Haben Sie Probleme mit Strukturdateien, die auf dem Bildschirm perfekt aussehen, aber in der Produktion versagen? Die Gestaltung verkaufsfertiger Verpackungen erfordert mehr als nur das Zeichnen flacher Formen.
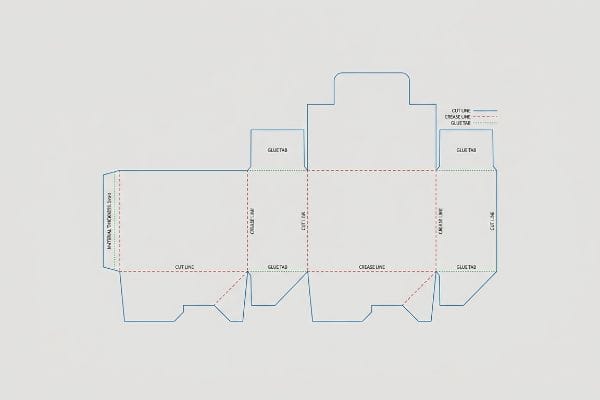
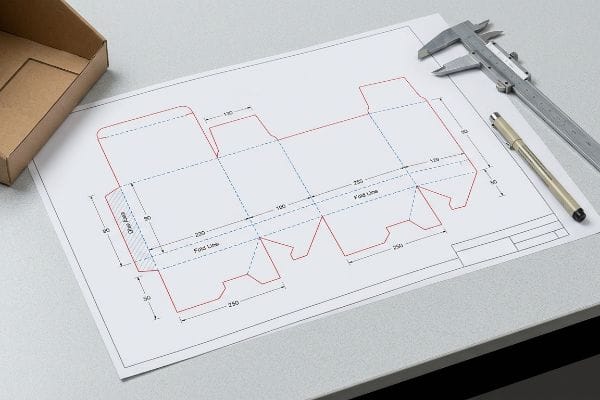
Die Erstellung einer Stanzform beinhaltet die Entwicklung einer präzisen, zweidimensionalen Schablone, die vorgibt, wo Wellpappe geschnitten, gefaltet und geklebt wird. Diese Vorlage gewährleistet, dass strukturelle Toleranzen, Materialstärke und grafische Beschnittzugaben perfekt aufeinander abgestimmt sind – für eine reibungslose, automatisierte Montage und dynamische Stapelung im Einzelhandel.
Die Beherrschung dieses strukturellen Konzepts ist das, was eine scheiternde Thekeneinheit von einer hochprofitablen Einzelhandelsstrategie unterscheidet.
Wie entwirft man eine Stanzform?
Eine perfekt konstruierte Vorlage bildet den Schutzwall für Ihre Gewinnmargen. Der erste entscheidende Schritt dabei ist das Verständnis der Wechselwirkung zwischen physischer Masse und digitaler Geometrie.
Die Konstruktion einer Stanzlinie erfordert die präzise Berechnung von Biegezugaben basierend auf der exakten Materialstärke. Die Breiten der ineinandergreifenden Nuten müssen mathematisch an die Dicke des gefalteten Kartons angepasst werden, um starke Verformungen zu vermeiden und eine reibungslose Montage in der abschließenden Co-Packing-Linie zu gewährleisten.
Der Übergang von einer flachen Anordnung zu einer dreidimensionalen, stehenden Struktur erfordert einen grundlegenden Wandel in der Betrachtungsweise der Materialphysik.
Der verborgene Messschieber: Warum die einfache Mathematik versagt
Die meisten Grafiker erstellen ineinandergreifende Laschen und Klappschlitze mit exakt der gleichen Breite wie das Gegenstück. Auf einem flachen Computermonitor, wo Linien keine Masse haben, ist das logisch. Sie gehen davon aus, dass bei einer Lasche von 5,08 cm Breite auch der entsprechende Schlitz exakt 5,08 cm breit sein sollte.
