Choisir la bonne encre est essentiel pour votre présence en magasin. Trop de marques se fient aux spécifications de prépresse, ce qui donne des affichages ternes. Passons en revue vos principales options.
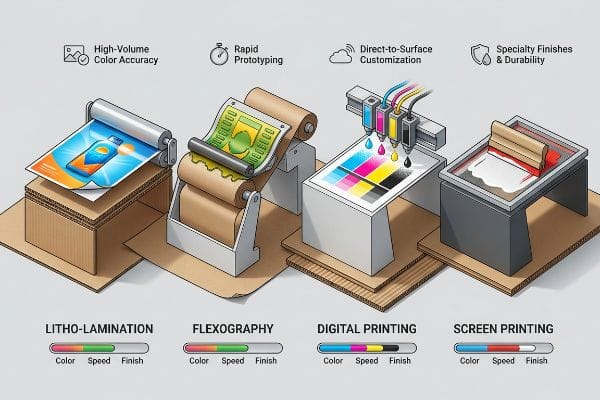
Les méthodes d'impression disponibles pour la personnalisation des présentoirs de sol comprennent la lithographie, la flexographie, l'impression numérique et la sérigraphie. Chaque technique offre des avantages spécifiques pour la reproduction fidèle des couleurs en grande série, le prototypage rapide ou l'application de finitions spéciales. Le choix du procédé optimal garantit une visibilité optimale et durable de la marque, même dans les environnements de vente au détail nord-américains exigeants.

Voyons comment ces applications se comportent réellement lorsque la presse se met en marche.
Quelles sont les différentes méthodes d'impression ?
Comprendre les spécificités de chaque application permet d'éviter des erreurs d'impression coûteuses. Le choix de la machine détermine directement les tolérances structurelles.
Les différentes méthodes d'impression des présentoirs en carton ondulé comprennent principalement l'offset, l'impression numérique, la flexographie et la sérigraphie. L'offset offre une qualité photographique optimale pour la production en série, l'impression numérique excelle dans le prototypage rapide, la flexographie gère efficacement les graphismes vectoriels simples et la sérigraphie propose des finitions tactiles avec vernis sélectif UV.

Le véritable test de ces méthodes ne réside pas dans leur apparence à l'écran, mais dans leurs performances lors de la découpe mécanique.
Gestion des tolérances de lithographie-lamination
Les campagnes de vente au détail standard s'appuient souvent sur la lithographie car elle offre la meilleure qualité photographique sur les matériaux ondulés1.La plupart des concepteurs exportent simplement leurs fichiers graphiques plats en utilisant les paramètres de fond perdu commerciaux standard, en supposant que la presse gérera parfaitement le reste.
Je sais que vous êtes un peu perdu devant cette structure en carton, car 80 % de mes clients définissent leurs marges perdues à 3,17 mm (0,125 pouce) du premier coup. Le problème, c'est que la lithographie-lamination (le collage de feuilles de couverture sur des panneaux épais de type cannelure B)entraîne inévitablement un décalage mécanique lors du montage à grande vitesse².J'ai vu des vendeurs déballer des présentoirs où les bords bruts du carton brun étaient visibles, les obligeant à utiliser du ruban adhésif transparent disgracieux pour masquer les angles. Dans mon atelier, nous appliquons une marge perdue stricte de 12,7 mm (0,5 pouce) afin de garantir que le visuel imprimé recouvre parfaitement chaque bord exposé, éliminant ainsi les retouches manuelles et préservant l'image de votre marque en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de fonds perdus d'impression de 3 mm | Respect des lignes de purge de 12,7 mm3 | Empêche les bavures de bord brut |
| En supposant un montage parfait | Changement de vitesse mécanique adapté4 | Assure des angles sans jointure |
| Laisser le prépresse recadrer automatiquement | Extension manuelle de l'arrière-plan artistique | Empêche les réparations de ruban adhésif disgracieuses |
Je refuse qu'un millimètre de décalage gâche un visuel de qualité. L'élargissement du fond perdu constitue une sécurité technique contre le décalage de la lamination, garantissant ainsi une campagne impeccable.
