
Deja de imaginarte planchas de impresión metálicas enormes y aparatosas. Una prensa digital moderna cambia radicalmente la forma en que los expositores llegan a los puntos de venta, sustituyendo la lenta química analógica por la agilidad digital de alta velocidad.
Una imprenta digital es un sistema de fabricación controlado por ordenador que imprime imágenes de alta resolución directamente sobre sustratos de cartón ondulado sin necesidad de planchas de impresión físicas. Gracias a las avanzadas tecnologías de inyección de tinta o láser, este equipo elimina los costosos tiempos de preparación de la preimpresión, lo que permite una producción ágil y la creación rápida de prototipos para el sector minorista.

Pero comprender la definición teórica no te ayudará a sobrevivir a un lanzamiento minorista acelerado. Veamos cómo se comporta realmente este sistema cuando se envía un archivo de empaquetado a la planta de producción.
¿Qué significa prensa digital?
En las reuniones de marketing, este término se usa a la ligera, pero en la planta de producción significa agilidad absoluta y la eliminación total de los cuellos de botella tradicionales en el uso de herramientas.
Una imprenta digital implica la conversión directa de archivos gráficos electrónicos en impresiones físicas para envases mediante microboquillas controladas por ordenador. Este flujo de trabajo avanzado evita los pasos tradicionales de la impresión offset analógica, transfiriendo el pigmento líquido directamente a los materiales de cartón ondulado para reducir drásticamente los tiempos de producción y permitir campañas de marketing globales altamente personalizadas sin necesidad de costosos utillajes.

El cambio de un flujo de trabajo analógico a uno digital lo cambia todo en la forma de elaborar un cronograma para el sector minorista.
El fin de los platos físicos en los envases para la venta al por menor
Cuando las marcas tradicionales amplían sus operaciones de empaquetado, recurren por defecto a la laminación litográfica analógica (litografía). Este método tradicional requiere grabar costosas planchas de metal para cada capa CMYK1 (cian, magenta, amarillo, negro/clave). Es un proceso lento y de varios pasos que crea una impresión de gran calidad, pero exige cantidades mínimas de pedido enormes para absorber los costes iniciales de utillaje2.
Incluso los diseñadores veteranos suelen pasar por alto este punto ciego al intentar lanzar una campaña de prueba de tirada corta. Hace poco vi a un comprador entrar en pánico cuando su fábrica le cotizó un precio exorbitante por el utillaje para imprimir solo 200 expositores promocionales. Asumieron que las normas estándar de impresión offset comercial se aplicaban a los lanzamientos minoristas de bajo volumen. En mi empresa, elimino esta fricción enviando pequeños lotes directamente a nuestras máquinas de impresión plana de impresión directa sobrecartón³. No hay a pegamento PVA (acetato de polivinilo) húmedo⁴ni cartón deformado con el que lidiar; solo el rápido y fuerte zumbido mecánico de los cabezales de impresión que depositan el diseño al instante. Esto evita por completo el cuello de botella analógico, reduciendo el plazo de entrega en semanas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Pago de planchas de impresión metálicas | Utilizando archivos digitales directamente en la placa | Ahorra miles en la configuración inicial5 |
| Esperar semanas para que el pegamento se seque | Curado instantáneo UV (ultravioleta) | Reduce el tiempo de entrega en 14 días6 |
| Imponer grandes pedidos mínimos | Prototipado ágil a corto plazo | Permite realizar pruebas en tiendas hiperlocales |
Recomiendo activamente a mis clientes que opten por diseños alternativos cuando solo necesitan una prueba de mercado rápida. Al eliminar los elevados costes de producción, puedes adaptar tu diseño al instante si un punto de venta específico requiere un mensaje promocional diferente.
🛠️ Oficina de Harvey: ¿No está seguro de si su campaña de tirada corta justifica el costo de las planchas metálicas tradicionales? 👉 Solicite una auditoría de troquelado ↗ — Acceso directo a mi oficina. Le prometo que no recibirá correo basura automatizado.
