Personnaliser les présentoirs de vente au détail s'apparente souvent à un pari risqué entre esthétique et solidité. Ignorer les contraintes physiques de l'emballage transforme rapidement une vision créative en un véritable casse-tête logistique sur le terrain.
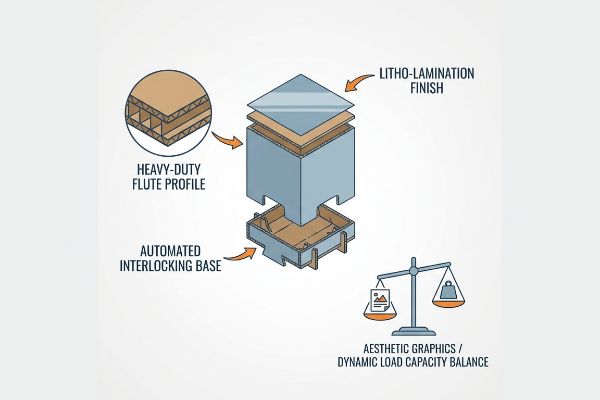
Les options de personnalisation pour les présentoirs PLV temporaires incluent des modifications structurelles telles que des profilés cannelés renforcés, des socles à emboîtement automatisés et des finitions de lithographie ciblées. Les normes industrielles universelles exigent que chaque unité de merchandising personnalisée concilie des exigences graphiques esthétiques strictes et des capacités de charge dynamique élevées afin de résister au transport international.

Transformer un concept visuel en un objet physique en 3D ne se résume pas à choisir des couleurs Pantone. Cela exige un calcul précis de la densité du fret, des contraintes d'espace de vente et du coût total de possession.
Quels sont les différents types de présentoirs PLV ?
Se repérer dans un espace de vente nécessite une planification spatiale stratégique, car placer le mauvais produit dans la mauvaise zone garantit un rejet immédiat par les responsables des grandes surfaces.
Les différents types de présentoirs PLV sont principalement classés selon leur emplacement en magasin : présentoirs sur palettes, présentoirs sur pied et plateaux de comptoir compacts. Leurs dimensions et leur solidité sont soumises à des réglementations spécifiques, notamment des limitations d’espace régionales et des normes de sécurité en vigueur dans divers environnements de vente au détail à travers le monde.
La catégorisation de ces unités n'est pas qu'un simple exercice de marketing ; elle modifie fondamentalement les calculs logistiques et la responsabilité structurelle de l'ensemble de votre campagne.
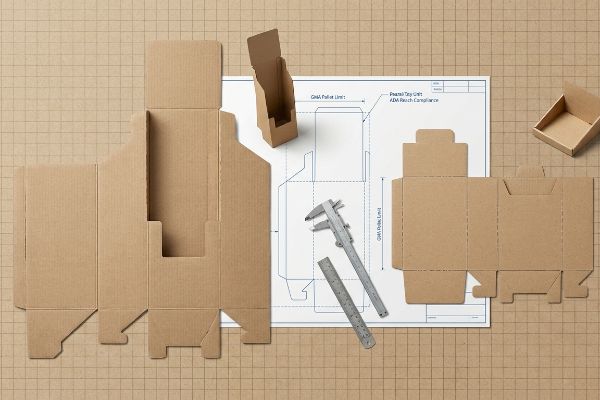
Contrainte spatiale ADA vs. GMA
Lors de l'analyse des demandes clients, je constate fréquemment que les marques proposent un design « évolutif », partant du principe qu'un présentoir de grande taille peut être réduit de moitié pour servir de comptoir de caisse. Elles croient à tort que le carton ondulé standard se comporte de manière identique quelle que soit l'échelle¹ . Cette conception simpliste ignore totalement les réalités physiques et juridiques qui séparent l'allée de l'entrepôt de la zone de caisse, aboutissant à des présentoirs déséquilibrés qui se déforment sous l'effet des frottements en magasin, voire contreviennent aux règles de sécurité² .
