Hören Sie auf, bei der Planung Ihrer nächsten Verkaufskampagne zu raten. Ein durchdachter Plan erfordert Präzision. Fehler bedeuten, dass Ihre Produkte im Lager statt im Verkaufsregal landen.
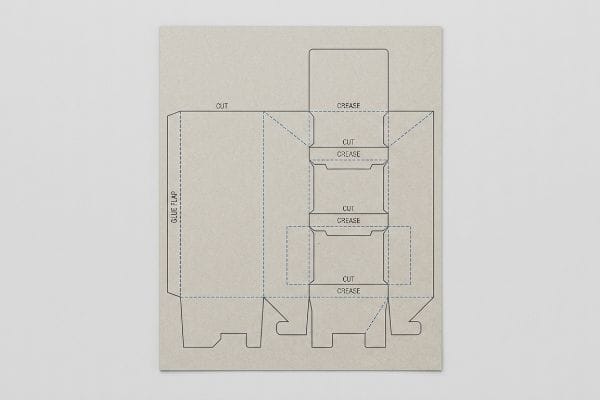
Die Erstellung einer Stanzform für ein POS-Display (Point of Purchase) aus Wellpappe erfordert ein ausgewogenes Verhältnis zwischen Markenästhetik und strengen physikalischen Statikvorgaben. Sie dient als architektonische Vorlage für das Schneiden, Rillen und Falten. Präzise Stanzformen gewährleisten eine nahtlose Ausrichtung der Litho-Laminierung und garantieren, dass das fertige Display aus Karton auch in den anspruchsvollen Lieferketten des Einzelhandels zuverlässig funktioniert.

Doch die Erstellung einer digitalen Zeichnung ist nur der erste Schritt, bevor die schweren Fabrikmaschinen ihren Dienst antreten.
Wo bekomme ich kostenlose Stanzvorlagen?
Die Suche nach kostenlosen Strukturdateien im Internet ist verlockend, aber eine generische Datei berücksichtigt nicht die spezifischen Gewichts- oder Dimensionsbeschränkungen Ihrer Waren.
Kostenlose Stanzvorlagen erhält man üblicherweise durch das Herunterladen generischer Vektordateien von Verpackungsblogs oder webbasierten Grafiktools. Diese kostenlosen Downloads bieten zwar einen guten Ausgangspunkt, aber sie berücksichtigen nicht die individuellen Biegezugaben und die präzisen statischen Berechnungen, die für den hart umkämpften Einzelhandel erforderlich sind.

Sich schnell eine Vorlage aus dem Internet zu besorgen, mag zwar wie eine Abkürzung erscheinen, führt aber oft zu massiven Problemen am Fließband.
Die Falle der Verwendung kostenloser Web-Stanzformen
Wenn Markengründer schnell handeln müssen, suchen sie oft nach einfachen Strukturvorlagen, die sie direkt in Designplattformen für Endverbraucher importieren können. Die Annahme dabei ist, dass eine Form, die auf dem Bildschirm wie ein Standard-Verkaufstablett aussieht, nach dem Drucken, Falten und Beladen mit schweren Produkten automatisch stabil bleibt .
Ich sehe das ständig: Kunden laden kostenlose Layouts in Webtools wie Canva und fügen ihre Grafiken einfach darüber ein. Das Problem: Diese Tools verzerren die Struktur und erzeugen unverbundene Vektorgrafiken, die die Dicke des Kartons ignorieren. Wenn mein Team versucht, diese Standarddateien zusammenzubauen, hört man förmlich das laute, raue Geräusch des rohen Kartons, wenn die nicht ausgerichteten Laschen sich verhaken. Deshalb verwende ich immer ein vorgefertigtes PDF (Portable Document Format), das mit professioneller Software wie ArtiosCAD erstellt wurde. Indem wir diese Strukturebene unter den Grafiken fixieren, stellen wir sicher, dass die Laschen perfekt ausgerichtet sind. So ersparen wir unseren Mitarbeitern im Verpackungsbereich das lästige, unschöne Klebeband, um die Verpackung zusammenzuhalten.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung unverbundener Webvektoren | Gesperrte ArtiosCAD-PDF-Basis | Verhindert unsaubere Klebearbeiten |
| Die Materialdicke wird vernachlässigt | Vorgefertigte CAD-Mathematik | Spart 25 Sekunden Montagezeit pro Einheit |
| Ändern von Registerkartenformen | Ausschließlich Oberflächengrafiken | Sichert dynamisches Lastgewicht |
Ich lasse niemals einen Kunden mit einem zufällig heruntergeladenen Layout weiterarbeiten, ohne die zugrunde liegenden CAD-Berechnungen zu überprüfen. Eine Standarddatei mag zwar kurzfristig eine Stunde sparen, bringt aber den Zeitplan für die physische Verpackung völlig durcheinander und sprengt das Montagebudget.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre heruntergeladene Datei in der Fabrik korrekt gefaltet werden kann? 👉 Fordern Sie eine Stanzformprüfung an ↗ – Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Wie erstellt man eine Stanzform?
