¿Sus campañas de venta minorista se ven obstaculizadas por la lentitud en la fabricación de planchas y los altos costos de configuración? La impresión tradicional consume presupuestos en tiradas cortas, pero la tecnología de impresión directa sobre cartón redefine por completo el cronograma de fabricación.
Las ventajas de la impresión digital incluyen la producción sin planchas, el curado instantáneo de la tinta UV (ultravioleta) y la capacidad de crear prototipos rápidamente. Al inyectar polímeros directamente sobre cartón corrugado, elimina por completo la deformación por humedad, reduce drásticamente las cantidades mínimas de pedido y acelera la comercialización de campañas de exhibición minorista altamente complejas y de ritmo acelerado.

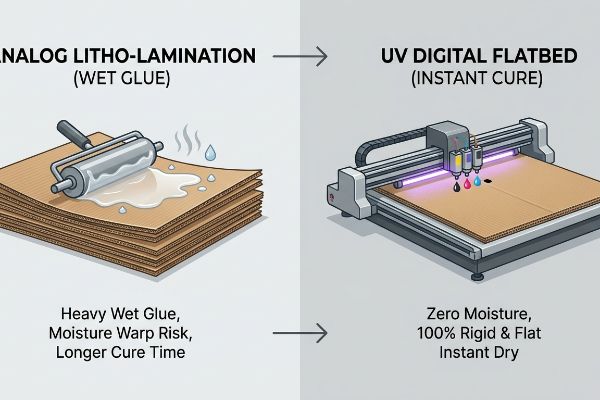
El cambio de la laminación litográfica analógica a los sistemas digitales de impresión plana modifica radicalmente la forma en que diseño el coste total de propiedad de una marca. Analicemos la física implacable de la fábrica que impulsa este cambio.
¿Cuáles son algunas de las ventajas y desventajas de la impresión digital?
¿Te preguntas si la producción digital se ajusta a tu próximo lanzamiento en una gran superficie comercial? El equilibrio entre la agilidad y los altos costes unitarios determinará si esta tecnología te permitirá ahorrar o, por el contrario, disparar tu presupuesto.
Las ventajas y desventajas de la impresión digital se centran en la velocidad de preparación frente a la escala. La principal ventaja es la preparación instantánea sin planchas para campañas minoristas de tiradas cortas, mientras que la principal desventaja sigue siendo un mayor coste de tinta por unidad en producciones globales masivas en comparación con los métodos analógicos tradicionales.
La elección no se trata solo de la intensidad del color; es una decisión estructural que influye en cómo reacciona el cartón ondulado a la humedad ambiental de la fábrica.
La evasión de la deformación por humedad mediante "polimerización instantánea"
Cuando reviso las especificaciones de empaque de los clientes, veo constantemente que los equipos de compras exigen estrictamente la laminación litográfica tradicional para cada proyecto, asumiendo que es la única manera de lograr gráficos de calidad para venta minorista. Crean su lista de materiales (BOM) en Excel en torno a adhesivos estándar de PVA (acetato de polivinilo) húmedos y láminas superiores separadas, ignorando por completo cómo esa química a base de agua afecta negativamente la integridad estructural1 de una exhibición de tirada corta. Al forzar ciegamente un proceso analógico en una campaña de bajo volumen, introducen inadvertidamente graves riesgos de humedad en el soporte de prueba crudo2.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando realizamos pequeñas pruebas con laminación tradicional con pegamento húmedo. Durante una prueba reciente de 500 unidades, medí una curvatura hacia adentro de 0,14 pulgadas (3,5 mm) en los paneles principales de soporte de carga después de 24 horas de curado a temperatura ambiente, debido a que el pegamento se contrajo y deformó el cartón poroso. Para solucionar esto, inmediatamente cambié el trabajo a mi impresora plana de impresión directa sobre cartón, utilizando tintas de polimerización instantánea que se curan instantáneamente bajo la luz3 en el milisegundo en que tocan el cartón, evitando por completo el agua. La mesa CNC (Control Numérico por Computadora) demostró que estos tableros perfectamente planos, impresos digitalmente, mantuvieron una rigidez estructural absoluta durante el troquelado. Al eliminar por completo la fase de curado de humedad de 24 horas, reduje el tiempo de ensamblaje de coempaquetado en 38 segundos por unidad, ahorrando al cliente aproximadamente $2100 en costos de mano de obra y evitando por completo el rechazo del minorista por bandejas deformadas.