Il ne s'agit pas que de théorie : je constate ce problème en atelier lorsqu'une nomenclature Excel simplifiée à l'extrême ignore les propriétés physiques des matériaux. Un client a tenté d'imposer un gabarit structurel unique pour tous les formats afin de réduire les coûts d'outillage initiaux. Lors des audits de préproduction, mon testeur Mullen a enregistré une baisse de 3,2 % de la limite d'élasticité lorsque nous avons comprimé la géométrie lourde de la cannelure B dans un espace plus réduit. Le véritable problème résidait dans les contraintes spatiales : les unités de sol doivent être ancrées à la limite de palette GMA de 1219 × 1016 mm (48 × 40 pouces)³ pour résister aux charges dynamiques supérieures, tandis que les unités de point de vente (PDV) sont strictement soumises à une plage de conformité de portée avant de 381 à 1219 mm (15 à 48 pouces)⁴. En séparant physiquement les flux de conception CAO et en ajustant les plis structurels de 2,79 mm (0,11 pouce), la table CNC Kongsberg a démontré que nous pouvions atteindre une conformité dimensionnelle parfaite. En imposant cette séparation géométrique stricte, je garantis une réduction du temps d'assemblage de 28 secondes par unité, ce qui permet aux clients de réaliser d'importantes économies sur les frais de main-d'œuvre tout en éliminant complètement le risque de remboursements coûteux de la part des détaillants.
| Métrique/Fonctionnalité | Approche générique | Réalité artificielle |
|---|---|---|
| Limite spatiale | Réduit à une échelle aléatoire | Conforme aux normes ADA et GMA5 |
| Ancrage structurel | Lignes de découpe standard | pipelines CAO séparés |
| Impact sur le fret | Navires assemblés | Emballé à plat à 70 % de moins6 |
Je refuse qu'un budget marketing arbitraire dicte la sécurité des points de vente physiques. Séparer les circuits d'approvisionnement des rayons et des comptoirs garantit que vos produits résisteront aussi bien au transport qu'aux manipulations du gérant.
🛠️ Harvey's Desk : Vos comptoirs de taille réduite enfreignent-ils secrètement les réglementations en matière de visibilité et risquent-ils d'être immédiatement refusés par le magasin ? 👉 Demandez une analyse de visibilité gratuite ↗ — J'examine personnellement chaque dossier structurel sous 24 heures.
Comment créer un présentoir PLV ?
Transformer un dessin plat en une structure porteuse tridimensionnelle exige une précision absolue, comblant le fossé entre les logiciels numériques et les fibres physiques du papier.
La fabrication d'un présentoir PLV implique la conception d'un gabarit de découpe, la sélection du type de carton ondulé approprié, l'impression du visuel sur la feuille supérieure et la découpe de la forme finale. Le processus de fabrication exige des tolérances mathématiques strictes afin de garantir un pliage précis du carton et l'assemblage par des mécanismes emboîtables, sans nécessiter de matériel externe ni d'adhésifs.
La transposition de pixels théoriques en carton physique est le moment où les concepts non testés s'effondrent, révélant la différence brutale entre une image et un produit fonctionnel.
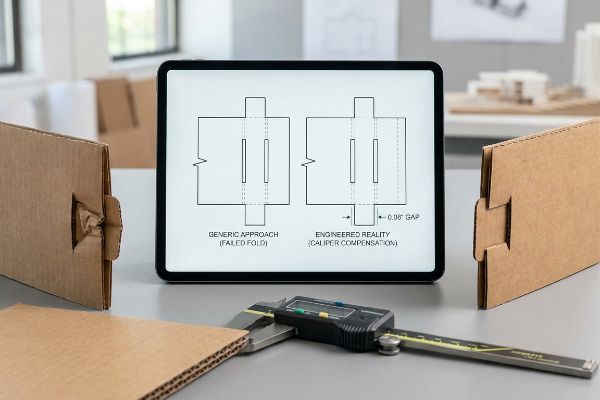
Le choc de la réalité de la compensation Caliper
Dans mon atelier, je vois régulièrement des graphistes soumettre des fichiers Adobe Illustrator standard, persuadés qu'un simple trait vectoriel suffit à obtenir un pli parfait à 90 degrés. Ils traitent le carton ondulé épais comme s'il s'agissait d'une feuille de papier d'imprimante. Ce mépris total pour l'épaisseur du matériau a pour conséquence que les encoches d'emboîtement sont dessinées beaucoup trop étroitesimportantset un gauchissement de la base lorsque les sous-traitants tentent d'assembler les pièces sur la chaîne de montage.
