Vous avez passé des semaines à peaufiner le visuel, mais un seul pli mal aligné peut compromettre tout le lancement en magasin. La maîtrise des gabarits structurels est essentielle pour protéger votre investissement dans vos supports de communication physiques.
Un gabarit de découpe en emballage est un plan numérique 2D qui définit précisément les lignes de découpe, de pliage et de fond perdu nécessaires à la fabrication d'une boîte ou d'un présentoir 3D. Il sert de modèle standardisé, garantissant l'alignement correct des éléments graphiques avec les plis structurels et les tolérances mécaniques avant la production en série.
Avant d'envoyer votre fichier Illustrator à l'imprimeur, analysons comment ces plans techniques déterminent concrètement la survie de votre emballage en magasin.
Qu'est-ce qu'une ligne de découpe dans le domaine de l'emballage ?
Un modèle structurel détermine chaque action physique d'une machine. Si ce fichier est mal configuré, vos graphismes, aussi éclatants soient-ils, seront aussi ternes qu'un papier peint plat.
Le gabarit de découpe d'emballage constitue le langage mécanique précis qui assure la communication entre les graphistes et les tables de découpe automatisées. Il utilise des traits vectoriels spécifiques et des couleurs d'accompagnement désignées pour indiquer aux machines CNC (Commande Numérique par Calculateur) où découper, rainer ou perforer le carton ondulé brut lors de la fabrication.
Cependant, un plan affiché sur un écran d'ordinateur se comporte très différemment lorsqu'il est transposé sur du carton brut.
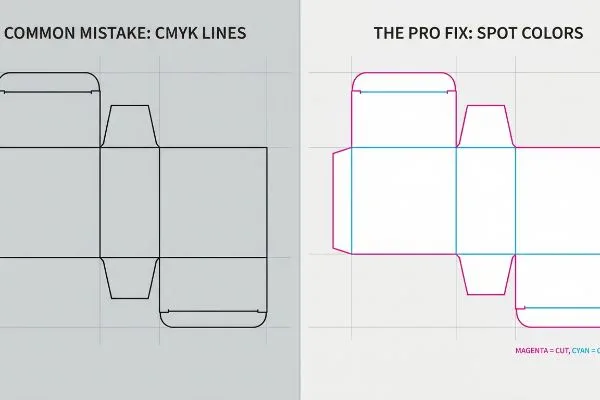
Pourquoi les lignes CMJN détruisent les gabarits d'emballage
La plupart des équipes marketing partent du principe qu'un simple trait noir sur leur fichier graphique suffit à indiquer à l'usine où découper le carton. Elles exportent le fichier en utilisant les profils colorimétriques CMJN standard¹,traitant la structure de la même manière que les éléments graphiques. Cela paraît parfaitement logique lorsqu'on consulte une maquette PDF sur un ordinateur portable.
Mais les tables de découpe automatisées et les graveuses laser pour carton ne sont pas « voyantes ». Je reçois constamment des fichiers dont le contour structurel est créé en noir CMJN. Lorsque ce fichier arrive dans mon logiciel de prépresse, la machine fusionne ces lignes noires directement avec le calque de l'illustration. Le résultat : une boîte magnifiquement imprimée avec des bordures noires visibles et aucune découpe physique. On entend distinctement l'aspiration puissante et rapide de la table Kongsberg qui parcourt le carton, mais la lame ne descend jamais. Pour remédier à cela, je dois intercepter le fichier, isoler les tracés et attribuer des couleurs d'accompagnement absolues : 100 % de magenta pour les découpes, 100 % de cyan pour les pliages. Cela garantit une prise en main précise du carton par les lames en acier, ce qui permet de réduire le temps d'assemblage pour le conditionnement d'environ 25 %, car l'équipe n'a plus à lutter contre des plis non rainurés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du noir CMJN pour les lignes de découpe | Attribution de couleurs d'accompagnement absolues2 | Évite les erreurs d'impression coûteuses liées à la non-coupe |
| Fusion de la structure avec les calques artistiques | Structure de verrouillage sur une couche séparée3 | Accélère les délais d'approbation prépresse |
| Ignorer la distinction des lignes de pli | Cartographie des profils de couleur spécifiques aux scores4 | Assure un pliage sans frottement |
Je refuse quotidiennement les fichiers plats afin d'éviter aux acheteurs l'impression de milliers de feuilles inutiles et non découpées. La séparation des données mécaniques et graphiques est une norme non négociable dans mon atelier.
