
Votre produit haut de gamme perd des parts de marché car il est expédié dans des emballages plats en carton ondulé standard. Si le déballage donne une impression de bas de gamme, les acheteurs passent leur chemin. Concevons un emballage qui convertit réellement.
L'emballage de boîtes personnalisées met en valeur vos produits en magasin et assure leur protection. Ces contenants sur mesure utilisent des cartons ondulés techniques et des graphismes lithographiés de haute précision pour capter l'attention du consommateur, protéger les marchandises fragiles lors du transport international et garantir le respect des normes internationales de commercialisation.

Cela paraît simple en réunion marketing, mais réussir l'expérience de déballage parfaite dans un point de vente bondé exige une rigueur technique implacable. Analysons les processus d'ingénierie en usine qui distinguent les expériences réussies des marques de luxe des désastres logistiques coûteux.
Quels sont les avantages des boîtes personnalisées ?
Le plus grand avantage n'est pas seulement un joli logo ; c'est le contrôle total de votre présence physique dans le commerce de détail et la pérennité de votre structure.
Les emballages personnalisés offrent de nombreux avantages : visibilité accrue de la marque, optimisation de l’espace et résistance supérieure au transport. Grâce à des structures sur mesure, les marques réduisent considérablement les volumes d’expédition vides, préviennent les dommages liés au transport et utilisent des graphismes haute fidélité pour augmenter significativement les ventes impulsives en point de vente, notamment dans les rayons très concurrentiels des grandes surfaces internationales.

Mais il est impossible de prétendre à ces avantages si l'on ne comprend pas la chimie de l'encre sur le carton brut.
Débloquer la véritable visibilité de la marque (et éviter la boue CMJN)
Les nouvelles marques partent du principe que les fichiers numériques CMJN (Cyan, Magenta, Jaune, Noir) standard seront parfaitement adaptés à leurs emballages personnalisés. Elles conçoivent de magnifiques logos multicolores sur des écrans rétroéclairés, s'attendant à ce que les imprimeurs reproduisent aisément cette même vivacité sur du carton ondulé standard¹.Cette confiance aveugle dans les méthodes d'impression commerciales crée une fausse impression de sécurité lors de la phase d'approvisionnement initiale.
Je constate que même les équipes marketing les plus expérimentées tombent dans ce piège lors du lancement d'une campagne publicitaire majeure. Elles envoient des fichiers d'impression standard directement sur du papier testliner poreux non scellé. Résultat : les minuscules points de trame se chevauchent et sont absorbés de manière irrégulière par les fibres du papier, créant un logo granuleux et délavé, semblable à de la boue sous les néons agressifs des magasins. Je me souviens d'avoir déballé un échantillon pour un client et d'avoir constaté la texture rêche de l'encre sursaturée et bavante ; cela a complètement ruiné l'image haut de gamme, diminuant la valeur perçue du produit et ralentissant les ventes d'environ 20 %. La solution est simple : imposer un protocole d'impression en aplat de couleur avec une encre PMS (Pantone Matching System) précisément dosée pour les éléments de la marque, garantissant ainsi un aplat de pigment dense et uniforme qui capte l'attention à 9,1 mètres de distance.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du CMJN pour les logos sur le testeur | Appliquer un éclairage de couleur d'accompagnement (PMS)2 | Élimine le grain de trame |
| Impression sur panneau poreux non scellé | Appliquez d'abord une base blanche3 | Préserve l'éclat des couleurs de la marque |
| Ignorer l'impact de l'éclairage commercial | Utilisez des blocs de couleurs à fort contraste4 | Capte instantanément l'attention des acheteurs |
Je n'autorise jamais les marques à utiliser le mélange de points optiques pour leurs logos principaux. En privilégiant les couleurs d'accompagnement unies, je garantis que vos boîtes personnalisées dégagent une autorité maximale et stimulent les achats impulsifs, protégeant ainsi votre retour sur investissement marketing.
🛠️ Le bureau d'Harvey : Vous craignez que les couleurs de votre marque ne paraissent ternes sur du carton ondulé brut ? 👉 Obtenez votre audit graphique gratuit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment obtenir un emballage personnalisé pour mon produit ?
