
Confiar en la impresión digital directa a la placa se siente como un atajo para lanzamientos rápidos en tiendas minoristas hasta que los colores de tu marca se desvanecen por completo bajo las luces fluorescentes de las tiendas .
Entre las desventajas de la impresión digital se incluyen velocidades de producción en masa más lentas, mayores costos unitarios a gran escala, precisión limitada en los colores Pantone y problemas de tensión superficial en sustratos de cartón corrugado. Si bien es excelente para la creación de prototipos, las grandes exhibiciones comerciales requieren laminación offset tradicional para mantener una consistencia precisa de la marca y durabilidad estructural.

Al pasar de un monitor digital brillante a una línea de pruebas física, se revelan realidades de fabricación brutales que los paneles de marketing estándar ignoran por completo.
¿Cuáles son las desventajas de la impresión digital?
Las marcas presionan constantemente para que se realicen tiradas digitales directas a la plancha con el fin de ahorrar en costes de utillaje, dando por sentado que un proceso estándar se adaptará perfectamente a su guía de estilo corporativa.
Las desventajas de la impresión digital suelen estar relacionadas con importantes limitaciones en la coincidencia de colores en las pruebas de impresión. Dado que las prensas digitales se basan exclusivamente en puntos de semitono CMYK en lugar de tintas planas premezcladas, los logotipos sólidos a menudo se ven granulados o borrosos cuando se aplican directamente sobre cartón corrugado sin sellar bajo la intensa iluminación de un almacén.

Al retirar la capa protectora de una prueba digital de alta gama, la física misma de las fibras del papel expone de forma agresiva este defecto.
La trampa de lodo de semitonos CMYK
Cuando reviso los troqueles de mis clientes, veo constantemente que los equipos de marketing convierten logotipos corporativos sólidos a formatos CMYK (cian, magenta, amarillo, clave) estándar para la impresión digital directa en cama plana. Esperan que la impresión a cuatro colores reproduzca a la perfección el brillo intenso de sus monitores de oficina retroiluminados. Sin embargo, la impresión estándar a cuatro colores se basa en diminutos puntos de semitono superpuestos que se absorben de forma desigual en las fibras porosas del cartón corrugado¹.Esta mezcla óptica falla mecánicamente en el cartón sin sellar, lo que perjudica el valor de la marca incluso antes de que el expositor llegue al punto de venta.
En mis instalaciones, veo con frecuencia cómo esta suposición teórica se desmorona durante la primera pasada en la sala de pruebas. El trimestre pasado, un cliente nos exigió que imprimiéramos su logotipo naranja brillante característico en nuestra prensa digital CMYK para ahorrarse el coste de las planchas de impresión tradicionales. Al medir la salida bajo iluminación de inspección D50, el soporte de prueba poroso 32 ECT (Edge Crush Test) había absorbido la tinta de forma desigual, reduciendo la densidad visual en un enorme 14,8 % y creando una textura opaca y descolorida. Al cambiar el protocolo de impresión digital directa a un protocolo de color directo, sustituyendo la mezcla óptica de puntos por una única tinta de color directo PMS (Pantone Matching System) mezclada con precisión, restauré la cobertura de pigmento sólido. Este sencillo ajuste del material garantizó una alta visibilidad de la marca a 6,09 m de distancia, eliminando el riesgo de una devolución por parte del minorista y manteniendo la enorme ventaja logística de empaquetar sus cartones ondulados para ahorrar un 70 % en el volumen de transporte.
| Métrica/Característica | Digital directo CMYK | Protocolo de color puntual |
|---|---|---|
| Aplicación del color | Mezcla óptica de semitonos2 | Inundación sólida premezclada3 |
| Absorción de fibra | Pérdida de alta densidad4 | Superficie sellada baja |
| Visibilidad en el punto de venta | Grano visual descolorido | Impacto de alto contraste |
Me niego a que los gráficos de semitonos borrosos arruinen el lanzamiento de una campaña de venta minorista de alta gama. El uso de colores planos sólidos garantiza que la identidad de su marca resista la iluminación intensa de los pasillos de las grandes superficies sin comprometer sus márgenes de beneficio logísticos.