| Métrica de producción | Litografía-laminación analógica | Cama plana digital UV |
|---|---|---|
| Introducción de la humedad | Saturación de pegamento húmedo intenso | Cero (curado instantáneo del polímero) |
| Planitud de la tabla | Propenso a una curvatura interna severa | 100% rígido y estructuralmente plano |
| Velocidad de montaje | Ralentizado por la fricción y la deformación | Cerraduras deslizantes sin fricción |
Me niego a que el pegamento húmedo destruya la integridad estructural de su producto solo porque una hoja de cálculo utilizó un método analógico obsoleto. Mi ingeniería de plataforma plana garantiza que su expositor se mantenga perfectamente recto, evitando por completo la deformación causada por la humedad.
🛠️ Harvey's Desk: ¿Sus bandejas de venta actuales se curvan visiblemente hacia afuera y perjudican su retorno de inversión en envíos incluso antes de que lleguen a la tienda? 👉 Obtenga una auditoría gratuita de planitud estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son las ventajas y desventajas de lo digital?
Evaluar las tecnologías de impresión plana implica comprender cómo la configuración de la máquina impacta directamente en los plazos de entrega. Eliminar las herramientas físicas transforma radicalmente la rapidez con la que se puede responder a las demandas repentinas de comercialización en el sector minorista.
Las ventajas y desventajas de la producción digital giran principalmente en torno a las herramientas físicas. Los flujos de trabajo digitales eliminan la necesidad de costosos troqueles de corte y planchas de impresión, lo que permite la creación rápida de prototipos y revisiones sin desperdicio, pero pueden ser más lentos que las altas velocidades de estampado mecánico durante las series de producción en masa de millones de unidades.
Una vez que se retiran las enormes matrices de acero, se descubre un conjunto de tolerancias físicas completamente diferente en la mesa de corte.
Protocolo de erradicación del "cuello de botella en las herramientas"
Al revisar pedidos urgentes de expositores de tirada corta , veo con frecuencia que las agencias envían un troquelado CAD (diseño asistido por ordenador) vectorial plano que ignora por completo el grosor y el calibre del cartón corrugado. Asumen que, dado que la impresión y el fresado digitales no requieren herramientas físicas⁴ , la máquina ensamblará mágicamente el expositor sin fallos a partir de su boceto genérico 2D de Adobe Illustrator. Este trabajo teórico de escritorio olvida por completo que, cuando una cuchilla rígida corta un cartón grueso de flauta B sin compensación matemática, ese material consume físicamente espacio interior cuando se pliega a 90 grados⁵ .
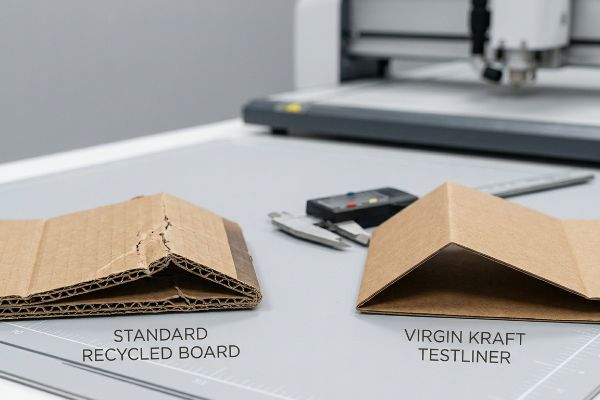
Esto no es solo teoría: lo veo suceder en la planta de pruebas al procesar muestras blancas de archivos de clientes sin ajustar. El mes pasado, introduje un troquelado de cliente en bruto en la mesa de corte y, durante el ensamblaje manual, las densas fibras de cartón corrugado se resistieron con fuerza a las ranuras de encaje, provocando un pico de fuerza localizado de 5,6 kg (12,4 lb) que rompió inmediatamente el revestimiento impreso superior. Mis veinte años de experiencia me enseñaron que el cartón estándar no podía soportar esta fricción de tolerancia cero, así que cambié inmediatamente el sustrato a un revestimiento de prueba de kraft virgen altamente elástico con una química especializada de fibra larga⁶.El manejo de este kraft mejorado fue drásticamente diferente: era increíblemente rígido, pero se doblaba con un chasquido suave y flexible en lugar de romperse. Al cambiar a esta fibra virgen resistente para absorber los cortes ajustados e inflexibles, me aseguré de que el tiempo de ensamblaje de coempaquetado se redujera en 29 segundos por unidad, ahorrando a la marca miles en mano de obra al tiempo que mantenía una resistencia de compresión absoluta.