L'approvisionnement en boîtes sur mesure commence par combler le fossé entre votre vision numérique et les machines physiques sur la chaîne de production.
Pour obtenir un emballage personnalisé, vous devez fournir des gabarits de découpe précis, définir les spécifications exactes des matériaux et proposer des fichiers graphiques prêts à imprimer. Collaborer avec un partenaire de fabrication spécialisé garantit la conversion correcte de ces éléments numériques en commandes de fraisage CNC, évitant ainsi des défaillances mécaniques coûteuses lors de la production en série.

L'ensemble du processus d'approvisionnement s'effondre si votre fichier de conception ne peut pas littéralement communiquer avec une table de découpe numérique de 4,5 mètres.
Le fossé de communication en prépresse (Pourquoi vos tracés de découpe échouent)
La plupart des acheteurs entament leur processus d'approvisionnement en demandant à leurs graphistes de créer un gabarit visuel à l'aide d'un logiciel standard comme Illustrator. Ils tracent minutieusement des lignes noires standard pour indiquer précisément où la boîte doit être coupée et pliée. Ils partent du principe que si le gabarit est correct à l'écran, les machines de production automatisées sauront exactement comment procéder.
Même les équipes d'approvisionnement les plus expérimentées négligent souvent la réalité mécanique des logiciels de prépresse CNC (Commande Numérique par Calculateur). Les tables de découpe automatisées CAO (Conception Assistée par Ordinateur) ne sont pas « voyantes » ; elles lisent les noms de couleurs d'accompagnement vectorielles absoluespour déclencher des outils métalliques spécifiques. Lorsqu'un fichier utilise du noir standard pour les lignes structurelles, le logiciel RIP de la machine fusionne simplement ces lignes avec le calque graphiqueunsupport, déposant l'encre sans jamais engager la lame d'acier, ce qui donne une feuille imprimée avec des contours noirs visibles mais sans aucune découpe physique. Attribuez toujours des couleurs d'accompagnement absolues — comme 100 % de magenta pour la découpe et 100 % de cyan pour le rainage — afin de garantir une parfaite isolation entre vos commandes d'outillage et vos graphismes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du noir CMJN pour les lignes de découpe | Attribuer une couleur magenta à 100 %7 | Prévient les erreurs de découpe des machines |
| Regroupement des couches artistiques et structurelles | Isoler strictement les trajectoires d'outillage | Accélère la phase d'échantillonnage |
| Envoi d'images raster plates | Fournir des vecteurs PDF/IA multicouches8 | Assure des bords parfaitement propres |
J'intercepte et corrige quotidiennement les lignes de découpe défectueuses. En profilant correctement vos traits vectoriels, je garantis une découpe parfaite par les lames d'acier tout en préservant la qualité irréprochable de vos impressions, vous évitant ainsi des semaines d'échanges frustrants.
🛠️ Le bureau d'Harvey : Vos lignes de découpe sont-elles cachées dans le calque de votre illustration, risquant de bloquer les machines de découpe ? 👉 Demandez une vérification avant impression ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Comment un emballage personnalisé peut-il augmenter la valeur d'une marque ?
La personnalisation haut de gamme transforme un simple navire de transport en un ambassadeur tactile de la marque, signalant une qualité supérieure avant même que le client ne voie le produit à l'intérieur.
Un emballage personnalisé valorise la marque en offrant une expérience de déballage soignée et tactile, justifiant ainsi un prix premium. Des améliorations esthétiques stratégiques – finitions personnalisées, géométrie précise et textures agréables au toucher – permettent de se démarquer en rayon, d'améliorer instantanément la perception du consommateur et de fidéliser la clientèle.
Mais ajouter des éléments de luxe sans tenir compte des lois de la physique du carton ondulé est un moyen rapide de détruire l'intégrité structurelle de votre boîte.
