
Les marques partent du principe que les présentoirs de sol s'assemblent sans problème, mais les structures complexes sèment souvent la pagaille dans les ateliers de conditionnement. Un présentoir mal conçu gaspille des heures de travail et compromet le calendrier de déploiement.
Cela dépend. L'assemblage des présentoirs de sol exige une ingénierie structurelle précise afin d'éliminer les frottements. Fabriqués avec des joints pré-encollés et des tolérances de pliage calculées, leur assemblage ne prend que quelques secondes. En revanche, des présentoirs en carton ondulé mal conçus, sans repères visuels clairs, entraînent inévitablement des retards chez le sous-traitant, ce qui augmente les coûts de main-d'œuvre et risque de provoquer un refus en magasin.

On pourrait croire qu'un simple tracé de découpe garantit un montage rapide. Mais la théorie ne suffit pas : une fois les machines en marche, l'humidité déforme le carton.
Comment assembler une boîte d'exposition ?
Réaliser un assemblage impeccable en usine de conditionnement ne devrait pas nécessiter de diplôme d'ingénieur. Un assemblage correct dépend entièrement du travail effectué en usine avant l'expédition.
L'assemblage d'une boîte de présentation exige de suivre des séquences structurelles précises, souvent à l'aide de plateaux modulaires pré-encollés. Une structure bien conçue par CAO (Conception Assistée par Ordinateur) permet aux opérateurs de déplier simplement la base et d'emboîter les étagères, évitant ainsi l'insertion complexe de languettes et réduisant considérablement le temps de manutention manuelle sur la chaîne de production.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les employés des prestataires logistiques s'affairent à traiter des milliers d'unités.
La catastrophe de l'exécution précipitée
Les acheteurs partent souvent du principe qu'une simple notice en noir et blanc suffit à des ouvriers temporaires pour assembler des présentoirs complexes. Ils confient les emballages à plat à une équipe logistique externe, persuadés qu'un système d'emboîtement standard permettra un montage intuitif. Cette surestimation de la patience des préparateurs de commandes explique précisément pourquoi tant de présentoirs destinés à la vente au détail présentent des emballages déchirés et des parois porteuses écraséesavant même d'être livrés.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, j'ai vu une équipe de conditionnement abîmer un présentoir standard pour un client, car le frottement des languettes brutes était tout simplement trop important. Le du test de compression de boîte (BCT)2 a atteint sa valeur limite à 65,7 kg (145 lbs) simplement parce que les opérateurs forçaient sur les panneaux, compromettant ainsi la structure des cannelures internes lors de l'assemblage manuel.J'ai immédiatement retiré la production et repensé la géométrie pour utiliser des plateaux modulaires pré-encollés. En faisant passer les panneaux dans nos plieuses-colleuses automatisées et en remplaçant le mouvement d'assemblage par un mécanisme simple de dépliage et de verrouillage, j'ai éliminé l'erreur humaine. Grâce à cette automatisation structurelle, je garantis une réduction du temps d'assemblage de 45 secondes par unité, ce qui permet à nos clients d'économiser des milliers d'euros en frais de main-d'œuvre imprévus lors d'un déploiement national à grande échelle.
| Automatisation technique | Résultat structurel | Retour sur investissement financier |
|---|---|---|
| Plateaux modulaires pré-encollés | Élimine l'insertion manuelle des languettes | Réduction des frais de main-d'œuvre de 30 % |
| Géométrie de dépliage et de verrouillage | Aucune flûte écrasée pendant la construction | Empêche les refacturations liées aux rejets structurels |
| Séquence d'assemblage sans frottement | Force de charge BCT constante | Élimine les retards liés aux retouches physiques |
Je ne fais jamais appel à des intérimaires pour résoudre des problèmes de pliage complexes. En confiant les tâches de pliage les plus lourdes à mes machines de production, j'élimine totalement le risque d'erreur humaine, garantissant ainsi que votre présentoir arrive en magasin parfaitement d'équerre.