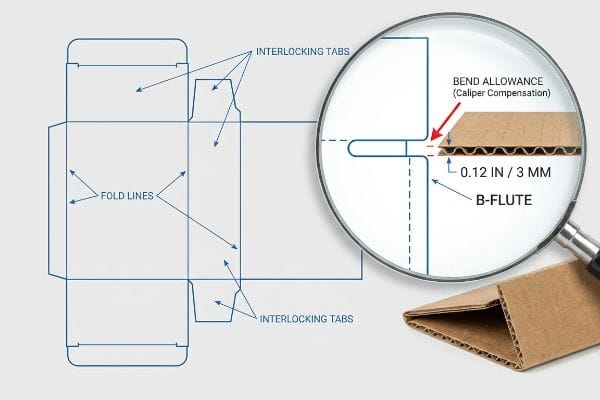
Das Problem hierbei ist, dass dickes Wellpappenmaterial beim Biegen um 90 Grad Platz benötigt¹.Wird der Aufnahmeschlitz im Layout nicht entsprechend verbreitert, um diesen äußeren Faltradius auszugleichen, verbiegen sich die Teile stark oder lassen sich gar nicht montieren. Ich weise mein Team daher stets an, bei jeder Faltung automatisch Algorithmen zur Dickenkorrektur anzuwenden. Arbeiten wir beispielsweise mit einer 3 mm dicken B-Welle²,müssen wir die Schlitze mit spezifischen Biegetoleranzen neu konstruieren. Diese Feinjustierung gewährleistet, dass die vorbefüllten Displays mühelos zusammengeschoben werden können, reduziert den Zeitaufwand beim Co-Packing erheblich und verhindert das Einreißen der Deckblätter bei der manuellen Montage.
| Gestaltungselement | Häufiger Anfängerfehler | Zeit-/Kostenersparnis |
|---|---|---|
| Ineinandergreifende Laschen | Die Schlitzbreite entspricht exakt der Tab-Breite | Verhindert Stillstand in der Montagelinie |
| B-Falten | Den äußeren Radius von 0,12 Zoll (3 mm) ignorieren 3 | Verhindert das Einreißen des Deckblatts |
| Einschubfächer | Vergessen der Materialstärke in verschachtelten Teilen | Reduziert manuelle Arbeit um 30 %4 |
Ich lehne jede Flachdatei ab, die die physikalische Materialstärke ignoriert. Nur durch das Nachbauen Ihrer Nuten mit korrekten Biegetoleranzen kann sichergestellt werden, dass Ihre Konstruktion im Verkaufsraum tatsächlich rechtwinklig steht.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Verriegelungslaschen die richtigen Biegezugaben für Wellpappe haben? 👉 Kostenlose Stanzlinienprüfung ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Wie erstellt man eine Stanzschnittlinie?
Über die strukturellen Dimensionen hinaus müssen die exakten Kommunikationsprotokolle festgelegt werden, die zur Steuerung der automatisierten Fabrikanlagen erforderlich sind.
Das Erstellen einer Stanzlinie bedeutet, Vektorstrichen in Ihrer Druckvorstufensoftware bestimmte Sonderfarben zuzuweisen. Diese exakte Farbzuordnung weist die automatisierten CNC-Frästische (Computer Numerical Control) präzise an, wo das Wellpappenmaterial durchtrennt werden soll, ohne dass sichtbare schwarze Konturen auf der endgültigen Druckvorlage entstehen.
Wenn Ihre Druckvorstufendateien nicht die exakte Sprache der Schneidklingen sprechen, wird Ihr gesamter Druckauftrag wertlos.
Sonderfarbenwerkzeuge: Kommunikation mit der Maschine
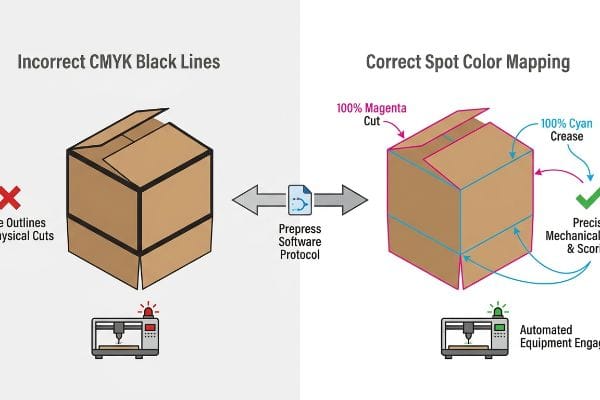
Ein häufiger Fehler, den ich bei aufstrebenden Marken beobachte, ist die Einreichung von Strukturdateien mit standardmäßigen CMYK-Linien (Cyan, Magenta, Gelb, Schwarz), die Schnitt- und Falzlinien kennzeichnen. Der Designer geht davon aus, dass die Fabrik visuell erkennt, wo der Karton zugeschnitten werden muss. Leider berücksichtigt die automatische Schneidemaschine keine visuellen Layouts; sie liest hochspezifische Farbdaten der Druckvorstufe.