🛠️ Le bureau d'Harvey : Vous vous demandez si vos lignes structurelles communiquent correctement avec les tables de découpe ? 👉 Obtenez un audit de fichiers gratuit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment réaliser un gabarit de découpe pour un emballage ?
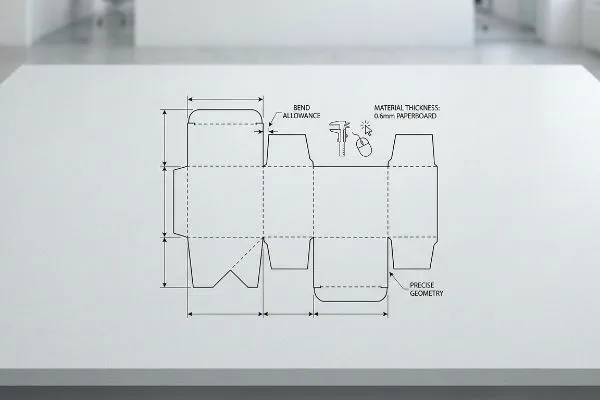
La construction d'une structure fonctionnelle ne se limite pas au simple dessin de formes. Elle exige des calculs architecturaux qui prennent en compte le comportement physique du carton plié soumis aux contraintes extrêmes du commerce de détail.
La création d'un gabarit d'emballage nécessite l'utilisation d'un logiciel de calcul paramétrique de structures afin de déterminer avec précision les tolérances de pliage et les épaisseurs de matériaux. Des ingénieurs spécialisés génèrent d'abord ces fichiers vectoriels mathématiquement corrects, permettant ainsi aux équipes graphiques de les importer en toute sécurité dans leurs logiciels de conception sans altérer l'architecture physique.
De nombreuses marques émergentes tentent de contourner cette phase d'ingénierie, ce qui conduit directement à des défaillances structurelles.
Le danger des mises en page d'emballage sur le Web
Pour réduire les coûts initiaux, de nombreuses équipes marketing émergentes tentent de concevoir elles-mêmes leurs languettes et leurs présentoirs à l'aide d'outils de conception web basiques. Elles estiment visuellement l'emplacement des plis en se basant sur des références d'emballages concurrents. Ces plateformes matricielles ne permettent pas d'appliquer automatiquement les tolérances de pliage ni de prendre en compte l'épaisseur des matièrespremières⁵.
Lorsqu'on tente d'intégrer une capacité de charge dynamique de 1 133,98 kg (2 500 lb) à partir d'une forme dessinée à l'écran, les calculs s'avèrent immédiatement impossibles. Je vois fréquemment des vendeurs transpirer et déchirer les bords du carton brut en essayant d'insérer une languette dessinée à l'œil dans une fente dont la largeur n'a jamais été calculée pour le pli. Au lieu de procéder par tâtonnements, mon équipe fournit un fichier structurel pré-conçu, généré par des systèmes de CAO dédiés. Les clients importent cette structure dans leur outil web, la verrouillent sur la couche inférieure et n'appliquent que leurs graphismes de surface. Cette architecture verrouillée garantit que les calculs complexes ne sont pas écrasés par la manipulation des pixels, évitant ainsi un gauchissement important de la base qui entraînerait un refus immédiat par le détaillant .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des onglets dans les outils de conception web | À partir d'une base CAO technique8 | Supporte les poids massifs des clubs de sport |
| Estimation de la largeur des fentes d'emboîtement | Application des tolérances de pliage exactes du matériau9 | Empêche les vendeurs de déchirer les languettes |
| Laisser les structures déverrouillées | Fixation de la couche de base structurelle | Empêche les modifications architecturales accidentelles |
Il est impossible d'estimer visuellement la gravité physique. Je fournis toujours d'abord les calculs techniques afin que votre équipe créative puisse concevoir en toute sécurité.
🛠️ Le bureau de Harvey : Vos fichiers de structure sont-ils entièrement conçus sur mesure, sans fondations d'ingénierie ? 👉 Demandez un modèle standard ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels sont les différents types de lignes de découpe ?