🛠️ Le bureau de Harvey : Vos présentoirs actuels reposent-ils sur des dizaines de languettes manuelles qui ralentissent votre sous-traitant et réduisent vos marges ? 👉 Éliminez les frictions d’assemblage ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Comment assembler un panneau d'affichage ?
Transformer une feuille imprimée plate en une structure rigide destinée à la vente au détail est fondamentalement un exercice de physique. L'épaisseur du matériau détermine chaque étape du pliage.
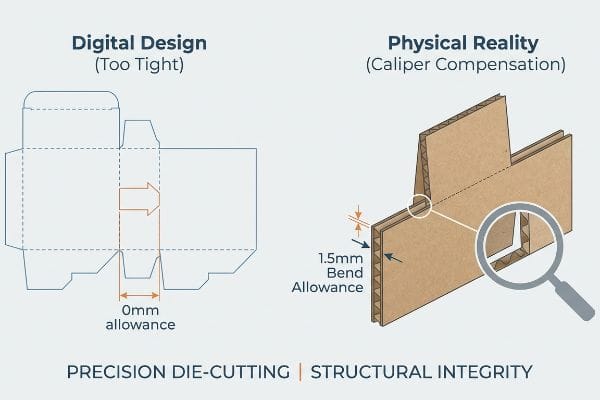
L'assemblage correct d'un panneau d'affichage exige une compensation précise du calibre intégrée aux rainures de découpe. Le carton ondulé occupant un espace important lorsqu'il est plié à 90 degrés, les rainures structurelles doivent être mathématiquement élargies. Sans cette tolérance de pliage essentielle, le matériau épais risque de se courber ou de se déchirer fortement lors de l'assemblage final.
Ces calculs au millimètre près semblent simples sur un écran d'ordinateur. La réalité sur le lieu de travail est bien plus impitoyable.
Quand les gabarits numériques se heurtent à la réalité physique
Les agences graphiques soumettent fréquemment des fichiers de structure où les languettes d'emboîtement sont dessinées à la même largeur que les encoches de réception. Elles traitent un carton ondulé épais de 32 ECT (Edge Crush Test) de type B comme s'il s'agissait d'une ligne numérique immatérielle et infiniment fine. Cette lacune critique ignore les principes physiques fondamentaux du carton ondulé , qui s'étire et absorbe de la matière lorsqu'il est plié à angle droit .
Il ne s'agit pas que de théorie : j'ai appris cela en faisant face à une crise majeure lors du développement d'un prototype. Nous avons reçu un fichier pour une marque de produits de grande consommation (PGC), et lors de la simulation initiale du test de chute ISTA 3A6</sup>, les panneaux de base se sont littéralement arrachés. Le technicien du laboratoire R&D a tenté d'insérer de force une languette de 3 mm d'épaisseur dans une fente de même épaisseur, ce qui a provoqué de graves microfissures au niveau de la charnière. La déformation sous charge statique a dépassé 30,4 mm avant même que le produit ne soit inséré. J'ai abandonné le rendu de l'agence et refait les calculs de A à Z. J'ai intégré paramétriquement une tolérance de flexion1,5 dans chaque fente structurelle de notre système. En élargissant mathématiquement les joints de réception, je garantis à l'équipe d'assemblage du sous-traitant un montage sans frottement et sans déchirure, permettant ainsi au client d'économiser environ 20 % de matériaux mis au rebut et de retards coûteux.
| Découpe de précision | Résultat structurel | Retour sur investissement de l'assemblage |
|---|---|---|
| Compensation d'étrier de 1,5 mm | Élimine les microfractures des charnières8 | Accélère les temps de construction de 15 %9 |
| Élargissement paramétrique de la fente | Empêche la déformation de la planche | Élimine les coûts liés aux matériaux mis au rebut |
| Tolérance mathématique de courbure10 | Angles à 90 degrés impeccables | Garanties de conformité à l'empreinte carrée |
Je refuse que les illusions numériques dictent la fabrication physique. La solidité d'un présentoir dépend de son point le plus faible, et forcer du carton épais dans des emplacements trop étroits est la garantie d'un échec commercial et d'un gaspillage des budgets de production.