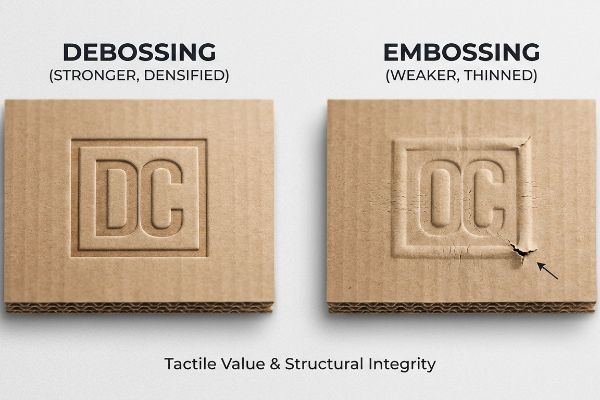
Le piège de la valeur tactile (gaufrage vs débossage)
Les marques soucieuses d'accroître la valeur perçue de leurs produits exigent souvent des effets tactiles 3D, considérant le gaufrage et le débossage comme des options esthétiques interchangeables. Elles demandent à leurs imprimeurs d'imprimer le logo en relief sur les plateaux de vente afin de créer une impression de luxe. Ce choix purement visuel ignore totalement les limites physiques des fibres de carton brut soumises à une forte compression<sup>9</sup>.
C'est un piège courant qui atteint même les responsables de marques expérimentés en quête d'une image haut de gamme. Le gaufrage extérieur classique étire fortement le support papier pour créer une protubérance, ce qui amincit dangereusement les fibres brutes. Sous le poids important des marchandises empilées – dépassant parfois 18 kg – ces fibres amincies subissent des microfissures. J'ai vu des vendeurs empiler de lourds bocaux en verre dans un plateau gaufré , pour ensuite entendre le craquement discret des coins qui se déchirent lorsque le carton fragilisé cède. Pour préserver à la fois l'esthétique luxueuse et la note de 10 au test de résistance à la compression des bords TAPPI T811 , je recommande toujours d'opter pour un gaufrage intérieur, qui densifie physiquement les cannelures internes en un bloc solide au lieu d'épuiser l'élasticité du support.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Gaufrage extérieur sur les zones de chargement | Utiliser un outil de débossage vers l'intérieur | Prévient les microfissures du circuit imprimé11 |
| Traiter toutes les textures 3D de manière égale | Comprimer les cannelures pour augmenter la densité | Maintient une force stricte de 32 ECT12 |
| Sacrifier sa force pour le luxe | Densifier plutôt qu'étirer les fibres13 | Sécurise les charges lourdes en toute sécurité |
Je refuse que des améliorations esthétiques compromettent la durabilité du transport. En optant pour un gaufrage stratégique plutôt que pour un étirement du papier, j'aide les marques à offrir cette expérience tactile unique au déballage, tout en garantissant la résistance du présentoir aux rigueurs de la chaîne logistique.
🛠️ Le bureau d'Harvey : Vos choix de textures 3D compromettent-ils la résistance à l'écrasement des bords de vos emballages ? 👉 Demandez votre analyse structurelle ↗ — Pas de formulaires interminables pour vous démarcher. Uniquement de la valeur ajoutée.
Comment personnaliser les boîtes d'emballage ?
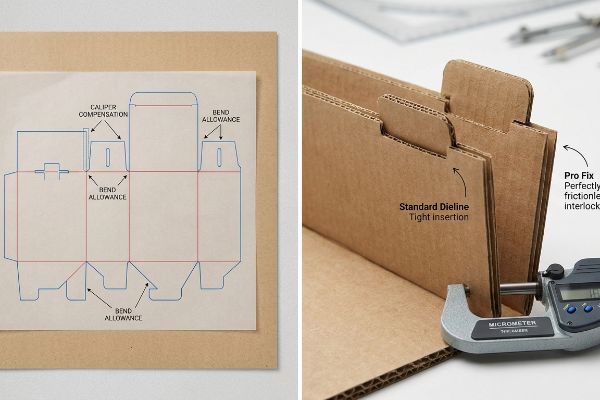
La personnalisation ne se limite pas à coller des logos sur un modèle plat ; elle exige des calculs structurels précis pour garantir que les pièces s'assemblent correctement.
Pour personnaliser les emballages, les marques doivent intégrer des tolérances de pliage précises et une compensation d'épaisseur directement dans leurs gabarits de découpe. Ce calcul tient compte de l'épaisseur physique du carton ondulé, garantissant ainsi un assemblage sans frottement de toutes les languettes d'emboîtement et fentes de pliage personnalisées, même lors des opérations de traitement à grande vitesse.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que le carton commence à occuper de l'espace physique.