🛠️ Le bureau d'Harvey : Vous n'êtes pas sûr que votre illustration soit bien à l'intérieur du fond perdu ? 👉 Envoyez-moi votre gabarit à plat ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Combien existe-t-il de méthodes d'impression ?
L'évaluation de votre calendrier est tout aussi cruciale que le choix de vos couleurs. Certaines presses ne peuvent tout simplement pas produire assez rapidement pour des lancements urgents en magasin.
Il existe quatre principales méthodes d'impression pour la fabrication de présentoirs de vente au détail : l'offset, l'impression numérique, la flexographie et la sérigraphie. Chacune est adaptée à des échelles de production et des contraintes matérielles spécifiques, la technologie numérique étant de plus en plus utilisée pour le prototypage rapide et les campagnes de courte durée, permettant de s'affranchir presque totalement des outillages traditionnels coûteux.

Lorsque la fabrication traditionnelle d'assiettes bloque votre lancement, les alternatives numériques permettent de maintenir la chaîne d'approvisionnement en mouvement.
Accélérer la mise sur le marché grâce aux tables numériques
Lors du lancement de promotions saisonnières de courte durée, les marques se demandent souvent quelle presse pourra respecter leurs délais serrés. Le recours aux méthodes traditionnelles implique la fabrication de plaques personnalisées⁵,ce qui allonge considérablement le délai de prépresse avant même qu'une seule feuille de papier ne soit imprimée.
Même les designers les plus expérimentés négligent souvent cet aspect lors de la planification de leurs projets pilotes. Un tirage massif n'est pas toujours nécessaire pour un test dans 50 points de vente. J'utilise régulièrement des tables de découpe numérique CNC (Commande Numérique par Calculateur) et des traceurs à jet d'encre pour le prototypage rapide, sans impression de plaques. Le bourdonnement caractéristique de l'aspiration du vide de la table Kongsberg qui maintient le panneau est synonyme de rapidité ; elle nous permet de produire immédiatement un échantillon blanc de 24 heures ou un tirage couleur en petite série. En s'affranchissant de l'étape de fabrication des plaques, on réduit considérablement le temps de préparation, offrant ainsi aux acheteurs un prototype physique, entièrement imprimé, à présenter aux détaillants avant de s'engager sur les budgets de production en série.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Des semaines d'attente pour les assiettes | Utilisation de traceurs à jet d'encre CNC | Réduit le temps de prépresse de 70 % |
| Présentation avec rendus 3D | Fournir des prototypes physiques | Accélère l'approbation des détaillants |
| Achat d'outillage pour 50 unités | Production numérique en petites séries | Élimine les coûts des plaques encastrées |
Je m'appuie sur les systèmes numériques pour éliminer les goulots d'étranglement en prépresse, notamment lors des échéances urgentes. Le prototypage rapide permet de présenter une épreuve physique lors des réunions avec les acheteurs, et non une simple image de synthèse.
🛠️ Le bureau de Harvey : Besoin d'un prototype physique avant votre prochain rendez-vous client ? 👉 Demandez un échantillon numérique ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Comment appelle-t-on la méthode d'impression qui consiste à graver la surface d'un matériau afin d'y imprimer une image ?
La rapidité est idéale pour l'échantillonnage, mais les séries de sculptures massives exigent un impact important. C'est là que la sculpture en relief physique prend tout son sens.
La flexographie est une méthode d'impression qui consiste à graver la surface d'un matériau. Elle utilise des plaques en relief souples en photopolymère enroulées autour de cylindres rotatifs pour transférer l'encre sur des supports poreux comme le carton ondulé. Ce procédé à grande vitesse est très rentable pour les tirages en grand volume avec des aplats de couleur et une typographie simple.

Cette technique reposant sur le contact physique, l'état des plaques sculptées est déterminant.