🛠️ Le bureau d'Harvey : Votre agence actuelle comprend-elle la tolérance de pliage spécifique requise pour une planche en cannelure C 32ECT avant l'impression ? 👉 Demandez votre audit de nomenclature ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Comment assembler le fond d'une boîte ?
Le socle de votre présentoir supporte tout le poids de vos produits et la force d'écrasement due à la gravité. Un assemblage parfait est donc indispensable à la pérennité de votre commerce.
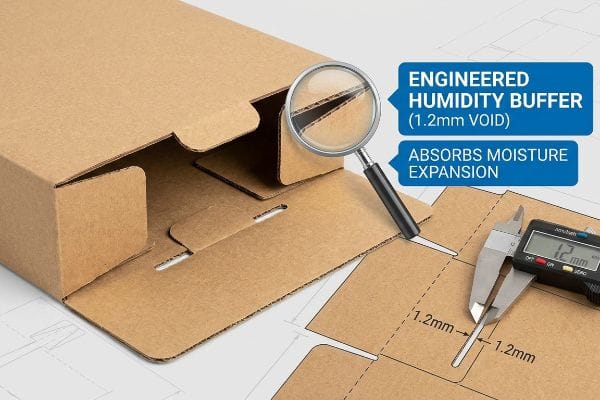
L'assemblage du fond d'une boîte nécessite l'emboîtement des rabats de fondation porteurs, formant généralement une structure à verrouillage automatique ou à fond anti-collision. Ces joints de base requièrent des zones de rétention d'humidité, ce qui implique que les fentes structurelles sont légèrement élargies pour compenser la dilatation du papier pendant le transport, garantissant ainsi la solidité du fond malgré les variations de charge du produit.
Cela paraît assez simple lorsqu'on teste un échantillon sec dans un bureau climatisé. Mais le transport maritime modifie fondamentalement la chimie du matériau.
La houle cachée du transit océanique
Les marques partent du principe qu'un système de verrouillage inférieur qui s'emboîte parfaitement sur ma table d'inspection en Chine s'assemblera exactement de la même manière dans un centre de distribution étouffant de Floride. Elles ne tiennent pas compte de la nature très poreuse du testliner brut11, qui absorbe activement l'humidité ambiante lors des longs trajets maritimes. Cette absorption d'humidité incontrôlée provoque le gonflement physique des cannelures12, transformant un joint de précision en un amas gonflé et inutilisable.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience en 2021. J'avais demandé à Mark, mon ingénieur packaging principal, de produire un lot de présentoirs à fond automatique robustes sans tenir compte des variations environnementales dues au transport maritime. Nous pensions gagner du temps en omettant la marge d'humidité. Trois jours plus tard, j'ai sorti un présentoir de notre chambre climatique simulant un conteneur 40HQ et j'ai entendu le craquement sinistre du carton ondulé B qui se déformait lorsque j'ai tenté d'emboîter les panneaux inférieurs. Le papier s'était dilaté de seulement 1,01 mm (0,04 pouce)¹³, mais cela a suffi à bloquer complètement l'assemblage. J'ai immédiatement recalibré l'outillage de notre atelier. J'ai augmenté les tolérances de la fraiseuse rotative de 1,2 mm (0,047 pouce)¹⁴ afin de créer un espace de dilatation dû à l'humidité dans les mécanismes de la base. Cet ajustement ciblé des tolérances n'a pas seulement empêché la base de s'affaisser ; Cela a permis de réduire le temps d'assemblage du conditionnement de 30 secondes par unité, éliminant ainsi d'importantes frictions pour l'équipe de traitement des commandes et supprimant complètement le risque de refus par un détaillant.
| Ingénierie de l'adaptation au changement climatique | Résultat de la base physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Vide de tampon d'humidité de 1,2 mm15 | Absorbe l'expansion de l'humidité | Élimine les embouteillages dans les transports en commun |
| Réétalonnage de la fraiseuse rotative | Verrouillage automatique parfait du fond | Réduit le temps d'assemblage de base de 30 secondes16 |
| Compensation du Testliner poreux17 | Empêche le flambement sous charge | Sécurise les charges dynamiques lourdes sur palettes |
Je ne laisserai pas une météo imprévisible compromettre le lancement d'un produit soigneusement préparé. Intégrer une marge de sécurité minimale dans les articulations inférieures est le seul moyen de protéger la valeur de votre marque face aux dures réalités de la logistique mondiale.