Ce n'est pas qu'une théorie : je le constate en production lorsqu'un tracé vectoriel CAO plat ignore complètement l'épaisseur du carton ondulé. Une marque de boissons renommée a soumis un design complexe à plusieurs niveaux où les encoches correspondaient exactement à la largeur des languettes. Lors de nos premiers tests de préproduction en usine, la réalité a été tout autre : plier un carton cannelé 32ECT B à 90 degrés consomme de la matière. Les encoches étaient instantanément trop étroites. Nous avons enregistré une rupture localisée à 66 kg de force de compression, car les fibres de papier étaient fortement écrasées lors de l'insertion. Mes vingt ans d'expérience en production m'ont appris à me tourner résolument vers la physico-chimie. J'ai remplacé la cannelure intérieure par un mélange de kraft vierge pour restaurer l'élasticité des fibres et injecté une colle aqueuse spéciale pour réduire le gauchissement dû à l'humidité. J'ai ensuite élargi manuellement les encoches de réception de 2,03 mm précisément pour compenser mathématiquement le rayon extérieur du pli. Ce changement de matériau a radicalement changé la sensation au toucher : les languettes se sont insérées sans aucune résistance. En imposant cette tolérance de jeu de 2,03 mm parallèlement à la mise à niveau avec du kraft vierge, je garantis que le temps d'assemblage du co-emballage diminue de 45 secondes par unité, ce qui permet aux clients d'économiser des milliers de dollars en frais de main-d'œuvre imprévus.
| Métrique/Fonctionnalité | Approche générique | Réalité artificielle |
|---|---|---|
| Calcul des lignes de découpe | Correspondance vectorielle 1:1 | Compensation d'étrier ajoutée10 |
| Profil du matériau | fibres recyclées épuisées | Kraft vierge injecté11 |
| Vitesse d'assemblage | Forcé par frottement | Insertion sans frottement |
Je conçois des écrans en tenant compte de l'épaisseur exacte, au micromètre près, du panneau plié. Négliger les tolérances de pliage sur un écran d'ordinateur anéantira vos profits dès la chaîne d'emballage.
🛠️ Harvey's Desk : Votre présentoir de comptoir risque-t-il de se déchirer lors du conditionnement à cause d'une épaisseur de matériau négligée ? 👉 Obtenez un audit structurel gratuit ↗ — 100 % confidentiel. Vos maquettes non commercialisées sont en sécurité.
Qui peut créer des présentoirs dans votre magasin ?
Confier les responsabilités structurelles à un simple graphiste est le moyen le plus rapide de déclencher une défaillance catastrophique de la chaîne d'approvisionnement.
La conception d'un présentoir PLV exige l'intervention d'ingénieurs en structures spécialisés qui maîtrisent la répartition des charges, les tolérances des machines et les normes logistiques. Tandis que les graphistes se chargent de la communication visuelle, des techniciens d'emballage certifiés valident mathématiquement la géométrie du présentoir afin de garantir sa résistance aux charges importantes et aux contraintes liées au transport.
Laisser à quelqu'un sans expérience du terrain le soin de dicter votre structure de merchandising physique représente un énorme risque financier déguisé en liberté créative.