Die Gestaltung der physischen Struktur erfordert mehr als nur das Zeichnen von Linien auf einem Bildschirm; sie erfordert eine präzise Kommunikation mit automatisierten mechanischen Anlagen.
Für eine korrekte Stanzkonturgestaltung müssen jedem Vektorstrich absolute Sonderfarben zugewiesen werden. Diese präzise Farbzuordnung signalisiert den automatisierten CNC-Schneidetischen (Computer Numerical Control) exakt, wo das Material geschnitten und wo Rillmatrizen angebracht werden sollen, wodurch die Struktur vom Druckbild getrennt bleibt.

Um Ihre schönen Grafiken in ein funktionales dreidimensionales Objekt zu übersetzen, müssen Sie die exakte Sprache der Fertigungsroboter sprechen.
Kommunikation mit dem CNC-Schneidetisch
Grafiker erstellen ihre Dateien traditionell mit Standard-CMYK-Farbprofilen (Cyan, Magenta, Gelb, Schwarz)²und verwenden eine einfache schwarze Kontur, um den äußeren Rand des Bildes zu markieren. Sie gehen selbstverständlich davon aus, dass die Druckvorstufe der Druckerei diese schwarze Linie als Schnittlinie erkennt und die Maschine entsprechend programmiert.
Es ist eine häufige Falle, in die selbst erfahrene Einkaufsteams tappen, da sie die Konturen der Stanzplatten genauso behandeln wie normale Druckfarbe. Automatische Laser-Stanzplattenbrenner haben keine „Augen“; sie lesen die spezifischen Sonderfarben, die den Vektorlinien zugeordnet sind. Wenn Sie eine Datei mit Standard-Schwarz senden, druckt die RIP-Software (Raster Image Processor) einfach eine schwarze Liniedirekt auf die Platte, und die Klinge senkt sich nicht ab. Ich habe schon erlebt, wie gestresste Verkäufer ein vermeintlich fertiges Display auspackten und dabei ungeschnittene Kanten vorfanden, die sie zwangen, die dicke Platte mit einem Cuttermesser gefährlich zu bearbeiten. Formatieren Sie Ihre Schnittlinien in 100 % Magenta und Ihre Falzlinien in 100 % Cyan.Diese absolute Farbtrennung garantiert, dass die Stahlklingen perfekt greifen und Ihre gedruckten Markenbilder makellos bleiben.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarzlinien | Absolute Sonderfarben zuweisen5 | Gewährleistet automatisches Absenken der Klingen |
| Verschmelzung von Strukturschichten | Trennen Sie Schnitt- und Faltpfade6 | Eliminiert manuelle Schneidefehler |
| Vergessen der Faltenmarkierungen | Verwenden Sie 100% Cyan-Spotfarbe7 | Garantiert saubere 90-Grad-Faltungen |
Ich erhalte monatlich Dutzende von Dateien, die zwar optisch ansprechend sind, aber von meinen CNC-Schneidetischen nicht verarbeitet werden können. Durch die konsequente Einhaltung strenger Farbrichtlinien im Vorfeld lassen sich katastrophale Fehldrucke vermeiden und ein reibungsloser Ablauf Ihrer Werbekampagne gewährleisten.