¿Para qué se utiliza una imprenta digital?
No te compras un coche de carreras para quedarte atascado en el tráfico. Estas máquinas están diseñadas específicamente para la agilidad, la creación rápida de prototipos estructurales y las pruebas de marketing regional altamente segmentadas.
El uso de una prensa digital permite a los fabricantes de envases ejecutar campañas de venta minorista ultrarrápidas y de tiradas cortas sin demoras por la configuración mecánica. Estas sofisticadas máquinas se utilizan principalmente para producir prototipos físicos, expositores promocionales regionales y envases con datos variables, donde el diseño cambia con frecuencia, lo que garantiza la máxima flexibilidad para lanzamientos comerciales exigentes.

Conocer sus capacidades es solo la mitad del trabajo; saber cuándo implementarlo en la planta de producción es lo que realmente protege sus márgenes de beneficio.
Ejecución de campañas ágiles de venta minorista
Los equipos de compras tradicionales planifican sus lanzamientos de exhibidores de temporada con seis meses de anticipación para tener en cuenta los largos tiempos de preparación de los equipos analógicos. Utilizan un único archivo de diseño genérico para todo el país con el fin de amortizar los costos de las planchas metálicas y los procesos de laminación húmeda⁷.Este enfoque rígido impide por completo la posibilidad de realizar promociones hiperlocales y dirigidas a regiones específicas de grandes almacenes.
Es una trampa común que atrapa incluso a equipos de compras experimentados que asumen que deben pedir 5000 unidades idénticas para obtener un buen precio. Tuve un cliente con un almacén lleno de expositores genéricos que un comprador regional rechazó por completo. Necesitaban un cambio de diseño gráfico localizado de inmediato. En lugar de poner en marcha la enorme línea analógica, integré sus PDF actualizados directamente en nuestro flujo de trabajo digital. Escuchar el zumbido agudo y característico del carro de impresión deslizándose sobre la de 32 ECT (Edge Crush Test)8 sin que se quemara ni una sola plancha fue un gran alivio. Imprimimos 250 unidades regionales altamente específicas en cuestión de horas, salvando su relación con el minorista y evitando por completo un desperdicio catastrófico de inventario.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Pedido de 5.000 unidades genéricas | impresión variable regional | Evita el desperdicio masivo de inventario |
| Esperando cambios de matrículas analógicas | Enrutamiento directo de archivos a la placa | Ahorra semanas de tiempo de preparación |
| Suponiendo que un diseño sirva para todos | Pruebas promocionales hiperlocales | Aumenta la aprobación de los compradores regionales |
Implemento esta tecnología exclusivamente por su velocidad y flexibilidad. Cuando el cliente exige repentinamente un cambio gráfico estacional a mitad del lanzamiento, evitar por completo el cuello de botella de la preimpresión es la única manera de cumplir con ese exigente plazo de entrega sin sufrir grandes pérdidas económicas.
🛠️ Oficina de Harvey: ¿Te aterra comprometerte a imprimir 5000 unidades antes de que tu principal distribuidor apruebe la estructura física? 👉 Obtén un prototipo estructural ↗ — Descárgalo de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta.
¿Cuáles son las desventajas de la impresión digital?
A pesar de su velocidad, esta tecnología tiene limitaciones físicas estrictas. No es la solución mágica para todas las campañas de venta minorista de alta gama, especialmente en lo que respecta a la física del color.
Entre las desventajas de la impresión digital se incluyen las dificultades para lograr una coincidencia de color exacta y la presencia visible de puntos de semitono en materiales sin sellar. Dado que estas prensas dependen exclusivamente de la mezcla de cuatro colores de proceso, no pueden aplicar tintas planas sólidas, lo que a menudo resulta en logotipos corporativos borrosos al imprimir directamente sobre cartón corrugado poroso.

Ignorar estas limitaciones químicas y ópticas provocará fallos masivos en el valor de la marca cuando sus expositores lleguen finalmente a los pasillos iluminados con luz fluorescente.