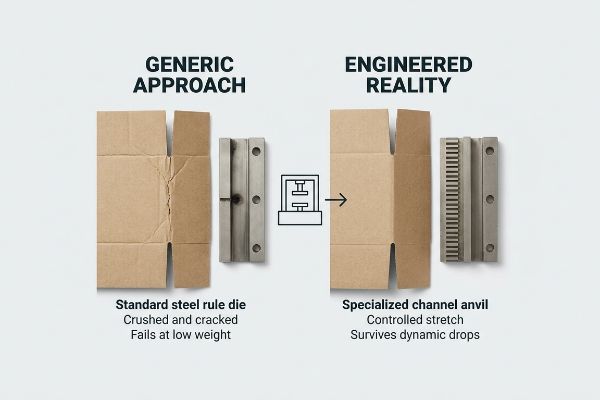
Le piège à plis de la matrice
Lors de l'évaluation de projets d'approvisionnement, je constate fréquemment que les marques laissent des équipes marketing externes dicter la conception physique de leurs présentoirs de vente au détail, en se basant uniquement sur des listes de contrôle de conformité génériques. Ces équipes externes supposent à tort que n'importe quel imprimeur local peut découper du carton à l'aide d'une matrice en acier et produire un plateau résistant. Elles ne se rendent pas compte que la pression exercée par la machine, sans contrôle, écrase violemment les cannelures internes lors de la découpe, détruisant silencieusement les propriétés d'absorption des chocs du matériau avant même sa sortie d'usine.
Il ne s'agit pas que de théorie : j'en ai fait l'amère expérience le mois dernier lorsqu'une de conformité générique pour détaillants a été prise pour argent comptant. En 2023, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un nouveau plateau Club Store sur notre rainureuse rotative avec les réglages de pression standard. Le son était inoubliable : un claquement sec et net lorsque la règle en acier a frappé le carton vierge 32ECT. Les cannelures intérieures se sont instantanément déformées. Nous l'avons ensuite placé sous la BCT13 , et il s'est délaminé à seulement 95,4 kg, bien en dessous du seuil requis. La liste de contrôle générique ignorait complètement la résistance physique des fibres de notre papier haute résistance. Je me suis précipité vers la machine bruyante en marche, j'ai arrêté la ligne et j'ai modifié explicitement la pression de découpe. J'ai exigé l'installation d'un canal de rainage femelle spécialisé sur la plaque de découpe14, servant d'enclume et contrôlant l'étirement des fibres lors de la frappe à une tolérance de 1,01 mm. Je consacre un temps et un argent considérables à mes tests en laboratoire pour que vous n'ayez pas à subir de pertes en magasin. Ce calibrage précis de la machine a non seulement empêché l'affaissement de la base, mais a également éliminé le besoin d'inserts en plastique renforcé, permettant ainsi au client de réaliser d'importantes économies sur les matières premières par lot.
| Métrique/Fonctionnalité | Approche générique | Réalité artificielle |
|---|---|---|
| Outillage de pliage | Règle standard en acier | enclume du canal matriciel15 |
| Intégrité des fibres | Écrasé et fissuré | Étirement contrôlé16 |
| Survie de charge | Échoue à faible poids | Résiste aux chutes dynamiques17 |
Je refuse qu'une agence de publicité conçoive des structures porteuses. L'utilisation d'une matrice de pliage spécialement conçue prévient les microfissures de fibres et garantit la rigidité de vos cartons, même sous le poids extrême des palettes.
🛠️ Le bureau d'Harvey : Des microfissures dans vos cartons pliants réduisent-elles silencieusement leur capacité de charge pendant le transport ? 👉 Demandez un audit gratuit de la densité de votre fret ↗ — Pas d'intermédiaires. Vous parlez directement à des ingénieurs en structure.
Combien coûtent les présentoirs PLV ?
Établir le prix d'une campagne de vente au détail en se basant uniquement sur le coût unitaire est un jeu dangereux qui conduit inévitablement à des matériaux gaspillés et à des stocks anéantis.
Les présentoirs PLV coûtent entre des bacs temporaires en carton ondulé très économiques et des structures métalliques permanentes extrêmement onéreuses. Le prix final dépend directement du volume de la commande, de la qualité des matériaux utilisés, de la méthode d'impression et du poids. Les emballages à plat en carton ondulé permettent de réduire considérablement les coûts de la chaîne logistique en optimisant le remplissage des conteneurs.
