
Vous voulez que vos présentoirs en magasin respirent la qualité sous les projecteurs impitoyables des grandes surfaces, mais le recours à des épreuves numériques planes conduit souvent à des résultats catastrophiques, flous et mal alignés, sur la chaîne de production.
L'impression offset consiste à transférer une image encrée d'une plaque sur un blanchet en caoutchouc, puis sur le support d'impression. Pour les présentoirs en carton ondulé, cette feuille lithographique est ensuite contrecollée sur un carton cannelé épais, garantissant ainsi des graphismes haute résolution capables de résister à des contraintes structurelles importantes sans altérer la fidélité visuelle.

Comprendre la définition théorique est facile, mais transposer cette théorie dans une usine animée, remplie de colle fraîche et de machines lourdes, exige une rigueur d'ingénierie impitoyable.
Quelles sont les étapes de l'impression offset ?
Le passage d'un fichier PDF (Portable Document Format) numérique à un conteneur d'expédition commercial massif et robuste est un processus brutal qui exige une précision mécanique à chaque étape.
L'impression offset comprend plusieurs étapes : la fabrication des plaques, le transfert de l'image sur un cylindre en caoutchouc, l'alimentation rapide des feuilles et le séchage final. Pour la fabrication des présentoirs, la feuille imprimée est contrecollée sur du carton ondulé par des machines automatisées avant d'être découpée avec précision pour former l'unité finale à plat.
Le manuel décrit ces étapes clairement, mais la réalité physique du collage du papier sur des cannelures épaisses crée un chaos mécanique si elle n'est pas rigoureusement contrôlée.
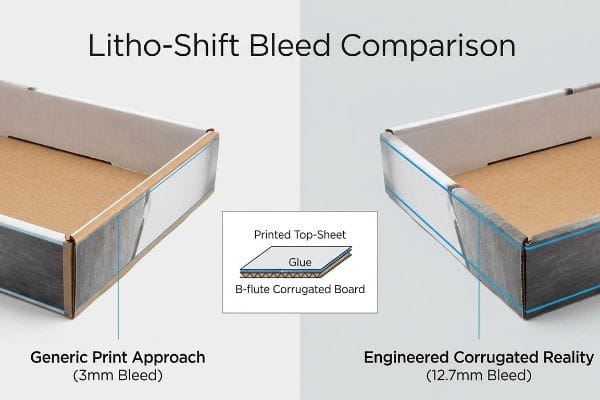
La réalité de l'usinage « Litho-Shift Bleed »
Lors de mes vérifications des gabarits clients, je constate fréquemment que les graphistes appliquent des fonds perdus standard de 3,17 mm (0,125 pouce) aux fichiers d'affichage en carton ondulé. Ils partent du principe que les machines de montage automatisées alignent parfaitement la feuille imprimée sur le carton épais de type B. Cette hypothèse simpliste ignore les contraintes mécaniques du procédé de lithographie-lamination, où des feuilles lourdes sont entraînées à grande vitesse par des rouleaux encolleurs.
Il ne s'agit pas que de théorie : je le constate en production lorsqu'un fichier à fond perdu standard arrive sur la lamineuse. Lors de l'assemblage physique de la feuille supérieure avec un carton ondulé 32ECT (Edge Crush Test), un léger décalage mécanique se produit. Lors du test d'un fichier à fond perdu de 3 mm d'un client sur notre presse Heidelberg 6 couleurs, ce léger décalage a entraîné des bavures : des bords de carton brun brut disgracieux et apparents sur les plateaux pliés. J'ai immédiatement interrompu le tirage et imposé une marge de fond perdu minimale de 12,7 mm (0,5 pouce) au-delà de la ligne de coupe. En obligeant mathématiquement les graphistes à étendre le fond du visuel, mes opérateurs de presse ont créé une marge de sécurité contre les décalages de lamination. Cette correction prépresse précise garantit un habillage graphique impeccable, évitant les refus esthétiques des responsables de la distribution et épargnant aux clients une réimpression complète qui anéantirait leurs marges.
| Métrique/Fonctionnalité | Approche d'impression générique | Réalité ondulée conçue |
|---|---|---|
| Fond perdu de l'œuvre d'art | 0,125 pouce (3,17 mm)1 | 0,5 pouce (12,7 mm)2 |
| Décalage de la lamination | Se traduit souvent par des clignotements3 | 100 % absorbés par la marge de sécurité |
| Impact commercial | Risque élevé de rejet esthétique | Aucun bord de panneau brut exposé |
Je refuse qu'une moindre négligence en prépresse compromette une production de masse. Des tolérances de fond perdu strictes garantissent un rythme de production soutenu et des présentoirs impeccables sous tous les angles.