Wenn eine Schneidemaschinen-Software eine Datei mit standardmäßigen schwarzen Konturen empfängt, werden diese Linien einfach in die Grafik integriert. Das Ergebnis ist eine bedruckte Verpackung mit sichtbaren schwarzen Umrissen, aber ohne tatsächliche Schnitte. Um dies zu beheben, müssen Sie in Ihrer Vektorsoftware absolute Sonderfarben definieren – beispielsweise ein 100%iges Magenta-Feld mit der Bezeichnung „Schneiden“ und ein 100%iges Cyan-Feld mit der Bezeichnung „Falzen“<sup>6</sup>. Durch die Umwandlung dieser Konturen in mechanische Sonderfarben wird sichergestellt, dass die Stahlklingen das Material präzise erfassen. So bleibt Ihr gedrucktes Branding makellos und teure Fehldrucke, die Ihren Marktstart verzögern könnten, werden vermieden.
| Druckvorstufenelement | Häufiger Anfängerfehler | Zeit-/Kostenersparnis |
|---|---|---|
| Schnittlinien | Verwendung von standardmäßigen visuellen CMYK-Schwarzkonturen7 | Vermeidet die gesamten Kosten für Nachdrucke in Chargen |
| Falten | Einblenden von Faltlinien in die Ebenen des Kunstwerks | Gewährleistet eine genaue automatisierte Punktevergabe |
| Dateiformat | Exportieren von reduzierten Rasterbildern8 | Spart Tage an Nachbearbeitung in der Druckvorstufe |
Ich prüfe eingehende Druckvorlagen stets vorab, um diese mechanischen Ebenen zu verifizieren. Die Verwendung von Sonderfarben für die einzelnen Striche ist die unabdingbare Verbindung zwischen digitalem Design und physischer Fertigung.
🛠️ Harveys Schreibtisch: Sind Ihre Strukturpfade korrekt von Ihren CMYK-Grafikebenen getrennt? 👉 Druckvorstufenprüfung anfordern ↗ — Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Wie entwerfe ich eine Stanzform in Canva?
Da die Demokratisierung des Designs immer schneller voranschreitet, suchen Marketingteams ständig nach schnelleren Wegen, um Displaygrafiken mithilfe cloudbasierter Tools zu optimieren.
Um in Canva eine Stanzform zu erstellen, müssen Sie ein vorgefertigtes, strukturelles PDF-Dokument als fixierte Basisebene importieren. Da webbasierte Plattformen gerasterte Grafiken ausgeben, müssen Sie das Oberflächenbranding auf diese mathematisch präzise CAD-Vorlage (Computer-Aided Design) legen, um die für hohe Belastungen im Einzelhandel erforderliche Stabilität zu gewährleisten.

Die Vorteile webbasierter Lösungen im Hinblick auf die visuelle Geschwindigkeit sind zwar hervorragend, sie müssen jedoch strikt auf einer soliden technischen Grundlage beruhen, um ein Zusammenbrechen zu verhindern.
Die Web Tool PDF-Ankerregel
Viele Marketingleiter versuchen, Kosten zu sparen, indem sie ihre Grafikteams in einfachen Webtools direkt ineinandergreifende Tabs zeichnen lassen. Sie versuchen, eine dreidimensionale Darstellung mit einer Plattform zu erstellen, die primär für Social-Media-Grafiken entwickelt wurde. Dieser Ansatz zerstört jedoch die mathematische Grundlage, die für die Darstellung dynamischer Daten im Einzelhandel erforderlich ist.
Stellen Sie sich vor, Sie versuchen, das Fundament eines echten Hauses mit einem Malprogramm statt mit Bauplänen zu erstellen. Webplattformen können die für 32ECT-Wellpappe (Kantenstauchtest) erforderlichen automatischen Biegezugaben oder Nuttoleranzen nicht anwenden. Meine Faustregel lautet daher: Zeichnen Sie die Struktur niemals online. Stattdessen stelle ich ein vorgefertigtes Strukturdokument zur Verfügung, das mit spezieller Verpackungssoftware erstellt wurde. Sie importieren diese geschützte Datei einfach in Ihre Webanwendung, fixieren sie auf der untersten Ebene und legen Ihre Oberflächengrafiken exakt darüber. So wird sichergestellt, dass sich Ihr ansprechendes Design perfekt um die komplexe Struktur schmiegt und die Präsentation auch unter einer Last von 90,7 kg (200 lbs) schwerer Ware nicht zusammenbricht .