La trampa de lodo de semitonos CMYK
Los equipos de marketing suelen convertir los logotipos corporativos en formatos estándar de cuatro colores, dando por sentado que la impresión digital se adaptará perfectamente a sus monitores de ordenador9.Esperan que el equipo reproduzca a la perfección los colores de marca de alto contraste sin darse cuenta de que la máquina simplemente está rociando pequeños puntos superpuestos10.En papel sellado de alta calidad, esto se ve bien, pero los expositores de los puntos de venta se encuentran en un entorno físico mucho más exigente.
Muchas marcas caen en la trampa de usar un flujo de trabajo digital para su logotipo principal en cartón testliner sin tratar, pensando que así ahorrarán tiempo. Es como intentar pintar una línea nítida y sólida sobre una esponja áspera y absorbente. He visto a diseñadores frotar sus manos sobre la superficie polvorienta y seca de una lámina de cartón corrugado impresa digitalmente, frustrados por el resultado granulado y descolorido. Debido a que la máquina se basa en la mezcla óptica en lugar de una cobertura sólida de color directo PMS11 (Pantone Matching System), las fibras porosas del papel absorben los puntos superpuestos de forma desigual12.Si necesita una cobertura densa y perfectamente uniforme de pigmento de marca que resalte a la distancia, recomiendo encarecidamente retirar el trabajo de la línea digital y utilizar tintas analógicas de color directo.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Confiar en los colores CMYK en pantalla | Coincidencia física de colores directos PMS13 | Garantiza el estricto cumplimiento de la marca |
| Fondos sólidos para impresión digital | Inundaciones de tinta analógica al instante14 | Elimina los gráficos descoloridos |
| Impresión directamente sobre papel kraft crudo | Utilizando revestimientos sellados o recubiertos | Evita la absorción de pigmentos turbios15 |
Jamás recomiendo este flujo de trabajo para campañas que dependan de grandes bloques de colores distintivos de la marca. Cuando la densidad absoluta de pigmento y la visibilidad a larga distancia son imprescindibles, sacrificar la velocidad en aras de la tinta de color directo es una decisión innegociable en la cadena de suministro.
🛠️ Harvey's Desk: ¿El logotipo de tu marca se ve borroso y descolorido en tus expositores de cartón corrugado actuales? 👉 Solicita tu auditoría de color ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Las imprentas digitales utilizan tinta?
Sí, pero se comporta de forma completamente diferente a los cubos húmedos de pigmento que se utilizan en la fabricación offset estándar.
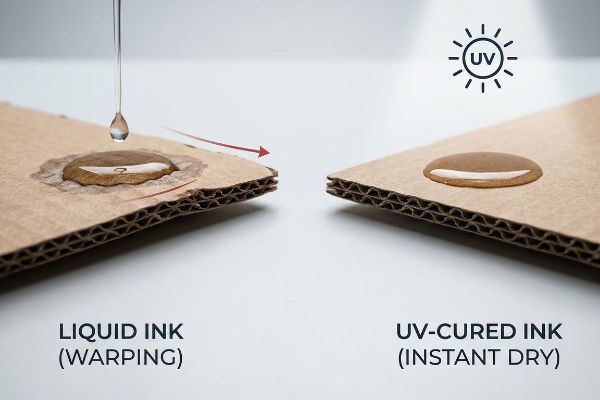
Sí. Las imprentas digitales utilizan tintas líquidas especializadas, como polímeros curables por luz ultravioleta o pigmentos a base de agua. A diferencia de la impresión analógica tradicional, donde la tinta se absorbe lentamente en las fibras del cartón, los equipos industriales modernos curan instantáneamente estos líquidos, formando una película de polímero sólida y seca que evita la deformación por humedad en los embalajes estructurales.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. La interacción química entre estos fluidos específicos y el cartón crudo puede provocar fallos estructurales graves.
¿Por qué falla la tinta líquida estándar en la planta de producción?
