelier lorsque des clients me présentent leurs conceptions génériques produites en série. Le fournisseur se contente de découper le panneau, mais lors de nos tests de vibration ISTA (International Safe Transit Association) de préproduction³ , j'ai vu une charge utile de 68 kg (150 lb) détruire complètement la base. La résistance aux chocs de 32 ECT⁴ était inutile car la géométrie 3D manquait d'intégrité structurelle, ce qui entraînait le cisaillement et le flambage des panneaux centraux non soutenus de 21,5 mm (0,85 pouce). Pour remédier à cela, j'ai entièrement restructuré la géométrie CAO (Conception Assistée par Ordinateur), en reculant précisément l'empreinte du carton principal de 12,7 mm (0,5 pouce) afin de bloquer les coins exactement au-dessus des longerons de la palette en bois et en ajoutant un pli vertical à double paroi porteur. Une fois que l'équipe des achats m'a autorisé à modifier la nomenclature Excel, la table CNC Kongsberg a prouvé que ma nouvelle géométrie fonctionnait parfaitement. En concevant cette correction de tolérance de 12,7 mm, j'ai rétabli le taux de survie cinétique de l'unité à 100 %, réduisant ainsi le temps d'assemblage du conditionnement de 35 secondes par unité et permettant aux clients d'économiser environ 14 % de stocks mis au rebut lors du transport longue distance.
| Indicateur logistique | Fournisseur d'emballages génériques | Partenaire d'affichage technique |
|---|---|---|
| Ligne de base de compression | Tests statiques sur panneau plat | Tests dynamiques d'assemblage 3D5 |
| Focus structurel | confinement de base en boîte de masse-volume | Survie dans les allées commerciales à forte friction |
| Retour sur investissement de la chaîne d'approvisionnement | Défaillances fréquentes du transit cinétique6 | Élimine les lourdes pénalités de rétrofacturation7 |
Je refuse d'approuver une conception basée uniquement sur des plans théoriques de matériaux plats. Je conçois exclusivement pour résister aux contraintes du transport de marchandises, garantissant ainsi que vos déploiements en magasin ne s'effondrent jamais avant même d'atteindre les caisses des grandes surfaces.
🛠️ Le bureau de Harvey : Vos cartons d'expédition standard réduisent-ils vos marges bénéficiaires avant même leur arrivée en rayon ? 👉 Obtenez un audit gratuit de la densité de vos emballages ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Quels sont les inconvénients des emballages en carton ?
Même les cartons les plus résistants structurellement présentent des vulnérabilités chimiques naturelles qui doivent être activement gérées.
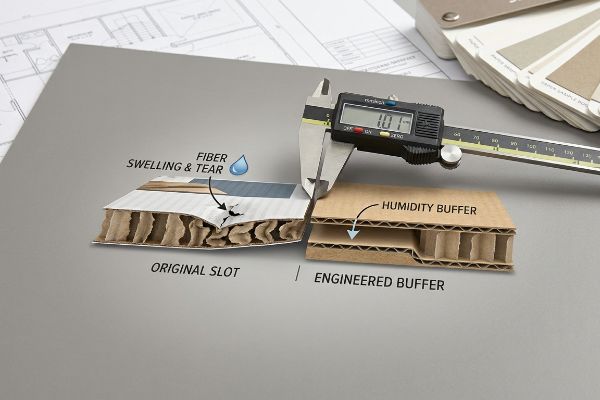
Les inconvénients des emballages en carton résident principalement dans leur sensibilité à l'humidité, leur fragilisation structurelle au fil du temps et les strictes limitations de poids. Lorsque les fibres de papier poreuses absorbent l'humidité ambiante d'un entrepôt, le support gonfle et perd de sa résistance à la compression, ce qui le rend vulnérable à l'écrasement si sa structure n'est pas spécifiquement conçue pour y remédier.
