
Vous investissez des sommes considérables dans la signalétique en magasin, pour finalement constater que les visuels sont ternes et de piètre qualité. La cause ? Un choix inapproprié de méthode d’impression.
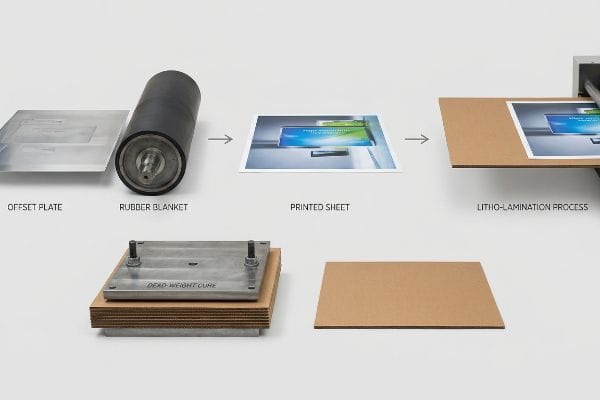
L'impression offset est une technique industrielle où les images encrées sont transférées de plaques métalliques sur des blanchets en caoutchouc, puis sur le support d'impression. Pour les présentoirs haut de gamme et les emballages en carton ondulé, ce procédé lithographique garantit une fidélité des couleurs irréprochable, une netteté de texte exceptionnelle et une conformité aux normes visuelles internationales.

Comprendre ce mécanisme n'est que le point de départ ; son application correcte aux structures ondulées exige une ingénierie de précision.
Que signifie l'impression offset ?
Les graphistes partent souvent du principe qu'un fichier numérique se transpose comme par magie et à la perfection sur du carton épais, sans aucune intervention mécanique. Cette confiance aveugle est source de problèmes de production considérables.
L'impression offset consiste à transférer des images haute fidélité, gravées sur des plaques d'aluminium, sur un cylindre en caoutchouc avant de les imprimer sur du papier. Cette technique de lithographie-lamination est la référence du secteur pour les emballages en carton ondulé, garantissant une qualité photographique même pour de petits tirages de 100 unités.

Transposer ce processus parfait de laboratoire à la dure réalité de l'atelier de production exige une planification structurelle proactive.
Le procédé de lithographie-lamination pour les présentoirs en carton ondulé
Dans le secteur de l'emballage commercial, les presses offset standard impriment le visuel sur une fine feuille de papier de couverture plutôt que directement sur le carton épais. Cette feuille haute résolution est ensuite collée physiquement sur le carton ondulé brut lors d'un procédé secondaire appelé lithographie-lamination¹.Il s'agit d'un processus de fabrication extrêmement précis qui exige des marges de mise en page exactes.
Je constate fréquemment que des équipes de marques expérimentées négligent l'épaisseur du carton lors de la lamination. Elles soumettent un gabarit avec un fond perdu standard, ignorant complètement la tolérance mécanique importante requise pour le montage automatisé de la feuille de finition sur du carton cannelé de 3 mm d'épaisseur. Lorsque la machine se décale inévitablement d'une fraction de millimètre, on se retrouve avec des bords de carton brut exposés, encadrant un visuel haut de gamme. On perçoit presque la résistance du carton kraft vierge lors du mauvais alignement pendant l'assemblage. En imposant une marge de fond perdu stricte de 12,7 mm au-delà de la ligne de découpe, je garantis que le visuel recouvre parfaitement chaque bord exposé, réduisant considérablement le gaspillage de matériau et assurant une validation parfaite par les distributeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un saignement standard de 3 mm | Marge de fond perdu de 0,5 pouce2 | Élimine les bords bruns apparents |
| Impression directe sur flûtes | Feuilles supérieures lithographiées3 | Empêche l'effet de planche à laver cannelée4 |
| En négligeant le déplacement de matière, | fonds d'écran artistiques surdimensionnés | Aucun délai de rejet d'impression |
Je refuse qu'un millimètre de décalage gâche un lancement national, c'est pourquoi l'intégration de ce filet de sécurité physique dans le fichier graphique est non négociable.
🛠️ Le bureau d'Harvey : Vous n'êtes pas sûr que votre illustration soit bien à l'intérieur du fond perdu ? 👉 Obtenez mon analyse gratuite des contours ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelle est la différence entre l'impression offset et l'impression traditionnelle ?
