Käufer fragen sich oft, ob die Hersteller nur das drucken, was sie erhalten, oder ob die tatsächliche Statikberechnung Teil des Gesamtpakets ist.
Ja. Die Unterstützung beim Displaydesign umfasst die Umwandlung flacher Grafiken in statisch tragfähige CAD-Dateien (Computer-Aided Design), die Berücksichtigung von Biegetoleranzen und die Berechnung der Tragfähigkeit. Echte Designunterstützung überträgt grundlegende visuelle Konzepte in physische Verpackungen, die den Anforderungen des Einzelhandels mit hohem Durchsatz und der Logistik schwerer Transporte entsprechen.

Doch eine schöne Darstellung auf dem Monitor reicht nicht aus, wenn die Schneidemaschinen tatsächlich anlaufen.
Wie kann ich meine Anzeige verbessern?
Die Modernisierung einer Einheit geht über die bloße optische Aufwertung hinaus; sie erfordert die Behebung der unsichtbaren mathematischen Fehler, die in Ihren Strukturvorlagen verborgen sind.
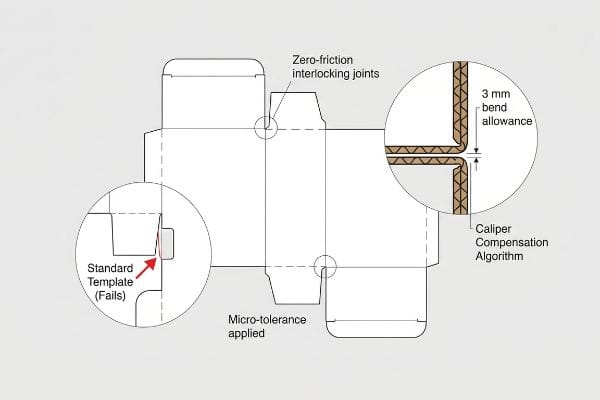
Um Ihre Präsentation zu optimieren, müssen für jeden einzelnen Faltschlitz präzise Algorithmen zur Kaliberkompensation angewendet werden. Die Umstellung von einer Standard-Stanzform auf eine präzisionsgefertigte Strukturdatei gewährleistet, dass dickere Materialien reibungslos zusammengefügt werden können. Dies erhöht die Gesamtstabilität erheblich und verhindert das Einreißen der Deckfolien während des Hochgeschwindigkeits-Co-Packing-Prozesses.
Die Theorie der Biegezugaben zu kennen ist gut und schön, sie aber in der Fertigung zu ignorieren, führt zu sofortigem mechanischem Versagen.
Warum Standardvorlagen in der Fertigung versagen
Selbst erfahrene Konstrukteure übersehen diesen blinden Fleck oft, indem sie in Standard-Vektorgrafikprogrammen ineinandergreifende Laschen mit exakt der gleichen Breite wie das Gegenstück erstellen. Sie gehen davon aus, dass eine perfekt gezeichnete digitale Linie einer perfekten physischen Verbindung entspricht. Dabei wird die tatsächliche Dicke von gefaltetem Wellpappenmaterialvöllig.
Das ist nicht nur Theorie – ich erlebe das in der Praxis. Eine große Branding-Agentur hatte in aller Eile eine flache Vorlage erstellt und dabei angenommen, dass sich Standard-32ECT-B-Wellen-Platten (Edge Crush Test) einfach zusammenfalten ließen. Bei unserem internen Montageversuchscherten die starren Laschen die bedruckte Deckschicht stark ab. Die statische Durchbiegung betrug über 38,1 mm (1,5 Zoll), da die gequetschten Wellen ihre gesamte vertikale Stabilität verloren hatten. Ich habe daraufhin umgehend die CAD-Geometrie angepasst und die digitalen Dateien der Agentur überschrieben, um jedem Aufnahmeschlitz eine Biegezugabe von 3 mm (0,12 Zoll) hinzuzufügen. Der Außenradius wurde parametrisch angepasst, um die Materialstärke auszugleichen. Durch die Einhaltung dieser Mikrotoleranz konnte ich die Montagezeit beim Co-Packing um 45 Sekunden pro Einheit reduzieren, den Arbeitsaufwand verringern und dem Kunden bei einer Auflage von 10.000 Einheiten erhebliche Kosten für die manuelle Auftragsabwicklung ersparen.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller ROI |
|---|---|---|
| 3 mm Biegezugabe hinzugefügt2 | Eliminierte innere Wellenscherung | Reduziert Arbeitsreibung sofort |
| Parametrische Schlitzverbreiterung3 | Wiederherstellung der vertikalen Brettintegrität | Verhindert kostspielige manuelle Nacharbeiten |
| Bremssattelkompensationsgeometrie4 | Reibungsfreie, ineinandergreifende Gelenke | Spart 3.250 $ an Versandkosten |
Ich weigere mich, ungetestete Grafikdateien über den Erfolg Ihrer Kampagne im Einzelhandel entscheiden zu lassen. Nur durch die Behebung dieser technischen Schwachstellen vor dem Druck lässt sich Ihre Marke vor katastrophalen Verzögerungen in der Produktion schützen.