| Gestaltungselement | Häufiger Anfängerfehler | Zeit-/Kostenersparnis |
|---|---|---|
| Strukturelle Basis | Registerkarten nativ in Webplattformen zeichnen11 | Verhindert den vollständigen Zusammenbruch der physischen Last |
| Ebenenverwaltung | Verschmelzen von Schnittlinien mit dem Hintergrund | Sichert funktionsfähige, fabrikfertige Dateien |
| Ausgabeformat | Senden von Rasterexporten mit niedriger Auflösung12 | Erspart komplette Vorstufen-Neukonstruktionen |
Ich rate jedem Markenmanager, die Strukturvorlage als unantastbare Geometrie zu behandeln. Indem man eine speziell entwickelte Basisschicht unter den Grafiken fixiert, erhält man die Vorteile des Cloud-Designs, ohne die physikalischen Gegebenheiten zu beeinträchtigen.
🛠️ Harveys Schreibtisch: Hat Ihr Team Schwierigkeiten, hochauflösende Grafiken mit einer vorgegebenen Vorlage abzustimmen? 👉 Fordern Sie Ihre Einrichtungsanleitung an ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Einfach nur echter Mehrwert.
Welche Regeln gelten für die Stanzlinie?
Durch die Festlegung von Grenzen wird sichergestellt, dass Hochgeschwindigkeits-Fertigungsanlagen Ihr Design fehlerfrei und ohne Materialverschwendung umsetzen können.
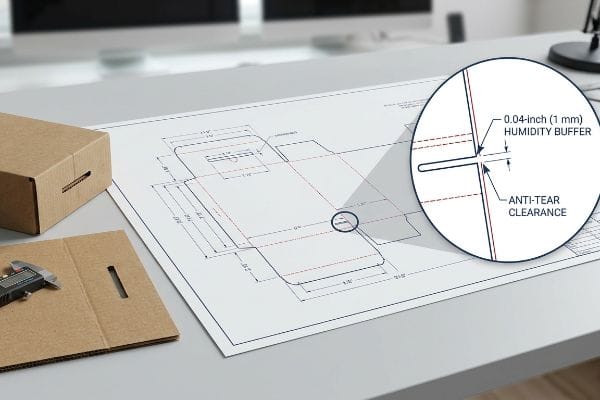
Die Regeln für Stanzformen erfordern zwingend Feuchtigkeitspuffer und großzügige Beschnittzugaben. Sie müssen mikroskopische Anpassungen des Freiraums vornehmen, um Feuchtigkeitsquellen während des Transports auszugleichen, und gleichzeitig eine 12,7 mm (0,5 Zoll) breite Beschnittzugabe einplanen, um die unbedruckten Kartonkanten bei der automatisierten Litho-Laminierung zu verdecken.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und die physikalische Umgebung auf den Karton einwirkt.
Die Realität der Feuchtigkeitsquelltoleranz
Die meisten Markenteams gehen davon aus, dass die in einem klimatisierten Designbüro festgelegten Toleranzen für die einzelnen Schlitze entlang der gesamten Lieferkette unverändert bleiben. Sie verlassen sich auf die absolut trockene Messgenauigkeit der Testplatine und glauben, dass die Geometrie auf ihrem Sieb unveränderlich ist.
Ich musste schmerzlich erfahren, dass die Gesetze der Umweltphysik sich nicht um makellose digitale Dateien scheren. Bei einem großen Rollout in einem Club-Store in Florida hatte ich die Aufnahmeschlitze exakt auf die Trockendicke des Boards ausgelegt. Der Realitätsschock kam jedoch in der Co-Packing-Abteilung: Das poröse Wellpappenmaterial hatte während des Transports die Luftfeuchtigkeit des Meeres aufgenommen und war stark aufgequollen.Die Schlitze wurden dadurch unmöglich eng, und das Montageteam begann, die Wellen zu quetschen und die Deckschicht zu beschädigen, nur um die Verriegelungsmechanismen zusammenzupressen. Um das Problem zu beheben, habe ich unsere digitalen Parameter komplett neu kalibriert und einen obligatorischen 1 mm (0,04 Zoll) Feuchtigkeitspuffer in die Aufnahmeschlitze jeder Strukturvorlage integriert. Diese präzise Toleranzanpassung verhinderte nicht nur das Verklemmen der Laschen, sondern verkürzte auch die Montagezeit im Co-Packing um 40 Sekunden pro Einheit.Dadurch sparte der Kunde erhebliche manuelle Arbeitskosten und der Rollout konnte ohne Verzögerung im Einzelhandel starten.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| 0,04 Zoll (1 mm) Feuchtigkeitspuffer | Verhindert durch Feuchtigkeit aufgequollene Schlitze15 | Senkt die Montagekosten |
| Anti-Tränen-Reinigung | Verhindert das Zusammendrücken der Flöten16 | Vermeidet Materialverschwendung an der Deckschicht |
| Dynamische Schlitzverbreiterung | Gewährleistet reibungsloses Einsetzen der Teile | Hält die Markteinführungen im Zeitplan |
Die Integration von Umweltpuffern direkt in die Fundamente ist der ultimative Schutz vor katastrophalen Montageausfällen in feuchten Lagerhallen. Die wahre strukturelle Zuverlässigkeit wird durch die Physik und nicht durch vereinfachte Theorien bestimmt.