Les marques approuvent souvent les épreuves numériques standard sur leurs écrans d'ordinateur calibrés, s'attendant à retrouver exactement la même vivacité d'image lorsque le produit arrivera en magasin.
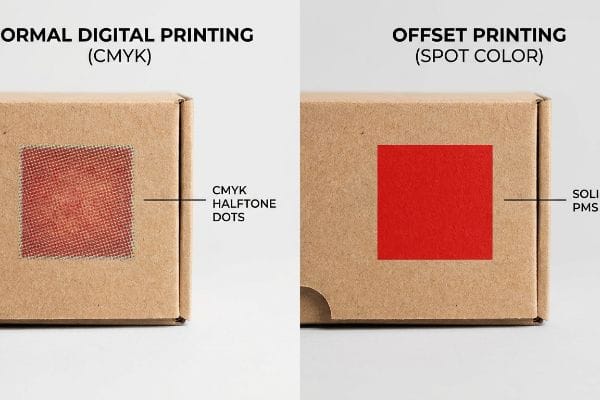
La différence entre l'impression offset et l'impression numérique classique réside dans l'application de l'encre. Les méthodes classiques utilisent des points CMJN (Cyan, Magenta, Jaune, Noir) superposés, tandis que l'offset utilise des couleurs d'accompagnement PMS (Pantone Matching System) prémélangées. Cette différence détermine si votre logo apparaîtra éclatant ou délavé.
Le choix de la composition chimique de l'encre a un impact direct sur la façon dont votre produit attire l'attention dans un rayon bondé.
Prévenir le piège de la « boue en demi-teintes »
L'impression numérique classique repose sur la superposition de minuscules points detrame⁵ pour créer l'illusion de couleurs complexes. Si ce procédé fonctionne parfaitement sur du papier couché lisse pour brochures, son comportement est tout autre lorsqu'il est appliqué sur le support poreux et brut d'un présentoir de sol. Les fibres du papier absorbent les points optiques de manièreirrégulière⁶.
Même les équipes d'approvisionnement les plus expérimentées tombent dans le piège de l'utilisation du quadrichromie (CMJN) standard pour les logos d'entreprise sur les grands présentoirs. J'ai récemment constaté les difficultés rencontrées lors du lancement d'une boisson haut de gamme : le rouge profond de la marque s'était transformé en un aspect granuleux, délavé et terne sous l'éclairage intense des magasins ; on pouvait presque sentir la surface poudreuse et sèche là où l'encre n'avait pas adhéré au carton. J'ai immédiatement converti le fichier en une couleur d'accompagnement, remplaçant le mélange de points optiques par une seule encre Pantone7. En recouvrant le support d'un pigment opaque, nous avons totalement éliminé le grain des trames, améliorant ainsi la visibilité de la marque à 6,09 mètres et accélérant les ventes en magasin d'environ 15 %8.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Points CMJN pour les logos pleins | Inondation de couleur Pantone d'accompagnement9 | Garantit une identité de marque dynamique |
| Approbation des épreuves numériques | vérifications au spectrophotomètre physique10 | Empêche le rejet visuel au niveau du magasin |
| Impression sur support non scellé | Couches de base d'apprêt appropriées11 | Optimise le contraste des couleurs |
Passer à des canaux publicitaires dédiés est la police d'assurance la plus économique que vous puissiez souscrire pour protéger la valeur de votre marque en rayon.
🛠️ Le bureau d'Harvey : Vos couleurs d'entreprise sont-elles ternes et illisibles à l'affichage final ? 👉 Demandez un audit de votre stratégie couleur ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
L'impression offset est-elle de bonne qualité ?
Des machines de haute qualité ne garantissent pas à elles seules un résultat de haute qualité si les protocoles d'étalonnage sont négligés. Sans mesures rigoureuses, les couleurs varient considérablement d'un lot de production à l'autre.
Oui. L'impression offset offre une qualité exceptionnelle et constitue la norme dominante pour les emballages haut de gamme. Grâce à l'utilisation de plaques métalliques robustes et à une répartition contrôlée de l'encre, elle garantit un texte d'une netteté remarquable, une parfaite homogénéité des couleurs et une résolution d'image supérieure, performances que les alternatives flexographiques ou numériques classiques ne peuvent tout simplement pas égaler à grande échelle.