Pourquoi les gabarits standard échouent-ils en usine ?
Les équipes d'approvisionnement approuvent généralement les gabarits de découpe personnalisés conçus exclusivement en 2D, partant du principe qu'une languette d'emboîtement de 20 mm (0,78 pouce) de large s'insérera parfaitement dans une fente de 20 mm. Elles considèrent le carton ondulé épais comme s'il s'agissait d'une feuille de papier parfaitement plate et sans poids. Cette négligence ignore totalement l' épaisseur du supportune.
Dans mon atelier, je constate régulièrement que cette approximation 2D engendre des frottements importants sur la ligne d'emballage. Lorsqu'un panneau cannelé B de 3 mm d'épaisseur se plie à 90 degrés, il absorbe physiquement du matériau autour du rayon extérieur du pli. Si la fente de réception n'est pas élargie mathématiquement pour compenser, la boîte se déformera fortement. Lors des tests de pré-production, je mesure la résistance cinétique résultante à l'aide d'un micromètre ; forcer une languette dans une fente standard provoque l'écrasement des cannelures internes et le gondolage du panneau supérieur. Pour résoudre ce problème, j'intègre les données précises de tolérance de pliage et j'injecte un algorithme de compensation de dimensionnement strict dans notre logiciel de calcul structurel, ajoutant précisément 1,5 mm de jeu aux vecteurs de pliage spécifiques. En imposant cette micro-tolérance, je garantis une réduction du temps d'assemblage de 25 secondes par unité, ce qui diminue considérablement les coûts de main-d'œuvre pour la marque et assure une présentation en magasin parfaitement d'équerre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception d'onglets aux dimensions 1:1 | Appliquer une compensation d'étrier stricte15 | Élimine les blocages sur les chaînes de montage |
| En négligeant l'épaisseur du pli du carton | Élargir les fentes de réception de 1,5 mm16 | Empêche le gauchissement disgracieux du carton |
| Forcer les parties récalcitrantes avec du ruban adhésif transparent | Languettes de verrouillage sans frottement conçues par des ingénieurs | Réduit les coûts de main-d'œuvre de 25 s/unité17 |
Je me base sur des mesures précises au pied à coulisse, et non sur des suppositions, pour personnaliser les structures emboîtables. En calculant la tolérance de pliage exacte avant la découpe, je conçois un processus d'assemblage fluide qui préserve votre rentabilité et votre image de marque.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez vous contenter de gabarits 2D génériques, mais si l'épaisseur du carton n'est pas compensée, cela provoque un gauchissement important des panneaux, ralentissant votre chaîne de montage d'environ 25 % et engendrant des rejets coûteux de la part des détaillants. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la distribution pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances de pliage rigides : laissez-moi tester personnellement vos fichiers grâce à mon audit gratuit de pré-production des matrices ↗ afin de détecter les erreurs mécaniques critiques avant la production en série.
« Quel modèle colorimétrique est utilisé dans le design imprimé ? – WeCustomBoxes », https://www.wecustomboxes.com/blog/which-color-model-is-used-in-the-printed-design/. [Une source faisant autorité en matière de production d'impression explique comment la porosité du carton ondulé absorbe l'encre et, contrairement au rétroéclairage d'un écran, il en résulte des variations de couleur et une perte d'éclat]. Rôle de la preuve : explication technique ; type de source : guide de l'industrie de l'imprimerie. Appuie : l'affirmation selon laquelle les couleurs numériques ne sont pas reproduites parfaitement sur les supports ondulés. Note sur la portée : concerne principalement le kraft brun non couché ou les matériaux ondulés recyclés .
« Différence entre les couleurs d'accompagnement et les couleurs CMJN », https://www.deprintedbox.com/blog/spot-vs-process-color/. [Les normes de l'industrie de l'imprimerie expliquent que les couleurs d'accompagnement offrent une couverture d'encre uniforme, évitant ainsi les motifs de points visibles en impression tramée CMJN sur des supports absorbants comme le testliner]. Rôle de la preuve : Vérification technique ; type de source : Manuel de l'industrie de l'imprimerie. Appui : Utilisation du système Pantone pour éliminer le grain des trames. Remarque sur la portée : S'applique particulièrement aux supports ondulés poreux .