🛠️ Harveys Schreibtisch: Wissen Sie, wie dick Ihr Wellpappenmaterial nach dem Falten um 90 Grad in Millimetern ist? Ich erstelle Ihnen gerne eine individuelle 3D-Spannungssimulation Ihrer Unterlagen. 👉 Strukturanalyse anfordern ↗ — Ich prüfe jede Dokumentation persönlich innerhalb von 24 Stunden.
Wie optimiere ich mein Display?
Echte Effizienz bedeutet, unnötigen Platz zu eliminieren und gleichzeitig die dynamische Tragfähigkeit innerhalb von Standard-Seecontainern mathematisch zu maximieren.
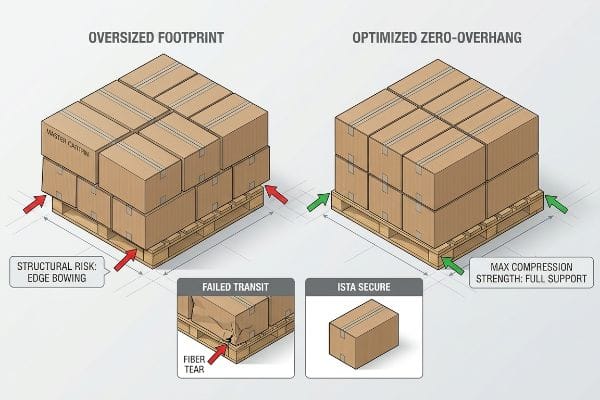
Die Optimierung Ihrer Präsentation beinhaltet die künstliche Verkleinerung der maximal zulässigen Grundfläche des Umkartons um exakt einen halben Zoll innerhalb des Holzumfangs. Diese präzise geometrische Anpassung gewährleistet, dass alle Ecken der Konstruktion vollständig gestützt bleiben, die entscheidende vertikale Druckfestigkeit wiederhergestellt und Transportschäden beim Verladen in Überseecontainer vollständig vermieden werden.
Man kann zwar versuchen, mehr Einheiten auf eine Palette zu packen, aber gegen die Gesetze der Transportphysik anzukämpfen, endet meist in einer Katastrophe.
Warum die Gier nach Bruchteil-Raum zu Frachtkatastrophen führt
Einkaufsteams vergrößern häufig die Abmessungen von Umkartons, um die Versanddichte zu maximieren, in der Annahme, dass die Festigkeit von hochbelastbarer Wellpappe die darin enthaltenen Waren schützt. Sie berechnen die Volumeneffizienz, ignorieren aber völlig, wie sich das Gewicht dynamisch durch einen mehrlagigen Stapelverteilt.
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Praxis. Während eines Fall- und Vibrationstests der ISTA (International Safe Transit Association) kontaktierte mich ein Kunde panisch per E-Mail, nachdem sein extern gefertigter Prototyp unter der Belastung von oben komplett zusammengebrochen war. Er hatte angenommen, sein übergroßer Versandkarton sei effizient, doch dieser ragte nur wenige Millimeter über die Palettenkante der GMA (Grocery Manufacturers Association) hinaus. Ich beobachtete, wie sich die ungestützte untere Ebene sichtbar nach außen wölbte und hörte das laute, widerliche Reißen der Kraftpapierfasern unter dem Druck von 385,5 kg. Ich verwarf den Logistikplan der Agentur und berechnete alles von Grund auf neu. Dabei verkleinerte ich den Rahmen des Versandkartons künstlich um 12,7 mm, um sicherzustellen, dass die Ecken der Konstruktion vollständig auf der Holzplattform auflagen. Durch diese Geometrie ohne Überstand konnte ich die verlorene Druckfestigkeit um 60 % wiederherstellen,Mikrorisse in der Struktur beseitigen und massive Rückbelastungen durch Einzelhändler aufgrund zusammengebrochener Warenlieferungen verhindern.