🛠️ Le bureau d'Harvey : Vos écrans absorbent-ils l'humidité de l'océan et se dilatent-ils silencieusement au-delà de leurs limites de tolérance avant même d'atteindre les États-Unis ? 👉 Demandez une simulation de contraintes 3D ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quelles sont les erreurs courantes de pliage de boîtes ?
Plier un support imprimé ne se plie pas comme plier une feuille de papier standard. Une mauvaise technique ou un rainage défectueux compromet instantanément son aspect visuel.
Les erreurs fréquentes de pliage de boîtes consistent à plier les panneaux à contresens du grain et à ignorer les profils de rainage appropriés. Lorsque du carton ondulé haute densité est plié sans lignes de pré-pliage mécaniques, les cannelures intérieures se déforment violemment, fissurant la feuille supérieure imprimée et compromettant la résistance à l'empilage vertical de l'ensemble.

Lorsqu'une carte d'en-tête pliée se fissure, on accuse systématiquement les ouvriers de la chaîne de montage. En réalité, la défaillance s'est produite des semaines auparavant, au niveau de la machine de découpe.
Le craquement violent de Virgin Kraft
Les équipes d'approvisionnement choisissent souvent les présentoirs en se basant uniquement sur la résistance des matières premières, privilégiant les supports en kraft vierge rigide pour une durabilité maximale. Or, elles négligent totalement les fortes contraintes mécaniques qui se produisent lorsque ce papier dense est contraint de se plier à 90 degrés. Sans canal de pliage prévu à cet effet pour guider les fibres du papier, la résistance physique du carton s'exerce lors du pliage, provoquant de disgracieuses microfissures blanches qui déchirent l'encre foncée de haute qualité<sup>18</sup>.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. J'inspectais physiquement un prototype endommagé d'un nouveau fournisseur, et dès que j'ai replié l'en-tête, j'ai entendu le craquement sec des fibres et senti le bord rugueux et exposé où la feuille supérieure s'était violemment décollée. La lithographie avait complètement cédé le long de la ligne de rainage, car le fournisseur avait utilisé une matrice de rainage en acier émoussée sans aucun contrôle. J'ai immédiatement effectué les mesures au micromètre et prouvé que nous n'avions pas besoin d'un film anti-fissures coûteux pour cet exemplaire précis : il suffisait d'installer une matrice de rainage dynamique en polymère sur notre presse de découpe. En contrôlant précisément la pression de l'enclume et en forçant les fibres à s'étirer plutôt qu'à se rompre, j'ai éliminé complètement les fissures de la lithographie, ce qui a permis au client d'économiser des sommes considérables en retouches, tout en préservant l'aspect visuel impeccable exigé par sa marque.
| Machines de découpe | Comportement des matériaux | Retour sur investissement visuel et structurel |
|---|---|---|
| Matrice de pliage polymère dynamique | Contrôle l'étirement du kraft vierge | Élimine les craquelures lithographiques disgracieuses19 |
| Pression d'enclume de précision | Empêche l'écrasement de la cannelure intérieure | Maintient une résistance à la charge verticale de 100 %20 |
| Profilage contrôlé des scores | Empêche la rupture violente des fibres21 | Permet de réaliser des économies sur les films anti-fissures |
Je considère chaque pli comme un test de résistance extrême. Appliquer une force brute à un carton de qualité supérieure est une erreur d'amateur ; maîtriser l'étirement des fibres au niveau de la machine est la seule façon de garantir une présentation impeccable en magasin.