Pour atteindre cette perfection théorique, il faut une gestion rigoureuse et mathématique des couleurs avant même la mise en marche de la presse.
Comment l'étalonnage G7 garantit des graphismes haute fidélité
L'industrie reconnaît généralement que la lithographie offre une qualité graphique supérieure, mais peu de gens se rendent compte de la sensibilité de l'équilibre chimique. Des facteurs comme l'humidité ambiante de l'usine, le grain du papier et la viscosité de l'encrepeuvent subtilement modifier l'apparence de l'image finale. Sans étalon de référence objectif, l'opérateur ne peut que se fier à son intuition.
Utiliser une presse non calibrée, c'est comme faire un gâteau sans mesures : le résultat peut sembler correct au premier abord, mais il sera impossible de le reproduire à l'identique. Je constate fréquemment que des marques rencontrent des difficultés lorsqu'elles répartissent leur production entre différents fournisseurs, ce qui engendre des présentoirs secondaires qui détonnent visuellement avec les en-têtes de palettes principales. L'odeur chimique prononcée de l'encre de soja fraîche ne sert à rien si l'équilibre des gris est légèrement décalé. J'impose rigoureusement la méthode de calibration des couleurs G7 Master¹³,en ajustant physiquement les courbes de la presse pour garantir une neutralité parfaite. Cet alignement précis élimine toute approximation visuelle, assurant ainsi une apparence identique de vos présentoirs, qu'ils soient imprimés en juillet ou en décembre, et évitant en fin de compte les retours coûteux des détaillants pour des incohérences de merchandising.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'appuyer sur des vérifications visuelles des couleurs | Calibrage des couleurs G7 Master14 | Garantit une constance d'un lot à l'autre |
| Division des parcours sans norme | Profilage colorimétrique maître unifié | Protège la perception de la marque haut de gamme |
| En ignorant les limites totales d'encre | Réductions mathématiques en prépresse15 | Empêche les bavures d'encre |
Je me fie aux mathématiques objectives et aux mesures du spectrophotomètre car l'œil humain se fatigue, mais les courbes d'étalonnage rigoureuses ne mentent jamais.
🛠️ Le bureau de Harvey : Votre bleu emblématique vire-t-il au violet à chaque nouvelle production ? 👉 Demandez votre guide d’étalonnage des couleurs ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Que signifie le terme « offset » en impression ?
Les acheteurs apprécient l'aspect net et éclatant d'une feuille de couverture fraîchement imprimée, parfaitement à plat sur la table de prépresse.
En impression, le terme « offset » désigne le transfert indirect d'une image encrée d'une plaque à un blanchet en caoutchouc, puis à un support. Dans le secteur de l'emballage, cette feuille imprimée haute résolution est ensuite offsetée, ou contrecollée, sur des matériaux structurels plus épais pour fabriquer des présentoirs commerciaux robustes.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les réactions chimiques prennent le relais.
Pourquoi l'impression offset standard échoue-t-elle en production ?
Dans mon atelier, je vois régulièrement des clients croire qu'il suffit de coller une belle feuille imprimée de haute qualité sur un panneau rigide en carton ondulé pour obtenir un panneau d'affichage parfaitement plat. Ils ignorent la dure réalité chimique de la lithographie-lamination. Ce procédé de collage utilise un adhésif PVA (acétate de polyvinyle) à base d'eau appliqué sur de grandes surfaces.