🛠️ Le bureau de Harvey : Vos présentoirs actuels présentent-ils des bords de carton brut disgracieux à cause d'un décalage des machines de montage de votre fournisseur ? 👉 Obtenez un audit gratuit de vos gabarits ↗ — J'examine personnellement chaque fichier de gabarit sous 24 h.
Quels sont les inconvénients de l'impression offset ?
L'obtention d'une résolution irréprochable a un coût chimique important, susceptible de détruire physiquement l'intégrité structurelle de vos présentoirs en carton avant même leur expédition.
L'impression offset présente plusieurs inconvénients : coûts de mise en place élevés, délais de fabrication des plaques longs et exigences de volume strictes. De plus, l'application d'adhésifs à base d'eau lors du processus de lithographie-lamination ultérieur génère une humidité excessive, susceptible d'entraîner une déformation importante des supports si le fabricant ne respecte pas scrupuleusement les protocoles de séchage.
Alors que les équipes d'approvisionnement s'inquiètent des frais d'outillage initiaux, c'est la menace physique cachée des déformations dues à l'humidité qui, en réalité, fait faillite les campagnes de vente au détail.
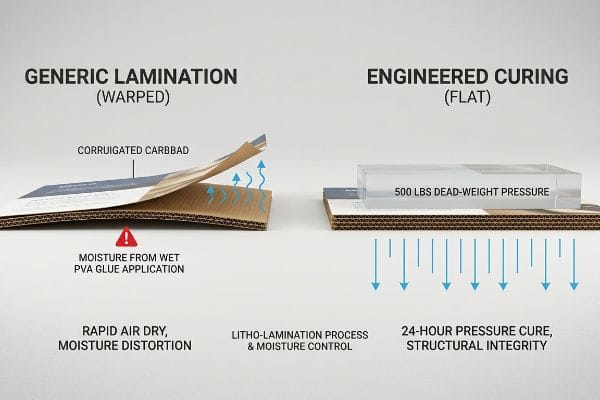
La menace de déformation due à l'humidité du PVA
Même les concepteurs les plus expérimentés négligent souvent cet angle mort lorsqu'ils dessinent des fichiers CAO (Conception Assistée par Ordinateur) vectoriels plats. Ils supposent que le montage d'une feuille supérieure imprimée de haute qualité sur un carton ondulé rigide de type B produit naturellement un panneau d'affichage parfaitement plat. Ils ignorent complètement la réalité chimique volatile de la lithographie-lamination, qui repose en grande partie sur des adhésifs humides à base d'eau se répandant sur de grandes surfaces poreuses.
Dans mon atelier, je constate régulièrement les conséquences désastreuses de l'utilisation de la colle PVA (acétate de polyvinyle) humide lors des tests de résistance standard. Appliquée et durcissant à l'air ambiant, la colle se rétracte, créant une tension superficielle intense qui provoque une déformation visible du panneau latéral de 152,4 cm (60 pouces) de haut, le courbant vers l'intérieur comme une chips. Fort d'une expérience passée, j'ai appris qu'ignorer ce phénomène chimique compromet la stabilité des présentoirs en magasin. Pour y remédier, mes vingt années d'expérience m'ont appris à concevoir un protocole de séchage rigoureux. Après la stratification, les panneaux humides sont empilés sous une pression constante de 226,7 kg (500 lbs) pendant 24 heures afin d'obtenir un séchage plat et stable. Grâce à cette rigueur et à cette patience de fabrication, je réduis le temps d'assemblage pour le conditionnement de 42 secondes par unité, éliminant ainsi les frottements liés aux panneaux déformés et garantissant la solidité structurelle nécessaire pour supporter les charges importantes des grandes surfaces.