Les schémas structurels varient énormément selon qu'il s'agisse d'emballer une bouteille en verre fragile ou d'empiler cinquante caisses de boissons énergisantes sur une palette pour un magasin-entrepôt.
Les différents types de gabarits d'emballage sont entièrement catégorisés selon l'épaisseur et la qualité du matériau qu'ils utilisent. Les structures conçues pour les boîtes pliantes fines présentent des tolérances dimensionnelles serrées, tandis que les gabarits pour emballages en carton ondulé intègrent des rainures élargies, calculées mathématiquement pour absorber les cannelures internes plus épaisses.

Vous ne pouvez pas simplement agrandir ou réduire un modèle existant et vous attendre à ce que le matériau physique se comporte de la même manière.
Décalage de la ligne de coupe de compensation de l'étrier
Une erreur fréquente se produit lorsqu'une équipe de conception tente d'adapter un emballage primaire fin à un présentoir secondaire robuste. Elle conserve la largeur exacte des languettes d'emboîtement et des fentes de pliage par rapport au panneau correspondant. Elle omet de calculer l' épaisseur réelle du carton ondulé plié .
Imaginez plier une épaisse couverture d'hiver plutôt qu'un drap : le matériau plus épais occupe plus d'espace lorsqu'on le plie à 90 degrés. Si vous fournissez un gabarit plat pour un présentoir en carton cannelure B sans élargir la fente de réception pour compenser le rayon extérieur du pli, la rigidité du carton vierge s'y opposera. Le présentoir se déformera fortement, voire ne pourra pas être assemblé sur la chaîne de conditionnement, bloquant ainsi la production. Dans mon usine, nous utilisons la conception paramétrique pour appliquer automatiquement des algorithmes de compensation d'épaisseur à chaque pli. En ajoutant précisément 3,04 mm de jeu, nous garantissons un des présentoirs pré-remplis , réduisant ainsi les coûts de main-d'œuvre liés au conditionnement manuel d'environ 15 %.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant l'épaisseur brute du panneau | Calcul de la compensation paramétrique de l'étrier11 | Élimine les frottements lors du co-emballage |
| Mise à l'échelle des fichiers de carton mince | Reconstruction des rainures pour le matériau de la cannelure B12 | Maintient les présentoirs de vente parfaitement carrés |
| Conception de fentes 1:1 avec languettes | Ajout de jeux spécifiques en millimètres13 | Prévient les retards massifs sur les chaînes de montage |
Je ne fais jamais confiance à un classeur à plat dont les dimensions n'ont pas été ajustées mathématiquement à l'épaisseur du carton. Quelques millimètres de jeu supplémentaires modifient fondamentalement le comportement de votre produit lors de la manutention.
🛠️ Le bureau de Harvey : Vous envisagez d'agrandir à l'aveuglette un simple carton de classement pour en faire un présentoir de sol robuste ? 👉 Demandez une évaluation structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
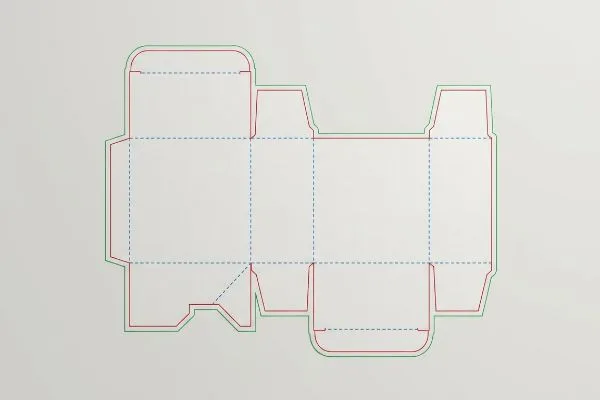
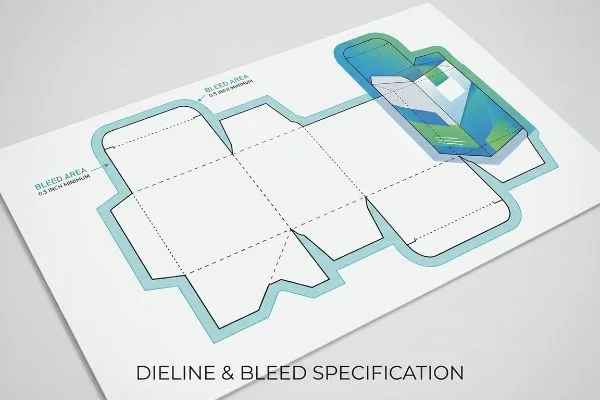
À quoi ressemble une ligne de découpe ?
