
Ihr Premiumprodukt verliert im Einzelhandel, weil es in einfachen Wellpappkartons versendet wird. Wenn sich das Auspackerlebnis billig anfühlt, springen die Käufer ab. Lassen Sie uns eine Verpackung entwickeln, die tatsächlich überzeugt.
Das Auspacken individuell bedruckter Kartons verbessert die Warenpräsentation im Einzelhandel und erhöht die Stabilität Ihrer Produkte. Diese maßgeschneiderten Behälter bestehen aus speziell entwickelter Wellpappe und präzisen litholaminierten Grafiken, um die Aufmerksamkeit der Verbraucher zu gewinnen, empfindliche Waren während des weltweiten Transports zu schützen und die Einhaltung internationaler Standards im Warenhandel zu gewährleisten.

In einer Marketingbesprechung klingt das einfach, doch die perfekte Umsetzung eines solchen Auspackmoments im geschäftigen Einzelhandel erfordert strikte technische Präzision. Schauen wir uns die Produktionsprozesse genauer an, die den Unterschied zwischen gelungenen Luxusmarkenerlebnissen und kostspieligen Logistikkatastrophen ausmachen.
Welche Vorteile bieten individuell gestaltete Verpackungen?
Der größte Vorteil ist nicht nur ein hübsches Logo, sondern die totale Kontrolle über Ihre physische Einzelhandelspräsenz und Ihr strukturelles Überleben.
Die Vorteile individuell gestalteter Verpackungen umfassen eine verbesserte Markenpräsenz, eine optimierte Flächennutzung und eine höhere Transportbeständigkeit. Durch die Entwicklung maßgeschneiderter Verpackungen vermeiden Marken Leergut im Versand, beugen Transportschäden vor und steigern mithilfe hochauflösender Grafiken die Impulskäufe im globalen Einzelhandel deutlich.

Doch diese Vorteile lassen sich nicht geltend machen, wenn man die Chemie der Tinte auf unbehandeltem Karton nicht versteht.
Echte Markensichtbarkeit freisetzen (und CMYK-Muddel vermeiden)
Neue Marken gehen davon aus, dass standardmäßige CMYK-Dateien (Cyan, Magenta, Gelb, Schwarz) sich nahtlos auf ihre individuellen Verpackungen übertragen lassen . Sie entwerfen aufwendige, mehrfarbige Logos auf hintergrundbeleuchteten Monitoren und erwarten, dass die Druckereien diese Farbbrillanz problemlos auf Standard-Wellpappe reproduzieren können . Dieses Vertrauen auf die Logik des kommerziellen Drucks erzeugt in der Beschaffungsphase ein trügerisches Sicherheitsgefühl.
Ich sehe diese Falle immer wieder, selbst erfahrene Marketingteams, wenn sie eine große Kampagne im Einzelhandel starten. Sie senden Standarddruckdateien direkt auf unversiegeltes, poröses Testpapier. Das Ergebnis: Die winzigen, sich überlappenden Rasterpunkte werden ungleichmäßig von den Papierfasern aufgenommen, wodurch ein körniges, verwaschenes Logo entsteht, das unter grellem Neonlicht wie Schlamm wirkt. Ich erinnere mich, wie ich das Muster eines Kunden auspackte und die raue Textur der übersättigten, verlaufenden Farbe fühlte – das zerstörte die Premium-Wirkung komplett, minderte den wahrgenommenen Wert des Produkts und verlangsamte den Absatz um schätzungsweise 20 %. Die Lösung ist einfach: Ein Spot-Color-Flood-Protokoll mit präzise gemischter PMS-Farbe (Pantone Matching System) für die Markenelemente vorschreiben. So wird ein dichter, gleichmäßiger Farbauftrag gewährleistet, der schon aus 9,1 Metern Entfernung ins Auge fällt.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK für Logos auf Testliner | Erzwingen Sie eine Spot-Farbe (PMS)-Flut2 | Eliminiert das Halbtonrauschen |
| Bedrucken von unversiegeltem, porösem Karton | Zuerst eine weiße Grundierung auftragen3 | Hält die Markenfarben lebendig |
| Die Auswirkungen der Einzelhandelsbeleuchtung werden außer Acht gelassen | Verwenden Sie kontrastreiche Farbblöcke4 | Erregt sofort die Aufmerksamkeit des Käufers |
Ich lasse Marken niemals auf optische Punktmischung für ihre Hauptlogos setzen. Durch die Verwendung von Volltonfarben garantiere ich, dass Ihre individuell gestalteten Verpackungen maximale Autorität ausstrahlen und Impulskäufe fördern, wodurch Ihr Marketing-ROI geschützt wird.