Comprendre ces faiblesses inhérentes aux matériaux explique précisément pourquoi faire confiance à un fournisseur de boîtes standard pour fabriquer aveuglément une unité de merchandising complexe constitue une erreur logistique.
Le piège des fibres poreuses dans les chaînes d'approvisionnement à forte humidité
Lorsque j'examine les gabarits de découpe de graphistes indépendants, je constate régulièrement que leurs fichiers vectoriels plats ignorent totalement les propriétés physico-chimiques et l'épaisseur du carton ondulé. Installés dans des bureaux climatisés, ces graphistes dessinent des languettes d'emboîtement et des encoches de réception d'une largeur exactement identique au millimètre près, partant du principe que le carton est parfaitement rigide. Ils omettent de calculer l' épaisseur réelle d'un carton ondulé de type E ou B, qui consomme8 mm lorsqu'il est plié à 90 degrés. Cette négligence systématique transforme un magnifique rendu 3D en un véritable casse-tête, exposant la marque à d'importants problèmes d'assemblage sur la chaîne de production, car la matière réelle refuse de se comporter comme des pixels sur un écran.
Il ne s'agit pas que de théorie : je constate ce phénomène en production, notamment lors des expéditions vers des régions à forte humidité comme la Floride ou le Texas. Lors d'un récent test en chambre climatique, j'ai mesuré l'absorption d'humidité ambiante et le gonflement de 1,01 mm (0,04 pouce) d'9</sup>. Les rainures, pourtant parfaitement conçues par CAO, sont soudainement devenues trop étroites. Lorsque mon équipe d'assemblage a tenté de forcer les languettes, les cannelures gonflées se sont écrasées et la feuille supérieure lithographiée s'est violemment déchirée. Fort de vingt ans d'expérience, j'ai appris à contourner complètement cette vulnérabilité chimique. J'ai immédiatement mis à jour notre logiciel de CAO paramétrique afin d'intégrer une « marge d'humidité » stricte de 1,01 mm dans toutes les rainures d'emboîtement. Grâce à ce jeu minimal, j'ai garanti aux sous-traitants un assemblage sans déchirure et sans frottement, quelle que soit l'humidité de l'entrepôt, réduisant ainsi le temps de manutention d'environ 25 % et éliminant quasiment tout goulot d'étranglement sur la ligne de production.
| Facteurs environnementaux | Hypothèse du vecteur plat | La réalité de l'usine artificielle |
|---|---|---|
| Humidité ambiante | Entièrement ignorés dans les vecteurs numériques | Gonfle les fibres poreuses de 1,01 mm10 |
| Friction d'assemblage | Les languettes forcées déchirent les feuilles lithographiques11 | Tampons à fentes autobloquantes lisses |
| Main-d'œuvre opérationnelle | Conditionnement à façon plus lent et frustrant | Assemblage final à grande vitesse et sans frottement |
Je ne me fie pas aux dessins numériques parfaits ; je me fie exclusivement aux micromètres et aux réactions physiques des fibres. Je conçois mes tolérances en tenant compte des conditions atmosphériques les plus défavorables, protégeant ainsi votre marque des frictions invisibles de la chaîne d'approvisionnement.
🛠️ Le bureau d'Harvey : L'humidité invisible perturbe-t-elle vos délais de conditionnement et fait-elle exploser vos coûts de main-d'œuvre ? 👉 Demandez un audit gratuit de vos gabarits ↗ — 100 % confidentiel. Vos maquettes non commercialisées sont en sécurité.
Quels sont les quatre types d'écrans de base ?
Pour réussir dans le commerce de détail, il est nécessaire d'adapter le format structurel à la zone spécifique du magasin.
Les quatre principaux types de présentoirs de vente au détail sont les présentoirs de sol, les présentoirs de comptoir, les présentoirs latéraux/à ailes motorisées et les présentoirs sur palettes de grande taille. Chaque catégorie présente des exigences structurelles et logistiques spécifiques, ainsi qu'un strict respect des règles de conformité propres à chaque détaillant concernant le dégagement des allées et l'accessibilité pour les clients.