| Métrica estructural | Tablero reciclado estándar | Línea de prueba Kraft virgen |
|---|---|---|
| Elasticidad de la fibra | Baja (fisuras bajo tensión)7 | Alto (Absorbe los pliegues más apretados) |
| Fricción de ensamblaje | Provoca desgarros graves del revestimiento8 | Cierre físico suave y sin desgarros |
| Capacidad de carga superior | Fallo debido a microfracturas9 | Soporta el apilamiento de palés |
Sé exactamente cómo se comporta un borde fresado a la perfección bajo la presión real del montaje. Al combinar una geometría precisa con la composición química exacta del papel, garantizo que su unidad desmontable se ensamblará sin problemas en el almacén, sin romperse.
🛠️ Harvey's Desk: ¿Las tolerancias ajustadas de las ranuras provocan que sus bandejas impresas premium se rompan durante el ensamblaje manual del co-empaquetado? 👉 Solicite su cálculo gratuito de tolerancia de doblado ↗ — 100 % confidencial. Sus diseños minoristas inéditos están a salvo conmigo.
¿Cuáles son los usos de la impresión digital?
La tecnología de impresión directa sobre cartón va mucho más allá de los gráficos básicos; es una herramienta poderosa para desenvolverse en mercados regionales altamente segmentados. Este proceso permite a las marcas modificar sin problemas el texto reglamentario durante la producción, sin interrumpirla.
Entre los usos de la impresión digital se incluyen la comercialización minorista localizada, la generación rápida de prototipos y la integración de datos variables para el cumplimiento de las normativas regionales. Mediante la tecnología sin planchas, las marcas utilizan este proceso para modificar sin problemas los gráficos estructurales, cambiar los mensajes promocionales y ejecutar campañas de marketing de tiradas cortas y altamente segmentadas dirigidas a diferentes segmentos demográficos de clientes.

Sin embargo, el simple hecho de tener la capacidad de imprimir datos variables no significa que la estructura física cumpla automáticamente con las estrictas normas físicas vigentes en el suelo.
La trampa legal de la "ocultación de datos variables"
Siempre advierto a las marcas que confiar en los procesos de impresión modernos para gestionar las variaciones legales regionales puede generar enormes puntos ciegos cuando la estructura física no se ajusta a los gráficos. Con demasiada frecuencia, un equipo de marketing trata una lista de verificación genérica de cumplimiento para minoristas como una verdad absoluta de ingeniería, trazando ciegamente el texto legal requerido en un archivo de preimpresión sin mapear la realidad 3D de la base de cartón corrugado. Dan por sentado que la tinta de alta resolución por sí sola garantizará el cumplimiento, ignorando por completo cómo los pliegues estructurales y los gruesos bordes de retención interactúan con ese texto en el pasillo de una tienda física.
Esto no es solo teoría: lo aprendí por las malas el mes pasado al probar una bandeja de punto de venta para el lanzamiento de una bebida altamente regulada. En 2023, le pedí a mi ingeniero jefe de empaques, Mark, que hiciera un lote basándose estrictamente en la guía de diseño automatizada de un minorista nacional. El trauma ocurrió durante nuestra inspección interna del laboratorio; sentí físicamente el borde afilado y abrasivo del de flauta C11 al darme cuenta de que estaba cubriendo por completo la declaración impresa de origen regional del 85% por exactamente 0,63 pulgadas (16 mm). Habíamos ejecutado a la perfección los datos de cumplimiento variable, pero la ranuradora rotativa sin calibrar en la planta de producción había cortado el labio frontal demasiado alto, creando un bloqueo visual catastrófico que provocaría multas federales12.Corrí de vuelta a la ruidosa y vibrante mesa de corte y recalibré manualmente la presión de la cuchilla oscilante, reduciendo físicamente la tolerancia de la curva frontal de la línea de troquelado en 18,5 grados para exponer el texto manteniendo la capacidad de carga dinámica. Invierto tiempo y dinero en mi laboratorio de pruebas para que usted no pierda ganancias en el punto de venta. Esta calibración precisa de la máquina no solo salvó los gráficos regionales, sino que garantizó una recepción impecable en el punto de venta, ahorrándole a la marca aproximadamente $14,200 en costos adicionales por incumplimiento.