🛠️ Harvey's Desk: ¿Los colores sólidos de tu marca se ven deslavados y granulados en cartón corrugado sin tratar? 👉 Solicita una auditoría de calibración de color gratuita ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son 5 desventajas del marketing digital?
Los minoristas suelen experimentar con la sustitución de los expositores por pantallas de marketing digital, partiendo de la base de que los píxeles resultan más baratos que el transporte físico a largo plazo.
Las cinco desventajas del marketing digital en el comercio minorista incluyen una sobrecarga cognitiva severa, altos costos de mantenimiento de hardware, nula interacción táctil con el producto, escasa interacción con periféricos y la imposibilidad de almacenar inventario físico de forma segura. Los compradores ignoran sistemáticamente las pantallas digitales pasivas, mientras que los expositores físicos en los extremos de los pasillos fomentan la interacción inmediata y tangible con el producto y las conversiones impulsivas.

Si bien una pantalla brillante luce impresionante en una hoja de cálculo de compras, no reproduce en absoluto la geometría física de cómo los humanos se mueven realmente por los pasillos de una tienda.
El fracaso del compromiso espacial 3-3-3
Incluso los equipos de marketing más experimentados suelen diseñar campañas de marketing digital en tienda exclusivamente para su visualización en monitores, ignorando la realidad física de cómo los compradores empujan sus carritos en un entorno comercial bullicioso. No comprenden la estricta regla 3-3-3 del merchandising minorista,que exige que una unidad capte la atención visual desde 9,14 m (360 pulgadas) de distancia. Sin la impactante estructura tridimensional que proporciona una pantalla física corrugada , una pantalla digital plana simplemente se mimetiza con el ruido ambiental de la tienda, sin ofrecer ninguna retención física.
En mi empresa, veo con frecuencia a clientes que intentan rescatar campañas digitales fallidas en tienda suplicando por expositores físicos de cartón corrugado de última hora. Una marca de artículos de caza implementó recientemente costosos expositores digitales en los extremos de los pasillos, solo para descubrir que los compradores ignoraban por completo las pantallas. La estrategia digital teórica fracasó porque no ofrecía ninguna retención táctil del producto y no podía soportar sus pesados accesorios para ballesta de 5,62 kg (12,4 lbs). Cuando diseñé su expositor físico de reemplazo, optimicé matemáticamente la ergonomía del estante para alcanzar la zona de impacto de 1270 mm (50 pulgadas)⁶, cortando el borde de retención frontal para garantizar una visibilidad del producto del 85 %⁷. Esta agresiva intervención estructural transformó un punto ciego digital pasivo en un motor de merchandising activo, aumentando instantáneamente las conversiones por impulso y salvando todo su presupuesto promocional del tercer trimestre de un fracaso total.
| Métrica/Característica | Pantalla de marketing digital | Exhibidor físico en el punto de venta |
|---|---|---|
| Compromiso del comprador | Visual pasivo únicamente | Disrupción táctil 3D |
| Interrupción en el pasillo | Fusión de fondo plano | Geometría de troquelado agresiva |
| Posesión de productos | Capacidad de inventario cero | Alta capacidad de carga dinámica |
Veo a diario cómo pantallas digitales carísimas son completamente ignoradas en grandes almacenes. Si se quiere impulsar conversiones físicas reales, se necesita una geometría estructural agresiva que entregue el producto al consumidor.
🛠️ Harvey's Desk: ¿Tu campaña actual de venta minorista digital o híbrida no está logrando atraer clientes a los pasillos más concurridos? 👉 Solicita tu análisis gratuito de visibilidad ↗ — 100% confidencial. Tus diseños de venta minorista aún no lanzados están a salvo conmigo.
¿Es buena la impresión digital?
Más allá de las limitaciones de los puntos de semitono, evitar los cuellos de botella de la preimpresión con tecnología sin planchas cambia radicalmente la rapidez con la que se puede reaccionar a las demandas de los minoristas.