| Métrique/Fonctionnalité | Production générique bon marché | Focus sur la stratification technique |
|---|---|---|
| Durcissement de l'adhésif | séchage rapide à l'air5 | Pression de référence sur 24 heures6 |
| Géométrie du panneau | Des nœuds comme des chips | Parfaitement plat et carré |
| Vitesse d'assemblage | Ralenti par des fentes déformées | Exécution de co-emballage sans friction |
On ne peut pas tricher avec les lois de la physique lorsqu'on mélange de la colle humide avec des fibres de papier. Je contrôle les déformations dues à l'humidité en usine afin que vous n'ayez pas à lutter contre des présentoirs qui penchent dans les rayons des magasins.
🛠️ Le bureau de Harvey : Vos présentoirs d'allée sont-ils inclinés ou courbés parce que votre fournisseur a bâclé le processus de lamination ? 👉 Demandez votre calculateur de ratio de pourboire gratuit ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Quelle est la meilleure option : l’impression offset ou l’impression numérique ?
La confrontation entre les plaques d'impression traditionnelles et les buses à jet d'encre modernes détermine fondamentalement le comportement des couleurs de votre marque sous l'éclairage fluorescent agressif des magasins.
Le choix de la meilleure option dépend de l'envergure de la campagne. L'impression offset est supérieure pour les tirages importants exigeant une précision colorimétrique absolue et un pelliculage structurel. L'impression numérique est plus adaptée au prototypage rapide, aux tirages promotionnels ultra-courts et à la personnalisation extrême, où il est primordial d'éviter le coût des plaques d'impression physiques.

Choisir la bonne méthode ne se résume pas à vérifier les niveaux de prix ; c'est un exercice de physique optique et d'absorption de l'encre.
Les mécanismes d'ingénierie derrière la saturation des demi-teintes CMJN
Lors de l'évaluation de ces deux principales méthodes de transfert, il est essentiel de comprendre comment l'encre interagit avec les supports ondulés poreux. Les systèmes numériques utilisent exclusivement le procédé CMJN7 (Cyan, Magenta, Jaune, Noir), superposant des points microscopiques pour créer l'illusion optique d'une couleur unie. À l'inverse, les presses lithographiques traditionnelles peuvent utiliser des couleurs d'accompagnement prémélangées8, recouvrant le papier d'une seule couche continue de pigment dense.
Dans les environnements de vente au détail à fort impact, l'obtention d'un contraste visuel maximal est essentielle. Lors de l'utilisation d'équipements numériques sur du papier testliner brut, les points de trame superposés sont absorbés de manière inégale par les fibres de papier, dont la structure est imprévisible<sup>9</sup>. Cette absorption diffuse se traduit souvent par un aspect granuleux et délavé lorsqu'on examine attentivement le produit en magasin. Pour contourner cette limitation de fusion optique, les systèmes lithographiques spécialisés utilisent une stratégie d'impression par aplat de couleur<sup>10</sup>. En mélangeant une encre spécifique du système Pantone et en l'appliquant via une plaque d'impression dédiée, la machine dépose une couche dense et parfaitement lisse de pigment. Ceci élimine complètement le grain des trames. En production, cela se traduit directement par une meilleure valorisation de la marque, garantissant que votre logo conserve sa teinte exacte jusqu'à 6 mètres (20 pieds), optimisant ainsi la visibilité en rayon et préservant l'image haut de gamme du produit.
| Métrique/Fonctionnalité | Processus numérique CMJN | Couleur lithographique |
|---|---|---|
| Livraison de pigments | Points de demi-teintes superposés | Inondation d'encre solide prémélangée |
| Absorption des fibres | Très dispersé et granuleux | Lisse et complètement dense |
| Meilleure application | Données variables et prototypes | Correspondance exacte de marque à grand volume |
J'analyse l'intention graphique de chaque projet avant de l'attribuer à une presse. En adaptant la physique de l'impression aux exigences spécifiques de votre marque, je vous garantis une visibilité optimale en point de vente.
🛠️ Le bureau de Harvey : Votre logo a-t-il un aspect terne et délavé car votre fournisseur imprime en CMJN numérique sur du carton ondulé brut ? 👉 Demandez une analyse d’impact des couleurs d’accompagnement ↗ — Pas d’intermédiaires. Vous échangez directement avec des ingénieurs en structure.