| Métrica de cumplimiento | Lista de verificación teórica | Realidad calibrada por máquina |
|---|---|---|
| Visibilidad gráfica | Oculto por 0,63 pulgadas13 | Vista legal 100% sin obstáculos |
| Ángulo de troquelado | Bloque estándar de 90 grados14 | Curvatura estructural personalizada de 18,5 grados15 |
| Recepción del minorista | Rechazo inmediato del muelle | Admisión regulatoria sin fricciones |
La tecnología solo impulsa las ventas si los compradores y los inspectores de tiendas pueden leer la tinta. Calibro matemáticamente mis mesas de corte para garantizar que el texto de cumplimiento normativo crítico nunca quede oculto tras una pared de cartón doblado.
🛠️ Harvey's Desk: ¿Tus bandejas genéricas para venta al por menor están ocultando los gráficos de datos variables que acabas de imprimir a un precio elevado? 👉 Solicita un análisis de visibilidad gratuito ↗ — Sin intermediarios. Habla directamente con ingenieros estructurales.
¿Es la impresión digital mejor que la serigrafía?
Comparar la tecnología de impresión directa sobre tabla con la serigrafía tradicional obliga a realizar un cálculo exhaustivo del volumen, los costes de configuración y la integridad estructural. La elección correcta depende por completo de la duración de la campaña y de la fidelidad requerida.
Depende. La impresión digital es mejor que la serigrafía para gráficos de alta resolución, prototipado rápido y campañas de venta minorista de tiradas cortas, debido a la ausencia de costes de configuración. Sin embargo, la serigrafía tradicional sigue siendo muy superior para aplicar tintas fluorescentes especializadas de gran espesor y recubrimientos UV selectivos de alta viscosidad en producciones masivas de millones de unidades.

Sin embargo, comparar los métodos de aplicación de tinta a menudo distrae a los compradores de una trampa de adquisición mucho más oscura que se esconde bajo la superficie de la obra de arte.
La trampa estructural de la "degradación cosmética de la ECT"
Cuando reviso las solicitudes de cotización de los clientes para comparar diferentes sistemas de suministro de tinta, veo constantemente que los equipos de compras caen en una peligrosa trampa financiera: presentan un archivo que reduce indiscriminadamente la resistencia a la compresión del cartón solo para ahorrar $0.05 por unidad y compensar el costo de la serigrafía multipaso premium. Asumen que aplicar una capa gruesa de tinta plastisol o barniz selectivo grueso añadirá rigidez estructural a una base de cartón debilitada.Esta suposición errónea sacrifica la densidad interna de la fibra por un acabado superficial estético, dejando todo el expositor de venta al por menor altamente vulnerable a aplastamientos durante el transporte marítimo.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando sometemos estos cartones con serigrafía intensiva y de menor calidad a una simulación de almacén. El trimestre pasado, una marca solicitó una base de 26ECT para poder costear un encabezado serigrafiado de gran tamaño, y durante la prueba de compresión de la caja (BCT), las ondulaciones debilitadas se doblaron catastróficamente con solo 85 kg (187,5 lb) de presión superior, deformando visiblemente los costosos gráficos. En lugar de depender de tintas de serigrafía gruesas, tomé las lecturas del micrómetro y demostré que no necesitaba costosos clips de plástico ni barnices de superficie gruesos para salvar el diseño; solo necesitaba una tolerancia de plegado 0,8 mm más ajustada y volver al cartón virgen 32ECT17 utilizando tecnología de cama plana CMYK (cian, magenta, amarillo, clave) de alta velocidad. Una vez que el equipo de compras me permitió ajustar la lista de materiales de Excel y eliminar por completo los costos de configuración de la serigrafía analógica, el material corrugado denso por sí mismo hizo el trabajo pesado. Al aplicar esta tolerancia estructural hiperprecisa, garantizo que la densidad de carga del contenedor aumente en un 11 %18, lo que le ahorra al cliente casi 4100 dólares en costos de flete internacional por campaña, al tiempo que elimina por completo el riesgo de que la mercancía se aplaste.