La réalité des plaques flexographiques en relief
La flexographie fonctionne comme un tampon encreur géant à grande vitesse, ce qui en fait la norme du secteur pour l'impression directe sur carton ondulé. Puisqu'elle repose sur une surface en relief pour le transfert d'encre, la qualité des outils de base détermine la visibilité finale en magasin.
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées : elles pensent qu'un investissement unique dans l'outillage garantit des plaques polymères permanentes et indestructibles pour des années de réapprovisionnement. Stockées dans des entrepôts non climatisés, ces plaques absorbent l'humidité ambiante et se déforment.J'ai déjà entendu le bruit collant et déchiré de plaques dégradées se détachant irrégulièrement du cylindre de la presse, laissant un logo flou et illisible sur votre carton principal. Pour éviter cela, j'impose un protocole d'« outillage neuf », avec la création de NOUVELLES plaques d'impression pour chaque lot afin de garantir une précision absolue et d'assurer une numérisation parfaite de vos présentoirs en vrac au quai de réception.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réutiliser des assiettes de 2 ans | Obligation d'outillage neuf | Garantit des scans de codes-barres nets |
| En négligeant l'humidité de l'entrepôt | Gestion du stockage des polymères | Empêche les impressions de logo boueuses |
| À la recherche de frais de réapprovisionnement avantageux | Investir dans des plaques à relief net | Préserve la densité des couleurs de la marque |
Je ne prends jamais le risque de relancer une production importante avec des plaques polymères vieillissantes. La fabrication d'outillage neuf pour chaque tirage garantit une première impression impeccable de votre marque sur chaque boîte.
🛠️ Le bureau d'Harvey : Vos commandes de réimpression vous semblent-elles un peu fades ou ternes ? 👉 Auditez vos plaques d'impression ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Comment appelle-t-on une méthode d'impression qui utilise des surfaces rugueuses ?
Une fois les éléments graphiques de base mis en place, les marques haut de gamme cherchent souvent des moyens d'attirer l'attention du consommateur grâce à la texture.
La sérigraphie est une méthode d'impression utilisant des surfaces rugueuses. Cette technique consiste à faire passer l'encre à travers un pochoir en maille tissée, ce qui la rend idéale pour appliquer des revêtements épais et spéciaux, comme un vernis UV sélectif à haute viscosité, sur des zones ciblées d'un présentoir de vente au détail, créant ainsi des contrastes tactiles haut de gamme sur les laminations mates.

Cependant, l'application de liquides épais à travers un tamis nécessite un contrôle mathématique précis pour éviter une finition bâclée.
Contrôle de la viscosité et de l'enregistrement du maillage
La sérigraphie n'est généralement pas utilisée pour l'impression de graphismes photographiques en couleurdans la fabrication moderne de carton ondulé. Elle constitue en revanche la méthode de prédilection pour l'application de finitions spéciales épaisses,telles que les accents sélectifs brillants qui font ressortir les logos sur un fond sombre sous un éclairage commercial intense.
Je constate que de nombreuses équipes marketing demandent des finitions UV sélectives précises sur des textes minuscules, partant du principe que le vernis épais s'harmonisera parfaitement avec l'impression offset sous-jacente. Or, la sérigraphie utilise des vernis épais et visqueux appliqués à travers un pochoir . La nature collante et irrégulière de ce liquide fait qu'il s'étale légèrement au contact du support, provoquant un décalage de repérage qui rend votre logo flou. Pour pallier ce problème, j'intègre une tolérance de 0,5 mm (0,02 pouce) dans les fichiers de prépresse, compensant ainsi mathématiquement l'étalement du vernis et évitant les refus coûteux pour des raisons esthétiques de la part des distributeurs de cosmétiques haut de gamme .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de superpositions UV précises | Ajout de marges de piège de 0,5 mm11 | Élimine le flou du logo |
| En négligeant la viscosité du fluide | Ingénierie pour l'étalement des liquides12 | Maintient le texte parfaitement net |
| Application d'un vernis sélectif sur des caractères de très petite taille | Limiter le brillant aux grands blocs13 | Prévient les saignements visuels |
J'envisage le revêtement sélectif comme un défi d'ingénierie, et non comme une simple exigence de conception. L'intégration de tolérances de piégeage strictes dans vos couches de treillis vous évite des défauts d'alignement embarrassants.