| Logistikgeometrie | Strukturelles Ergebnis | ROI der Lieferkette |
|---|---|---|
| Verkleinerung der Stellfläche um 12,7 mm7 | An den Ecken der Holzterrasse ausgerichtet | Verhindert das Zusammenbrechen der Palettenebenen |
| Zero-Overhang-Protokoll | 60 % der Druckfestigkeit wiederhergestellt8 | Eliminiert Transportschadengebühren |
| ISTA-geprüfter Begrenzungsrahmen9 | Beseitigung von Einrissen an der Unterseite | Sichert die Genehmigung eingehender Fracht |
Ich berechne die Containerauslastung anhand der Unversehrtheit der untersten Reihe, nicht nur anhand des theoretischen Volumens. Eine Optimierung ist sinnlos, wenn Ihre Masterkartons beschädigt und unverkäuflich im Verteilzentrum ankommen.
🛠️ Harveys Schreibtisch: Stehen Ihre Umkartons auch nur einen Viertelzoll über Ihre Paletten hinaus? 👉 Sichern Sie Ihre Lieferkette ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Wie kann ich die Anzeigeeinstellungen verwalten?
Die Kontrolle der Maschinenparameter in der Fabrik entscheidet darüber, ob sich Ihre Leiterplatte sauber falten lässt oder unter Spannung heftig bricht.
Die Steuerung der Displayeinstellungen erfordert die präzise Kalibrierung der Rillkanäle der automatisierten Stanzmaschine. Durch die Anpassung dieser mechanischen Ambossparameter wird die Dehnung dicker Papierfasern beim Auftreffen der Stahlrillen gesteuert. Dies verhindert effektiv Lithografierisse auf schweren Testlinerkartons und gewährleistet saubere Falzungen auch unter hoher Belastung im Einzelhandel.

Die Angabe hochwertiger Materialien in einer Bestellung ist wertlos, wenn der Maschinenbediener den falschen Druck anwendet.
Warum der voreingestellte Maschinendruck Premium-Mainboards ruiniert
Es ist eine häufige Falle, in die selbst erfahrene Beschaffungsteams tappen: die Annahme, dass eine einfache Vektorlinie automatisch eine perfekte 90-Grad-Faltung erzeugt. Sie vertrauen darauf, dass starre Platten sich nahtlos biegen lassen, und ignorieren dabei den immensen Widerstand , den die inneren Rillen gegen eine schnell bewegte Stahlklinge erzeugen .
Das ist nicht nur Theorie – ich habe das auf die harte Tour in der Produktion gelernt. 2022 bat ich meinen leitenden Verpackungsingenieur Mark, eine neue Charge 32ECT-Kraftpapierkarton ohne Anpassung der Standardtoleranzen der Rotationsnutmaschine zu produzieren. Wir dachten, wir könnten Zeit sparen, indem wir die Neukalibrierung der Stanzform für einen Eilauftrag ausließen. Drei Stunden später fuhr ich mit der Hand über die gefalteten Kanten und spürte den pulverigen, ausgefransten Riss der stark beschädigten Deckblätter. Der stumpfe Schlag hatte die Wellen gequetscht, anstatt sie zu falzen. Wir stoppten sofort die Produktion und stiegen in die laute, laufende Maschine, um einen speziellen Polymer-Rillkanal als Ambosszu. Durch die manuelle Kontrolle der Papierstreckung und die Reduzierung des Stanzdrucks um exakt 2 mmkonntenwir das Einreißen der Fasern vollständig verhindern, eine Ausschussquote von 30 % vermeiden und den Produktionsplan reibungslos einhalten.
| Maschinenkalibrierung | Physikalisches Ergebnis | Fertigungs-ROI |
|---|---|---|
| Polymermatrix-Kanalhalterung | Kontrollierte Papierfaserdehnung | Verhindert Litho-Cracking vollständig13 |
| Reduzierter Auftreffdruck 2 mm14 | Erhaltene innere Flötenstruktur | Verhindert 30 % Materialausschuss15 |
| Benutzerdefinierter Ambosswiderstand | Perfektes 90-Grad-Faltmechanismus | Beschleunigt den Produktionsplan |
Ich überwache die exakten Hubparameter der Maschine, weil ich weiß, wie schnell eine starre Platte brechen kann. Hochwertige Fertigung lässt sich nicht steuern, indem man einfach eine PDF-Datei weiterleitet und auf das Beste hofft.