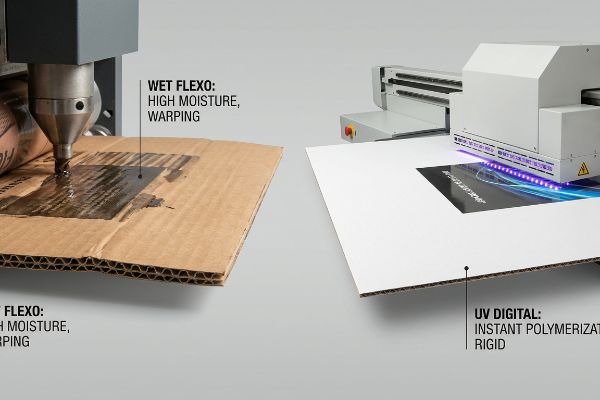
Sí. La impresión digital es ideal para la creación rápida de prototipos, tiradas de prueba ultracortas para el comercio minorista y para evitar los costosos cuellos de botella de las planchas de preimpresión. Mediante el uso de matrices planas especializadas, la tinta líquida se seca instantáneamente formando una película de polímero sólido, lo que permite obtener gráficos de alto contraste directamente sobre sustratos estructurales sin el grave riesgo de deformación por humedad.
Al eliminar los adhesivos tradicionales que absorben mucha humedad del proceso de fabricación, el comportamiento físico del cartón cambia drásticamente.
La ventaja de la polimerización instantánea
La laminación litográfica tradicional requiere el montaje de una lámina impresa sobre cartón grueso de flauta B⁸mediante adhesivos de PVA (acetato de polivinilo) a base de agua. Este proceso de encolado húmedo introduce grandes cantidades de humedad en las fibras de papel, lo que puede provocar una deformación severa hacia adentro si no se cura adecuadamente⁹bajo cargas pesadas. La impresión digital plana elimina por completo este riesgo químico al inyectar la tinta directamente sobre el sustrato, omitiendo la fase de laminación y manteniendo las flautas del núcleo perfectamente secas y rígidas.
Esto no es solo teoría; lo aprendí por las malas el mes pasado al probar una nueva base híbrida para puntos de venta (TPV) en nuestro laboratorio de I+D. Le pedí a mi ingeniero jefe de empaques, Mark, que imprimiera un lote de bandejas de mostrador con tintas directas estándar a base de agua en nuestro equipo flexográfico antiguo. Recuerdo específicamente el olor fuerte y agrio de la tinta húmeda cuando el soporte de prueba absorbió la humedad, lo que provocó que la flauta E de 1,5 mm (0,05 pulgadas) se delaminara instantáneamentey se doblara bajo el probador Mullen con solo 64,54 kg (142,3 libras) de fuerza. Inmediatamente cambiamos a nuestra línea CNC (Control Numérico por Computadora) de cama plana UV. Al utilizar cabezales de impresión acompañados de matrices de luz UV que curan instantáneamente la tinta líquida en una película de polímero sólidoen el milisegundo en que toca el tablero, evitamos por completo la absorción de la fibra. Invierto tiempo y dinero en mi laboratorio de pruebas para que usted no pierda ganancias en el punto de venta. Esta calibración de la máquina no solo preservó la integridad estructural, sino que redujo drásticamente nuestro ciclo de creación de prototipos en 48 horas, lo que permitió al cliente obtener la aprobación temprana de los minoristas y concretar un lanzamiento nacional masivo antes de lo previsto.
| Métrica/Característica | Proceso de flexografía húmeda | Impresión digital UV |
|---|---|---|
| Impacto de la humedad | Hinchazón de fibra alta12 | Absorción cero de líquidos |
| Velocidad de curado | Bloqueo de peso de 24 horas13 | Polimerización instantánea14 |
| Costo de instalación | Altas tarifas de matrícula | No se requiere ningún tipo de herramienta |
Confío plenamente en las impresoras planas digitales UV para evitar retrasos en la preimpresión de campañas de venta minorista ágiles. Cuando se necesitan muestras de alta fidelidad rápidamente sin comprometer la resistencia a la compresión del cartón, la polimerización instantánea es absolutamente imprescindible.