🛠️ Harveys Schreibtisch: Sie sind sich nicht sicher, ob Ihre Markenfarben auf unbehandelter Wellpappe fleckig wirken? 👉 Kostenlose Designanalyse anfordern ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Wie erhalte ich eine individuelle Verpackung für mein Produkt?
Die Beschaffung maßgeschneiderter Verpackungen beginnt mit der Überbrückung der Kluft zwischen Ihrer digitalen Vision und den physischen Maschinen in der Produktionshalle.
Für individuelle Verpackungen benötigen wir präzise Stanzformen, genaue Materialspezifikationen und druckfertige Vorlagen. Die Zusammenarbeit mit einem spezialisierten Fertigungspartner gewährleistet die korrekte Umsetzung dieser digitalen Daten in CNC-Fräsbefehle und verhindert so kostspielige mechanische Ausfälle in der Serienproduktion.

Der gesamte Beschaffungsprozess bricht zusammen, wenn Ihre Designdatei nicht mit einem 4,5 Meter langen digitalen Schneidetisch kommunizieren kann.
Die Kommunikationslücke in der Druckvorstufe (Warum Ihre Stanzformen versagen)
Die meisten Einkäufer beginnen den Beschaffungsprozess damit, dass ihre Grafikdesigner in Standardsoftware wie Illustrator eine visuelle Vorlage erstellen. Sie zeichnen akribisch standardisierte schwarze Linien, um genau festzulegen, wo die Schachtel geschnitten und gefaltet werden soll. Sie gehen davon aus, dass die automatisierten Produktionsanlagen, wenn die Vorlage auf ihrem Bildschirm korrekt aussieht, automatisch wissen, was zu tun ist.
Selbst erfahrene Einkaufsteams übersehen oft die technischen Gegebenheiten von CNC-Vorstufensoftware. Automatisierte CAD-Schneidetische (Computer-Aided Design) haben keine „Augen“; sie lesen absolute Vektor-Sonderfarben,um bestimmte Metallwerkzeuge anzusteuern. Verwendet eine Datei Standardschwarz für Strukturlinien, fügt die RIP-Software der Maschine diese Linien einfach in die Grafikebene einderüber ein Blech fährt, Farbe aufträgt, aber die Stahlklinge nicht ansetzt. Das Ergebnis ist ein bedrucktes Blatt mit sichtbaren schwarzen Konturen, aber ohne Schnitte. Weisen Sie daher immer absolute Sonderfarben zu – z. B. 100 % Magenta für „Schneiden“ und 100 % Cyan für „Rillen“ –, um Ihre Werkzeugbefehle vollständig von Ihren Grafiken zu trennen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarz für Schnittlinien | 100% Magenta-Sonderfarbe zuweisen7 | Verhindert maschinelle Schneidefehler |
| Gruppierung von Kunst- und Strukturschichten | Werkzeugwege strikt isolieren | Beschleunigt die Probenahmephase |
| Senden von flachen Rastergrafiken | Bereitstellung von mehrschichtigen PDF/AI-Vektoren8 | Sorgt für perfekt saubere Kanten |
Ich korrigiere täglich fehlerhafte Stanzlinien. Durch die präzise Profilierung Ihrer Vektorstriche sorge ich für einen perfekten Schnitt der Stahlklingen und erhalte gleichzeitig Ihre Druckvorlage makellos. So sparen Sie sich wochenlange, frustrierende Rückfragen.
🛠️ Harveys Schreibtisch: Verstecken sich Ihre Schnittlinien in der Grafikebene und drohen, die Schneidemaschinen zu blockieren? 👉 Fordern Sie einen Vorab-Check an ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Wie kann individuelle Verpackung den Markenwert steigern?
Durch eine hochwertige Individualisierung wird aus einem einfachen Transportschiff ein haptischer Markenbotschafter, der hohe Qualität signalisiert, noch bevor der Kunde das Produkt im Inneren zu Gesicht bekommt.