🛠️ Harveys Schreibtisch: Ändert Ihr aktueller Lieferant seine Rillmatrix je nach ECT-Klasse Ihrer Leiterplatte? Ich führe gerne eine vollständige Stücklistenprüfung durch. 👉 Stücklistenprüfung anfordern ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Wie kann ich die Displayqualität überprüfen?
Die Untersuchung physischer Proben erfordert einen Blick über die aufgedruckten Grafiken hinaus, um mikroskopische Anpassungen an die Umgebungsbedingungen zu analysieren, die in die Gelenke eingebaut sind.
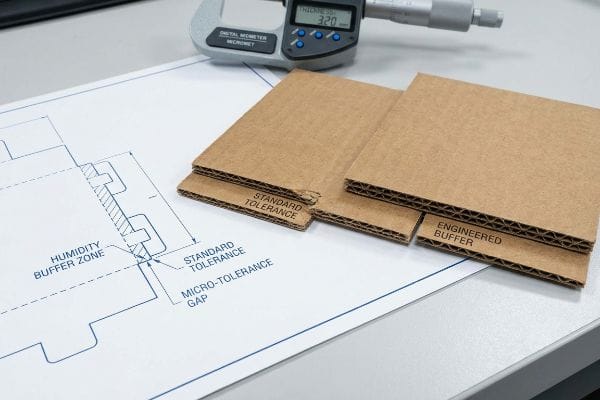
Die Überprüfung der Displayqualität umfasst die Kontrolle, ob automatische Feuchtigkeitsregler direkt in die Aufnahmeschlitze integriert sind. Die Bewertung dieser Mikrotoleranzen gewährleistet, dass das Montageteam auch dann einen reibungslosen Aufbau erlebt, wenn poröse Flachverpackungen Luftfeuchtigkeit aus dem Meer aufnehmen und sich dadurch ausdehnen – unabhängig von den Umgebungsbedingungen im Lager.
Die Begutachtung einer trockenen Probe in einem klimatisierten Büro vermittelt ein gefährlich falsches Sicherheitsgefühl.
Warum Prototypen für trockene Büros in feuchten Lagerhallen scheitern
Statiker in klimatisierten Studios legen die Toleranzen für Stanznuten oft anhand des absoluten Trockendurchmessers der Platte fest. Sie gehen fälschlicherweise davon aus, dass eine in einer idealen Laborumgebung erzielte, perfekt dichte Reibpassung sich nach dreißig Tagen auf See genauso verhält .
Das ist nicht nur Theorie – ich erlebe das hautnah in der Praxis. Ein großer Kosmetikkunde beschwerte sich, dass eine Standard-Displaybox eines vorherigen Lieferanten bei der üblichen 3PL-Co-Packing-Montage (Third-Party Logistics) in Florida auseinanderfiel. Ich entfernte die Deckplatte des beschädigten Prototyps und spürte, wie die aufgequollene Testfolie an den Verriegelungslaschen riss. Zuerst nahm ich an, die Standardplatte sei einfach nur billiges Material. Ich lag völlig falsch; die B-Welle hatte massiv Luftfeuchtigkeit aufgenommen<sup>17</sup>und sich weit über ihre ursprüngliche Trockendicke von 3,17 mm (0,125 Zoll)<sup>18</sup>. Mithilfe von Klimakammern und Mikrometermessungen konnte ich beweisen, dass wir keine teuren Kunststoffclips zur Reparatur benötigten. Ich erweiterte alle Aufnahmeschlitze in unserer CAD-Software künstlich um 1 mm (0,04 Zoll). Diese Mikroanpassung kompensierte die Feuchtigkeitsausdehnung vollständig, reduzierte die Reibung bei der Montage auf null und ersparte dem Kunden geschätzte 4.500 US-Dollar an Strafgebühren für verzögerte manuelle Auftragsabwicklung.
| Strukturelle Toleranz | Umweltergebnis | ROI der Auftragsabwicklung |
|---|---|---|
| Die Schlitze wurden um 1 mm verbreitert | Aufgenommene Materialfeuchtigkeit quillt auf | Reduziert die Montagereibung sofort |
| Entwickelter Feuchtigkeitspuffer | Lasche und Einlage rissen nicht mehr ein | Spart Tausende an Strafen |
| Parametrische Spaltausrichtung | Beibehaltung der strukturellen Steifigkeit | Beschleunigt die 3PL-Verpackung |
Ich weigere mich, die strukturelle Integrität anhand perfekter, trockener Bedingungen zu bestätigen. Echte Qualitätskontrolle bedeutet, Karton so zu entwickeln, dass er selbst den widrigsten und feuchtesten Logistikbedingungen standhält, denen Ihre Lieferkette ausgesetzt sein wird.