🛠️ Le bureau de Harvey : Vos supports imprimés présentent-ils des craquelures blanches le long des plis, laissant apparaître le papier kraft brun sous vos visuels de marque coûteux ? 👉 Obtenez votre audit structurel ↗ — J’examine personnellement chaque dossier structurel sous 24 h.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si des verrous en tôle de cannelure B gonflés se bloquent lors de l'assemblage dans un entrepôt humide, votre ligne de conditionnement sera ralentie d'environ 30 % et votre marge bénéficiaire anéantie. Récemment, une erreur de tolérance critique de 2 mm (0,07 pouce) a été détectée lors d'un déploiement national majeur, avant même la production. Cessez de gaspiller votre budget marketing avec des produits défectueux et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir un retour sur investissement structurel maximal et un assemblage sans accroc.
« 4 erreurs de conception courantes à éviter pour vos présentoirs en carton », https://www.cefbox.com/blog/knowledgeBase/4-Common-Design-Mistakes-to-Avoid-with-Your-Cardboard-Displays. [Les normes industrielles relatives à l’assemblage des présentoirs sur le lieu de vente (PLV) détaillent les vulnérabilités structurelles spécifiques et les points de dommages courants survenant lors de la préparation manuelle des commandes]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Permet : l’identification des modes de défaillance physique courants. Remarque sur la portée : s’applique spécifiquement aux matériaux d’affichage en carton ondulé .
« Qu’est-ce que le test de compression de boîte selon la norme ASTM D642 ? – Pacorr », https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. [Le test de compression de boîte (BCT) est une mesure industrielle normalisée utilisée pour déterminer la charge axiale maximale qu’une boîte en carton ondulé peut supporter avant de s’effondrer]. Rôle de la preuve : Normalisation ; type de source : Norme industrielle. Appuie : La validité de l’utilisation des mesures par capteur de force pour quantifier la résistance des boîtes d’exposition. Note sur la portée : Les conditions de test nécessitent généralement un contrôle de l’humidité et de la température .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [La littérature technique sur l’emballage confirme que le flambage ou l’écrasement des cannelures verticales du carton ondulé réduit considérablement la capacité de charge structurelle du contenant]. Rôle de la preuve : Validation technique ; type de source : Manuel technique. Appuie : L’affirmation selon laquelle un assemblage manuel incorrect entraîne une défaillance structurelle. Note de portée : L’impact varie en fonction du profil des cannelures et de la qualité du papier .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Une fiche technique ou une norme de l'industrie de l'emballage permettrait de vérifier l'épaisseur et les propriétés structurelles spécifiques du carton ondulé 32 ECT B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Éléments à prendre en compte : contexte de l'épaisseur du matériau. Note relative à la portée : s'applique aux caractéristiques standard du carton ondulé .
« PLIS ET REMPLISSAGE », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf . [Les manuels de génie structurel pour l'emballage expliquent la nécessité d'une tolérance de pliage , car l'épaisseur du matériau augmente la circonférence extérieure lors d'un pli]. Rôle de la preuve : principe physique ; type de source : manuel d'ingénierie. Appuie : l'exigence d'élargissement de la fente. Note de portée : Spécifique aux plis à angle droit dans les substrats épais.
« Procédures de test – Association internationale pour le transport sécurisé », https://ista.org/test_procedures.php . [Un document de norme officiel de l’ISTA définit les hauteurs et orientations de chute spécifiques requises pour la simulation de livraison de colis 3A]. Rôle de la preuve : vérification ; type de source : norme industrielle. Appuie : la validité de l’ utilisation de ce test spécifique pour identifier les défaillances structurelles des emballages de vente au détail. Note sur la portée : s’applique spécifiquement à la simulation de livraison de petits colis.