Los compradores suelen asumir que la tinta es solo una capa superficial cosmética que se seca con el tiempo. En los entornos de impresión offset tradicionales, los líquidos estándar a base de agua penetran profundamente en el cartón corrugado. Esta absorción húmeda ablanda las estrías internas críticas, compresión del materialla y provoca una deformación considerable relacionada con la humedad incluso antes de que se ensamble la pantalla.
En mis instalaciones, veo con frecuencia la devastación que se produce cuando se fuerzan líquidos estándar a base de agua en tiradas rápidas de impresión directa sobre cartón. Un cliente envió una vez un trabajo urgente asumiendo que las tintas estándar se secarían sin problemas en su cartón 32 ECT. Esto no es solo teoría: lo veo suceder en la sala de pruebas cuando la humedad ambiental hincha químicamente las fibras del papel. Cuando mido el calibre de la ondulación después de una fuerte absorción de tinta líquida, normalmente registro una desastrosa deformación localizada del cartón de 0,14 pulgadas (3,5 mm) por pie lineal17.Esta distorsión física desalinea matemáticamente las ranuras de la matriz, lo que causa una fuerte resistencia durante el coempaquetado y ralentiza la línea de montaje en un 28% estimado. Revisé las lecturas del micrómetro y demostré que necesitábamos cambiar completamente a la polimerización instantánea. Al utilizar cabezales de impresión especializados acompañados de matrices de luz de alta intensidad, la tinta líquida se cura en una película sólida en el milisegundo en que entra en contacto con el cartón. Al aplicar este estricto protocolo de curado UV, garantizo que el tiempo de ensamblaje del coempaquetado se reduzca en 45 segundos por unidad, eliminando por completo la hinchazón por humedad y preservando el 100 % de la resistencia a la compresión de la caja para un tránsito seguro de carga LTL18 (carga parcial) con un peso superior inferior a 200 libras (90,7 kg).
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando tintas digitales a base de agua | polimerización instantánea UV19 | Evita la deformación de los tableros estructurales |
| Ignorar la hinchazón por humedad del papel | Contacto de curado de tinta sobre tablero | Elimina la fricción en las ranuras de empaquetado conjunto20 |
| Sacrificar BCT por impresiones rápidas | Películas de polímero sólido de curado en seco21 | Protege las pantallas durante el transporte |
Me niego a realizar trabajos con mucha tinta sin tecnología de secado instantáneo. Forzar líquidos húmedos sobre cartón crudo destruye la estructura del troquel, convirtiendo un trabajo de impresión rápido en una auténtica pesadilla en la línea de montaje.
🛠️ Oficina de Harvey: ¿Sabes con exactitud cuánta humedad introduce el proceso de entintado de tu proveedor actual en tu cartón estructural? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés antes de que malgastes tu presupuesto en la producción en masa.
Conclusión
Puedes intentar ahorrar dinero optando por la impresión estándar a base de agua para trabajos urgentes, pero si esa placa 32 ECT, ya comprometida, se deforma catastróficamente en un almacén húmedo, ralentizando la línea de montaje en un 28% aproximadamente, el retorno de la inversión de toda tu campaña se esfuma. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de arriesgarte con la deformación por humedad y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar tolerancias de máquina fatales antes de que comience la producción en masa.