Visuellement, cela ressemble à un réseau complexe de géométries colorées sur votre écran. Physiquement, cela ressemble à une carte à haut risque qui détermine précisément où l'acier tranchant frappera.
L'examen d'un gabarit révèle une carte vectorielle numérique multicouche utilisant des traits pleins pour les découpes physiques, des traits pointillés pour les plis et des pointillés pour les perforations. Un plan précis mettra clairement en évidence des marges de fond perdu étendues au-delà du périmètre extérieur afin de s'adapter aux variations de cadence de production.
Mais connaître la théorie ne suffit pas lorsque les presses à imprimer et les machines à plastifier se mettent à tourner à plein régime.
Pourquoi les marges standard échouent en production
Même les graphistes expérimentés négligent souvent les contraintes mécaniques liées aux tolérances de montage. De nombreuses équipes graphiques appliquent des marges de fond perdu standard, généralement autour de 3,17 mm (0,125 pouce)¹⁴, à leurs fichiers pour carton ondulé. Elles partent du principe que si le visuel dépasse largement la ligne de coupe sur leur écran, les bords imprimés seront parfaitement raccordés.
Ce n'est pas qu'une simple théorie : je constate régulièrement ce problème dès la mise en marche des machines de lithographie-lamination. Le processus physique de collage des feuilles imprimées sur des panneaux épais de type cannelure C induit inévitablement un décalage mécanique plus important lors du montage automatisé. Avec une marge trop faible, ce décalage provoque des reflets : les bords bruts du carton apparaissent de manière aveuglante sous l'éclairage intense du magasin, une fois le panneau plié. Je refuse systématiquement ces fichiers et j'impose une marge de fond perdu minimale de 12,7 mm (0,5 pouce) au-delà de la ligne de découpe. Ce fond perdu important constitue une sécurité essentielle contre le décalage de la lamination, garantissant que le visuel imprimé recouvre parfaitement chaque bord exposé et réduisant considérablement les réclamations des détaillants pour un merchandising visuel insuffisant.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un saignement minimal standard | Forcer une marge étendue | Empêche l'apparition des bords bruns bruts15 |
| Alignements d'écrans numériques fiables | Conception pour la dérive physique de la stratification16 | Protège la perception de la marque haut de gamme |
| Laisser l'œuvre d'art se terminer près de la coupure | Graphiques inondant le passage des lignes de pliage17 | Garantit une présentation impeccable en rayon |
Je préfère refuser un fichier dont l'impression est insuffisante plutôt que de vous expédier un lot de boîtes aux bords bruns apparents. Une marge confortable est la meilleure protection contre les variations de fabrication.
🛠️ Le bureau d'Harvey : Vos fichiers graphiques actuels tiennent-ils compte de la dérive liée à la lithographie haute vitesse ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez votre budget dans une production en série.
Conclusion
Vous pouvez choisir un fournisseur qui accepte des gabarits basiques dessinés à la machine sans vous soucier des calculs, mais si ces languettes mal ajustées se heurtent au carton ondulé épais et se déchirent, vous subirez un ralentissement considérable de l'assemblage qui anéantira votre marge bénéficiaire. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Cessez de deviner les tolérances structurelles et laissez-moi analyser personnellement vos fichiers grâce à mon audit de découpe préalable gratuit ↗ afin de détecter les points de friction critiques avant que vous n'autorisiez la production en série.
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? – Prime Line Packaging », https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Les guides techniques d'impression expliquent que les profils CMJN sont traités comme de l'encre d'impression et ne peuvent être distingués des graphismes par les logiciels de découpe CNC, qui nécessitent des couleurs d'accompagnement spécifiques pour les instructions structurelles]. Type de preuve : spécification technique ; type de source : manuel de fabrication. Justifie : pourquoi les profils CMJN sont insuffisants pour les tracés de découpe. Note relative au champ d'application : concerne les flux de production automatisés d'emballages .