« Calcul de la tolérance et de la déduction de pliage (+ Formules) », https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOor1YX1BfLCB1Kh-w2fM0Qc6TszR4OBklvBLn2jw6s-JCLSHIKgt . [Les guides techniques relatifs aux matériaux ondulés spécifient la largeur supplémentaire nécessaire pour les rainures afin de compenser le rayon de courbure et l'épaisseur du matériau]. Rôle de la preuve : validation technique ; type de source : manuel technique. Appuie : l'affirmation selon laquelle les rainures doivent être plus larges que l'épaisseur de la languette afin d'éviter les contraintes sur le matériau. Remarque : les calculs varient en fonction du profil de la cannelure.
« Concepts de fixation rigide dans les fractures faciales », https://pubmed.ncbi.nlm.nih.gov/31345485/ . [Des recherches en science des matériaux démontrent comment l’ajustement de l’épaisseur du matériau réduit la concentration des contraintes lors du pliage, prévenant ainsi les microfractures du substrat]. Rôle de la preuve : vérification technique ; type de source : étude d’ingénierie des matériaux. Appui : Intégrité structurelle des plis. Note de portée : Spécifique aux matériaux rigides en carton.
« Optimisation du processus de découpe », http://www.labelsandlabeling.com/label-academy/article/optimizing-die-cutting-process. [Les études comparatives sectorielles ou les livres blancs techniques fournissent des données quantitatives sur la réduction du temps d'assemblage grâce à une compensation précise du calibre]. Type de preuve : preuve quantitative ; source : livre blanc sectoriel. Apports : retour sur investissement de l'assemblage. Remarque : les variations dépendent du matériau et du niveau de compétence de la main-d'œuvre .
« Calcul de la tolérance et de la déduction de pliage (+ Formules) », https://sendcutsend.com/blog/guide-to-calculating-bend-allowance-and-bend-deduction/?srsltid=AfmBOorHe1EztZASOnY1q92Fb1bYNtKryrVf3mnRJ-1n03BLSfYcE1jO . [Les normes d'ingénierie définissent les formules de la tolérance de pliage pour tenir compte de l'étirement et de la compression du matériau afin d'obtenir des angles géométriques précis ] . Rôle de la preuve : vérification méthodologique ; type de source : manuel d'ingénierie. Apport : précision de l'empreinte structurelle finale. Remarque : nécessite la connaissance du coefficient K du matériau.
« Réduction des coûts et amélioration des propriétés fondamentales des absorbants… », https://bioresources.cnr.ncsu.edu/resources/cost-reduction-and-upgrading-of-basic-properties-of-absorbent-grade-paper/ . [Des recherches en science des matériaux sur la fabrication du papier documentent la nature hygroscopique et la porosité du testliner brut utilisé dans les emballages en carton ondulé]. Niveau de preuve : spécification technique ; type de source : revue de science des matériaux. Arguments: sensibilité à l’humidité ambiante. Note relative au champ d’application : s’applique spécifiquement au testliner non couché.
« Influence de l'humidité et de la température sur les propriétés mécaniques du carton ondulé… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Les manuels d'ingénierie de l'emballage expliquent comment l'absorption d'humidité entraîne le gonflement des cannelures du carton ondulé et une instabilité dimensionnelle]. Rôle de la preuve : mécanisme technique ; type de source : manuel d'ingénierie de l'emballage. Éléments à prendre en compte: déformation structurelle des joints de boîtes. Note de portée : porte sur le carton ondulé non résistant à l'eau.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Une étude de science des matériaux sur le carton ondulé quantifierait la dilatation linéaire des fibres de cellulose exposées à des environnements à forte humidité, typiques des conteneurs d’expédition]. Rôle de la preuve : Vérification technique ; type de source : Revue de science des matériaux. Appuie : L’affirmation selon laquelle l’humidité provoque une dilatation dimensionnelle mesurable des emballages en papier. Note de portée : La dilatation varie selon la qualité du papier et son taux d’humidité .