| Métrica de rendimiento | Impresión de pantalla degradada | Plataforma plana calibrada 32ECT |
|---|---|---|
| Compresión de la base | Se abrocha con un peso de 85 kg (187,5 libras)19 | Supera los 350+ libras (158 kg)20 |
| Residuos de instalación | Alineación manual de placas de alta precisión | Entrega directa sin residuos21 |
| Carga útil logística | Requiere amortiguadores estructurales más gruesos | Barcos planos, densidad creciente |
No sacrifique la resistencia de su cartón corrugado para pagar costos de instalación obsoletos. Al invertir su presupuesto de forma inteligente en una estructura de alta densidad y una eficiencia moderna, le garantizo que su exhibición llegará intacta al lugar de envío.
🛠️ Oficina de Harvey: ¿Su solicitud de cotización actual está reduciendo la resistencia estructural esencial solo para poder pagar tintas cosméticas pesadas? 👉 Solicite su auditoría gratuita de troquelado estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Ya sea que esté lidiando con la deformación por humedad causada por adhesivos húmedos o evitando que los troqueles ajustados y rígidos dañen las fibras estructurales, confiar en procesos de impresión modernos sin ingeniería de precisión destruirá el retorno de la inversión de su campaña. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Permítame personalmente someter sus archivos estructurales a mi riguroso laboratorio de pruebas cuando solicite su Auditoría Gratuita de Troquelado Estructural para garantizar que su próximo expositor domine a la perfección el punto de venta.
"Mejora de las propiedades de barrera del papel de embalaje mediante polivinilo…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8072764/. [Fuentes técnicas autorizadas sobre ciencia de materiales de embalaje describirían cómo los adhesivos acuosos provocan la hinchazón de las fibras y una reducción de la rigidez del sustrato]. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: el vínculo entre la química del adhesivo y la degradación del material. Nota de alcance: específicamente en relación con sustratos sin barrera. ↩
"Efectos de la humedad en el proceso de laminación – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Los estándares de la industria del embalaje confirmarían que los adhesivos a base de agua aplicados a paneles de prueba porosos aumentan el riesgo de deformación y curvatura del cartón durante el proceso de curado]. Función de la evidencia: verificación técnica; tipo de fuente: guía de fabricación de embalajes. Apoya: la afirmación de que la laminación analógica causa daños por humedad. Nota de alcance: se aplica a los procesos de laminación litográfica. ↩
"Tintas curables por UV, LED y EB para envases de cartón – Kao Collins", https://www.kaocollins.com/inks/uv-led-eb-cardboard-packaging/. [Un manual técnico o un artículo de ciencia de los materiales sobre tintas curables por UV detallaría el proceso de fotopolimerización que permite que las tintas se curen instantáneamente al exponerse a la luz UV sin añadir humedad]. Función de la evidencia: validación técnica; tipo de fuente: manual de impresión industrial. Apoya: la eficacia del curado instantáneo para prevenir la deformación del sustrato. Nota de alcance: específico para tecnologías digitales de curado UV y LED. ↩
"Corte digital vs. troquelado: ¿Cuál es mejor para el embalaje en 2026?", https://www.cncvicut.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html. [Las guías técnicas de la industria sobre fabricación digital confirman que el fresado CNC y la impresión digital eliminan la necesidad de troqueles de corte físicos y planchas de impresión]. Función de la evidencia: confirmación fáctica; tipo de fuente: manual técnico de la industria. Apoya: la eliminación del cuello de botella de las herramientas. Nota de alcance: se aplica a los flujos de trabajo de cama plana digital. ↩
"[PDF] Rigidez a la flexión del cartón ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Las normas de ingeniería para embalajes de cartón ondulado especifican la necesidad de realizar cálculos de tolerancia a la flexión para tener en cuenta el espesor del material (calibre) durante el plegado]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: el requisito de compensación matemática en las líneas de troquelado CAD. Nota de alcance: específico para el plegado de sustratos rígidos. ↩