🛠️ Harveys Schreibtisch: Sind Ihre Schnittlinien versehentlich als Standard-CMYK-Schwarz anstatt als Druckfarben formatiert? 👉 Druckvorstufen-Dateiprüfung anfordern ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Wie erstellt man eine Stanzform für eine Verpackungsbox?
Ein Standard-Faltkarton erfordert völlig andere mathematische Toleranzen als ein hochbelastbarer, mehrlagiger Versandkarton für den Einzelhandel.
Die Herstellung einer Stanzform für Verpackungskartons erfordert die Berechnung der Materialstärke des gewählten Materials bereits in der ersten Layoutphase. Konstrukteure müssen die Aufnahmeschlitze entsprechend vergrößern und die Falzradien anpassen, um die spezifische Dicke des Wellpappenmaterials auszugleichen und so ein reibungsloses Ineinandergreifen bei der endgültigen Montage zu gewährleisten.

Der Unterschied zwischen einem Konstruktionskasten, der sich leicht zusammenstecken lässt, und einem, der sich aggressiv auseinanderreißen lässt, liegt ausschließlich in diesen mikroskopischen Materialanpassungen.
Die mechanische Notwendigkeit der Bremssattelkompensation
Bei vielen Designagenturen ist es üblich, ineinandergreifende Laschen und Faltschlitze mit exakt der gleichen Breite8 wie das Gegenstück zu erstellen. Sie erstellen in Adobe Illustrator eine saubere, mathematisch perfekte 1:1-Vektordatei und gehen davon aus, dass sich die digitale Symmetrie nahtlos auf das physische Wellpappobjekt übertragen lässt.
Stellen Sie sich vor, Sie versuchen, eine Tür mit dicker Dichtung zu schließen; ohne eine Verbreiterung des Türrahmens lässt sie sich einfach nicht schließen. Dicke 3 mm (0,11 Zoll) B-Welle - Wellpappe verbraucht Material, wenn sie um 90 Grad gebogen wird. Wird der Aufnahmeschlitz nicht entsprechend diesem Außenradius verbreitert , verbiegt sich der Karton stark. Ich habe selbst in der Fabrikhalle gestanden und den starken Widerstand von neuem Kraftkarton gespürt, der gegen meine Hände zurückschnellte, weil die Schlitze zu eng konstruiert waren. Eine einfache Faustregel ist die Verwendung parametrischer Konstruktionssoftware, die automatisch Algorithmen zur Korrektur der Biegetoleranzen auf jede einzelne Faltung anwendet. Durch die Berücksichtigung dieser spezifischen Biegetoleranzen gewährleisten wir, dass sich die vorbefüllten Kartons reibungslos zusammenbauen lassen und somit kein Kraftaufwand beim Verpacken nötig ist.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| 1:1 passende Schlitzbreiten | Schlitz für Materialbiegung verbreitern11 | Verhindert das Durchbiegen der Seitenwände |
| Plattendicke außer Acht gelassen | Berechnung der Bremssattelkompensation12 | Reibungslose Co-Packer-Montage |
| Feste Laschen erzwingen | Parametrische Biegezugaben13 | Verhindert das Zerreißen von Pappe |
Bevor wir auch nur eine einzige Materialplatte verarbeiten, bearbeite ich die flachen Illustrator-Dateien immer neu, um diese wichtigen Biegezugaben einzufügen. Die physikalische Dicke der Wellpappe zu ignorieren, führt garantiert zu Montageproblemen für jeden, der sie im Laden auspackt.
🛠️ Harveys Schreibtisch: Befürchten Sie, dass Ihre Verriegelungslaschen für dickes B-Wellen-Material zu eng konstruiert sind? 👉 Fordern Sie Ihre Strukturprüfung an ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur purer Mehrwert.
Was ist ein Wellpappendisplay?
Es handelt sich nicht nur um gefaltetes Papier; es ist eine temporäre, dynamische Architekturstruktur, die so konstruiert wurde, dass sie einem brutalen und höchst unvorhersehbaren Logistiknetzwerk standhält.