« Qu'est-ce qu'une ligne de découpe ? », https://rppsplash.com/how/dieline/. [Les normes industrielles de prépresse pour l'emballage précisent que les lignes de découpe doivent être définies en tons directs pour être reconnues par le logiciel RIP comme des tracés non imprimables et non comme des zones à imprimer]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Justifie : la nécessité des tons directs pour la découpe. Remarque sur la portée : spécifique aux logiciels de découpe CNC et automatisés.] ↩
« Guide de préparation de la conception d'emballages : fichiers graphiques, gabarits de découpe et fond perdu », https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Les flux de production prépresse exigent que les gabarits de découpe structurels se trouvent sur un calque séparé et verrouillé afin d'éviter tout déplacement accidentel du gabarit pendant la phase de conception graphique]. Rôle de la preuve : validation de procédure ; type de source : guide de flux de production prépresse. Supporte : la séparation des calques pour l'intégrité structurelle. Remarque sur la portée : s'applique principalement aux logiciels de conception vectorielle.] ↩
« De la conception à l’épreuve : Guide des lignes de découpe pour emballages », https://admiralpkg.com/post/dielines. [Les spécifications techniques de découpe exigent une distinction claire entre les lignes de découpe et de pliage/rainurage grâce à un code couleur spécifique afin de garantir l’utilisation de l’outil approprié en production]. Rôle de la preuve : validation technique ; type de source : guide technique d’impression. Supporte : l’utilisation de profils distincts pour les lignes de pliage. Remarque : la mise en œuvre varie selon le fabricant de l’équipement.] ↩
« Qu'est-ce que le facteur K ? | Explication de la tolérance de pliage de la tôle », https://www.youtube.com/watch?v=kUizKC1gkg0 . [Un manuel d'ingénierie d'emballage ou une spécification technique de logiciel explique pourquoi les outils raster ne disposent pas des moteurs mathématiques nécessaires pour calculer le déplacement du matériau et les décalages d'épaisseur lors du pliage]. Rôle de la preuve : limitation technique ; type de source : norme industrielle ; Appuie : la nécessité d'un logiciel paramétrique spécialisé pour les gabarits. Note de portée : se réfère spécifiquement aux outils graphiques Web non paramétriques.
« Analyse simplifiée de la résistance dynamique des emballages en carton… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/ . [Les spécifications techniques des matériaux ondulés de qualité industrielle fournissent les calculs des capacités de charge dynamique afin de garantir l'intégrité structurelle sous contrainte]. Niveau de preuve : spécification technique ; type de source : manuel de science des matériaux. Apports : capacité de charge maximale des emballages structurels. Note de portée : s'applique spécifiquement au carton ondulé renforcé.
« Contrôle qualité des emballages : Comment protéger les produits contre les dommages », https://www.svigloballtd.com/quality-assurance/packaging-quality-control/. [Les manuels de conformité de la distribution au détail décrivent les exigences structurelles des emballages et identifient le gauchissement du fond comme une défaillance critique entraînant le rejet de la livraison]. Niveau de preuve : norme industrielle ; type de source : manuel de conformité du détaillant. Sujet : conséquences d'une défaillance structurelle en milieu de vente au détail. Remarque sur la portée : varie selon les exigences spécifiques du détaillant .
« Meilleurs logiciels de conception d'emballages en 2026 — Comparatif et guide », https://printnow.com/blog/best-packaging-design-software. [Les normes industrielles en matière d'ingénierie d'emballage expliquent comment la CAO permet d'effectuer les calculs précis de charge nécessaires aux présentoirs de vente au détail lourds]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Justifie : la nécessité de la CAO pour l'intégrité structurelle des emballages lourds. Note sur la portée : se concentre sur les environnements de vente au détail à fort volume .