🛠️ Harvey's Desk: ¿Los largos retrasos en la preimpresión y los elevados costes de utillaje limitan tu capacidad para crear prototipos de nuevas estructuras para tiendas? 👉 Obtén una muestra digital gratuita de 24 horas ↗ — Sin intermediarios. Habla directamente con ingenieros estructurales.
¿Qué es mejor, la impresión digital o la serigrafía?
La elección entre estos dos métodos de aplicación distintos se reduce a encontrar el equilibrio entre la flexibilidad gráfica de alta velocidad y las mejoras en la superficie, que además son gruesas y táctiles.
La serigrafía es más adecuada para aplicar recubrimientos especiales gruesos y de alta viscosidad, como imprimaciones UV selectivas o metálicas, ofreciendo una durabilidad táctil inigualable. Por el contrario, la impresión digital es más apropiada para datos variables de alta velocidad sin planchas y para trabajos fotográficos complejos a todo color, donde la creación rápida de prototipos y la agilidad en la gestión de campañas son las principales prioridades logísticas.

Es imprescindible comprender cómo interactúan estos dos sistemas distintos de suministro de tinta con los sustratos de papel en bruto antes de finalizar cualquier línea de troquelado para la producción en masa.
La mecánica de ingeniería detrás del registro de alta viscosidad
La serigrafía funciona fundamentalmente como un proceso de estarcido físico, empujando gruesas capas de tinta altamente viscosa a través de una malla tejida directamente sobre el sustrato. Esta acción mecánica permite obtener capas increíblemente densas de pigmento y barnices especiales que los cabezales de impresión digital simplemente no pueden inyectar sin obstruirse¹⁵.Sin embargo, este proceso analógico y pesado requiere una pantalla independiente para cada color o recubrimiento, lo que lo hace inherentemente rígido y lento en comparación con la inyección ágil y controlada por píxeles de una impresora plana digital.
Al diseñar una caja plegable de alta calidad o un expositor de cartón corrugado, los diseñadores estructurales deben planificar con precisión dónde se superpondrán el barniz UV selectivo o las texturas de alto relieve con los gráficos estándar. Dado que la serigrafía deposita físicamente una película de polímero más gruesa¹⁶,alinearla perfectamente sobre una capa base impresa digitalmente requiere una atención estricta a la desviación del registro. Incorporamos matemáticamente una tolerancia de superposición de 0,5 mm (0,02 pulgadas)¹⁷ durante la fase de preimpresión para compensar el ligero desplazamiento mecánico entre las dos máquinas de impresión. Esta calibración de preimpresión altamente específica garantiza que la capa de pantalla de alta viscosidad se superponga a la tinta digital sin problemas, evitando que se vean huecos microscópicos de papel crudo sin imprimir. Al aislar el trabajo táctil pesado a la prensa de serigrafía y el trabajo rápido de color a la prensa digital, los ingenieros pueden aprovechar las mejores propiedades mecánicas de ambos sistemas para ofrecer una presentación impecable en el punto de venta.
| Métrica/Característica | Impresión digital | Serigrafía |
|---|---|---|
| Viscosidad de la tinta | Microgotas bajas | Entrega de malla alta18 |
| Datos variables | Altamente flexible | Plantilla fija imposible19 |
| Recubrimientos táctiles | Capacidad limitada | Excelente para luz UV puntual20 |
Siempre recomiendo a los equipos de compras que elijan la máquina que mejor se adapte a las exigencias específicas de fricción y estética de la campaña. Utilicen matrices digitales para mayor velocidad y nitidez fotográfica, pero recurran a la serigrafía tradicional cuando necesiten un impacto táctil notable.