« Apprêt noir vs blanc : Comprendre leurs meilleures utilisations | TikTok », https://www.tiktok.com/@lastpaintdrop_studio/video/7512825706972220694. [La documentation scientifique sur les matériaux montre qu'une couche d'apprêt blanc empêche l'absorption de l'encre par le support poreux, garantissant ainsi des couleurs saturées et éclatantes.] Rôle de la preuve : Vérification technique ; type de source : Guide de préparation du support. Utilisation : Maintien de l'éclat des couleurs de la marque sur support non scellé. Remarque : L'efficacité peut varier en fonction de la composition chimique de l'encre utilisée .
« Effets de la couleur et de l’éclairage sur l’impression et l’identité en magasin », https://www.sciencedirect.com/science/article/abs/pii/S0272494416300342?utm_source=chatgpt.com . [Des études en merchandising visuel et en psychologie indiquent que des blocs de couleurs à fort contraste augmentent la saillance visuelle, permettant aux consommateurs de repérer plus rapidement les produits sous l’éclairage des magasins]. Type de preuve : Données empiriques ; type de source : Étude du comportement du consommateur. Arguments : Capacité du contraste à capter l’attention du consommateur. Remarque: Les résultats dépendent de la palette de couleurs de l’environnement du magasin.
« Maîtriser la découpe plasma CNC : technologie, fonctionnement… », https://www.youtube.com/watch?v=wtriVCfRIK0. [Ce manuel technique industriel pour les systèmes de découpe numérique explique comment le logiciel RIP traduit les noms de couleurs spécifiques en actions mécaniques sur l’outil]. Rôle de la preuve : spécification technique ; type de source : manuel technique. Supporte : déclenchement d’outils CNC. Remarque : les exigences spécifiques en matière de couleurs peuvent varier selon le fabricant du logiciel .
« Pourquoi fusionner les calques en art numérique ? », https://www.youtube.com/watch?v=OQUOlu_9nG0. [Les guides de prépresse pour l'emballage expliquent comment les couleurs non toniques sont traitées comme des données d'impression et non comme des tracés de découpe par le logiciel RIP]. Rôle de la preuve : spécification technique ; type de source : guide de prépresse. Sujets abordés : causes d'erreurs de découpe. Remarque : s'applique aux configurations RIP standard .
« Directives graphiques – DeLine Box et présentoirs », https://www.delinebox.com/graphic-guidelines/ . [Les normes de prépresse de l’industrie spécifient l’utilisation d’une couleur d’accompagnement distincte, souvent le magenta, pour différencier les tracés de découpe de l’encre d’impression CMJN afin d’éviter les erreurs machine]. Rôle de la preuve : spécification technique ; type de source : manuel de norme industrielle. Appuie : l’exigence de tracés de découpe en couleur d’accompagnement. Remarque : Bien que le magenta soit courant, les exigences de couleur spécifiques peuvent varier selon le fabricant.
« Images raster vs vectorielles pour l’emballage : définition, différence et utilisations », https://packhit.co.uk/packaging/printing/raster-vs-vector/ . [La documentation technique sur la production d’impression confirme que les graphiques vectoriels conservent une précision mathématique et une indépendance de la résolution, garantissant des contours nets pour la découpe , contrairement aux images raster]. Rôle de la preuve : principe technique ; type de source : guide de prépresse. Justifie : la nécessité des fichiers vectoriels pour les trajectoires d’outillage. Note de portée : s’applique spécifiquement aux trajectoires structurelles de l’emballage.
« Emballages en carton ondulé au design innovant pour… », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2026/01/BioRes_21_1_2229_Tworzydlo_PSMPGG_Corrugated_Packaging_Design_Durability_Transport_25399.pdf. Les recherches en science des matériaux démontrent que le gaufrage perturbe la matrice fibreuse interne du carton, réduisant considérablement sa résistance à la compression verticale (RCV). Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle les effets tactiles peuvent compromettre l’intégrité structurelle dans les applications porteuses. Note de portée : les effets varient en fonction de la qualité du carton et de la profondeur de gaufrage .