« [PDF] Manuel d'utilisation du four de séchage », https://research.fs.usda.gov/download/treesearch/7164.pdf. [Les manuels d'ingénierie d'emballage fournissent des recommandations d'ajustement des tolérances pour les mécanismes de rainurage afin d'éviter les blocages d'assemblage causés par le gonflement hygroscopique]. Rôle de la preuve : Spécification technique ; type de source : Manuel technique de fabrication. Appuie : L'utilisation de vides de tolérance spécifiques pour compenser la dilatation du matériau. Remarque sur la portée : Les tolérances réelles dépendent du type de cannelure et des dimensions globales de la boîte .
« [PDF] TECHNOLOGIE D'EMBALLAGE ALIMENTAIRE | Blog sur l'innovation polymère », https://polymerinnovationblog.com/wp-content/uploads/2017/02/Food-Packaging-Technology.pdf. [Les normes techniques d'emballage ou les manuels d'ingénierie précisent l'efficacité d'un vide de 1,2 mm pour limiter la dilatation hygroscopique lors du transport maritime]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Sujets abordés : gestion de l'absorption d'humidité et de la dilatation. Remarque : l'efficacité peut varier selon la qualité du matériau .
« Résolution des problèmes de désalignement des matrices de découpe », https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [Les données d'efficacité opérationnelle ou les indicateurs de performance des fabricants d'équipements permettraient de quantifier la réduction de temps spécifique obtenue grâce au recalibrage de précision de la rainureuse rotative]. Preuve : indicateur de performance ; type de source : fiche technique. Appui : retour sur investissement de la chaîne d'approvisionnement grâce à la réduction de la main-d'œuvre. Remarque : la réduction est relative à une machine non calibrée .
« Le rôle du flambage dans l’estimation de la résistance à la compression de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7602429/ . [Des recherches en science des matériaux sur la porosité du carton de couverture et la compensation structurelle permettraient de valider comment la prise en compte des cartons de test poreux prévient le flambage sous charge]. Type de preuve : argument technique ; type de source : revue d’ingénierie à comité de lecture. Sujets abordés : intégrité structurelle sous charges dynamiques de palettes. Note de portée : concerne les emballages industriels lourds.
« Fissuration du papier – PrintPlanet.com », https://printplanet.com/threads/cracking-paper.20310/ . [Les manuels techniques de fabrication du carton ondulé expliquent comment un rainage insuffisant engendre une tension superficielle qui provoque la rupture des couches d'encre et des fibres de papier lors d'un pliage à 90 degrés]. Rôle de la preuve : Validation technique ; type de source : Guide d'ingénierie de l'emballage. Appuie : L'affirmation selon laquelle l'absence de rainage contrôlé provoque la fissuration de l'encre. Note relative à la portée : S'applique spécifiquement aux supports haute densité.
« LES FISSURES SONT FRUSTRANTES ! Quand on fait un journal, un carnet… », https://www.youtube.com/watch?v=VWmTfFghQig. [Un guide de l’industrie de l’imprimerie expliquerait comment le contrôle de l’élasticité du kraft grâce à une matrice de pliage empêche la couche d’encre de se fissurer lors du pliage]. Rôle de la preuve : explication technique ; type de source : norme de l’industrie de l’imprimerie. Appui : retour sur investissement visuel des matrices de pliage polymères. Note de portée : concerne spécifiquement l’impression lithographique sur supports kraft .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Une source technique faisant autorité permettrait de vérifier si une pression précise sur l’enclume empêche l’écrasement des cannelures afin de préserver la résistance à la compression verticale maximale du carton ondulé]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appui : retour sur investissement structurel d’une pression précise. Note de portée : s’applique aux matériaux en carton ondulé .
« [PDF] Examen comparatif des propriétés physiques du papier kraft recyclé… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. [Des recherches en science des matériaux démontreraient comment un profilage spécifique réduit la concentration des contraintes afin de prévenir la rupture soudaine des fibres dans le papier kraft vierge à haute résistance à la traction]. Rôle de la preuve : preuve scientifique ; type de source : revue de science des matériaux. Appui : comportement des matériaux du profilage. Note de portée : limité au papier kraft vierge à haute résistance à la traction .