On ne peut pas simplement réduire la taille d'une structure de plancher massive et s'attendre à ce qu'elle fonctionne parfaitement comme un comptoir; les mathématiques spatiales changent fondamentalement.
L'illusion du croisement ADA vs GMA
Lors de mes audits de cahiers des charges clients, je constate fréquemment que des sociétés de négoce agressives proposent des conceptions hautement modulables, permettant de réduire de moitié un grand présentoir de point de vente pour l'utiliser comme caisse. Elles considèrent aveuglément les listes de contrôle de conformité génériques des détaillants comme des vérités absolues en matière d'ingénierie, partant du principe que le simple fait de pouvoir y placer le produit garantit automatiquement le succès de l'inspection en magasin. C'est un piège logistique dangereux qui ignore les règles juridiques et spatiales strictes qui distinguent les zones de palettes des entrepôts de la GMA (Grocery Manufacturers Association) des espaces de caisse accessibles en avant , soumis à une réglementation très stricte de l' ADA (Americans with Disabilities Act) .
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience le mois dernier lorsqu'un nouveau client a insisté pour imposer un modèle hybride compact pour un lancement saisonnier . Je me souviens précisément d'avoir vu mon ingénieur principal, Mark, placer ce modèle réduit sur notre banc d'essai. La largeur de la base ayant été artificiellement réduite sans que la charge interne importante soit recalculée, l'ensemble était dangereusement instable. Lors d'un test d'inclinaison standard à 12 degrés sur la table d'essai, l'unité a cédé sous la pression latérale du testeur Mullen, brisant instantanément la cannelure interne B et basculant violemment vers l'avant. J'ai immédiatement arrêté la production et demandé à Mark de refaire la cannelure B et de séparer complètement les circuits de production. Nous avons solidement ancré les présentoirs au sol aux dimensions maximales autorisées (121,9 × 101,6 cm) et repensé les présentoirs de comptoir pour s'adapter à la hauteur de la fenêtre de vente conforme aux normes d' accessibilité (38,1 à 121,9 cm). Nous avons ajusté les tolérances de la fraiseuse rotative afin de garantir un rapport profondeur/hauteur strict de 2:3. J'investis temps et argent dans mon laboratoire d'essais pour que vous n'ayez pas à subir de pertes en magasin. Cette séparation rigoureuse des lignes de production a non seulement permis d'éviter un risque de basculement, mais aussi de garantir la conformité totale des détaillants, évitant ainsi à la marque un rejet catastrophique à l'échelle nationale et minimisant les risques liés à la logistique inverse.
| Contrainte spatiale | Modèle hybride réduit | Ingénierie rigoureuse des pipelines |
|---|---|---|
| Centre de gravité | Risque de basculement instable et déséquilibré | Rapport de stabilité ancré 2:316 |
| Conformité des détaillants | Ne respecte pas les lois strictes sur la portée avant17 | Mathématiques spatiales 100% conformes |
| Survie de la campagne | Rejets généralisés au niveau des magasins | Acceptation sans friction des grandes surfaces de vente au détail |
Je refuse de concevoir des solutions génériques et standardisées qui mettent votre marque de gros en danger d'être rejetée par les détaillants. Je conçois mathématiquement des architectures spatiales spécifiques pour chaque zone de vente au détail.
🛠️ Le bureau de Harvey : Votre présentoir de comptoir actuel risque-t-il de se renverser sous la pression des clients ? 👉 Demandez un calculateur de ratio gratuit ↗ — Pas d’intermédiaire. Vous parlez directement aux ingénieurs en structure.
Qui est le fournisseur de carton d'Amazon ?
La logistique du commerce électronique à grande vitesse exige un profil de matériaux totalement différent de celui du fret B2B commercial.