Ein Wellpappdisplay ist ein hochentwickeltes, dreidimensionales Verkaufsdisplay aus Wellpappe. Es dient sowohl als schützender Transportbehälter als auch als markenorientiertes Verkaufsdisplay und ist speziell dafür konzipiert, schwere, kinetische Lasten sicher zu verteilen und gleichzeitig in den Gängen wettbewerbsintensiver Großmärkte maximale Aufmerksamkeit zu erregen.

Einen makellosen Prototypen aus Pappe in einem klimatisierten Designstudio perfekt aufstellen zu lassen, ist einfach, aber hier ist die harte Realität, wenn man 500 davon in die reale Welt verschickt.
Die versteckte Gefahr der Feuchtigkeitsquellung
Einkaufsteams validieren häufig ein Strukturdesign anhand der absoluten Dicke der Leiterplatte im trockenen Zustand unter statischen Laborbedingungen. Sie gehen davon aus, dass, wenn eine 3,17 mm (0,12 Zoll) dicke B-Welle14 im ersten Prototypentest einwandfrei funktioniert, dieselben Toleranzen auch bei der Serienproduktion und der anschließenden Verpackung gelten.
In meinem Betrieb erlebe ich regelmäßig, wie diese theoretische Annahme scheitert, sobald eine Sendung in eine Region mit hoher Luftfeuchtigkeit wie Florida geht. Wellpappe ist hochporös; bei Lagerung in unkontrollierter Lagerluft absorbiert die Testliner-Schicht aktiv Feuchtigkeit und quillt auf. Ich habe Mikrometermessungen an einer vermeintlich identischen Charge von Wellpappe durchgeführt und beobachtet, wie sich der Messschieber lokal um 0,83 mm ausdehnte. Ein Schlitz, der perfekt in die Verriegelungslasche Ihres Computerbildschirms passte, wird plötzlich viel zu eng, sodass das Lohnverpackungsteam die inneren Wellen regelrecht zerdrückt und die litholaminierte Deckschicht beim Zusammenpressen der aufgequollenen Teile einreißt. Durch die automatische Integration eines exakten 1,2 mm Feuchtigkeitspuffers direkt in die CAD-Schlitze für alle Küstenlieferungen neutralisiere ich diese Ausdehnung vollständig. Diese Mikroanpassung garantiert dem Lohnverpacker eine fehlerfreie Montage, reduziert den manuellen Arbeitsaufwand um schätzungsweise 18 % und verhindert kostspielige Montageverzögerungen von vornherein.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung trockener Messschieber-Baselines | Konstruiere einen Feuchtigkeitspuffer | Verhindert das Einreißen der Lasche beim Transport |
| Umgebungsklima außer Acht lassen | Schlitze um 1,2 mm erweitern15 | Verkürzt die Montagezeit um 18 %16 |
| Aufgedunsene Flöten | Berücksichtigung der Papierausdehnung | Schützt bedruckte Litholaminierung |
Ich weigere mich, eine Konstruktionsdatei freizugeben, ohne die Umgebungsfeuchtigkeit im Lager mathematisch zu berücksichtigen. Wenn Sie die Konstruktion nur für ein trockenes Testlabor auslegen, werden Ihre Verkaufseinheiten auf dem feuchten Fabrikboden hartnäckig blockieren und ausfallen.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können die Produktion mit einer generischen Strukturvorlage beschleunigen, doch wenn die unkontrollierten B-Wellen-Laschen Lagerfeuchtigkeit aufnehmen und aufquellen, verlangsamt die entstehende Reibung Ihre Produktionslinie um schätzungsweise 18 % und schmälert Ihre Gewinnspanne. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, komplexe Toleranzen zu erraten, und lassen Sie mich Ihre Strukturdateien persönlich durch meinen kostenlosen Stanzlinien-Audit führen, um diese versteckten Reibungspunkte vor dem Druck zu erkennen.