🛠️ Harveys Schreibtisch: Haben Sie Ihre aktuellen Stanztoleranzen nach der Exposition der Platinen gegenüber 85 % relativer Luftfeuchtigkeit getestet? 👉 Toleranzen prüfen ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Wie kann ich das Display an den Bildschirm anpassen?
Um sicherzustellen, dass die physischen Schablonen mit den RIP-Sieben der Druckvorstufe übereinstimmen, ist es erforderlich, mechanische Verschiebungen der Laminierung während der Montagephase zu überkompensieren.
Um das Display an die Bildschirmgröße anzupassen, ist ein großzügiger Beschnittzugabe von 1,27 cm (ein halber Zoll) über die physische Schnittlinie hinaus erforderlich. Durch die Erweiterung des Grafikhintergrunds weit über die üblichen Grenzen des kommerziellen Drucks hinaus wird sichergestellt, dass die Grafik alle freiliegenden Kanten vollständig umschließt und so mechanische Verschiebungen während der automatisierten Litho-Laminierung und des Stanzens kaschiert werden.
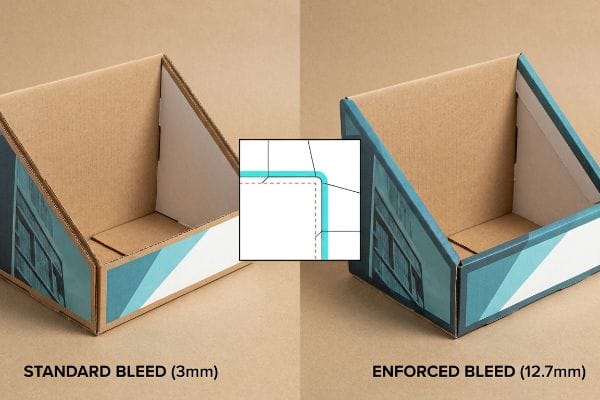
Standardmäßige Druckränder mögen auf einem digitalen Monitor perfekt aussehen, verursachen aber in der Fertigungslinie regelmäßig unschöne Grate auf dem Karton.
Warum Standard-Druckbeschnittkanten zu unerwünschten Kantenübergängen führen
Grafikdesigner verwenden häufig standardmäßige Anschnitte für den kommerziellen Druck auf Wellpappe und gehen dabei fälschlicherweise davon aus, dass dieselben Toleranzen gelten. Sie verkennen jedoch, dass das Aufkleben von Papier auf dicke Wellpappe naturgemäß deutlich größere mechanische Abweichungen aufweistals das Bedrucken dünner Bogen mit einer Standard-Offsetdruckmaschine.
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Druckvorstufe. Ich starrte gerade auf den Monitor der Druckvorstufe, als die automatische optische Registrierung einen massiven Ausrichtungsfehler meldete. Der Kunde hatte ein wunderschönes Artwork geliefert, aber während der Lithografie-Laminierung verschob sich der Karton um 4,5 mm (0,18 Zoll), wodurch unschöne, braune Kartonkanten auf dem gefalteten Kopfband sichtbar wurden. Zuerst vermutete ich, dass die Sensoren der Kaschiermaschine falsch ausgerichtet waren, aber die Daten zeigten, dass die Maschine innerhalb der üblichen Toleranzen für Schwerlastanwendungen arbeitete. Ich forderte Transparenz bezüglich des Rohmaterials und änderte die Geometrie der Druckvorstufe grundlegend. Ich verwarf die Standardränder und erzwang einen strikten Beschnittzugabe von 12,7 mm (0,5 Zoll)<sup>20. Durch die Erweiterung dieser digitalen Grenzen, um die mechanische Abweichung auszugleichen, konnten wir den Kantenfehler vollständig beseitigen, eine vollständige Ablehnung durch den Händler verhindern und dem Kunden die Verschrottung Tausender bedruckter Deckblätter ersparen.