🛠️ Harveys Schreibtisch: Kennen Sie den genauen Feuchtigkeitsgehalt und die Quelltoleranz der Wellpappe Ihres aktuellen Lieferanten? 👉 Toleranzprüfung anfordern ↗ — Ich prüfe jede Konstruktionsakte persönlich innerhalb von 24 Stunden.
Abschluss
Sie wählen vielleicht einen Lieferanten anhand eines Angebots, doch wenn die durch Klimastress beeinträchtigte Wellpappe in einem feuchten Lager aufquillt, können die entstehenden Risse Ihre Produktionslinie um schätzungsweise 30 % verlangsamen und Ihren Marktstart erheblich gefährden. Über 500 Markenmanager nutzen unsere Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Setzen Sie nicht länger Ihren gesamten Marktstart aufs Spiel mit ungetesteten Toleranzen und lassen Sie mich Ihre Dateien persönlich durch unser kostenloses Stanzform-Audit ↗ , um schwerwiegende Produktionsfehler vor Produktionsbeginn zu erkennen.
„[PDF] Die Biegesteifigkeiten von Wellpappe“, https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. Untersuchungen zum Falten und Rillen von Karton beschreiben, wie die endliche Dicke des Kartons einen gekrümmten Faltbereich mit um eine neutrale Achse verteilter Spannung erzeugt. Dies unterstreicht die Notwendigkeit, den Materialdurchmesser bei der Geometrie flacher Layouts zu berücksichtigen. Belegfunktion: Mechanismus; Quellentyp: Papier. Begründung: Dickes Wellpappenmaterial benötigt bei einer 90°-Biegung physischen Raum, daher muss bei flachen Layouts der Faltradius bzw. der Materialdurchmesser berücksichtigt werden. Anmerkung zum Anwendungsbereich: Dies untermauert das allgemeine Prinzip der Biegemechanik; es testet möglicherweise nicht direkt das im Artikel beschriebene spezifische Design mit Steckverbindung. ↩
„Wellpappe – Wikipedia“, https://en.wikipedia.org/wiki/Corrugated_fiberboard. In Referenzbeschreibungen von Wellpappenprofilen wird die Dicke von B-Wellpappe üblicherweise mit etwa 3 mm angegeben, was die im Artikel genannte Beispielabmessung stützt. Belegfunktion: Definition; Quellentyp: Enzyklopädie. Belege: B-Wellpappe ist etwa 0,12 Zoll bzw. 3 mm dick. Anmerkung: Die genaue Dicke variiert je nach Hersteller, Gewicht der Decklagen und Kompression. Daher sollte der Wert am besten als ungefähre Branchenüblichkeit betrachtet werden. ↩
„Prüfmethoden und Auswirkungen von Wellenknicken – BioResources“, https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. Eine Quelle für Wellpappendesign oder Verpackungstechnik erklärt, dass die Faltkonstruktion die Plattenstärke, die Wellengeometrie und den Biegeradius berücksichtigen muss, um ein Reißen oder Brechen des Deckblatts beim Falten zu vermeiden. Nachweisfunktion: Mechanismus; Quellentyp: Forschung. Unterstützung: B-Wellen-Faltungen sollten einen Außenradius von ca. 3 mm (0,12 Zoll) aufweisen, um ein Einreißen des Deckblatts zu verhindern. Anmerkung: Dies würde den Konstruktionsmechanismus unterstützen, aber der genaue Wert von 3 mm (0,12 Zoll) kann je nach Plattenqualität, Wellenprofil, Luftfeuchtigkeit und Rillmethode variieren. ↩
„Verwendung von Einweg-Lebensmittelverpackungsmaterialien als Druckmaterial … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11022204/. Eine Studie zu Zeit- und Bewegungsanalysen, Verpackungsmontage oder Fertigungstechnik berichtet über Arbeitszeitänderungen, die mit einer verbesserten Passgenauigkeit von Einlegeteilen oder der Berücksichtigung der Materialstärke in verschachtelten Teilen einhergehen. Evidenzfunktion: Statistik; Quellentyp: Publikation. Belege: Die Berücksichtigung der Materialstärke in verschachtelten Einlegeteilen kann den manuellen Arbeitsaufwand um 30 % reduzieren. Anmerkung: Die Reduzierung um 30 % ist wahrscheinlich kontextabhängig, es sei denn, die Quelle untersucht direkt dieselbe Geometrie, dasselbe Material und denselben Montageprozess. ↩