🛠️ Le bureau d'Harvey : Marre des logos brillants qui débordent sans arrêt ? 👉 Faites vérifier votre système de piégeage UV ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelle est la méthode d'impression la plus courante ?
Si les revêtements spéciaux ajoutent une touche d'élégance, le gros du travail pour les environnements de vente au détail haut de gamme est presque toujours assuré par un procédé hybride spécifique.
La méthode d'impression la plus courante pour les présentoirs haut de gamme en magasin est la lithographie-lamination. Ce procédé consiste à imprimer des graphismes haute résolution sur de fines feuilles de papier à l'aide d'une presse offset, lesquelles sont ensuite collées de façon permanente sur un support rigide en carton ondulé. Cette approche hybride allie la vivacité des couleurs à une grande robustesse.

Le résultat visuel est époustouflant, mais la chimie impliquée dans le collage du papier au carton est extrêmement instable.
Gestion de l'humidité pendant la lithographie
La lithographie est incontestablement la technique de merchandising de référence pour les boutiques de luxe,car elle permet d'obtenir des visuels exceptionnels, dignes des plus grands magazines. Cependant, l'association d'une feuille fine et magnifiquement imprimée avec un carton structurel épais et brut implique des réactions chimiquesvolatiles.
Les clients pensent souvent qu'un panneau rigide recouvert d'une feuille de haute qualité est parfaitement plat dès la sortie de la machine. Le danger réside dans la colle PVA (acétate de polyvinyle) à base d'eau utilisée pour les fixer. Je sens littéralement l'odeur de cette colle PVA humide qui durcit dans l'air de l'usine ; en séchant, elle se rétracte violemment, créant une tension superficielle immense qui provoque une déformation du panneau d'affichage, comme une chips. J'ai donc mis au point un protocole de séchage rigoureux : les panneaux humides sont empilés sous une pression exacte pendant 24 heures, ce qui garantit un assemblage sans déformation importante et un positionnement parfaitement plat sur l' étagère.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Couper immédiatement après la colle | Application d'une cure de poids de 24 heures16 | Arrête le panneau de chips de pommes de terre |
| Négliger le retrait du PVA17 | Utilisation de cartes duplex équilibrées18 | Maintient les parois latérales parfaitement droites |
| Accélérer le calendrier de prépresse | Laisser sécher l'adhésif correctement | Empêche les pentes de étagères irrégulières |
Je refuse que le retrait chimique compromette un graphisme impeccable. Un processus de séchage sous pression stabilise les fibres, garantissant ainsi la parfaite verticalité de vos panneaux latéraux imposants.
🛠️ Le bureau de Harvey : Vos grands panneaux d’affichage au sol se courbent-ils ou penchent-ils constamment vers l’avant ? 👉 Examinez votre processus de plastification ↗ — Téléchargez en toute sécurité. Ma boîte de réception reste ouverte si vous avez des questions.
Combien existe-t-il de types de technologies d'impression ?
Vous pouvez choisir parmi de nombreuses technologies, mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que le pigment se dépose sur le papier.
Il existe plusieurs technologies d'impression pour l'emballage, notamment l'offset, le numérique, la flexographie et la sérigraphie. La maîtrise de ces différentes technologies exige un étalonnage prépresse rigoureux, garantissant que les fichiers numériques se traduisent fidèlement par une couverture d'encre physique homogène sur divers supports en carton ondulé et dans des environnements de fabrication variables.

Obtenir un rendu correct des couleurs sur un écran de bureau est facile, mais voici la dure réalité lorsqu'on expédie 500 unités à un détaillant national…
Les dangers de l'étalonnage subjectif des couleurs
Dans mon atelier, je vois régulièrement des marques valider des visuels en se basant uniquement sur l'apparence d'un PDF affiché sur leurs écrans de bureau. Elles supposent que les couleurs RVB numériques seront parfaitement reproduites sur différentes presses commerciales<sup>19</sup>, ignorant les limitations physiques de l'absorption de l'encre par le papier<sup>20.