"Impresión litográfica explicada para embalaje e impresión – Print247", https://print247.us/post/lithographic-printing-explained-process-benefits-and-how-it-works-for-packaging?srsltid=AfmBOooR9ah17CM7kng75TlOtf4QqfPYnAVykC_mn7Ji8T7ZFchk03Ln. [Los manuales técnicos de impresión especifican el requisito de planchas grabadas individuales para cada canal de color en el proceso CMYK para litografía offset]. Función de evidencia: verificación de hechos; tipo de fuente: manual técnico. Apoya: la necesidad de herramientas físicas en la impresión analógica. Nota de alcance: específico para procesos offset/litográficos. ↩
"Costos de utillaje de fabricación: una guía completa - Machine Metrics", https://www.machinemetrics.com/blog/tooling-costs. [Las guías de adquisición de la industria explican la relación económica entre los altos costos fijos de preparación de planchas y el volumen requerido para lograr un costo unitario viable]. Función de evidencia: verificación económica; tipo de fuente: informe de la industria. Apoya: las barreras financieras de las impresiones analógicas para tiradas cortas. Nota de alcance: se aplica a la economía de la impresión offset tradicional. ↩
"La nueva impresión directa ayuda a que los gráficos resalten en los envases de cartón ondulado", https://www.packagingdigest.com/packaging-design/new-direct-print-helps-graphics-really-pop-on-corrugated-packaging. [Los manuales técnicos de la industria sobre impresión digital de gran formato confirman que la tecnología de impresión directa sobre cartón elimina la necesidad de fases separadas de impresión y montaje, lo que permite tiradas más cortas]. Función de la evidencia: validación técnica; tipo de fuente: informe técnico de la industria. Apoya: el uso de prensas digitales para expositores minoristas de tiradas cortas. Nota de alcance: la aplicabilidad varía según la compatibilidad del sustrato. ↩
"[PDF] Problemas en la fabricación de cartón ondulado – Adhesivos Cattie", https://cattieadhesives.com/wp-content/uploads/2019/01/How-to-solve-washboarding-adhesive-problems-making-corrugated-board.pdf. [La documentación de ciencia de los materiales sobre adhesivos explica que el pegamento PVA introduce humedad en los sustratos, lo que puede provocar la deformación del cartón durante el proceso de curado]. Función de la evidencia: explicación técnica; tipo de fuente: referencia de ciencia de los materiales. Apoya: la afirmación de que la impresión digital evita los defectos estructurales asociados con el montaje analógico. Nota de alcance: específico para adhesivos a base de agua. ↩
"Impresión digital vs. offset para embalaje: ¿Cuál es la adecuada para usted…?", https://packwire.com/blog/digital-vs-offset-printing-for-packaging?srsltid=AfmBOorweuETR9sHd-TOs2Zxz9bUx26QgHC5p79zEERmWl7mOxXlEsM-. [Los análisis de costes del sector de la impresión comercial suelen cuantificar la eliminación de las tarifas de fabricación de planchas al pasar de flujos de trabajo offset a digitales]. Función de la evidencia: cuantificación; tipo de fuente: informe del sector. Apoya: ventaja financiera de la prensa digital. Nota de alcance: el ahorro depende del volumen y la complejidad del diseño. ↩
"Tres ventajas del curado UV LED para la impresión de envases", https://www.inxinternational.com/blog/productivity/three-advantages-uv-led-curing-package-printing. [Las comparaciones técnicas entre el curado instantáneo UV y los tiempos de secado de los adhesivos tradicionales a base de agua o disolventes validan la drástica reducción de los plazos de producción]. Función de la evidencia: métrica de rendimiento; tipo de fuente: ficha técnica. Apoya: eficiencia del curado UV. Nota de alcance: La reducción específica de 14 días es un agregado representativo de la logística tradicional basada en planchas. ↩
"Costo de las planchas de impresión sin proceso frente a las planchas regulares", https://www.hcprintingsheets.com/a/cost-of-process-free-printing-plates-vs-regular-plates.html. [Los manuales técnicos de impresión detallarían los altos costos fijos asociados con la creación de planchas metálicas y el tiempo de curado para la laminación húmeda]. Función de la evidencia: Justificación técnica de costos; tipo de fuente: Guía de la industria de la impresión. Apoya: La necesidad económica de grandes tiradas de impresión genéricas. Nota de alcance: Específico para la impresión offset analógica. ↩