Un prix de facture artificiellement bas pour du carton ondulé générique bon marché masque souvent des coûts catastrophiques en aval, liés aux dommages causés par le transport et aux refacturations forcées aux détaillants.
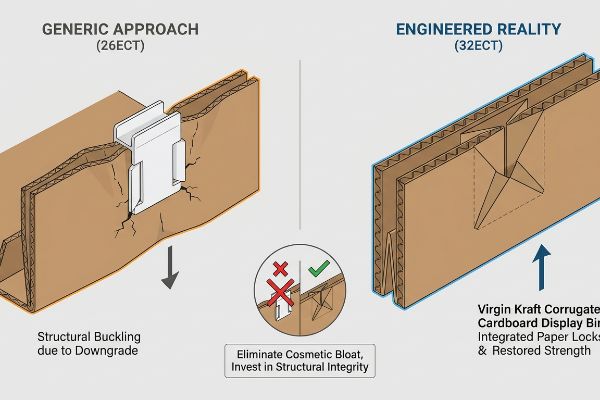
Le piège de la dégradation de l'ECT cosmétique
Dans mon établissement, je constate régulièrement que les services d'approvisionnement tentent de compenser le coût élevé des laminations brillantes en remplaçant discrètement le carton ondulé rigide 32ECT par un modèle plus fragile 26ECT<sup>18</sup>. Ils partent du principe que cette légère réduction de la densité du papier n'affectera pas la solidité globale de l'ensemble. Ce calcul aveugle, basé sur des tableurs, compromet totalement l'intégrité structurelle de la boîte, ce qui entraîne un flambage catastrophique des présentoirs, pourtant visuellement impressionnants, lorsqu'ils sont empilés dans un conteneur d'expédition humide<sup>19.
Ce n'est pas qu'une simple théorie : je le constate en production, notamment lorsqu'une demande de devis (RFQ) dégrade aveuglément la qualité des fibres recyclées (ECT) pour économiser seulement 0,05 $ par unité. Un client exigeait une réduction de prix drastique, mais insistait pour conserver un système de clips d'emboîtement en PET (polyéthylène téréphtalate) coûteux et lourd pour ses bennes à déchets. Lors des tests de préproduction, les parois en carton amincies se sont immédiatement déformées autour du plastique rigide. Le testeur Mullen20 a révélé une déformation des parois de 36,57 mm (1,44 pouce) sous une charge verticale standard de 68 kg (150 lb). Les clips rigides ont déchiré les fibres recyclées épuisées. Une fois que l'équipe des achats m'a autorisé à modifier la nomenclature Excel, le matériau lui-même a fait le travail. J'ai effectué des mesures au micromètre et prouvé que je n'avais pas besoin de coûteuses attaches en plastique ; il me suffisait d'une tolérance de pliage plus stricte de 0,5 mm (0,02 pouce) et d'un système de verrouillage du papier de type origami intégré directement dans un carton kraft vierge 32ECTrestauré. En éliminant les déchets plastiques superflus et en imposant cette tolérance précise de verrouillage du papier, j'ai complètement supprimé le besoin de matériel externe, réduisant ainsi considérablement le budget des matières premières et accélérant la cadence de la chaîne de montage.
| Métrique/Fonctionnalité | Approche générique | Réalité artificielle |
|---|---|---|
| Qualité du matériau | 26ECT déclassé22 | 32ECT kraft vierge23 |
| Matériel d'assemblage | Clips en plastique coûteux | Cadenas en papier origami24 |
| Impact financier | Pertes de fret cachées | Retour sur investissement maximisé |
Je supprime les composants cosmétiques superflus pour privilégier la solidité de la structure. Opter pour une carte mère bas de gamme n'est pas une réduction ; c'est la garantie d'une rupture de la chaîne d'approvisionnement.
🛠️ Le bureau d'Harvey : Vos équipes d'approvisionnement sous-estiment-elles vos classements de panneaux de structure pour financer des dépenses superflues ? 👉 Demandez un calculateur de ratio gratuit ↗ — J'examine personnellement chaque dossier de structure sous 24 heures.