„ISO 19593-1 – Verarbeitungsschritte für die Verpackungs- und Etikettenindustrie“, https://en.help.durst-group.com/a/1285130-iso-19593-1-processing-steps-for-the-packaging-and-label-industry. ISO 19593-1 und die zugehörige PDF-Anleitung zu Verarbeitungsschritten beschreiben, wie Produktionsvorgänge wie Schneiden oder Rillen getrennt von der sichtbaren Seitengrafik kodiert werden können. Dies unterstützt die Unterscheidung zwischen visuellen Gestaltungselementen und maschinenlesbaren Weiterverarbeitungsanweisungen. Nachweisfunktion: Mechanismus; Quellentyp: Institution. Unterstützt: Automatisierte Schneidemaschinen verwenden strukturierte Vorstufendaten anstatt lediglich sichtbare Layoutlinien zu interpretieren. Anwendungsbereich: Dies unterstützt den allgemeinen Vorstufenmechanismus. Einzelne Schneidetische und RIP-Workflows können jedoch unterschiedliche Benennungs- und Verarbeitungsregeln implementieren. ↩
"(PDF) Aluminium-Extrusionstechnologie P Saha – Academia.edu", https://www.academia.edu/36395225/Aluminum_Extrusion_Technology_P_Saha. Richtlinien für die Druckvorstufe und Druckproduktion von Verpackungen weisen Designer üblicherweise an, Stanz-, Schnitt- und Rilllinien auf separaten Sonderfarben zu platzieren, um die Weiterverarbeitung vom Druckmaterial zu trennen. Belegrolle: allgemeine Unterstützung; Quellentyp: Bildung. Unterstützung: Schnitt- und Rillanweisungen sollten in Vektorgrafiken als separate Sonderfarben und nicht als normale Prozessfarben definiert werden. Anmerkung: Die spezifischen Farbfeldnamen und CMYK-Vorschaufarben sind in der Regel workflow- oder herstellerabhängig. Daher kann eine Quelle die Verwendung von Sonderfarben unterstützen, ohne zu beweisen, dass diese exakten Namen universell gültig sind. ↩
„[PDF] Graphic Communication & Print Foundation“, https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1169&context=grcsp. Richtlinien für die Druckvorstufe von Verpackungen unterscheiden Stanz- oder Falzmarkierungen üblicherweise von Druckvorlagen, indem sie Vektorpfade mit benannten Sonderfarben vorschreiben. Dies untermauert die Annahme, dass gewöhnliche Prozessfarbenstriche fälschlicherweise als druckbare Vorlage anstatt als Anweisungen für die Weiterverarbeitung interpretiert werden können. Belegfunktion: Mechanismus; Quellentyp: Institution. Begründung: Die Verwendung standardmäßiger CMYK-Schwarzlinien für Schnittlinien ist ein häufiger Anfängerfehler in der Druckvorstufe, da Schnittpfade in der Regel als nicht druckbare Sonderfarbenvektorlinien definiert werden sollten. Anmerkung: Dies unterstützt das Workflow-Prinzip im Allgemeinen; die genauen Namenskonventionen und Farbanforderungen variieren je nach Druckerei oder Stanzformenhersteller. ↩
„[PDF] Print-production education for graphic designers“, https://dr.lib.iastate.edu/bitstreams/fa24e16d-23ca-46b6-ae4d-96e601a0f1d5/download. Referenzen zur Druckvorstufe und Druckproduktion beschreiben PDF-/Vektorgrafiken als zuverlässigere Bewahrung von bearbeitbarer Geometrie, Text, Sonderfarben und Farbauszügen als reduzierte Rasterbilder. Dies stützt die Annahme, dass reine Rasterexporte zusätzliche Korrekturen in der Druckvorstufe erfordern können. Belegfunktion: Mechanismus; Quellentyp: Bildung. Unterstützt: Der Export reduzierter Rasterbilder anstelle von druckfertigen Dateien kann Probleme in der Druckvorstufe verursachen und Nacharbeiten nach sich ziehen. Anmerkung: Die Quelle untermauert den technischen Grund für den Mehraufwand, die tatsächliche Zeitersparnis hängt jedoch von der Komplexität des Auftrags und dem Workflow der Druckerei ab. ↩