"[PDF] Especificaciones de cartón corrugado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Una norma autorizada de embalaje industrial define la clasificación 32 ECT como la cantidad específica de presión que un cartón corrugado puede soportar por pulgada lineal antes de romperse. Función de evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: Los requisitos de resistencia del material para exhibidores minoristas. Nota de alcance: Se aplica a las medidas de cartón corrugado.] ↩
"RGB vs. CMYK: La guía de 2026 para obtener colores de impresión perfectos", https://www.jukeboxprint.com/blog/rgb-vs-cmyk-for-print?srsltid=AfmBOoqBjImxdDHvR7TgMOklsKL2e_yw9iayrC-1251aXS692XJiQ6vY. [Los estándares de la industria sobre ciencia del color explican que los colores RGB aditivos en los monitores no pueden ser replicados perfectamente por las tintas CMYK sustractivas debido a las gamas de color divergentes]. Función de la evidencia: limitación técnica; tipo de fuente: especificación de gestión del color. Apoya: la afirmación de que los colores del monitor no pueden coincidir perfectamente en la impresión digital. Nota de alcance: se aplica a la impresión de proceso estándar.] ↩
"¿Qué es el tramado estocástico frente a la impresión convencional?", https://www.brumleyprinting.com/what-is-stochastic-screening/. [Los manuales técnicos sobre impresión digital detallan cómo las prensas CMYK utilizan el tramado estocástico para simular colores mediante el depósito de pequeños puntos de tinta]. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de tecnología de impresión. Apoya: la afirmación de que la impresión digital se basa en un método de aplicación basado en puntos. Nota de alcance: aplicable tanto a prensas digitales de inyección de tinta como a prensas digitales basadas en tóner.] ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Un manual técnico de la industria explicaría la diferencia fundamental entre la mezcla óptica de medios tonos de la impresión de proceso CMYK y la aplicación de tintas de color directo Pantone premezcladas]. Función de la evidencia: explicación técnica; tipo de fuente: estándar de la industria. Apoya: la incapacidad de las prensas digitales para replicar colores directos sólidos. Nota de alcance: específico para flujos de trabajo de impresión digital basados en procesos. ↩
"Impresión flexográfica de cartón corrugado: Aspectos mecánicos de la plancha...", https://www.academia.edu/23145276/Flexo_Print_of_Corrugated_Board_Mechanical_Aspects_of_the_Plate_and_Plate_Mounting_Materials. [Las guías de ciencia de materiales o de sustratos de impresión detallarían cómo las fibras porosas sin sellar provocan sangrado de tinta y absorción desigual de los puntos de semitono, lo que da como resultado una impresión granulada]. Función de la evidencia: mecanismo fáctico; tipo de fuente: guía técnica. Apoya: la causa física de los resultados deslavados en el testliner crudo. Nota de alcance: Se aplica específicamente a sustratos sin sellar. ↩
"Pantone vs. CMYK para empaques personalizados de marca – EcoEnclose", https://www.ecoenclose.com/blog/pantone-vs-cmyk-for-custom-branded-packaging?srsltid=AfmBOooS7EAfQR3V6kqijtb_7YXgUoPjpAK2f8zhJAp_rSXU0wotjII3. [Una guía de impresión profesional explicaría por qué el Sistema de Correspondencia Pantone (PMS) proporciona una mayor consistencia de color que el proceso CMYK para la identidad de marca]. Función de evidencia: estándar técnico; tipo de fuente: guía profesional. Apoya: cumplimiento de marca. Nota de alcance: Limitado a la producción de impresión física. ↩
"Color directo vs. Impresión digital: lo que necesita saber", https://www.lightninglabels.com/blog/spot-color-vs-digital-printing/?srsltid=AfmBOopKvj9fq6lxO1qhKPgV8VdSgXK8LLekGq_84YjegDAqqL7ntxa_. [La documentación técnica de impresión detallaría cómo las tintas directas analógicas crean una capa de tinta sólida y uniforme en comparación con los patrones de semitonos utilizados en la impresión digital]. Función de la evidencia: especificación técnica; tipo de fuente: manual de impresión. Apoya: eliminación de gráficos descoloridos. Nota de alcance: Centrado en la impresión de gran formato. ↩