Conclusion
Pour éviter que les présentoirs trop lourds ne se renversent et que les fibres de papier usées ne se déchirent sur la chaîne d'emballage, une maîtrise absolue de la physique de l'emballage et de la logistique du transport est indispensable. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Au lieu de vous demander si votre prochaine campagne résistera aux contraintes du transport, laissez-moi analyser personnellement vos fichiers structurels grâce à un audit de charge structurel gratuit ↗ afin de garantir mathématiquement l'intégrité de votre espace de vente.
« Étude de l’effet des perforations sur la résistance à la charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Explication technique de l’évolution du rapport résistance/poids des matériaux et des performances des cannelures lors de la mise à l’échelle des structures ondulées. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie des matériaux. Appuie : l’affirmation selon laquelle la mise à l’échelle linéaire ne permet pas de conserver les propriétés structurelles. Note relative à la portée : s’applique aux qualités de carton ondulé standard .
« AG 1091A : Présentoirs de marchandises en zone frontale », https://www.seattle.gov/transportation/permits-and-services/permits/applicant-guides/ag-1091a . Documentation des normes de sécurité commerciales et des politiques des grandes surfaces concernant le centre de gravité et la stabilité des présentoirs autoportants. Rôle de la preuve : vérification réglementaire ; type de source : manuel de conformité pour le commerce de détail. Appuie : l’affirmation selon laquelle des contraintes spatiales et structurelles spécifiques sont régies par la loi. Note sur la portée : varie selon la juridiction régionale et le détaillant concerné.
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. Vérification des dimensions standard des palettes de la Grocery Manufacturers Association utilisées en logistique en Amérique du Nord. Type de preuve : spécification technique ; source : norme industrielle. Supporte : dimensions de base standardisées pour les palettes au sol. Remarque : s’applique principalement au commerce de détail nord-américain .
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Vérification des portées légales requises pour une conception accessible selon les directives ADA relatives aux interfaces de points de vente. Rôle de la preuve : vérification réglementaire ; type de source : normes d’accessibilité gouvernementales. Éléments pris en compte : limitations de portée pour les terminaux de point de vente. Note relative à la portée : conformité à l’ADA américaine .
« Normes d’accessibilité ADA – Access-Board.gov », https://www.access-board.gov/ada/ . Une source faisant autorité en matière de normes de vente au détail confirmerait la nécessité des directives de l’ADA (Americans with Disabilities Act) et de la GMA (Grocery Manufacturers Association) concernant l’aménagement de l’espace dans les grandes surfaces. Rôle de la preuve : vérification technique ; type de source : directive réglementaire. Appuie : l’exigence de conformité spatiale des présentoirs de vente au détail. Note de portée : s’applique spécifiquement aux grandes surfaces de vente au détail américaines.
« Réduire les coûts de transport grâce aux présentoirs PLV – Brown Packaging », https://brownpackaging.com/reducing-freight-costs-with-pop-displays/. Les données logistiques du secteur ou les études de cas en matière d'emballage peuvent confirmer la réduction moyenne du volume ou du coût du transport lors de l'utilisation d'emballages à plat plutôt que d'unités pré-assemblées. Type de preuve : validation quantitative ; source : rapport sectoriel. Appuie : l'affirmation concernant la réduction de l'impact sur le transport. Remarque : les pourcentages exacts peuvent varier en fonction des dimensions et du matériau du présentoir .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Un manuel d’ingénierie de l’emballage expliquerait comment le fait de ne pas tenir compte de l’épaisseur du matériau (calibre) entraîne des fentes trop petites pour l’assemblage, ce qui provoque une rupture structurelle. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Appuie : l’exigence de tolérances précises dans les découpes du carton ondulé. Note de portée : s’applique spécifiquement aux supports en carton ondulé .