„Die Wirksamkeit der Finite-Elemente-Analyse (FEA) als Konstruktionswerkzeug für Lebensmittelverpackungen …“, https://www.academia.edu/37451324/The_efficacy_of_finite_element_analysis_FEA_as_a_design_tool_for_food_packaging_A_review. Normen und Veröffentlichungen im Bereich Verpackungstechnik definieren den Kantenstauchtest (Edge Crush Test, ECT) als Maß für die Druckfestigkeit von Wellpappe in Kantenrichtung und beschreiben die Konstruktion von Verpackungen als abhängig von kontrollierten Kerben, Schlitzen und Maßtoleranzen. Nachweisfunktion: Mechanismus; Quellentyp: Institution. Unterstützung: Displaystrukturen aus Wellpappe erfordern technische Kontrollen wie Biegetoleranzen und Schlitztoleranzen, insbesondere bei Verwendung von 32-ECT-Karton. Anmerkung: Dies unterstreicht die technische Relevanz von ECT und Toleranzen, beweist aber nicht automatisch, dass jedes webbasierte Grafiktool diese Funktionen nicht bietet. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Untersuchungen zur Druckfestigkeit von Wellpappenverpackungen, einschließlich Modellen wie der McKee-Formel, zeigen, dass die Tragfähigkeit von der Kantenstauchfestigkeit, der Biegesteifigkeit und der Strukturgeometrie abhängt. Nachweisfunktion: Mechanismus; Quellentyp: Papier. Schlussfolgerung: Die Tragfähigkeit eines Wellpappen-Verkaufsdisplays für schwere Waren hängt von der Statik und nicht allein von der Platzierung der Werbemittel ab. Anmerkung: Diese Studie liefert Kontextinformationen für die Konstruktion einer Wellpappenstruktur für eine bestimmte Last, bestätigt aber nicht direkt eine Tragfähigkeit von 200 lb für das beschriebene Display. ↩
„[PDF] KONSTRUKTIONSSPEZIFIKATIONEN“, https://www.dpo.uab.edu/sustainability/images/Documents/pdfs/blueprints/alabama-survivAL-specs.pdf. Quellen zum Design von Kartonverpackungen und zur Stanztechnik beschreiben Laschen, Klappen und Verriegelungsmechanismen als Strukturbauteile, die unter Berücksichtigung der Materialstärke, des Faltverhaltens und der Lastpfade konstruiert werden müssen. Dies unterstreicht die Notwendigkeit einer speziell entwickelten Strukturkonstruktion anstelle rein visueller Webzeichnungen, beweist aber nicht, dass jede Webplattform-Konstruktion physisch versagen wird. Belegfunktion: Mechanismus; Quellentyp: Bildung. Unterstützung: Das native Zeichnen von Laschen in Webplattformen ist ein Anfängerfehler, da dies zu struktureller Schwäche oder zum Zusammenbruch der physischen Verpackung führen kann. Anmerkung zum Umfang: Kontextuelle Unterstützung; die Quelle sollte die strukturelle Verpackungsmechanik erläutern, anstatt den spezifischen Arbeitsablauf des Artikels direkt zu testen. ↩
„[PDF] Print-production education for graphic designers“, https://dr.lib.iastate.edu/bitstreams/fa24e16d-23ca-46b6-ae4d-96e601a0f1d5/download. Richtlinien für Druckvorstufe und Druck unterscheiden üblicherweise zwischen Rasterbildauflösung und Vektor-Produktionsgrafiken und weisen darauf hin, dass niedrig auflösende Rasterdateien für hochwertige Druck- oder Stanzproduktionen ungeeignet sein können. Dies untermauert die Aussage, dass unzureichende Rasterexporte eine Korrektur oder einen Neuaufbau in der Druckvorstufe erfordern können, wobei der Umfang des Neuaufbaus vom Workflow der Druckerei und der Komplexität des Auftrags abhängt. Belegrolle: allgemeine Unterstützung; Quellentyp: Institution. Unterstützt: Das Senden niedrig auflösender Rasterexporte ist ein Anfängerfehler, da solche Dateien für die Produktion ungeeignet sein und einen Neuaufbau in der Druckvorstufe erfordern können. Anmerkung zum Anwendungsbereich: Unterstützt das allgemeine Risiko in der Druckvorstufe, nicht die absolute Aussage, dass ein vollständiger Neuaufbau immer ausgeschlossen ist. ↩