🛠️ Harvey's Desk: ¿Sus recubrimientos UV selectivos de alta calidad se descentran y arruinan la presentación visual de sus exhibidores? 👉 Solicite una auditoría de preimpresión gratuita ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Confiar en suposiciones no verificadas sobre la impresión digital puede arruinar rápidamente su campaña, transformando semitonos CMYK borrosos y un registro de preimpresión deficiente en costos de devolución de mercancía importantes. Esta misma revisión de ingeniería detectó recientemente un error fatal de tolerancia de 2 mm para un lanzamiento nacional importante antes de la producción. Deje de permitir que los píxeles sin calibrar perjudiquen su retorno de inversión en estructuras; permítame revisar personalmente sus archivos estructurales con una Auditoría Gratuita de Preimpresión de Cartón Corrugado ↗ para garantizar que su próximo envío masivo al por mayor llegue con colores perfectamente coincidentes, una estructura sólida y listo para dominar el pasillo de la tienda mayorista.
"[PDF] 1. La ganancia de punto es el aumento del tamaño de los puntos de semitono a medida que la tinta se absorbe en…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Una guía técnica sobre sustratos de impresión para embalaje explicaría cómo la alta porosidad de las fibras de cartón corrugado crudo provoca la dispersión de la tinta y la absorción desigual de los puntos de semitono]. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de la industria de la impresión. Apoya: la afirmación de que la impresión del proceso CMYK falla en cartón sin sellar. Nota de alcance: aborda específicamente los sustratos de cartón corrugado sin sellar. ↩
"Semitono", https://en.wikipedia.org/wiki/Halftone. [Los manuales técnicos sobre impresión digital explican cómo los procesos CMYK utilizan puntos de semitono para simular un tono continuo mediante la mezcla óptica en el ojo del observador]. Función de evidencia: definición técnica; tipo de fuente: libro de texto de impresión. Apoya: el mecanismo de aplicación del color digital. Nota de alcance: se aplica a los procesos digitales de semitono estándar. ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Los estándares de impresión industrial para colores directos describen la aplicación de tintas premezcladas como inundaciones sólidas para garantizar la consistencia y opacidad del color]. Función de la evidencia: definición del proceso; tipo de fuente: estándar de la industria de la impresión. Apoya: el método de aplicación de los protocolos de color directo. Nota de alcance: típico para la impresión serigráfica u offset. ↩
"Recubrimientos y absorción de tinta | American Print and Bindery – Goodprint", https://goodprint.com/blogs/print-bind-closer-look/the-science-behind-ink-absorption. [La investigación en ciencia de materiales sobre la porosidad del sustrato verificaría que la absorción de tinta digital en fibras no tratadas produce una pérdida medible de densidad óptica]. Función de la evidencia: métrica de rendimiento; tipo de fuente: artículo de ciencia de materiales. Apoya: el impacto de la absorción de la fibra en la calidad de la impresión digital. Nota de alcance: específicamente para sustratos porosos y sin sellar. ↩
"¿Qué es la regla de tres en el merchandising visual?", https://proportionlondon.com/blog/what-is-the-rule-of-three/. [Una guía autorizada de diseño minorista o un manual de merchandising debería definir la regla 3-3-3 y verificar el requisito de distancia de 360 pulgadas para la captura visual]. Función de la evidencia: verificación técnica; tipo de fuente: estándar de la industria. Apoya: los requisitos espaciales específicos para la efectividad de la exhibición minorista. Nota de alcance: Se aplica principalmente a entornos de grandes superficies con mucho tránsito. ↩
"Capítulo 2: Cómo elegir la altura de exhibición para sus clientes", https://www.creativedisplaysnow.com/guides/understanding-the-retail-customer/chapter-2-how-to-choose-the-right-display-height-for-your-customers/. [Los estándares autorizados de diseño minorista y los estudios ergonómicos identifican el rango de altura específico para la "zona de impacto" donde la mirada y el alcance del consumidor son más frecuentes]. Rol de evidencia: Especificación técnica; tipo de fuente: Investigación ergonómica o manual de diseño minorista. Apoya: La optimización de la altura del estante para aumentar la interacción del consumidor. Nota de alcance: La altura óptima puede variar ligeramente según la altura del grupo demográfico objetivo.] ↩