« Cartons vierges versus cartons recyclés – Dépôt de recherche de l’Université Victoria », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf . La littérature scientifique sur les matériaux met en évidence la différence d’intégrité structurelle et d’élasticité entre le kraft vierge à fibres longues et le kraft recyclé à fibres plus courtes dans le carton ondulé. Rôle de la preuve : validation des matériaux ; type de source : spécification industrielle des matériaux. Appuie : l’affirmation selon laquelle le kraft vierge améliore l’élasticité et la résistance à l’écrasement. Remarque: l’efficacité dépend du rapport de mélange spécifique.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Les normes techniques relatives à l'ingénierie des emballages en carton ondulé fournissent des recommandations sur les tolérances de pliage et la compensation d'épaisseur pour les matériaux à cannelure B. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie des emballages. Appui : la précision requise pour l'élargissement des fentes afin de compenser l'épaisseur du matériau. Remarque : les tolérances peuvent varier selon le fabricant .
« DIELINE – La référence en matière d’innovation et d’expertise dans le domaine de l’emballage », https://thedieline.com/ . Explication succincte de la manière dont l’ajout de décalages d’épaisseur de matériau aux lignes de découpe garantit un ajustement parfait lors du pliage 3D. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie. Justifie : La nécessité d’ajuster les lignes vectorielles en fonction de l’épaisseur du matériau. Remarque: L’application varie selon l’épaisseur du matériau.
« [PDF] Examen comparatif des propriétés physiques des matériaux recyclés… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. Brève explication de la supériorité structurelle et de la résistance à la traction des fibres kraft vierges par rapport à la pâte recyclée dans le carton ondulé. Rôle de la preuve : Vérification en science des matériaux ; type de source : Fiche technique. Appui : Utilisation de types de fibres spécifiques pour les structures porteuses. Note de portée : Portée sur la résistance à l’éclatement et à l’écrasement .
« Emballage en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. La documentation technique sur l’ingénierie des emballages en carton ondulé explique comment une pression de découpe excessive provoque l’affaissement du matériau (cannelures), réduisant ainsi la valeur du test de résistance à l’écrasement des bords (ECT) et la capacité de charge globale. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie des emballages. Appuie : L’affirmation selon laquelle une fabrication inadéquate détruit les performances structurelles du matériau. Note sur la portée : Concerne spécifiquement le carton ondulé et la découpe à l’emporte-pièce .
« Qu’est-ce que le test de compression de boîte selon la norme ASTM D642 ? – Pacorr », https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. Cet article décrit la méthodologie standard de l’industrie pour mesurer la capacité de charge des emballages en carton ondulé afin de garantir leur résistance à l’empilage. Rôle de la preuve : vérification méthodologique ; type de source : norme technique. Appui : l’utilisation d’essais physiques quantitatifs pour valider l’intégrité structurelle. Remarque : les résultats sont généralement influencés par des facteurs environnementaux tels que l’humidité .
« Comment choisir la taille de matrice de rainage adaptée au papier ondulé… », https://www.youtube.com/watch?v=moIeXZqwJMU . Cette vidéo explique l’application technique des canaux de la matrice pour contrôler la déformation des fibres et prévenir la fissuration du revêtement lors du rainage. Preuve : validation technique ; source : manuel d’ingénierie de l’emballage. Justification : nécessité d’outillage structurel spécialisé pour les cartons épais. Remarque : s’applique principalement aux matériaux ondulés à haute conductivité thermique ou à double cannelure.
« Matrice métallique vs. Matrice plastique – A & A Graphic Dies », https://graphicdies.com/metal-matrix-vs-plastic-matrix/ . Explication de la manière dont l'outillage matriciel spécialisé crée un canal de support empêchant l'écrasement du matériau, contrairement aux matrices en acier standard. Preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Appui : Utilisation d'enclumes à canal matriciel pour une meilleure intégrité structurelle. Périmètre : Spécifiquement applicable au carton ondulé haute résistance.
« [PDF] PLIEAGE ET FEUILLET – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf . Analyse de la façon dont l’outillage matriciel maintient la continuité des fibres par un allongement contrôlé plutôt que par fissuration induite par compression. Type de preuve : science des matériaux ; source : document technique. Appuie: l’affirmation selon laquelle l’intégrité des fibres est préservée. Note de portée : Spécifique aux supports en carton ondulé.