« [PDF] Méthodes d'essai de compression latérale plus rapides », https://www.fpl.fs.usda.gov/documnts/pdf1993/urban93a.pdf. [Une source faisant autorité en ingénierie de l'emballage validerait la manière dont l'essai de compression latérale (ECT) mesure la résistance à la compression verticale et comment le débossage empêche l'amincissement des fibres associé au gaufrage afin de maintenir cette résistance]. Rôle de la preuve : validation technique ; type de source : norme industrielle. Appuie : l'affirmation selon laquelle le débossage préserve l'intégrité structurelle. Note de portée : s'applique spécifiquement aux matériaux en carton ondulé .
« Étude de l’effet des perforations sur la capacité portante… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [Une source en science des matériaux expliquerait comment le gaufrage vers l’extérieur étire les fibres jusqu’à rupture, tandis que le débossage évite ces microfissures structurelles]. Rôle de la preuve : Vérification technique ; type de source : Revue de science des matériaux. Appuie : L’avantage structurel du débossage vers l’intérieur dans les zones de charge. Note de portée : S’applique spécifiquement au carton ondulé ou au carton épais.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Les normes techniques d’emballage vérifient que le maintien de la densité des cannelures par compression est essentiel pour obtenir un indice de résistance à l’écrasement des bords (ECT) de 32]. Rôle de la preuve : Validation métrique ; type de source : Norme industrielle (p. ex., TAPPI). Éléments étayés : Corrélation entre la compression des cannelures et la résistance à l’ECT. Note de portée : L’ECT mesure la résistance à l’empilement des boîtes en carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Des données d'ingénierie structurale sur les fibres de cellulose démontreraient qu'une densité de fibres accrue améliore la capacité de charge par rapport à un étirage des fibres]. Rôle de la preuve : Vérification technique ; type de source : Manuel d'ingénierie du papier. Appuie : L'affirmation selon laquelle la densification permet de supporter des charges importantes en toute sécurité. Note sur la portée : Se concentre sur les propriétés mécaniques du substrat.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . [Les guides d'ingénierie industrielle expliquent comment l'épaisseur du substrat (calibre) induit un déplacement de matière lors du pliage, nécessitant des ajustements dimensionnels pour les pièces emboîtables]. Rôle de la preuve : validation technique ; type de source : manuel de conception d' emballages. Sujet : non-respect des rapports de mesure 1:1 dans le carton ondulé. Remarque sur la portée : Spécifique aux substrats à parois épaisses.
« Qu'est-ce qu'une ligne de découpe en emballage et impression ? – PopDisplay », https://popdisplay.me/what-is-a-dieline-in-packaging-print/ . Les normes industrielles relatives à la création de lignes de découpe définissent la compensation d'épaisseur comme l'ajustement nécessaire des lignes de pliage pour tenir compte de l'épaisseur du matériau . Rôle de la preuve : définition de processus technique ; type de source : norme de l'industrie de l'emballage. Avantages : précision de l'ajustement des pièces. Remarque concernant la portée : essentiel pour le carton ondulé et le carton épais.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/ . Les guides techniques de conception d'emballages structurels fournissent des mesures de tolérance spécifiques pour l'élargissement des fentes afin d'éviter le cintrage du matériau, en fonction de l'épaisseur du carton . Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Objectif : prévenir la déformation structurelle. Remarque : les mesures spécifiques peuvent varier selon la qualité du carton.
« Ruban adhésif d'emballage ou colle thermofusible pour la fermeture des cartons ? – Graco Inc. », https://www.graco.com/us/en/in-plant-manufacturing/solutions/articles/packaging-tape-vs-adhesive.html . Des études d'ingénierie industrielle quantifient la réduction du temps d'assemblage obtenue en remplaçant les fermetures adhésives par des mécanismes de verrouillage de précision. Type de preuve : mesure quantitative ; source : étude d'efficacité industrielle. Arguments : réduction des coûts de main-d'œuvre. Note : basé sur des références de lignes d'assemblage à haut volume.