L'impression offset est-elle encore utilisée aujourd'hui ?
Malgré l'essor rapide des alternatives numériques, les presses traditionnelles en fonte restent l'épine dorsale incontestée du merchandising des grandes surfaces à l'échelle mondiale.
Oui. L'impression offset reste largement utilisée aujourd'hui car elle demeure la méthode la plus rentable pour les emballages commerciaux à grand volume. Sa capacité inégalée à maintenir un étalonnage précis des couleurs en niveaux de gris G7, même pour des tirages internationaux massifs, en fait un procédé incontournable pour les marques fournissant les grandes enseignes de distribution aux normes de conformité strictes.

On pourrait croire que les plaques traditionnelles sont obsolètes, mais la lithographie automatisée à grande vitesse est le seul moyen de garantir mathématiquement une cohérence absolue de la marque.
Protocole d'étalonnage des couleurs « G7 Master »
Une demande de devis (RFQ) qui exige aveuglément l'impression numérique pour réduire les coûts des plaques d'impression ignore souvent les exigences strictes des chaînes de distribution multinationales. De nombreuses équipes d'approvisionnement présument qu'un fichier numérique produira exactement le même code couleur chez différents fournisseurs internationaux. Cette hypothèse erronée ne tient pas compte des variables physiques telles que la viscosité de l'encre, l'humidité et la porosité du papier<sup>11</sup>, qui modifient considérablement le rendu visuel lors de la production en série.
Il ne s'agit pas que de théorie : je constate ce phénomène en production lorsque des marques tentent de faire correspondre un échantillon numérique à une série de 10 000 unités. Sans contrôles mécaniques rigoureux, un rouge institutionnel vire subtilement à un orange terne au fil d'une longue journée de travail. Pour résoudre ce problème, j'ai analysé les mesures du spectrophotomètre et prouvé qu'il n'était pas nécessaire de changer de support ; il suffisait d'appliquer la méthode d'étalonnage des couleurs G7 Master¹²sur notre presse lithographique. En modélisant la courbe de réduction mathématique exacte dans notre logiciel RIP (Raster Image Processor) de prépresse, ma presse ajuste automatiquement les touches d'encre pour maintenir des tolérances Delta-E strictes¹³.Une fois l'étalonnage validé par le service des achats, la machine a pris le relais. En appliquant ce calcul de couleurs rigoureux, j'ai permis à la marque d'éviter des refacturations catastrophiques de la part de distributeurs exigeants, préservant ainsi ses marges bénéficiaires tout en garantissant des présentations identiques dans 500 points de vente différents.
| Métrique/Fonctionnalité | Impression de masse non calibrée | Lithographie calibrée G7 |
|---|---|---|
| Cohérence des couleurs | Dérive visible sur les longues distances | Delta-E mathématiquement verrouillé14 |
| Contrôle des machines | Estimation visuelle manuelle | boucles de données du spectrophotomètre15 |
| Résultats commerciaux | Risque élevé de rejet de l'écran | Uniformité de marque approuvée à 100 %16 |
Je ne me fie pas à l'appréciation visuelle subjective pour valider les couleurs de votre marque. Je m'appuie sur un étalonnage mathématique rigoureux pour garantir que vos présentoirs dominent parfaitement l'espace de vente.
🛠️ Le bureau de Harvey : Des couleurs de marque incohérentes d’un lot de production à l’autre mettent-elles sérieusement en péril vos relations avec vos acheteurs ? 👉 Obtenez un audit couleur prépresse gratuit ↗ — J’examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Qu'il s'agisse d'ajuster mathématiquement les fonds perdus avant impression pour éviter les bavures dues au décalage lithographique ou d'imposer un séchage à vide de 24 heures pour stopper les déformations liées à l'humidité, la maîtrise du processus d'impression offset est ce qui distingue les présentoirs durables des présentoirs en carton qui s'effondrent. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Si vous êtes lassé(e) de voir vos conceptions théoriques échouer sur la chaîne de production, laissez-moi analyser personnellement vos fichiers structurels grâce à un audit de gabarit gratuit, adapté aux réalités de l'usine.