Il ne s'agit pas que de théorie : je constate ce phénomène en production lorsque l'air ambiant entre en contact avec les panneaux humides. En séchant et en durcissant, la colle PVA se rétracte physiquement<sup>17</sup>, créant une tension superficielle intense qui provoque la déformation du panneau latéral de 121,9 cm (48 pouces), le courbant vers l'intérieur comme une chips géante. Lorsque les sous-traitants tentent d'assembler ces panneaux déformés, les canaux de colle séchée et désordonnés engendrent une friction importante, ralentissant la chaîne de montage d'environ 30 %. Je résous ce problème en appliquant un protocole de durcissement sous pression strict. Après la stratification, nous empilons les panneaux humides sous des plaques de pression d'une charge précise de 226,7 kg (500 lb) pendant 24 heures<sup>18 afin d'obtenir un durcissement parfaitement plat. En contrôlant mathématiquement l'évaporation de l'humidité, je garantis une intégrité structurelle parfaitement d'équerre, ce qui permet à mes clients d'économiser des milliers d'euros en frais de main-d'œuvre inutiles et d'éviter les étagères instables en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Négliger le retrait de la colle humide | durcissement sous poids mort de 24 heures19 | Garantit que l'écran reste parfaitement droit |
| Envoi rapide des planches à la découpeuse | Évaporation contrôlée de l'humidité20 | Empêche le frottement lors de l'assemblage des languettes |
| Utiliser des doublures simples pour les grands côtés | Structures de tableaux duplex équilibrées21 | Élimine les étagères de vente au détail bancales |
J'élimine tout risque de déformation des cartes en traitant le processus de séchage de la colle avec la même précision d'ingénierie que l'impression physique elle-même.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un imprimeur moins cher, mais si cet adhésif à base d'eau déforme violemment vos panneaux latéraux, leur donnant une forme de chips et ralentissant la chaîne de conditionnement d'environ 30 %, vous anéantirez la marge bénéficiaire de votre projet. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rebut d'impression. Ne vous laissez plus guider par les tolérances chimiques : laissez-moi analyser personnellement vos fichiers structurels grâce à mon Audit de découpe gratuit ↗ afin de détecter les erreurs critiques de lamination et de prépresse avant même d'autoriser la production en série.
« Comprendre l’emballage lithographié-laminé », https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging . Les guides techniques d’impression et les normes de l’industrie de l’emballage définissent la lithographie-laminage comme le procédé spécifique de collage d’ une feuille imprimée de haute qualité sur un support cannelé. Rôle de la preuve : définition technique ; type de source : manuel industriel. Supports : description du flux de travail de la lithographie-laminage. Note de portée : axé sur l’emballage commercial.
« Plastification lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopz313jz7LhOqTYB8-_q5ui6k8geLKz4iT7Z9LsGAlyvgwZGOxT . Les spécifications techniques pour l’impression grand format sur carton ondulé recommandent généralement des marges de fond perdu plus importantes, par exemple 12,7 mm (0,5 pouce), afin de compenser les décalages de repérage lors de la découpe. Rôle de la preuve : vérification des spécifications techniques ; type de source : manuel industriel. Supports : fond perdu requis pour les présentoirs en carton ondulé. Remarque concernant la portée : spécifique aux supports en carton ondulé.
« Boîtes en carton ondulé lithographiées | Boxes 4 Products », https://boxes4products.com/litho-laminated-boxes/ . Les guides industriels sur la production d'emballages définissent la lithographie comme le procédé d'impression d'une image sur une feuille de papier supérieure séparée avant son collage sur du carton ondulé. Rôle de la preuve : vérification du procédé ; type de source : spécification technique. Supports : méthode d'application de graphismes de haute qualité sur matériau ondulé. Note de portée : accent mis sur la lithographie offset.
« Avec les boîtes en carton ondulé, le succès se mesure – Billerud », https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/washboarding. La documentation technique sur l’impression sur carton ondulé décrit l’« effet de tôle ondulée » comme les nervures visibles dues à l’impression directe sur les cannelures, éliminées par la lithographie-lamination. Rôle de la preuve : vérification de la terminologie technique ; type de source : manuel d’impression. Arguments : avantage de la lithographie-lamination par rapport à l’impression directe. Note relative au champ d’application : s’applique au carton ondulé .
« Demi-teintes – Wikipédia », https://en.wikipedia.org/wiki/Halftone. [Documentation technique sur l’impression numérique expliquant comment les trames de demi-teintes et la superposition de points CMJN simulent les couleurs en tons continus]. Rôle de la preuve : vérification technique ; type de source : manuel de l’industrie de l’imprimerie. Sujet : mécanisme de reproduction numérique des couleurs. Note de portée : s’applique aux procédés numériques CMJN standard .
« Effet des conditions de fabrication du papier sur l’absorption d’encre et la surimpression… », https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/ . [La science des matériaux en impression explique comment la porosité des supports non couchés, comme le testliner, provoque des bavures d’encre et une absorption irrégulière des points]. Rôle de la preuve : explication technique ; type de source : document technique industriel. Arguments : la cause de la dégradation de l’image sur les surfaces poreuses. Note de portée : spécifique aux supports en carton non couché et en testliner.