"La importancia de la visibilidad en el estante casi en tiempo real – Circana", https://www.circana.com/post/the-importance-of-near-real-time-on-shelf-visibility. [Estudios cuantitativos en visual merchandising demuestran la correlación entre la altura del borde de sujeción de un estante y el porcentaje de producto visible para un comprador desde un ángulo de aproximación estándar]. Función de la evidencia: Validación de métricas; tipo de fuente: Estudio de visual merchandising. Apoya: La afirmación de que las modificaciones estructurales del borde de sujeción aumentan directamente la visibilidad del producto. Nota de alcance: El porcentaje varía según las dimensiones del producto.] ↩
"Guía 101 sobre laminación litográfica para impresión de envases", https://gleepackaging.com/litho-lamination-for-packaging-printing/. [Los manuales de la industria sobre envases de cartón ondulado describen el proceso estándar de laminación litográfica para unir papel preimpreso a cartón ondulado mediante adhesivos]. Función de la evidencia: Verificación del proceso; tipo de fuente: Manual de la industria del embalaje. Apoya: La definición de laminación litográfica tradicional. Nota de alcance: Se aplica a los flujos de trabajo de litografía offset convencionales. ↩
"Las principales causas de la deformación de los paneles de cubierta – Bindwel", https://bindwel.com/the-primary-causes-of-warped-cover-boards/. [Documentación técnica sobre la aplicación de adhesivos que explica cómo los adhesivos a base de agua provocan hinchazón de las fibras y deformación del sustrato, lo que requiere presión mecánica para aplanarlo]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería industrial. Apoya: El vínculo causal entre los adhesivos húmedos y la deformación del material. Nota de alcance: Específico para adhesivos de PVA a base de agua. ↩
"Guía sobre defectos en la superficie del cartón y calidad de impresión en cajas de envío", https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e. [Las fuentes de ingeniería de embalaje deben confirmar que las tintas a base de agua pueden penetrar los revestimientos de cartón corrugado y comprometer las uniones adhesivas, lo que provoca deslaminación]. Función de la evidencia: Mecanismo fáctico; tipo de fuente: Manual de ingeniería de embalaje. Apoya: El riesgo de falla estructural inducida por la humedad. Nota de alcance: Específicamente en relación con materiales de cartón corrugado de flauta delgada. ↩
"Cómo la luz UV transforma la tinta líquida en impresiones sólidas – kenteer", https://kenteer.com/uv-ink-curing-mechanism-how-uv-light-transforms-liquid-ink-into-solid-prints/. [Una guía técnica sobre tintas curables por UV explicará la polimerización rápida desencadenada por la radiación UV para crear una película sólida]. Función de la evidencia: Verificación técnica; tipo de fuente: Libro de texto de ciencia de los materiales. Apoya: El mecanismo de polimerización instantánea. Nota de alcance: Se aplica a formulaciones curables por UV. ↩
"Deformación transitoria e hinchazón del papel por co... acuoso...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9906801/. [Los artículos técnicos sobre interacciones con sustratos describen cómo las tintas líquidas provocan la expansión de las fibras de celulosa durante el proceso flexográfico, lo que puede afectar la estabilidad dimensional]. Función de la evidencia: explicación del mecanismo; tipo de fuente: revista académica sobre ciencia de la impresión. Apoya: el impacto de la humedad en la flexografía húmeda. Nota de alcance: aplicable principalmente a sustratos a base de celulosa. ↩
"Impresión flexográfica: una visión general | ScienceDirect Topics", https://www.sciencedirect.com/topics/engineering/flexographic-printing. [Los estándares de la industria para la impresión flexográfica a base de agua detallan la duración requerida para la evaporación de la humedad y la estabilización del sustrato para evitar la deformación]. Función de la evidencia: validación de métricas; tipo de fuente: manual de la industria de la impresión. Apoya: la velocidad de curado más lenta de los procesos flexográficos húmedos. Nota de alcance: la duración puede variar según la porosidad del sustrato y la humedad ambiental. ↩