Les fournisseurs de carton d'Amazon comprennent un vaste réseau de fabricants internationaux, s'appuyant fortement sur des multinationales comme International Paper et WestRock pour produire leurs milliards d'emballages destinés aux consommateurs. Ces fournisseurs conçoivent des matériaux en carton ondulé légers et hautement spécifiques, optimisés exclusivement pour la livraison rapide de colis e-commerce, et non pour le stockage lourd en magasin.

La logistique consistant à déposer un simple colis léger sur le porche d'une maison est totalement déconnectée de la physique brutale du transport de palettes de plusieurs tonnes dans une chaîne d'approvisionnement commerciale.
Le mirage de la logistique secondaire B2C
Lors de mes audits de chaînes d'approvisionnement, je constate régulièrement que des startups ambitieuses tentent de réduire leurs coûts logistiques en réutilisant les cartons d'expédition B2C (Business-to-Consumer) pour leurs livraisons B2B (Business-to-Business). Elles partent du principe, à tort, qu'un emballage Amazon d'apparence intacte conserve sa résistance d'origine, et soumettent une demande de devis en sous-estimant intentionnellement la résistance à la compression de leur carton principal afin d'économiser 0,05 $ par unité. Elles ignorent que les cannelures du carton agissent comme des amortisseurs mécaniques<sup>18</sup> ; lors du transport initial du colis, ces fibres de papier absorbent les micro-impacts et l'humidité<sup>19 , ce qui fragilise durablement la structure interne et crée un déficit structurel invisible, incapable de supporter le poids des marchandises.
Il ne s'agit pas que de théorie : je constate ce problème en test lorsque des marques tentent de réduire les coûts logistiques des expéditions en gros. Lors d'un récent test de compression hydraulique, j'ai évalué un carton e-commerce recyclé, lourdement chargé et d'apparence impeccable. Pourtant, dès que la plaque de compression a atteint une pression de 85 kg (187,5 lb), les coins, fragilisés au niveau microscopique, ont cédé instantanément, provoquant un bombement spontané des parois latérales et un écrasement important du contenu. J'ai relevé les mesures au micromètre et prouvé qu'il était inutile de surpayer un renforcement secondaire complexe ; un simple passage à un carton kraft vierge suffisait. Une fois l'autorisation de l'équipe des achats obtenue pour modifier la nomenclature Excel, le matériau a fait le reste. J'ai fourni des emballages maîtres neufs, certifiés conformes aux normes ISTA 6-Amazon SIOC (Ships In Own Container)<sup>20</sup>, avec un profil 32ECT<sup>21. En appliquant cette exigence stricte de matériaux vierges, j'ai rétabli 100 % de la capacité de charge dynamique des angles, éliminant ainsi le risque d'effondrement de la base et permettant au client d'économiser environ 22 % en marchandises endommagées et en frais de réapprovisionnement des grandes surfaces.
| Variable de la chaîne d'approvisionnement | Enveloppe B2C recyclée | Carton maître Virgin B2B |
|---|---|---|
| Intégrité des fibres | cannelures microfracturées par fatigue22 | 100 % d'absorption des chocs à l'état neuf |
| Capacité de chargement par le haut | écrasement invisible de niveau de base23 | Résiste au transport maritime à double empilement24 |
| Acceptation par les détaillants | Risque élevé de dommages cachés | Métriques de réception entrantes impeccables |
Je ne prends pas le risque d'utiliser des fibres de papier recyclées et usées pour vos commandes importantes. Je conçois mathématiquement des solutions performantes et dynamiques qui garantissent que votre produit arrivera en parfait état, prêt à être utilisé.
🛠️ Le bureau d'Harvey : Vos cartons d'expédition usés et réutilisés grignotent-ils vos marges de gros en raison de dommages invisibles liés au transport ? 👉 Demandez un audit gratuit de la vulnérabilité de votre chaîne d'approvisionnement ↗ — J'examine personnellement chaque dossier sous 24 heures.