Il ne s'agit pas que de théorie : je le constate en test, lorsqu'un client se plaint que son bleu emblématique est complètement différent sur l'en-tête en carton ondulé et sur son emballage pliant. Le piège ? Utiliser des photos prises avec un smartphone ou des écrans non calibrés pour vérifier les échantillons de production. Lorsque je mesure l'encre sèche à l'aide d'un spectrophotomètre sous un éclairage standardisé D50, la réalité mathématique révèle un important décalage de couleur de 4,6 Delta-E, dû à l'absorption inégale du pigment par le support de test poreux 32ECT (Edge Crush Test) . En appliquant rigoureusement la méthode de calibration des couleurs « G7 Master » et en remplaçant les estimations visuelles par des données spectrophotométriques précises, j'élimine ces écarts et garantis une identité de marque parfaitement cohérente dans tous les rayons.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Approbation via smartphone | Utilisation de lumières normalisées D5023 | Garantie d'une correspondance exacte avec la marque |
| Négliger la porosité du papier | Application des profils maîtres G724 | Élimine les tons délavés |
| Juger les couleurs optiquement | Mesure au spectrophotomètre25 | Empêche les rejets des présentoirs des détaillants |
Je ne laisse ni l'éclairage ambiant ni les opinions subjectives influencer la précision des couleurs. L'utilisation de mesures mathématiques des couleurs garantit que l'image de votre marque perdure lors du passage de l'écran au produit en rayon.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui néglige la chimie instable de la lithographie-lamination, mais lorsque cet adhésif PVA à base d'eau provoque une déformation importante d'un panneau latéral de 152 cm (60 pouces), le frottement qui en résulte ralentit la chaîne de montage d'environ 30 % et entraîne des refus immédiats de la part des détaillants. Voici la fiche technique exacte utilisée par mes 10 principaux clients détaillants pour garantir zéro défaut d'impression. Ne vous laissez plus guider par vos suppositions concernant les tolérances de prépresse : laissez-moi analyser vos fichiers grâce à mon audit de découpe gratuit ↗ afin de détecter les erreurs critiques avant la production.
« Quel est le meilleur procédé d'impression pour les emballages en carton ondulé ? », https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging. [Un manuel technique de l'industrie de l'imprimerie comparerait le gain de point et la résolution de la lithographie offset à ceux de la flexographie et de l'impression numérique afin de vérifier sa supériorité en matière de rendu photographique sur les supports en carton ondulé]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Appuie : l'affirmation selon laquelle la lithographie offre la plus haute fidélité d'image. Note sur la portée : limité aux applications sur carton ondulé .
« Taille du marché, tendances et prévisions du marché des emballages lithographiés-laminés, 2035 », https://www.gminsights.com/industry-analysis/litho-laminated-packaging-market. [Les manuels techniques relatifs aux emballages en carton ondulé et aux procédés de lithographie-laminage documentent les limites de précision et les mouvements mécaniques survenant lors du montage des feuilles imprimées sur les cartons cannelés]. Rôle de la preuve : Vérification technique ; type de source : Manuel industriel/Guide technique. Justifie : La nécessité de marges de fond perdu plus importantes en raison des décalages de montage. Remarque : Les tolérances de décalage peuvent varier en fonction de la précision de la machine .