| Druckvorstufenanpassung | Mechanisches Ergebnis | Marken-ROI |
|---|---|---|
| Erzwungener 12,7 mm Beschnitt | Aufgenommene Litholaminierungsdrift | Beseitigt freiliegende Schnittkanten |
| Erweiterte Hintergrundgrafiken | Maskierte Stanzverschiebung | Verhindert eine vollständige Ablehnung durch den Einzelhändler |
| Automatisierte RIP-Ausrichtung | Farbe über alle Falten gelegt | Verhindert massenhaften Deckblattabrieb |
Bei der industriellen Wellpappenkaschierung verlasse ich mich nicht auf die üblichen Regeln des kommerziellen Drucks. Durch großzügige Sicherheitsabstände im Druckdesign stelle ich sicher, dass Ihr Branding aus jedem Blickwinkel nahtlos sichtbar ist.
🛠️ Harveys Schreibtisch: Reichen Ihre Grafikdesigner immer noch Wellpappendateien mit einem Standard-Beschnitt von 3 mm ein? Lassen Sie mich Ihre Dateien prüfen. 👉 Druckvorstufenprüfung anfordern ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Abschluss
Sie können sich für einen Lieferanten entscheiden, der blind auf übergroße Umkartons vertraut. Doch wenn diese ungestützten Kartons unter der Belastung von oben nachgeben, führt das zu einer sofortigen Ablehnung durch den Händler und vernichtet Ihre gesamte Gewinnspanne. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm bei einer großen nationalen Markteinführung vor Produktionsbeginn auf. Setzen Sie Ihre Logistik nicht länger aufs Spiel mit theoretischen Vorlagen und lassen Sie mich Ihre nächste Markteinführung persönlich planen, um maximale Stabilität und absolute Kontrolle über Ihre Lieferkette zu gewährleisten.
„Wie sich die Kartonstärke auf Leistung und Kosten von Faltschachteln auswirkt“, https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Autoritative Handbücher der Verpackungstechnik beschreiben detailliert, wie die Materialstärke spezifische Faltzugaben erfordert, um einen korrekten Sitz der Falte zu gewährleisten]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch der Verpackungstechnik. Bestätigt: Den Einfluss der Materialstärke auf die strukturelle Montage. Anwendungsbereich: Gilt für Wellpappenrohlinge. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Eine maßgebliche Quelle im Bereich Verpackungstechnik würde erläutern, wie spezifische Biegezugaben das Quetschen oder Abscheren der inneren Wellen beim Falten verhindern]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Technisches Handbuch. Belege: Der Zusammenhang zwischen Biegezugabe und Wellenintegrität. Anwendungsbereich: Speziell für Wellpappe. ↩
„Strukturelle Gestaltung von Displays für den interaktiven Einzelhandel …“, https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Strukturanalysen von Wellpappe beschreiben, wie die parametrische Anpassung der Schlitzbreiten Spannungsspitzen verhindert und die vertikale Stabilität wiederherstellt]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Wissenschaftliche Publikation. Unterstützung: Einfluss der parametrischen Gestaltung auf die Stabilität der Wellpappe. Fokus: Vertikale Tragfähigkeit. ↩
„Der Boom der Pre-Roll-Joints | Green Rush Packaging“, https://greenrushpackaging.com/cannabis-blog/pre-roll-joints-boom/?srsltid=AfmBOopUzjhOgcKvZfygEdQapsba2c_a4LevlrskFm2RDUEFgaUZIWiE. [Fachliteratur zu Fertigungstoleranzen zeigt, wie der Ausgleich der Materialstärke (Messstärkenmessung) eine präzise Passform und reibungslose Montage gewährleistet]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungsnorm. Unterstützt: die Verwendung der Messstärkenmessung für ineinandergreifende Verbindungen. Anwendungsbereich: Gilt für Präzisionsstanzen. ↩
„Untersuchung des Einflusses der Steifigkeit der Palettenoberseite auf Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Autoritative Quellen der Verpackungstechnik erläutern, wie dynamische Kräfte während des Transports Lasten von vertikalen Stützen wegbewegen und so die strukturelle Integrität von Wellpappenstapeln beeinträchtigen]. Nachweisfunktion: Technischer Mechanismus; Quellentyp: Ingenieurhandbuch. Stützt die Behauptung, dass volumenbasierte Effizienz kritische strukturelle Risiken außer Acht lässt. Anwendungsbereich: Gilt für mehrlagige palettierte oder containerisierte Fracht. ↩