Conclusion
Les contraintes physiques des rayons des magasins ne tiennent aucun compte de vos économies théoriques sur les matériaux ; négliger le gonflement dû à l'humidité, les chocs liés au transport et les ratios de conformité stricts réduira considérablement vos marges en caisse. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes en stock mis au rebut et en refacturations par les détaillants. Ne laissez plus vos fournisseurs d'emballages bas de gamme compromettre votre campagne en se basant sur des hypothèses concernant le carton plat, et laissez-moi analyser personnellement vos fichiers structurels grâce à un audit de découpe gratuit ↗ afin de garantir la fiabilité de votre prochain lancement en grande surface.
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . [Une norme industrielle faisant autorité définirait la classification 32ECT et son rôle dans l’approvisionnement en carton ondulé]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : la base technique du choix des matériaux. Note sur le champ d’application : s’applique au carton ondulé.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [La documentation technique sur l'emballage explique la perte d'intégrité structurelle qui survient lors de la transformation du carton ondulé brut par découpe et pliage]. Rôle de la preuve : principe technique ; type de source : manuel technique. Appui : l'écart entre la résistance du substrat et celle du produit final. Note sur la portée : se concentre sur le processus de transformation .
« Tests d’emballage ISTA – Intertek », https://www.intertek.com/performance-testing/packaging/ista/ . [Une source faisant autorité en matière de normes logistiques et d’emballage définirait les protocoles des tests de vibration ISTA utilisés pour simuler les conditions réelles de transport]. Rôle de la preuve : norme technique ; type de source : organisation sectorielle. Appuie : la validité de la méthodologie de test utilisée. Note de portée : porte sur les normes de simulation d’expédition.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les manuels techniques des matériaux en carton ondulé définissent la résistance à l’écrasement des bords (ECT) et la résistance à l’empilement correspondante du carton]. Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie. Supports : l’intégrité structurelle de base du carton utilisé. Note de portée : l’ECT mesure la résistance à la compression verticale .
« Analyse simplifiée de la résistance dynamique des emballages en carton… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. Une norme industrielle pour l'analyse structurelle des emballages permettrait de valider que les essais d'assemblage 3D prédisent mieux les défaillances réelles que les essais sur carton plat. Rôle de la preuve : Validation technique ; type de source : Manuel technique ou norme industrielle. Appui : Supériorité des méthodes d'essai des présentoirs techniques. Remarque sur la portée : Spécifique aux matériaux d'affichage en carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Les données de performance logistique indiquent une fréquence plus élevée de défaillances structurelles des boîtes standard de grande capacité lors du transport, comparativement aux solutions techniques. Type de preuve : Performance comparative ; type de source : Rapport logistique. Arguments : Inefficacité des emballages standard. Remarque : Varie selon le mode de transport .
« Quelles erreurs de conditionnement à façon entraînent des refacturations de la part des détaillants ? », https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks . Les guides logistiques ou les manuels des fournisseurs de produits de détail devraient démontrer que les emballages techniques réduisent les refacturations des fournisseurs dues aux dommages structurels survenus pendant le transport. Éléments de preuve : Impact économique ; type de source : Étude de cas logistique. Apports : Retour sur investissement de la chaîne d’approvisionnement des partenaires spécialisés dans les emballages techniques. Remarque: Dépend des accords spécifiques conclus avec les détaillants.
« Explication des types de cannelures de carton ondulé : A, B, C, E et F », https://www.onyxpackaging.com/blog/corrugated-box-flute-types.php . [Les recommandations techniques relatives aux emballages en carton ondulé précisent les calculs de tolérance de pliage en fonction de l’épaisseur des cannelures B et E afin de garantir un ajustement correct]. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Justifie : la nécessité de calculer le déplacement du matériau lors du pliage. Précision : spécifique aux épaisseurs de carton ondulé.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooNvhha08pAMDGHWIwqg_3idTpGU67IIuJoWAFcLzMqsodOzu1V. [Les normes techniques relatives au carton ondulé fournissent des données sur la dilatation des couvertures 32ECT lorsqu'elles absorbent l'humidité dans des environnements à forte humidité]. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Éléments pris en compte : variation dimensionnelle quantifiée du carton. Remarque : les taux de dilatation varient selon le type de fibre et le niveau d'humidité relative .