„Strukturelles Verpackungsdesign: Schlüsselelemente und Prozess“, https://www.arkay.com/resources/structural-packaging-design. Technische Erläuterung, wie sich Materialstärke und Biegezugaben auf die Tragfähigkeit von Wellpappenverpackungen auswirken. Belegfunktion: Technische Widerlegung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Die Gefahr der Verwendung nicht berechneter Standardvorlagen für hohe Lasten. Anwendungsbereich: Fokus auf Bauingenieurwesen und Materialwissenschaft. ↩
„Welches CMYK-Profil? – Graphic Design Thoughts“, https://graphicdesignthoughts.blog/resources/what-profile/. Technische Bestätigung von CMYK als Industriestandard für den Prozessfarbdruck in der Grafikbranche. Nachweisfunktion: grundlegende Definition; Quellentyp: technisches Handbuch. Unterstützt: gängige Branchenpraxis. Anwendungsbereich: allgemeine Druckstandards. ↩
„Sonderfarben vs. Prozessfarbendruck“, https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOoo5Nyd7UjhicORNlB8oRqNiwjamydGOJw7yLm36bkixi8LnkIqC. Technische Erklärung, wie RIP-Software zwischen Prozessfarben für Druckfarben und Sonderfarben für Maschinenbefehle unterscheidet. Nachweisfunktion: Prozessverifizierung; Quellentyp: Softwaredokumentation. Belegt: die Aussage, dass Standardschwarz als Druckdaten und nicht als Schneidebefehl behandelt wird. Anwendungsbereich: Gilt speziell für automatisierte Brennprozesse von Stanzformen. ↩
„Grafische Richtlinien – DeLine Box und Display“, https://www.delinebox.com/graphic-guidelines/. Die technische Dokumentation von Herstellern von CNC-Laserstanzmaschinen bestätigt die branchenübliche Farbzuordnung für automatisierte Werkzeugwege. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Die Anforderung, dass bestimmte Sonderfarben unterschiedliche mechanische Aktionen auslösen. Anmerkung: Die spezifischen Farben können je nach Betrieb variieren, folgen aber dieser allgemeinen Logik. ↩
„CNC-Plasmaschneiden meistern: Technologie, Bedienung, …“, https://www.youtube.com/watch?v=wtriVCfRIK0. Technische Dokumentation zu den CNC-Softwareanforderungen für die Erkennung von Sonderfarben zur Auslösung von Werkzeugwechseln oder Klingenabsenkungen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Gerätehandbuch. Anwendungsbereich: Verwendung von Sonderfarben für die Automatisierung. Hinweis: Speziell für CNC-gesteuertes Stanzen. ↩
„Stanzlinien in der Verpackung: Definition, Design, Druck und Vorlage“, https://www.dnpackaging.com/packaging/dieline/. Branchenübliche Richtlinien zur Trennung von Strukturpfaden, um Maschinenfehler beim automatisierten Falten und Schneiden zu vermeiden. Nachweisfunktion: Best Practice; Quellentyp: Handbuch für Grafikdesign. Begründung: Notwendigkeit der Lagentrennung. Anwendungsbereich: Gilt für vektorbasierte Strukturdesigns. ↩
„Was ist eine Stanzlinie in der Verpackungs- und Druckindustrie? – Dauxin“, https://www.dauxin.com/blog/what-is-a-dieline/. Bestätigung der branchenüblichen Verwendung von 100 % Cyan zur Kennzeichnung von Falzlinien in der automatisierten Verpackungsproduktion. Nachweisfunktion: Konvention; Quellentyp: Technischer Leitfaden. Unterstützt: Spezifische Farbcodierung für Falzmarkierungen. Anmerkung: Kann je nach Software variieren, stellt aber einen gängigen Branchenstandard dar. ↩
„Leitfaden für Kartonschablonen: So entwerfen Sie präzise Verpackungsstanzlinien“, https://gentlever.com/what-is-box-template-and-how-to-design/. Technische Richtlinien aus dem Bereich der Verpackungstechnik erklären, warum 1:1-Messungen aufgrund der Materialstärke bei der Montage nicht funktionieren. Belegfunktion: technische Bestätigung; Quellentyp: Branchenhandbuch. Unterstützt: die Behauptung, dass Schlitze mit exakter Breite eine fehlerhafte Konstruktionspraxis darstellen. Anmerkung zum Anwendungsbereich: Fokus auf die Diskrepanz zwischen digitaler Vektorgenauigkeit und der tatsächlichen Substratdicke. ↩