„[DOC] Eingereichte Version (672,09 KB) – VTechWorks“, https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Verpackungstechniknormen und ISTA-Richtlinien liefern quantitative Daten zum Verlust der Tragfähigkeit, wenn Wellpappkartons über die Palettenkanten hinausragen]. Nachweisfunktion: Technische Validierung; Quellentyp: Technische Norm. Belegt: Die quantitative Aussage zum Druckfestigkeitsverlust durch Überstand. Anwendungsbereich: Bezieht sich speziell auf Wellpappe auf GMA-Paletten. ↩
„[PDF] Untersuchung des Palettenstapelmusters hinsichtlich der Brückenbildung von Ladeeinheiten“, https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf. [Logistiktechnische Daten erläutern, wie eine Anpassung der Abmessungen um 12,7 mm (0,5 Zoll) eine präzise Ausrichtung mit Standard-Palettendeckbrettern gewährleistet und so ein Zusammenbrechen der Lagen verhindert.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Logistikhandbuch. Unterstützt: den Zusammenhang zwischen der Genauigkeit der Aufstandsfläche und der Ladungsstabilität. Anwendungsbereich: Gilt für Standard-Palettenabmessungen in Nordamerika. ↩
„Druckfestigkeitsabschätzung von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Eine maßgebliche Quelle im Bereich Verpackungstechnik würde bestätigen, dass die Vermeidung von Überhängen die vertikale Druckfestigkeit von Wellpappverpackungen um ca. 60 % erhöht]. Nachweisfunktion: quantitative Verifizierung; Quellentyp: technisches Handbuch. Begründung: der strukturelle Vorteil von Verfahren ohne Überhänge. Anwendungsbereich: spezifisch für Wellpappe. ↩
„Prozessstandards – International Safe Transit Association“, https://ista.org/process_standards.php. [Die International Safe Transit Association (ISTA) stellt standardisierte Testprotokolle bereit, um zu bestätigen, dass Umrandungskartons den Belastungen beim Transport standhalten]. Nachweisfunktion: Standardverifizierung; Quellentyp: Industriestandard. Unterstützt: die Gültigkeit der Testmethode zur Sicherstellung der Frachtfreigabe. Anwendungsbereich: bezieht sich auf ISTA 3A oder vergleichbare Zertifizierungsstufen. ↩
„[PDF] Eine Studie zur Machbarkeit von F-Welle als Alternative zu Faltschachteln“, https://repository.rit.edu/cgi/viewcontent.cgi?referer=&httpsredir=1&article=1300&context=theses. [Die technische Dokumentation zum Stanzen von Wellpappe erklärt, wie die vertikale Ausrichtung der Innenwellen dem Druck des Stanzwerkzeugs entgegenwirkt]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Handbuch für die Fertigungstechnik. Beleg: Die Behauptung, dass die innere Plattenstruktur ein nahtloses Falten behindert. Anwendungsbereich: Speziell für gewellte und starre Kartonplatten. ↩
„C&T führt Anvil Crease Matrix ein – ThePackagingPortal.com“, https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/. [Industriestandards und technische Leitfäden der Verpackungsindustrie erläutern die Funktion von Polymermatrixkanälen bei der Druckverteilung zur Vermeidung von Litho-Rissbildung]. Nachweisfunktion: Konzeptverifizierung; Quellentyp: Fachbuch. Unterstützung: Verwendung spezieller Matrixmaterialien zur Faltenkontrolle. Anwendungsbereich: Gilt für Hochdruck-Stanzumgebungen. ↩
„Probleme mit komplexen Stanzformen JETZT lösen!! – YouTube“, https://www.youtube.com/watch?v=iqeoM54uTeg. [Technische Handbücher für automatisierte Stanzmaschinen enthalten Spezifikationen zur präzisen Druckeinstellung, die Faserrisse in Wellpappe verhindert]. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Beleg: Die spezifische Messung, die zur Vermeidung von Faserrissen erforderlich ist. Anwendungsbereich: Speziell für 32ECT-Kraftpapierkarton. ↩