« Caractérisation des performances des composites à matrice céramique… », https://commons.erau.edu/cgi/viewcontent.cgi?article=1309&context=edt . Validation de la capacité de charge structurelle et de la résistance aux chocs en conditions dynamiques à l’aide de matériaux à matrice plissée. Type de preuve : indicateur de performance ; source : rapport d’essai ISTA/ASTM. Appuie : l’affirmation d’une résistance supérieure à la charge. Remarque : les performances varient selon la qualité du panneau et la conception structurelle.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Comparaison technique des valeurs de résistance à l'écrasement des bords (ECT) démontrant la réduction de la capacité de charge verticale lors du passage de 32 à 26 ECT. Type de preuve : Spécification technique ; source : Normes de l'industrie de l'emballage. Confirme : L'affirmation selon laquelle une diminution de la valeur ECT réduit la rigidité structurelle. Remarque : S'applique au carton ondulé .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. Preuves scientifiques expliquant comment une teneur en humidité accrue dans le carton ondulé réduit la valeur du test de résistance à l'écrasement des bords (ECT) et entraîne une rupture structurelle. Rôle de la preuve : Vérification de l'impact environnemental ; type de source : Revue de science des matériaux. Appuie : L'affirmation selon laquelle l'humidité exacerbe la faiblesse des matériaux dégradés. Note de portée : Traite spécifiquement des conditions des conteneurs d'expédition .
« Test ECT vs Test Mullen : Évaluation de la résistance des boîtes en carton ondulé », https://www.myboxprinting.com/blog/corrugated-box-strength-ect-vs-mullen-test/. Vérification de la méthode de test Mullen : mesure-t-elle la déformation/le cintrage du matériau ou sa résistance à l’éclatement ? Les normes industrielles distinguent généralement ces deux paramètres. Rôle de la preuve : Vérification technique ; type de source : Norme ASTM. Justifie : L’exactitude de la méthodologie de test décrite. Note de portée : Fait la distinction entre les tests de résistance à l’éclatement et les tests de compression .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopLQKL_0WPvBZU-pZxShwNtIZ_nPlXAFS7XBix4MX_FOOcPmSyr . Données techniques relatives à la capacité de charge et aux propriétés structurelles du carton kraft vierge 32 ECT (Edge Crush Test). Type de preuve : Spécification du matériau ; source : Fiche technique industrielle. Appuie : Allégations relatives à la résistance du matériau. Remarque : Spécifique aux qualités de carton ondulé.
« Guide de résistance des boîtes en carton ondulé : qualités de cannelures, indices ECT et épaisseur des parois… », https://anchorbox.com/corrugated-box-strength/. Les données techniques sur les qualités de carton ondulé expliquent la réduction des valeurs de résistance à la compression des bords (ECT) des matériaux 26ECT par rapport aux matériaux 32ECT. Type de preuve : comparaison technique ; source : guide de l’industrie de l’emballage. Arguments : risque accru de rupture structurelle des matériaux de qualité inférieure. Note de portée : contexte des exigences de charge des présentoirs de vente au détail .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorn73vWqG2Gq5I7C3FY1wTT2NRKKGazKsQH3jzCqZaOq-E2I1L . Les normes industrielles relatives aux emballages en carton ondulé définissent la capacité de charge et la pureté du matériau du kraft vierge 32ECT. Preuve : Spécification technique ; type de source : Norme de matériau. Arguments : Supériorité structurelle des matériaux vierges de qualité supérieure. Remarque : Les performances varient selon la taille des cannelures.
« Conception d'emballages à fermeture automatique - Packagegage », https://www.packmage.com/Buy/SearchBox/self-lock%20packaging%20design . Les guides d'ingénierie d'emballage expliquent comment un pliage et une découpe précis (techniques d'origami) permettent de créer des fermetures sécurisées sans pièces métalliques en plastique. Éléments justificatifs : Méthodologie d'ingénierie ; type de source : Guide de conception technique. Avantages : Réduction des coûts d'assemblage et des déchets plastiques. Précision : Limité à des géométries structurelles spécifiques.