« Comment déterminer la marge de fond perdu à utiliser ? », https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use . [Un manuel d'impression commerciale ou un guide de normes industrielles confirme la marge de fond perdu standard de 3,2 mm (1/8 pouce) utilisée dans les applications d'impression courantes]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Supporte : mesure de la marge de fond perdu de référence. Note de portée : S'applique à l'impression commerciale standard sur papier.
« Comment nous utilisons le fond perdu dans nos conceptions personnalisées – CompanyBox », https://companybox.com/blog/how-we-use-bleed-in-our-custom-designs/ . [Les normes d'ingénierie de l'emballage spécifient des exigences de fond perdu accrues pour les supports en carton ondulé afin de compenser les décalages mécaniques lors de la découpe]. Rôle de la preuve : spécification technique ; type de source : norme d'ingénierie. Supports : exigence de fond perdu pour le carton ondulé. Note de portée: Spécifique aux emballages d'expédition grand format.
« Le stratifié 3M 8518 provoque une teinte verdâtre – Signs101.com », https://www.signs101.com/threads/3m-8518-laminate-causing-greenish-color-shift.102142/ . [Les guides de finition industrielle expliquent comment un mauvais alignement du stratifié crée des bords bruts visibles ou des bavures sur la pièce finie]. Rôle de la preuve : lien de causalité ; type de source : guide de processus industriel. Arguments : conséquence négative de marges de stratifié insuffisantes. Note de portée : concerne les défauts esthétiques de finition.
« Lamination à base d'eau | Emballage souple à faible odeur », https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOoqaZszz7MOYyeid4SjD5R6ncR-y4kb8U4Q8xL4-GhFP59tQ3JEf. [Une norme industrielle pour la fabrication d'emballages détaillera l'utilisation d'adhésifs à base d'eau pour coller les feuilles imprimées sur des supports en carton ondulé]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Sujet : le procédé chimique de la lithographie-lamination. Note de portée : plus précisément, la phase d'introduction d'humidité .
« Gamme d'adhésifs thermofusibles pour le collage de présentoirs en carton », https://www.mbadhesives.com/en/adhesives-glues-cardboard-displays . [La documentation technique sur la chimie des adhésifs explique comment une évaporation rapide lors du séchage à l'air provoque une tension inégale et une déformation structurelle subséquente]. Rôle de la preuve: mécanisme causal ; type de source : article scientifique sur les matériaux. Appuie : le lien entre séchage rapide et déformation du panneau. Note de portée : Spécifique aux adhésifs PVA ou à base d'eau.
« [PDF] Mesure de pression de précision – AMETEK Calibration », https://www.ametekcalibration.com/-/media/ametekcalibration/download_links/pressure/deadweight%20testers/deadweight-tester-precision-pressure-measurement-guide-us.pdf . [Une source faisant autorité en matière de lamination industrielle préciserait la pression et la durée requises pour garantir un collage sans déformation structurelle]. Rôle de la preuve : spécification technique ; type de source : manuel de fabrication industrielle. Appuie : la nécessité d’une pression prolongée pour une planéité structurelle. Note relative au champ d’application : s’applique aux présentoirs en carton grand format.
« Couleurs d'accompagnement vs CMJN : différences essentielles expliquées », https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Un guide technique sur l'impression jet d'encre confirmerait que les systèmes numériques standard utilisent le mélange de couleurs CMJN pour obtenir une approximation des couleurs]. Type de preuve : spécification technique ; source : manuel industriel. Supporte : mécanisme de couleur numérique. Remarque : exclut les systèmes à gamme étendue spécialisés .
« Couleur d'accompagnement – Wikipédia », https://en.wikipedia.org/wiki/Spot_color . [Les normes de l'industrie de l'imprimerie confirment que les presses lithographiques utilisent des plaques séparées pour appliquer des encres d'accompagnement prémélangées afin d' obtenir une couverture dense et uniforme]. Rôle de la preuve : spécification technique ; type de source : manuel. Supporte : impression offset couleur. Note de portée : se réfère à la lithographie traditionnelle sur plaques.