„[PDF] Auswirkungen der relativen Luftfeuchtigkeit auf die Kompression … – Clemson OPEN“, https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. Untersuchungen zur Hygroskopizität von Papier und Wellpappe zeigen, dass erhöhte relative Luftfeuchtigkeit den Feuchtigkeitsgehalt steigert und die Abmessungen und Dicke der Platten verändern kann. Dies stützt die Annahme, dass feuchte Transportbedingungen die Passgenauigkeit von Nuten beeinträchtigen. Belegfunktion: Mechanismus; Quellentyp: Papier. Begründung: Poröses Wellpappenmaterial kann während des Transports Umgebungsfeuchtigkeit aufnehmen und aufquellen, was die Passgenauigkeit von Nuten beeinflusst. Anmerkung: Dies bestätigt das allgemeine Materialverhalten, dokumentiert aber nicht die im Artikel beschriebene spezifische Sendung aus Florida. ↩
"[PDF] DFA", https://ocw.mit.edu/courses/2-875-mechanical-assembly-and-its-role-in-product-development-fall-2004/319a0f903d70a1a731d869d2a1c70c7c_class16_dfa04.pdf. Studien zu montagegerechter Konstruktion und manueller Montage belegen, dass Passgenauigkeit, Einsetzschwierigkeiten und toleranzbedingte Blockierungen zu längeren Montagezeiten führen. Dies liefert Kontextinformationen für die Behauptung, dass ein größerer Spielraum in den Nuten die Arbeitszeit reduzieren kann. Die Quelle konnte die angegebene Reduzierung um 40 Sekunden pro Einheit jedoch nicht unabhängig überprüfen. Nachweisfunktion: Mechanismus; Quellentyp: Papier. Unterstützung: Durch die Beseitigung von Blockierungen in den Nuten mittels Toleranzanpassung kann die manuelle Montagezeit reduziert werden, wobei die genauen 40 Sekunden jedoch direkte praktische Nachweise erfordern. Anmerkung zum Umfang: Nur Kontextinformationen; die genaue Zeitersparnis würde eine interne Zeitstudie, Produktionsaufzeichnungen oder geprüfte Falldaten erfordern. ↩
„Reaktion von Wellpappe auf Feuchtigkeitsfluss: eine 3D-Finite-Elemente-Analyse …“, https://research.fs.usda.gov/treesearch/20229. Eine materialwissenschaftliche Quelle zur Hygroskopizität und Dimensionsänderung von Karton stützt die Annahme, dass Wellpappe Feuchtigkeit aufnehmen und ihre Abmessungen verändern kann, was die Passgenauigkeit in Nuten oder Verbindungen beeinträchtigen kann. Belegfunktion: Mechanismus; Quellentyp: Papier. Belege: Ein 0,04 Zoll (1 mm) dicker Feuchtigkeitspuffer verhindert das Verklemmen der Nuten durch feuchtigkeitsbedingtes Quellen. Anmerkung: Die Quelle stützt den Feuchtigkeitsausdehnungsmechanismus im Allgemeinen, nicht unbedingt den spezifischen Wert des 0,04-Zoll-Pufferes oder diese spezielle Nutkonstruktion. ↩
„Abschätzung der Kantenstauchfestigkeit von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Die Fachliteratur zur Wellpappenstruktur belegt, dass die Wellengeometrie zur Druckfestigkeit beiträgt und dass übermäßiger Druck die Wellen quetschen oder zusammenbrechen lassen und somit die Plattenleistung beeinträchtigen kann. Belegfunktion: Mechanismus; Quellentyp: Papier. Belege: Der Ausreißschutz verhindert das Zusammendrücken der Wellen. Anmerkung: Die Quelle untermauert den Mechanismus des Wellenquetschens, bewertet aber möglicherweise nicht direkt die genannte „Ausreißschutzfunktion“. ↩