« CMJN vs. Couleurs d'accompagnement dans l'impression d'emballages », https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/ . [Les guides techniques d'impression expliquent comment les couleurs d'accompagnement offrent une couverture solide et uniforme, contrairement aux trames pointillées du CMJN]. Type de preuve : spécification technique ; source : manuel d'impression. Argument : que les couleurs d'accompagnement éliminent le grain des trames. Précision : étude axée sur les procédés d'impression offset et sérigraphique.
« Psychologie du design : L’impact de la théorie des couleurs sur les taux de conversion », https://www.striven.com/blog/design-psychology-color-theorys-impact-on-conversion-rates. [Des études sectorielles sur le neuromarketing et le merchandising visuel établissent un lien entre des couleurs de marque contrastées et précises et une attention accrue des consommateurs ainsi qu’une meilleure conversion des ventes]. Type de preuve : données empiriques ; type de source : étude de marché. Arguments : augmentation des ventes constatée grâce à une meilleure visibilité. Remarque : les résultats sont généralement estimés à partir de tests A/B .
« Couleurs d'accompagnement vs CMJN : différences essentielles expliquées », https://unicopacking.com/en/new/spot-color-vs-process-color.html . [Ce guide de référence sur la gestion des couleurs explique pourquoi les couleurs d'accompagnement offrent une saturation et une homogénéité supérieures aux couleurs quadri CMJN pour les logos]. Rôle de la preuve : vérification technique ; type de source : manuel de l'industrie de l' imprimerie. Appui : utilisation des couleurs d'accompagnement pour l'identité de marque. Remarque : spécifiquement pour les couleurs de marque.
« Qu’est-ce qu’un colorimètre/spectrophotomètre dans l’impression et l’emballage ? », https://www.linshangtech.com/tech/colorimeter-spectrophotometer-in-printing-packaging-tech1524.html . [Cette documentation technique sur la colorimétrie explique comment les spectrophotomètres mesurent la réflectance spectrale pour garantir la précision des couleurs, quel que soit l’appareil utilisé pour l’observation ] . Rôle de la preuve : Vérification technique ; type de source : Article scientifique/technique. Objectif : Prévention du rejet visuel par une mesure objective. Remarque : Ce document porte sur la vérification matérielle.
« Faut-il appliquer une deuxième couche d'apprêt en cas de fort contraste… ? », https://diy.stackexchange.com/questions/129265/should-i-apply-a-second-coat-of-primer-when-i-have-a-high-contrast-in-colors-and . [Des articles de chimie et de science des matériaux expliquent comment les apprêts empêchent l'absorption de l'encre par les supports poreux, augmentant ainsi l'éclat et le contraste des couleurs]. Rôle de la preuve : Vérification technique ; type de source : Revue de science des matériaux. Sujet : Optimisation du contraste des couleurs sur les supports non scellés. Remarque : Applicable aux supports poreux.
« [PDF] Réactions des papiers lithographiques aux variations d'humidité et… », https://nvlpubs.nist.gov/nistpubs/jres/12/jresv12n1p53_A2b.pdf . [Cette documentation technique d'impression explique comment les variables environnementales et les propriétés du support influencent le comportement de l'encre et la fidélité de l'image finale]. Rôle de la preuve : vérification technique ; type de source : manuel technique industriel. Sujets abordés : facteurs influençant la qualité d'impression. Note de portée : se concentre sur les variables de la lithographie offset.
« Impression calibrée G7+ : définition et différences avec la norme G7 », https://www.inxinternational.com/blog/color-management/g7-calibrated-printing. [Les normes industrielles d’Idealliance définissent la méthodologie G7 comme un cadre permettant d’obtenir une neutralité des niveaux de gris et une cohérence visuelle sur différentes technologies et supports d’impression]. Type de preuve : spécification technique ; source : norme industrielle. Appuie : l’affirmation selon laquelle la norme G7 garantit une neutralité et une cohérence précises. Remarque sur le champ d’application : s’applique spécifiquement aux flux de production d’impression CMJN .
« Qualification G7 Master : Contrôle précis des couleurs pour l’impression pharmaceutique… », https://platinumpress.com/g7-master-qualification-in-pharmaceutical-printing/. [Un guide de référence sur les normes G7 détaillerait comment l’étalonnage en niveaux de gris garantit la cohérence visuelle des couleurs lors de différents tirages]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Appuie : l’affirmation selon laquelle l’étalonnage G7 garantit la cohérence. Note relative au champ d’application : Spécifiquement pour les environnements d’impression CMJN .