« Comment lire les traits de découpe ? – PLV personnalisée en carton et en carton ondulé… », https://popdisplay.me/how-to-read-dielines%EF%BC%9F/. [Les spécifications techniques de l’industrie pour la prépresse lithographique exigent généralement des fonds perdus plus importants, tels que 12,7 mm (0,5 pouce), afin de compenser le décalage de repérage lors du montage]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Supports : largeur de fond perdu nécessaire pour la lithographie. Remarque : les tolérances peuvent varier selon le fabricant.] ↩
« Comprendre l’emballage lithographié-laminé », https://pmpackaging.com/blog/understanding-litho-laminated-packaging. [Les guides techniques sur le montage en carton ondulé expliquent comment un décalage mécanique se produit lors du processus de lamination, ce qui nécessite des marges de conception pour éviter les bords bruts]. Rôle de la preuve : principe technique ; type de source : guide d’ingénierie. Appuie : l’exigence de marges de tolérance dans les fichiers graphiques. Note de portée : applicable aux machines de montage à grande vitesse.] ↩
« Flexographie – Wikipédia », https://en.wikipedia.org/wiki/Flexography. [Les normes industrielles pour l’impression offset et flexographique décrivent la nécessité de créer des plaques physiques pour transférer l’encre sur le support]. Rôle de la preuve : Vérification technique ; type de source : Manuel de l’industrie de l’imprimerie. Appuie : L’exigence d’outillage dans les méthodes traditionnelles. Note de portée : Concerne spécifiquement les systèmes de presse analogiques/traditionnels .
« Stockage et nettoyage appropriés des plaques photopolymères liquides », https://andersonvreeland.com/cleaning-liquid-photopolymer-plates/. [Un manuel technique sur les plaques d'impression photopolymères détaillerait la réaction des matériaux hygroscopiques à l'humidité, entraînant une instabilité dimensionnelle. Rôle de la preuve : vérification technique ; type de source : spécification technique. Sujet : sensibilité environnementale des plaques en relief. Note de portée : spécifiquement concernant les photopolymères flexibles.] ↩
« Impression sur carton ondulé : quand l'ingénierie rencontre le branding – LinkedIn », https://www.linkedin.com/posts/namanpatel25_corrugated-packagingengineering-printing-activity-7386012826366005248-Z2mh. [Une source faisant autorité en impression industrielle confirmerait que la flexographie ou l'impression numérique est préférable à la sérigraphie pour les images photographiques haute résolution sur carton ondulé, en raison des possibilités de tramage]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Points abordés : limitations de la sérigraphie pour les photos. Note de portée : spécifique à la fabrication moderne de carton ondulé .
« Impression UV vs Sérigraphie : Guide de la méthode appropriée », https://packagemanufacturer.com/uv-printing-vs-screen-printing/. [La documentation technique sur les procédés d'impression confirme que la sérigraphie offre une épaisseur de dépôt d'encre nettement supérieure à celle de l'offset ou de la flexographie, ce qui en fait la norme pour les revêtements tactiles spéciaux]. Rôle de la preuve : validation technique ; type de source : manuel d'impression. Arguments : efficacité de la sérigraphie pour les finitions épaisses. Note de portée : concerne les effets tactiles spéciaux .
« TU785 FDSS Vernis de Remontage 5K | Produits/Solutions – Artience », https://www.artiencegroup.com/en/products/screen/tu785-fdss-5k.html. [Un manuel d'impression de référence confirmerait que la sérigraphie utilise des encres et des vernis à haute viscosité appliqués à travers un pochoir en maille tissée. Preuve : définition technique ; type de source : manuel professionnel. Appuie : la nature mécanique de la sérigraphie. Note sur le champ d'application : s'applique aux applications de vernis UV sélectif et de revêtement épais.] ↩
« Guide d'impression UV sélectif : Revêtements et finitions pour emballages – Gentlelever », https://gentlever.com/spot-uv-for-custom-packaging/. [Les normes industrielles relatives au piégeage prépresse en sérigraphie permettraient de vérifier la mesure courante utilisée pour compenser la diffusion de l'encre et le décalage de repérage. Preuve : spécification technique ; source : manuel prépresse. Éléments pris en compte : la valeur spécifique utilisée pour la compensation mathématique. Remarque : les tolérances peuvent varier en fonction de la tension de la maille et du type d'encre.] ↩
« Dimensions de la zone de décalage (norme industrielle) – PrintPlanet.com », https://printplanet.com/threads/offset-trap-size-industry-standard.3631/ . [Un manuel technique d'impression permettrait de vérifier si 0,5 mm est une dimension standard de marge de décalage pour compenser les erreurs de repérage]. Type de preuve : spécification technique ; type de source : manuel industriel. Appui : utilisation de marges spécifiques pour éliminer le décalage du logo. Remarque concernant la portée : spécifique à l'impression par superposition UV.