"La ciencia detrás de la polimerización eficiente de tinta en el curado UV LED…", https://goodiuv.com/the-science-behind-efficient-ink-polymerization-in-led-uv-curing-systems/. [Una fuente autorizada sobre el curado UV explica cómo los fotoiniciadores desencadenan la polimerización inmediata al exponerse a la luz UV, eliminando el tiempo de secado]. Función de la evidencia: verificación técnica; tipo de fuente: libro de texto de ciencia de los materiales. Apoya: la ventaja del curado rápido de la impresión digital UV. Nota de alcance: específico para las químicas de tinta curables por UV. ↩
"El impacto de la viscosidad de la tinta en la calidad de impresión | INX International", https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality. [Documentación técnica sobre reología de la tinta y diámetro de la boquilla que ilustra los umbrales máximos de viscosidad para cabezales de inyección de tinta en comparación con las pastas de alta viscosidad utilizadas en serigrafía]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de impresión industrial. Apoya: La afirmación de que la impresión digital está limitada por la viscosidad de la tinta. Nota de alcance: Se refiere específicamente a las tecnologías de inyección de tinta piezoeléctrica y térmica de grado comercial. ↩
"Calidad de impresión serigráfica frente a calidad de impresión digital – PrintRAR", https://printrar.com/comparison/screen-print-vs-digital-print-quality/. [La documentación técnica sobre las tasas de deposición de tinta confirma que la serigrafía aplica una capa de tinta o polímero significativamente más gruesa en comparación con la fina película de la inyección de tinta digital o el tóner]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la diferencia mecánica en el volumen de tinta. Nota de alcance: se aplica específicamente a recubrimientos especiales de alta viscosidad. ↩
"Cómo aplicar trampas a las ilustraciones para serigrafía: 4 pasos esenciales para evitar…", https://screenprintingmag.com/how-to-trap-artwork-for-screen-printing-4-essential-steps-to-avoid-gaps-and-misregistration/. [Las directrices de ingeniería de preimpresión definen tolerancias de trampas para mitigar la deriva del registro mecánico al combinar diferentes procesos de impresión en un solo sustrato]. Función de evidencia: estándar de la industria; tipo de fuente: guía técnica de preimpresión. Apoya: la métrica de calibración específica para el registro. Nota de alcance: la tolerancia puede variar según la precisión de la prensa. ↩
"Mezcla de tintas para serigrafía: control de la viscosidad y la precisión del color", https://cndinggroup.com/screen-printing-ink-mixing-controlling-viscosity-and-color-accuracy/. [Un manual técnico sobre ingeniería de impresión explicaría cómo se fuerzan las tintas de alta viscosidad a través de una malla para crear capas gruesas y táctiles]. Función de la evidencia: especificación técnica; tipo de fuente: libro de texto de ingeniería. Apoya: mecanismo de suministro de tinta en serigrafía. Nota de alcance: específico para aplicaciones de tintas de alta viscosidad. ↩
"Control de las variables que afectan al depósito de tinta en la serigrafía", https://anatol.com/controlling-the-variables-that-affect-your-screen-printing-ink-deposit/. [Los estándares de la industria para la serigrafía confirman que el uso de una plantilla de emulsión estática impide la posibilidad de alterar los datos en cada impresión]. Función de la evidencia: limitación fáctica; tipo de fuente: guía de impresión industrial. Apoya: la incapacidad de la serigrafía para admitir datos variables. Nota de alcance: excluye los sistemas híbridos de serigrafía digital. ↩
"Serigrafía vs. Impresión UV digital: Una comparación industrial completa...", https://www.imagoprinter.com/en/blog/uv-led-printing/screen-printing-vs-digital-uv-printing-a-complete-industrial-technology-comparison/. [El análisis comparativo de las profundidades de recubrimiento demuestra que la serigrafía logra el espesor de película de tinta necesario para efectos UV puntuales de alto relieve que la impresión digital no puede igualar]. Función de la evidencia: rendimiento comparativo; tipo de fuente: documento técnico. Apoya: la superioridad de la serigrafía para recubrimientos táctiles. Nota de alcance: centrado en el volumen de deposición. ↩