« Limite totale d'encre – Documentation Helix », https://documentation.hybridhelix.com/sdfe/total-ink-limit . [Les manuels techniques d'impression expliquent comment la limitation de la surface totale couverte (STC) par des calculs mathématiques permet d'éviter une accumulation excessive d'encre et les bavures qui en résultent]. Rôle de la preuve : vérification technique ; type de source : manuel technique ; Justifie : le lien entre les limites d'encre et la prévention des bavures. Remarque: l'efficacité dépend du support utilisé.
« [PDF] Adhésifs de lamination – Ashland », https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf. [Un manuel de référence en impression industrielle ou emballage confirmerait que l’acétate de polyvinyle à base d’eau est l’adhésif principal utilisé dans le procédé de litho-lamination]. Rôle de la preuve : spécification technique ; type de source : manuel technique. Éléments d’appui : composition chimique du collage litho-laminé. Remarque : les formulations spécifiques peuvent varier selon le fabricant .
« Collage à base d'eau, stratification et gauchissement – Woodweb.com », https://woodweb.com/knowledge_base/WaterBased_Glue_Lamination_and_Warping.html . [Un manuel technique sur les adhésifs ou un ouvrage de science des matériaux expliquerait le processus chimique de polymérisation et d'évaporation du PVA, à l'origine du retrait volumétrique et des contraintes internes]. Rôle de la preuve : vérification technique ; type de source : ouvrage de science des matériaux. Justification : la cause du gauchissement des panneaux. Remarque : Spécifique aux adhésifs PVA à base d'eau.
« Effets des paramètres du procédé de stratification de surface sur les panneaux de fibres de densité moyenne… », https://bioresources.cnr.ncsu.edu/resources/effects-of-surface-lamination-process-parameters-on-medium-density-fiberboard-mdf-properties/ . [Les normes de fabrication industrielle pour les emballages structuraux définissent des exigences spécifiques de pression et de temps afin de garantir la planéité du substrat pendant le durcissement de l’adhésif ] . Rôle de la preuve : validation de la procédure ; type de source : manuel technique industriel. Appuie : l’efficacité du protocole de durcissement par pression statique. Note de portée : les exigences de pression varient en fonction de la surface totale.
« [PDF] Manuel NIST 133 de 2023 : Vérification du contenu net des emballages… », https://www.nist.gov/system/files/documents/2023/02/10/2023%20NIST%20Handbook%20133.pdf . [Un manuel de référence sur les adhésifs ou les emballages confirmerait la durée et la méthode standard de polymérisation sous pression nécessaires pour neutraliser le retrait de la colle dans les présentoirs structuraux]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Appuie : l’exigence d’une fenêtre de polymérisation spécifique pour garantir la rectitude structurelle. Remarque : les temps de polymérisation peuvent varier en fonction de la chimie de l’adhésif.
« Comportement de l’humidité des poudres pharmaceutiques lors de la compression en comprimés… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10305356/. [La documentation scientifique sur les matériaux relative au carton expliquerait comment la régulation de la perte d’humidité prévient l’instabilité dimensionnelle et réduit le frottement lors de l’assemblage mécanique des languettes découpées]. Rôle de la preuve : principe technique ; type de source : revue scientifique sur les matériaux. Appuie : la relation entre le contrôle de l’humidité et l’efficacité d’assemblage. Note de portée : s’applique principalement aux substrats à base de cellulose .
« Pourquoi le carton duplex reste un choix judicieux pour l’emballage – LinkedIn », https://www.linkedin.com/pulse/why-duplex-board-remains-smart-choice-packaging-dominus-fuyhc. [Les guides d’ingénierie structurelle pour les présentoirs de points de vente confirment que les panneaux duplex équilibrés préviennent la déformation et l’oscillation des grandes surfaces verticales, contrairement aux panneaux monocouches.] Niveau de preuve : norme d’ingénierie ; type de source : guide technique. Appui : l’utilisation de matériaux équilibrés pour éliminer l’instabilité. Note sur la portée : particulièrement pertinent pour les rayonnages grand format en grande distribution .