« Qu’est-ce que le gain de point en impression ? | Article de Rehan Siddique sur le sujet », https://www.linkedin.com/posts/rehan-siddique-440b5a1b1_dotgain-printing-activity-7371590745176260608-LryZ. [Les guides techniques sur les supports jet d’encre décrivent la porosité élevée et la structure fibreuse irrégulière du papier testliner brut, ce qui entraîne une diffusion de l’encre et un gain de point inégaux]. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Justifie : la cause du grain dans l’impression numérique sur papier brut. Note sur la portée : limité aux supports poreux non couchés .
« Différence entre les tons directs et les couleurs CMJN », https://www.deprintedbox.com/blog/spot-vs-process-color/. [Les normes d'impression professionnelles détaillent l'utilisation de plaques séparées pour les tons directs afin d'obtenir une densité d'encre de 100 % sans tramage ni trame, contrairement au CMJN]. Rôle de la preuve : vérification du procédé ; type de source : manuel de l'industrie de l'imprimerie. Appui : élimination du grain de trame grâce à l'application de tons directs. Remarque sur la portée : Spécifique à l'impression lithographique/offset .
« L’impact de la viscosité de l’encre sur la qualité d’impression | INX International », https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality . [Un guide technique d’impression ou une source scientifique sur les matériaux détaillerait comment la viscosité de l’encre, l’humidité et la porosité du support influencent l’absorption des pigments et le gain de point]. Rôle de la preuve : vérification technique ; type de source : manuel d’impression industrielle ; Appuie : l’affirmation selon laquelle les variables physiques modifient le rendu visuel ; Note sur la portée : s’applique principalement aux environnements d’impression analogiques et numériques à haut volume.
« Impression calibrée G7+ : définition et différences avec la norme G7 », https://www.inxinternational.com/blog/color-management/g7-calibrated-printing. [Une source de référence du secteur, telle qu’IDEAlliance, expliquerait le cadre technique de l’étalonnage G7 Master et son rôle dans l’obtention d’un équilibre neutre des niveaux de gris pour différents procédés d’impression]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : la validité technique de la méthode G7 pour la cohérence des couleurs. Note sur la portée : se concentre sur l’apparence visuelle et la neutralité des niveaux de gris .
« Tolérancement en impression flexographique et offset | Blog X-Rite », https://www.xrite.com/blog/tolerancing-in-flexo-and-offset-printing. [Les guides de référence en colorimétrie définissent le Delta-E comme la mesure mathématique standard de la différence perçue entre deux couleurs en impression professionnelle]. Rôle de la preuve : mesure technique ; type de source : norme scientifique/industrielle. Appui : L’utilisation du Delta-E comme référence pour la précision des couleurs. Remarque : Les niveaux de tolérance acceptables varient selon la marque et l’application .
« [PDF] Méthode G7 pour l’étalonnage et l’épreuvage des presses à indigo », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1015&context=grc_fac. [Une source faisant autorité sur la certification G7 explique comment les mesures Delta-E sont utilisées pour quantifier et maintenir une apparence visuelle cohérente lors de différents procédés d’impression]. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Supporte : Métriques de cohérence des couleurs de la norme G7. Note de portée : Le Delta-E est la métrique standard pour la différence de couleur .
« Flux de travail d'étalonnage G7 – Aide et documentation Fiery », https://help.fiery.com/cws_cs/6.3/en-us/GUID-406EC5AA-33FA-4554-8716-B1FA352B2365.html . [Les manuels techniques de certification G7 Master décrivent l'intégration de spectrophotomètres pour créer des boucles de rétroaction de données permettant un ajustement des couleurs en temps réel]. Rôle de la preuve : Processus technique ; type de source : Guide de certification. Supporte : Mécanisme de commande de la machine. Note de portée : Se concentre sur l'intégration matérielle et logicielle dans les presses offset.
« La valeur du G7 pour les marques », https://idealliance.org/wp-content/uploads/2021/05/idea_whitepaper_G7_brandowners_final.pdf . [Des études de cas sectorielles démontrent comment l’étalonnage G7 minimise les variations de couleur afin de respecter les directives strictes d’identité visuelle des grandes surfaces]. Type de preuve : Indicateur de résultat ; type de source : Étude de cas sectorielle. Domaine d’application : Assurance qualité en grande distribution. Remarque : Concerne l’alignement sur les chartes graphiques des marques plutôt qu’une perfection mathématique absolue.