"[PDF] CARTONES VIRGENES VERSUS RECICLADOS Por L. Lisa Zhao Tesis …", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. [Las especificaciones técnicas para los revestimientos kraft vírgenes demuestran que las fibras de celulosa más largas aumentan la resistencia al desgarro y la resistencia al plegado en comparación con las fibras recicladas]. Función de la evidencia: Validación técnica; tipo de fuente: Especificación de ciencia de materiales. Apoya: La afirmación de que la química de fibra larga evita la rotura del revestimiento durante el ensamblaje de alta fricción. Nota de alcance: El rendimiento depende del gramaje específico y del proceso de pulpado. ↩
"La verdadera diferencia entre el cartón virgen y el reciclado", https://www.crownhillpackaging.com/news/the-real-difference-between-virgin-recycled-cardboard/. [Las especificaciones técnicas de los materiales para el cartón ondulado explican cómo las longitudes de fibra más cortas en la pulpa reciclada dan como resultado una menor resistencia a la tracción y elasticidad en comparación con las fibras vírgenes]. Función de la evidencia: verificación técnica; tipo de fuente: especificación de ciencia de materiales. Apoyos: comparación de la elasticidad de la fibra. Nota de alcance: se centra en el efecto de la degradación de la fibra durante el reciclaje. ↩
"[PDF] Un examen comparativo de las propiedades físicas del material reciclado…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. [Las guías de fabricación de envases detallan cómo la integridad estructural reducida de los revestimientos reciclados aumenta la probabilidad de desgarro superficial durante los procesos de bloqueo y plegado físico]. Función de la evidencia: validación fáctica; tipo de fuente: manual de fabricación. Apoyos: impacto de la fricción en el ensamblaje. Nota de alcance: se aplica específicamente al ensamblaje de plegado ajustado. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Estudios de ingeniería estructural sobre cartón corrugado demuestran que la fatiga de las fibras en materiales reciclados crea microfracturas que comprometen la resistencia a la compresión vertical]. Función de la evidencia: explicación técnica; tipo de fuente: estudio de ingeniería. Apoyos: mecanismo de falla de la capacidad de carga superior. Nota de alcance: limitado a escenarios de carga vertical de alta presión. ↩
"Guía para el diseño y la imagen de marca exitosos de envases de cartón ondulado", https://www.yorkcontainer.com/york-container-blog/perform-promote-protect-your-companys-guide-to-successful-corrugated-packaging-design-and-branding. [Documentación técnica sobre ingeniería de envases de cartón ondulado que explica cómo los componentes estructurales, como los pliegues y los bordes de retención, pueden obstruir la información reglamentaria impresa]. Función de la evidencia: Validación técnica; tipo de fuente: Norma de ingeniería de envases. Apoya: El riesgo de desalineación gráfica en estructuras 3D. Nota de alcance: Centrado en expositores de cartón ondulado para puntos de venta. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Las normas de embalaje de la industria proporcionan las especificaciones técnicas de carga y estructurales para el cartón ondulado de flauta C de 32 ECT utilizado en expositores de punto de venta]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la validez estructural del material de embalaje descrito. Nota de alcance: los valores ECT representan los requisitos mínimos de compresión. ↩
"Infracciones, sanciones y respuestas en el etiquetado del país de origen", https://www.daeryunlaw.com/us/insights/origin-marking-violations-in-new-york. [Las directrices regulatorias de agencias como la FTC o la FDA describen las sanciones y multas legales asociadas con la ocultación del texto obligatorio de cumplimiento o de origen en los envases para el consumidor]. Función de la evidencia: verificación legal; tipo de fuente: regulación gubernamental. Apoya: la afirmación de que los errores regulatorios conllevan sanciones federales. Nota de alcance: los montos específicos de las multas dependen de la jurisdicción y la naturaleza de la infracción .