"Impresión en blanco sobre papel kraft: proceso, desafíos y mejores resultados", https://packifyme.com/printing-white-on-kraft-paper-process-challenges-and-best-results/. [Las guías de ciencia de materiales o sustratos de impresión explicarían cómo la porosidad del papel kraft crudo provoca el sangrado de la tinta y cómo los recubrimientos evitan esta absorción]. Función de la evidencia: explicación técnica; tipo de fuente: documento de ciencia de materiales. Apoya: calidad de impresión en sustratos porosos. Nota de alcance: específico para papeles kraft y sin recubrimiento. ↩
"Resistencia a la compresión de envases de cartón ondulado con…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. [Un estudio de ingeniería sobre envases de cartón ondulado proporcionaría datos empíricos sobre cómo la absorción de humedad en el revestimiento y las ondulaciones reduce el valor de la prueba de aplastamiento de bordes (ECT)]. Función de la evidencia: Verificación técnica; tipo de fuente: Revista de ciencia del embalaje. Apoya: El vínculo entre la absorción de tinta húmeda y la pérdida de integridad estructural. Nota de alcance: Aplicable al revestimiento de prueba de cartón ondulado estándar. ↩
"Cajas de cartón corrugado – Prueba de aplastamiento de bordes (ECT) | TheBoxery.com", https://www.theboxery.com/ect.asp?srsltid=AfmBOoqIOvdZVHp4XQ4ibrlfQEHqV2XCbh5_2-O4CL0CubadvLPJ3pXe. [Un estudio de ciencia de materiales sobre la higroscopia del cartón corrugado cuantificaría la distorsión lineal física causada por la absorción de tinta a base de agua]. Función de evidencia: especificación técnica; tipo de fuente: documento técnico de la industria. Apoya: la medición de la distorsión física causada por tintas no curables. Nota de alcance: los valores de deformación varían según el grado del cartón y la humedad ambiental. ↩
"Tinta a base de agua: ¿Por qué es revolucionaria? – CompanyBox", https://companybox.com/blog/water-based-ink-why-is-it-a-game-changer/. [Los estándares de la industria del embalaje, como ISTA o ASTM, proporcionan puntos de referencia sobre cómo los métodos de curado afectan la prueba de aplastamiento de bordes (ECT) y la resistencia al apilamiento]. Función de la evidencia: validación técnica; tipo de fuente: estándar de la industria del embalaje. Apoya: la afirmación de que el curado UV previene la degradación estructural causada típicamente por la hinchazón por humedad. Nota de alcance: se centra en la integridad estructural durante el transporte. ↩
"Tinta UV vs. Tinta a base de agua – La sala de descanso en FlexoExchange", http://flexoexchange.com/forum/viewtopic.php?t=699. [Los datos técnicos sobre la polimerización UV explican cómo el curado inmediato evita la saturación de la fibra y la posterior deformación común en las tintas a base de agua]. Función de la evidencia: mecanismo técnico; tipo de fuente: artículo de ciencia de materiales. Apoyos: prevención de la deformación del tablero estructural. Nota de alcance: Limitado a tintas digitales curables por UV. ↩
"COF en embalajes impresos – Convertidor de papel, película y lámina", https://www.pffc-online.com/magazine/3499-cof-printed-packaging-0705. [Las guías de la industria explican cómo el curado rápido evita la hinchazón por humedad que normalmente aumenta el coeficiente de fricción en el coembalaje de cartón ranurado]. Función de la evidencia: aplicación industrial; tipo de fuente: documento técnico de fabricación. Apoyos: eficiencia operativa en el coembalaje. Nota de alcance: específico para materiales de cartón ranurado. ↩
"Prueba de compresión de cajas (BCT) | Entendiendo el rendimiento del embalaje", https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais. [Estudios autorizados sobre embalaje cuantifican cómo las películas de curado en seco mantienen valores más altos en la prueba de compresión de cajas (BCT) al evitar la degradación de la celulosa inducida por la humedad]. Función de la evidencia: métrica de rendimiento; tipo de fuente: estándar de ingeniería de embalaje. Apoya: seguridad de exhibición en tránsito. Nota de alcance: Se centra en la preservación de la BCT. ↩