« Pourquoi le contrôle de la viscosité est important en impression flexographique – InkSpec », https://www.inkspec.com/viscometers-in-printing-applications/ . [La littérature sur la rhéologie des encres explique comment l’ajustement de la viscosité empêche les bavures et permet de conserver une netteté optimale des contours du texte]. Niveau de preuve : principe scientifique ; type de source : manuel technique. Affirmation : relation entre la maîtrise de la viscosité et la clarté du texte. Précision : s’applique aux méthodes d’impression à base de fluides.
« Les limites du vernis sélectif UV – PrintPlanet.com », https://printplanet.com/threads/the-limits-of-spot-uv.284838/ . [Les spécifications d'impression pour les vernis sélectifs UV détaillent la surface minimale requise pour éviter que le vernis ne bave sur les zones adjacentes]. Rôle de la preuve : contrainte technique ; type de source : guide de l'imprimeur. Justifie : la prévention des bavures visuelles en évitant le brillant des petits caractères. Remarque sur la portée : spécifique aux applications de vernis sélectif.
« Comprendre l’emballage lithographié », https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Une analyse sectorielle ou un guide sur l’emballage pour la vente au détail confirmerait que la lithographie est la principale méthode utilisée pour les présentoirs des clubs-entrepôts haut de gamme]. Preuve : prévalence sur le marché ; type de source : rapport sectoriel. Arguments : prédominance de la lithographie dans certains secteurs de la vente au détail. Précision : limité aux clubs-entrepôts haut de gamme .
« Guide pratique sur le contrecollage lithographique pour l'impression d'emballages », https://gleepackaging.com/litho-lamination-for-packaging-printing/. [La documentation technique sur les matériaux expliquerait les interactions chimiques spécifiques entre les encres d'impression, les adhésifs et le support en carton ondulé brut]. Rôle de la preuve : mécanisme technique ; type de source : article scientifique sur les matériaux. Arguments : la complexité chimique du processus de collage. Note sur la portée : se concentre sur la volatilité de l'adhésif et du support .
« Déformation excessive des pièces pendant le durcissement – Form 3L – Forum Formlabs », https://forum.formlabs.com/t/excessive-part-warpage-during-curing/35670 . [Les guides techniques de fabrication pour la lithographie-lamination précisent le temps de durcissement minimal et l’application de poids pour éviter la déformation des panneaux]. Preuve : spécification technique ; type de source : manuel de fabrication industriel. Appuie : l’affirmation selon laquelle un durcissement de 24 heures empêche l’écaillage. Note de portée : Applicable à la lithographie par collage à base d’eau.
« Retrait du PVA au fil des ans | Forum de menuiserie LumberJocks », https://www.lumberjocks.com/threads/pva-shrinkage-over-years.55132/ . [Les données chimiques sur les adhésifs à base d'acétate de polyvinyle (PVA) confirment qu'un retrait se produit pendant le séchage, pouvant entraîner une déformation du support]. Rôle de la preuve : principe scientifique ; type de source : guide des propriétés chimiques. Appuie : le lien entre le retrait du PVA et le gauchissement structurel. Note de portée : Propriété générale des colles PVA.
« Carton duplex vs carton pour boîtes pliantes : comparaison approfondie », https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Les spécifications des matériaux des cartons duplex expliquent comment une structure équilibrée compense les contraintes de traction dues au retrait de l'adhésif]. Rôle de la preuve : vérification des propriétés des matériaux ; type de source : fiche technique. Appui : l'utilisation de cartons équilibrés pour garantir la rectitude des parois latérales. Note sur la portée : se concentre sur la symétrie du support .