« Influence de l'humidité et de la température sur les propriétés mécaniques… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Une étude de référence sur l'hygroscopicité des fibres de cellulose fournit des données quantitatives sur le taux d'expansion des fibres poreuses de carton en conditions d'humidité élevée] . Niveau de preuve : Spécification technique ; type de source : Revue scientifique des matériaux. Sujet : Impact de l'humidité ambiante sur les dimensions du carton. Remarque : Spécifique à certaines qualités de carton.
« Embouts et languettes », https://www.youtube.com/watch?v=aAyfV4CSlos . [Les directives d'emballage industriel détaillent comment un mauvais alignement des vecteurs numériques entraîne une défaillance mécanique des surfaces lithographiées lors de l'assemblage manuel]. Rôle de la preuve : Analyse des défaillances ; type de source : Manuel industriel. Points à retenir : Inconvénients des hypothèses de conception erronées. Remarque sur la portée : S'applique aux feuilles lithographiques à grammage élevé.
« Palettes GMA 48" x 40" | Premier fabricant et fournisseur de palettes », https://www.meridianpkg.com/feeds/category/gma-pallets. [Les spécifications de l'industrie de la Grocery Manufacturers Association définissent les exigences structurelles et dimensionnelles des unités de marchandisage sur palettes en entrepôt et en point de vente]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : les exigences spécifiques d'empreinte logistique pour les zones de palettes. Note de portée : peut maintenant être mentionné sous la rubrique Consumer Brands Association .
« Normes d’accessibilité de l’ADA – Access-Board.gov », https://www.access-board.gov/ada/. [Les normes officielles de l’ADA relatives à la conception accessible spécifient les distances de portée exactes et l’espace libre au sol requis pour les caisses de magasins afin de garantir l’accessibilité aux personnes handicapées]. Rôle de la preuve : vérification technique ; type de source : norme juridique/réglementaire. Appuie : l’existence de règles spatiales strictes pour les zones de caisse. Note sur la portée : se concentre sur les distances de portée et les limites de manœuvre .
« Dimensions standard des palettes | Avec tableau – Kamps Pallets », https://www.kampspallets.com/standard-pallet-sizes-with-chart/ . [Les normes industrielles de la Grocery Manufacturers Association définissent l’empattement de 48 × 40 pouces comme la norme universelle pour les expéditions palettisées de détail]. Rôle de la preuve : vérification technique ; type de source : norme d’une association industrielle. Conformité : respect des exigences logistiques en matière d’empattement. Remarque : Spécifique à la logistique nord-américaine.
« Chapitre 3 : Parties utilisables », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . [Les normes ADA relatives à la conception accessible définissent des exigences spécifiques en matière de portée afin de garantir l’accessibilité des produits aux personnes en fauteuil roulant]. Rôle de la preuve : vérification réglementaire ; type de source : réglementation gouvernementale. Conformité aux exigences d’accessibilité pour les consommateurs. Note relative à la portée : s’applique à la loi fédérale américaine sur l’accessibilité.
« WAC 296-307-52030 : – | WA.gov », https://app.leg.wa.gov/wac/default.aspx?cite=296-307-52030 . [Un manuel d'ingénierie des structures pour les agencements commerciaux confirmerait le rapport 2:3 comme norme de référence pour garantir la stabilité et prévenir le basculement]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : la stabilité d'une ingénierie rigoureuse des canalisations. Note de portée : s'applique aux présentoirs de vente au détail autoportants.