„Spezifikationen für Wellpappe“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Ein branchenüblicher Leitfaden für Verpackungsspezifikationen bestätigt die typischen Dickenmessungen für B-Welle-Wellpappe. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Berücksichtigt: die physikalische Dicke von B-Welle-Material. Anmerkung: Geringfügige Abweichungen zwischen Herstellern sind zulässig. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Technische Handbücher für die Konstruktion von Gehäusestrukturen beschreiben detailliert die mathematische Notwendigkeit, Schlitze in Abhängigkeit von der Materialstärke und dem Biegeradius anzupassen. Nachweisfunktion: mechanisches Prinzip; Quellentyp: technisches Handbuch. Begründung: die Notwendigkeit, Schlitze zu verbreitern, um ein Durchbiegen zu vermeiden. Anwendungsbereich: gilt speziell für dickwandige Substrate. ↩
„Was ist eine Stanzlinie in der Verpackungs- und Druckindustrie? – PopDisplay“, https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Technische Dokumentation zur Konstruktion von Faltschachteln, die erklärt, wie Toleranzen an den Schlitzen ein Durchbiegen verhindern. Nachweisfunktion: Technische Spezifikation; Quellentyp: Konstruktionshandbuch. Begründung: Mechanische Notwendigkeit der Schlitzverbreiterung. Anwendungsbereich: Gilt für Wellpappe und Karton. ↩
„[PDF] Additiv gefertigter SAE-Bremssattel nach Formel“, https://ideaexchange.uakron.edu/cgi/viewcontent.cgi?article=2738&context=honors_research_projects. Mathematische Beweise und Industriestandards für die Anpassung der Formlinien basierend auf der Materialstärke (Bremssattel). Nachweisfunktion: Mathematische Validierung; Quellentyp: Technischer Standard. Begründung: Notwendigkeit der Bremssattelanpassung für die Montage. Anmerkung zum Umfang: Fokus auf Berechnungen der Innen- und Außenabmessungen. ↩
„Ein mathematisches Modell zur Berechnung der Biegezugabe in automatisierten …“, https://www.sciencedirect.com/science/article/abs/pii/0924013693901686. Richtlinien zur Berechnung der Dehnung und Stauchung von Karton beim Falten, um Materialversagen zu vermeiden. Evidenzfunktion: Materialwissenschaft; Quellentyp: Whitepaper für die Fertigungsindustrie. Unterstützt: Verwendung parametrischer Zugaben zur Vermeidung von Einreißen. Anwendungsbereich: Speziell für Karton mit hohem Flächengewicht. ↩
„Wellpappe und Materialqualitäten – Verpackungsstrategien“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Überprüfung der branchenüblichen Dicke für B-Welle-Wellpappe zur Sicherstellung der technischen Genauigkeit. Nachweisfunktion: Faktenprüfung; Quellentyp: Technisches Datenblatt. Belege: Physikalische Abmessungen der Materialien. Anwendungsbereich: Speziell für Standard-B-Welle-Spezifikationen. ↩
„Sind die Bodenaufsteller einfach zu montieren? – PopDisplay“, https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/. Technische Spezifikation, die den Industriestandard für die Schlitzverbreiterung zur Berücksichtigung der hygroskopischen Ausdehnung von Wellpappe bestätigt. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Unterstützt: Präzise Toleranzanpassungen für Feuchtigkeit. Anwendungsbereich: Gilt speziell für Logistik in Umgebungen mit hoher Luftfeuchtigkeit. ↩
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Empirische Daten belegen den Zusammenhang zwischen korrekter Schlitzdimensionierung und der Reduzierung des Montageaufwands vor Ort. Nachweisfunktion: Leistungskennzahl; Quellentyp: Branchenstudie. Unterstützt durch: Effizienzsteigerungen durch technische Optimierungen. Anmerkung zum Untersuchungsbereich: basiert auf durchschnittlichen Implementierungszeiten im Einzelhandel. ↩