« CMJN vs RVB : Guide d’achat des systèmes de couleurs pour l’impression commerciale », https://www.conquestgraphics.com/blog/conquest-graphics/2019/05/14/cmyk-vs-rgb-the-commercial-print-buyers-guide-to-color-systems?srsltid=AfmBOool9k_ndzXA7YRYSkToA47MMzLxafuSvpdzI5xlf0WY5d7mYP96. [Les manuels techniques de gestion des couleurs expliquent les différences de gamme entre les procédés d’impression additifs et soustractifs RVB, démontrant ainsi que la conversion nécessite un étalonnage]. Rôle de la preuve : Validation technique ; type de source : Manuel de colorimétrie. Sujet : L’écart entre l’affichage à l’écran et le rendu imprimé. Note de portée : Principes généraux d’impression .
« Effet des conditions de fabrication du papier sur l’absorption d’encre et la surimpression… », https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/ . [Des sources faisant autorité sur les supports d’impression décrivent comment la porosité du papier et les taux d’absorption d’encre affectent la saturation et la régularité des couleurs]. Rôle de la preuve : Validation technique ; type de source : Manuel de l’industrie de l’ imprimerie. Sujet : L’impact de la nature du support sur le résultat final. Remarque sur la portée : Spécifique aux supports non couchés ou poreux.
« Comment mesure-t-on la couleur ? Calcul du Delta E | ALPOLIC® », https://alpolic-americas.com/blog/how-is-color-measured-calculating-delta-e/. [La documentation technique sur l’emballage explique comment la porosité des supports de test, classée selon leur indice ECT, influence la pénétration de l’encre et provoque des variations colorimétriques mesurables. Preuve : spécification technique ; source : manuel de sciences de l’emballage. Sujet : impact de la porosité du substrat sur la constance des couleurs. Précision : étude axée sur les matériaux ondulés.] ↩
« Impression calibrée G7+ : définition et différences avec la norme G7 », https://www.inxinternational.com/blog/color-management/g7-calibrated-printing. [Norme industrielle de référence d’Idealliance définissant la certification G7 Master et la méthodologie basée sur les niveaux de gris utilisée pour garantir la cohérence visuelle des couleurs sur divers supports. Rôle de la preuve : norme technique ; type de source : organisme de certification industriel. Preuve : efficacité de la norme G7 pour éliminer les écarts visuels. Remarque : spécifique aux normes Idealliance. ]
« Chaos des couleurs en cabine d'éclairage : pourquoi D50 est l'illuminant de référence pour vos emballages… », https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Une norme industrielle reconnue définirait D50 comme l'illuminant standard pour les arts graphiques et l'épreuvage afin de garantir la cohérence des couleurs]. Type de preuve : spécification technique ; type de source : norme industrielle. Appui : Utilisation de D50 pour l'harmonisation des marques. Remarque sur la portée : S'applique spécifiquement aux environnements d'inspection visuelle des couleurs .
« Comprendre la certification et les qualifications G7® – Fujifilm », https://print-us.fujifilm.com/news-updates/understanding-g7/. [La documentation technique sur la méthodologie G7 explique comment l’étalonnage basé sur les niveaux de gris garantit un rendu visuel homogène sur différents types de papier et de porosité]. Rôle de la preuve : spécification technique ; type de source : norme de certification industrielle. Utilisation : des profils G7 pour éliminer les tons délavés. Note sur la portée : ce document porte sur la cohérence visuelle sur divers supports d’impression .
« Choisir l’instrument adapté pour une évaluation précise des couleurs | X-Rite », https://www.xrite.com/blog/choosing-the-right-color-measurement-instrument. [La littérature scientifique sur la colorimétrie explique comment les spectrophotomètres mesurent la réflectance spectrale pour fournir une valeur numérique objective de la couleur, éliminant ainsi les biais subjectifs humains]. Rôle de la preuve : méthodologie technique ; type de source : manuel d’utilisation d’un instrument scientifique. Appui : Utilisation de spectrophotomètres pour éviter les rejets d’affichage. Remarque : Nécessite un matériel calibré pour une précision optimale .