„[PDF] Hochgeschwindigkeits-maskenlose Lithografie von Leiterplatten mit …“, https://artwork.com/raster/dmd/High_Speed_MLI_TechPaper.pdf. [Technische Dokumentationen zur Offsetlithografie und zu Faltmechanismen erklären, wie Polymermatrix-Montagematerialien die Oberflächenspannung reduzieren und so Rissbildung verhindern]. Nachweisfunktion: Technische Validierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Belege: Wirksamkeit von Polymermatrix-Montagematerialien. Hinweis: Die Anwendbarkeit kann je nach Papiergewicht (GSM) variieren. ↩
[PDF] Untersuchung des Einflusses von Wellpappkartons auf die Verteilung von Druckspannungen, https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Handbücher für Falt- und Klebemaschinen geben die genauen Drucktoleranzen an, die für den Erhalt der inneren Wellenstruktur erforderlich sind]. Nachweisfunktion: Überprüfung der Spezifikation; Quellentyp: Technisches Handbuch. Belege: Korrelation zwischen Anpressdruck und Wellenerhalt. Anwendungsbereich: Speziell für Hochdruckmaschinen. ↩
„Systeme zur Abfallverwertung von Wellpappe von Branchenexperten – Impact Air …“, https://impactairsystems.com/efficient-scrap-systems-for-corrugated-board-and-packaging-operations/. [Fallstudien aus der Fertigungsindustrie oder ROI-Analysen liefern quantitative Daten zur Abfallreduzierung nach der Implementierung der Druckkalibrierung]. Nachweisfunktion: quantitativer Nachweis; Quellentyp: industrielle Fallstudie. Unterstützung: ROI der Reduzierung des Pressdrucks. Anmerkung: Der Prozentsatz variiert je nach Produktionsvolumen. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Die materialwissenschaftliche Literatur erklärt, wie poröser Karton während des Seetransports Luftfeuchtigkeit aufnimmt, was zu Dimensionsinstabilität und Quellung führt]. Nachweisfunktion: Technische Validierung; Quellentyp: Leitfaden für die Industrie. Unterstützt: Die Behauptung, dass im Labor getestete Passungen in feuchter Umgebung versagen. Anwendungsbereich: Gilt für unbeschichtete Faserplatten. ↩
„[PDF] Auswirkungen der relativen Luftfeuchtigkeit auf die Kompression … – Clemson OPEN“, https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Materialwissenschaftliche Forschung zu den hygroskopischen Eigenschaften von Verpackungen auf Zellulosebasis erklärt, wie die Umgebungsfeuchtigkeit zu einer Dimensionsausdehnung in Wellpappe führt]. Evidenzfunktion: Kausalmechanismus; Quellentyp: materialwissenschaftliche Fachzeitschrift. Unterstützt: die physikalische Ursache für Verbindungsversagen. Anmerkung: Die Ausdehnungsraten variieren je nach Linerqualität und Beschichtung. ↩
„[PDF] Spezifikationen für Wellpappe – Nationalarchiv“, https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Industriestandards für Wellpappenverpackungen definieren den typischen Dickenbereich für B-Welle-Karton, um diese Messung als Referenzwert zu überprüfen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Belege: Referenzmaterialabmessungen. Anmerkung: Die Dicke kann je nach Hersteller leicht variieren. ↩
„Was ist Offsetdruck in der Verpackungsindustrie und wie funktioniert er?“, https://gentlever.com/offset-printing-process-for-package-printing/. [Ein technisches Handbuch für Wellpappenverpackungen würde die Herausforderungen bei der Passergenauigkeit und die Toleranzen bei der Verschiebung beim Aufziehen bedruckter Bogen auf Wellpappe im Vergleich zum Bogenoffsetdruck erläutern]. Nachweisfunktion: Technische Begründung; Quellentyp: Branchenstandardhandbuch. Unterstützt: den Bedarf an größeren Beschnittzugaben bei Wellpappendisplays. Anmerkung zum Umfang: Fokus auf die mechanische Verschiebung während des Laminierprozesses. ↩
„Anschnittdruck erklärt | Mixam“, https://mixam.com/support/bleed. [Technische Richtlinien für die Druckvorstufe von Wellpappenverpackungen schreiben erweiterte Anschnittränder vor, um mechanische Verschiebungen beim Laminieren und Stanzen auszugleichen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Begründung: Die Notwendigkeit von übergroßen Anschnitträndern, um Überstände an den Schnittkanten zu vermeiden. Hinweis: Die genauen Maße können je nach Maschinentoleranz variieren. ↩