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Les directives de l’ADA (Americans with Disabilities Act) définissent les profondeurs et hauteurs maximales d’accès pour les environnements commerciaux accessibles]. Rôle de la preuve : conformité réglementaire ; type de source : texte de loi. Appuie : la non-conformité des modèles hybrides à échelle réduite. Note de portée : s’applique principalement aux lois fédérales américaines sur l’accessibilité .
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr . [Un manuel de science des matériaux ou d’ingénierie de l’emballage détaillerait comment la couche de cannelure arquée du carton ondulé dissipe l’énergie et protège le contenu pendant le transport ] . Rôle de la preuve : spécification technique ; type de source : manuel d’ingénierie. Sujet : le mécanisme physique du carton ondulé ; Remarque sur la portée : s’applique aux configurations standard de cannelure B et C.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Des recherches sur la dégradation des fibres de cellulose permettraient d'expliquer comment l'absorption hygroscopique et les contraintes mécaniques durant le transport réduisent l'intégrité structurelle et la résistance à la compression des matériaux ondulés usagés]. Type de preuve : affirmation factuelle ; type de source : étude de matériaux évaluée par les pairs. Sujet : dégradation des conteneurs d'expédition réutilisés ; Remarque : l'effet varie en fonction de l'humidité relative et de l'intensité de la manutention .
« [PDF] 6-amazon.com-sioc – International Safe Transit Association », https://ista.org/docs/6AmazoncomSIOCOverview.pdf. [La documentation officielle de l’ISTA ou d’Amazon relative à la logistique détaille les protocoles de test spécifiques et les exigences de certification pour les emballages destinés à être expédiés sans suremballage]. Rôle de la preuve : vérification factuelle ; type de source : norme sectorielle. Appuie : l’existence et l’application de la certification SIOC pour les expéditions Amazon. Remarque concernant le champ d’application : applicable uniquement aux produits éligibles à la certification SIOC .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqXnHb10-4bqcIpdwhjCq2HmiYdSBHtwzrQH0m-B6uNowi4Mim9. [Les spécifications techniques des matériaux pour les valeurs de résistance à l'écrasement des bords (ECT) fournissent les mesures normalisées de résistance à l'empilement pour le carton ondulé 32ECT]. Preuve : spécification technique ; type de source : fiche technique des matériaux. Justifie : la capacité de charge associée au choix du matériau 32ECT. Remarque : les performances réelles peuvent varier en fonction du type de cannelure et de la qualité du carton .
« Évolution de la qualité des matériaux en fibres recyclées. Partie 1. Facteurs influençant… », https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. L’analyse technique du carton ondulé recyclé démontre comment des cycles de mise en pâte répétés dégradent l’intégrité structurelle des cannelures. Type de preuve : vérification technique ; source : revue scientifique sur les matériaux. Confirme : l’affirmation selon laquelle l’intégrité des fibres des enveloppes B2C recyclées est compromise. Remarque sur la portée : s’applique aux supports ondulés recyclés de faible qualité .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopou6nx-true2XGX8wzdd7ASiZox9HXv_i3FDUumprqUYlUiCo. Des études logistiques sur l'empilement de colis mettent en évidence une rupture par compression de la couche inférieure des envois utilisant des matériaux recyclés de moindre résistance. Type de preuve : validation empirique ; source : livre blanc sur la chaîne d'approvisionnement. Sujet : la vulnérabilité des emballages B2C à l'écrasement invisible. Précision : ce document porte sur la distribution e-commerce à volume élevé .
« [PDF] Exigences relatives au transport aérien des produits de la mer et des denrées périssables », https://www.virginaustralia.com/content/dam/vaa/documents/cargo/forms/seafood-packaging.pdf . Les normes d'ingénierie de l'emballage spécifient la résistance à l'éclatement et à la compression requise pour que les cartons B2B résistent aux conditions du transport maritime . Rôle de la preuve : vérification des normes industrielles ; type de source : manuel d'ingénierie de l'emballage. Avantages : capacité de charge supérieure des cartons vierges B2B. Remarque sur la portée : limité aux cartons maîtres de qualité industrielle.