« Comment calculer le rayon de courbure minimal pour la tôle », https://metafab.com/metal-fabrication/minimum-bend-radius-for-sheet-metal-and-how-to-prevent-costly-cracking/ . [Les guides de science des matériaux pour les emballages en carton détaillent comment des tolérances de pliage correctes évitent les concentrations de contraintes qui entraînent des déchirures lors de l'assemblage]. Rôle de la preuve : vérification factuelle ; type de source : spécification technique. Appuie : le lien entre les tolérances de pliage et la durabilité des languettes. Note de portée : applicable aux structures en carton pliées.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/ . Un manuel d'ingénierie de l'emballage fournirait les formules techniques permettant d'ajuster la largeur des fentes en fonction de l'épaisseur du matériau afin de garantir l'intégrité structurelle et l'ajustement . Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : l'exigence d'ajustements en fonction de l'épaisseur dans la conception des gabarits. Note de portée : s'applique spécifiquement aux supports en carton ondulé pliés.
« [PDF] Optimisation de l’emballage par morphing paramétrique », https://www.beta-cae.com/pdf/packaging_optimization.pdf . [Les normes industrielles relatives à la conception d’emballages structurels expliquent comment le calcul de l’épaisseur du matériau permet d’éviter les frottements et les interférences lors du processus de co-emballage ] . Niveau de preuve : spécification technique ; type de source : manuel industriel. Justifie : la nécessité de la compensation d’épaisseur. Remarque : s’applique spécifiquement aux matériaux en carton ondulé plié.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop9VEpV6UrqcTMO4HifaI89_Vw3xVNrREOxIAD7ovVi_D-8vVdf . [Les directives techniques relatives au carton ondulé cannelure B expliquent comment l'ajustement des dimensions des rainures en fonction de l'épaisseur de la cannelure permet de maintenir la rectitude d'un présentoir de vente au détail] . Type de preuve : spécification du matériau ; type de source : guide de fabrication. Convient aux exigences de conception spécifiques à la cannelure B. Remarque : limité aux matériaux de qualité cannelure B.
« Qu’est-ce que la découpe à l’emporte-pièce dans l’emballage ? Guide des boîtes découpées à l’emporte-pièce », https://gentlever.com/die-cutting-in-packaging/. [Les manuels techniques de découpe à l’emporte-pièce spécifient les tolérances précises et les jeux millimétriques requis entre les languettes et les encoches afin d’éviter les retards sur les chaînes de montage]. Niveau de preuve : norme de fabrication ; type de source : manuel technique. Sujet : rôle des jeux dans l’efficacité de l’assemblage. Remarque : ce document se concentre sur les chaînes de montage de production en série .
« Comment déterminer la marge de fond perdu à utiliser ? », https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. Les manuels d'impression professionnels et les guides de l'industrie établissent généralement une marge de fond perdu de 3,175 mm (0,125 pouce) pour l'impression offset et numérique commerciale. Type de preuve : spécification technique ; source : manuel de référence de l'industrie. Justifie : la mesure spécifique utilisée comme référence commune pour les marges de fond perdu. Remarque : la norme peut varier en fonction du support ou des tolérances de la machine .
« Emballage 101 : Fond perdu, rognage et zone de sécurité ? », http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/ . Les normes industrielles d’impression d’emballages précisent qu’un fond perdu insuffisant expose les bords du support lors de la découpe. Preuve : vérification technique ; source : manuel de l’industrie de l’ imprimerie. Argument : nécessité de marges élargies. Remarque : applicable aux supports en carton ondulé ou en carton plat.
« Risques liés au laminage séquentiel – Dérive d’alignement, matériau… », https://www.ultroniu.com/ipc-tm-650/sequential-lamination-risks/ . Les spécifications de fabrication pour le laminage décrivent le décalage mécanique inhérent des couches lors du processus de collage. Rôle de la preuve : vérification technique ; type de source : spécification de fabrication. Justifie : l’exigence de conception avec tolérances. Note relative au champ d’application : concerne les matériaux d’emballage multicouches.
« Que sont les lignes de découpe dans l'emballage ? Guide complet – JP Graphics », https://www.jpinc.com/what-are-die-lines-in-packaging-a-complete-guide-jp-graphics/. Les normes de conception d'emballages précisent l'obligation d'étendre le motif au-delà des lignes de pliage afin d'éviter tout espace vide après le pliage du matériau. Preuve : vérification des meilleures pratiques ; type de source : manuel de conception. Support : préparation professionnelle des lignes de découpe. Remarque : ce document porte sur la précision du pliage .