"49 CFR 571.108 — Norma n.° 108; Lámparas, dispositivos reflectantes y…", https://www.ecfr.gov/current/title-49/subtitle-B/chapter-V/part-571/subpart-B/section-571.108. [Una guía normativa o estándar de la industria autorizada definiría las medidas específicas de oscurecimiento que desencadenan un incumplimiento]. Función de la evidencia: verificación de hechos; tipo de fuente: directriz normativa. Apoya: métricas de incumplimiento para la visibilidad gráfica. Nota de alcance: se aplica a la visibilidad del texto legal en el embalaje minorista. ↩
"[PDF] Directrices de diseño para troquelado | MAST Technologies", https://www.masttechnologies.com/wp-content/uploads/2013/09/Tech-Bulletin-106-Die-Cutting-Design-Guidelines.pdf. [Los estándares de la industria para el diseño de empaques confirmarían el bloque de 90 grados como la especificación base para el troquelado estándar]. Función de evidencia: especificación base; tipo de fuente: manual de la industria. Apoya: comparación entre ángulos de corte estándar y personalizados. Nota de alcance: se aplica a cortes de bloques geométricos básicos. ↩
"Diseño de embalaje estructural: ventanas y soportes | Blog de Packly", https://www.pack.ly/en/blog/post/packaging-design-windowing-and-holders. [La documentación técnica de ingeniería para el troquelado validaría el uso y los beneficios estructurales de un ángulo específico de 18,5 grados]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Soportes: capacidades de troquelado estructural de precisión. Nota de alcance: limitado al diseño estructural de cartón personalizado. ↩
"El efecto de los colorantes en el contenido de metales pesados en el papel reciclado...", https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Las normas técnicas de embalaje confirmarían que los recubrimientos superficiales proporcionan un refuerzo estructural insignificante en comparación con la densidad de fibra interna y el acanalado del cartón ondulado]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: La afirmación de que los acabados cosméticos no pueden compensar una clasificación de compresión reducida. Nota de alcance: Específico para sustratos de cartón ondulado. ↩
"Guía de resistencia de cajas de cartón corrugado: grados de flauta, clasificaciones ECT y pared…", https://anchorbox.com/corrugated-box-strength/. [Las normas de materiales para cartón corrugado definen las clasificaciones ECT (Edge Crush Test) como una medida principal de la resistencia al apilamiento, donde las clasificaciones más altas aumentan el umbral antes de que se produzca el pandeo de la flauta]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la afirmación de que mejorar el grado del cartón previene fallas estructurales. Nota de alcance: el rendimiento de la prueba de compresión total de la caja (BCT) también depende de las dimensiones de la caja y la humedad]. ↩
"[PDF] Investigación del efecto de las cajas de cartón corrugado en la distribución de", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [La investigación en optimización logística e ingeniería de embalaje demuestra que reducir la varianza dimensional y mejorar la cuadratura de las cajas aumenta la eficiencia volumétrica de los contenedores de envío]. Rol de evidencia: validación cuantitativa; tipo de fuente: artículo de investigación logística. Soportes: el vínculo entre tolerancias estructurales hiperprecisas y mayor densidad de carga. Nota sobre el alcance: las ganancias porcentuales varían según la geometría específica del SKU y los patrones de paletización .
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Un estudio de ingeniería o una prueba de tensión del material validaría la capacidad de carga específica y el punto de pandeo de los materiales corrugados serigrafiados]. Función de la evidencia: especificación técnica; tipo de fuente: informe de prueba de la industria. Apoyos: degradación estructural de la serigrafía tradicional. Nota de alcance: depende del volumen de tinta específico y del grado del cartón. ↩
"Calculadora de resistencia de prueba de compresión de cajas (BCT) – Westpak", https://westpak.com/resources/calculator/box-compression-test/. [Las hojas de datos técnicos para cartón corrugado 32ECT con impresión digital plana confirmarían el umbral de compresión]. Función de evidencia: métrica de rendimiento; tipo de fuente: hoja de datos técnicos. Apoya: integridad estructural de la impresión digital. Nota de alcance: se refiere a la resistencia a la compresión vertical (ECT). ↩
"Serigrafía vs. Impresión digital (DTG): ¿Cuál es mejor? – xTool", https://www.xtool.com/blogs/xtool-academy/screen-printing-vs-digital-printing?srsltid=AfmBOoqly9oX0eaXdJ7OFBbBehSru-PSMlvBerkQH8ZpH3kdslBvxMdr. [Un análisis comparativo de los flujos de trabajo de impresión confirmaría que la impresión digital directa sobre placa elimina la necesidad de preparación de planchas y los residuos asociados]. Función de la evidencia: eficiencia del proceso; tipo de fuente: análisis de fabricación. Apoyos: reducción de costes y residuos. Nota de alcance: se aplica específicamente a la fase de preparación. ↩