Individuell gestaltete Verpackungen steigern den Markenwert, indem sie ein sorgfältig ausgewähltes, haptisches Auspackerlebnis bieten, das den Premiumpreis automatisch rechtfertigt. Strategische ästhetische Verbesserungen – wie spezielle Oberflächen, präzise Struktur und sinnliche Texturen – heben das Produkt im Verkaufsregal hervor, verbessern unmittelbar die Wahrnehmung der Verbraucher und fördern die Markentreue.
Doch das Hinzufügen von Luxuselementen ohne Berücksichtigung der physikalischen Gesetze von Wellpappe führt schnell zur Zerstörung der strukturellen Integrität Ihres Kartons.
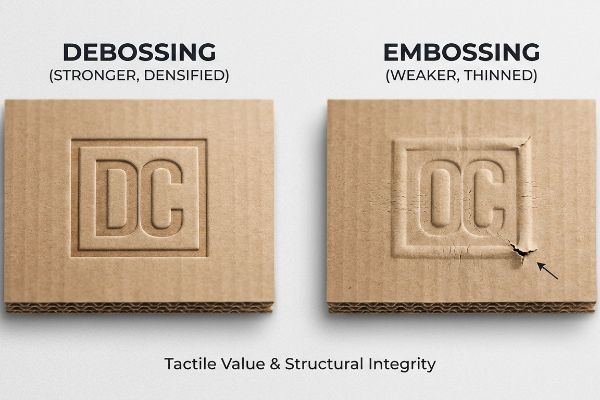
Die Falle des haptischen Werts (Prägen vs. Tiefprägen)
Marken, die ihren wahrgenommenen Wert steigern möchten, fordern häufig haptische 3D-Effekte und gehen dabei fälschlicherweise davon aus, dass Prägung und Tiefprägung gleichwertige ästhetische Verfahren sind. Sie weisen ihre Druckereien an, das Logo auf tragenden Verkaufsverpackungen besonders stark hervorzuheben, um einen hochwertigen Eindruck zu erwecken. Diese rein visuelle Entscheidung ignoriert jedoch völlig die physikalischen Grenzen von Rohkartonfasern unter starkerKompression.
Es ist eine häufige Falle, in die selbst erfahrene Markenmanager tappen, die nach einem luxuriösen Alleinstellungsmerkmal streben. Eine echte Außenprägung dehnt das obere Trägerpapier stark und erzeugt eine Erhebung, wodurch die Rohfasern gefährlich dünn werden. Unter der hohen Belastung durch gestapelte Waren – manchmal über 18,1 kg – erleiden diese dünnen Fasern Mikrorisse. Ich habe schon beobachtet, wie Verkäufer schwere Glasgefäße in ein geprägtes Tablett stapelten und dabei das leise Knacken der einreißenden Ecken hörten, als der geschwächte Karton nachgab. Um sowohl die luxuriöse Optik als auch die Bewertung 10 im TAPPI T811 Kantenbruchtest zu erhalten , empfehle ich stets eine Innenprägung. Dadurch werden die inneren Rillen zu einem festen Block verdichtet, anstatt die Elastizität des Trägerpapiers zu erschöpfen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Außenprägung an den Ladezonen | Verwenden Sie Werkzeuge zum Einwärtsprägen | Verhindert Mikrorisse in der Platine11 |
| Alle 3D-Texturen gleich behandeln | Durch Komprimieren der Rillen wird die Dichte erhöht | Hält die strenge 32-ECT-Stärke aufrecht12 |
| Stärke für Luxus opfern | Fasern verdichten statt dehnen13 | Sichert schwere Produktladungen |
Ich weigere mich, kosmetische Verbesserungen die Transportsicherheit beeinträchtigen zu lassen. Durch strategisches Prägen statt Dehnen des Papiers helfe ich Marken, dieses haptische Unboxing-Erlebnis zu schaffen und gleichzeitig sicherzustellen, dass das Display die anspruchsvolle Lieferkette unbeschadet übersteht.
🛠️ Harveys Schreibtisch: Beeinträchtigen Ihre 3D-Texturwahlen heimlich die Kantendruckfestigkeit Ihrer Verpackung? 👉 Fordern Sie Ihre Strukturanalyse an ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Wie kann man Verpackungskartons individuell gestalten?
Für eine individuelle Gestaltung reicht es nicht aus, einfach nur Logos auf eine flache Vorlage zu kopieren; es bedarf präziser Strukturmathematik, um sicherzustellen, dass die Teile auch tatsächlich zusammenpassen.
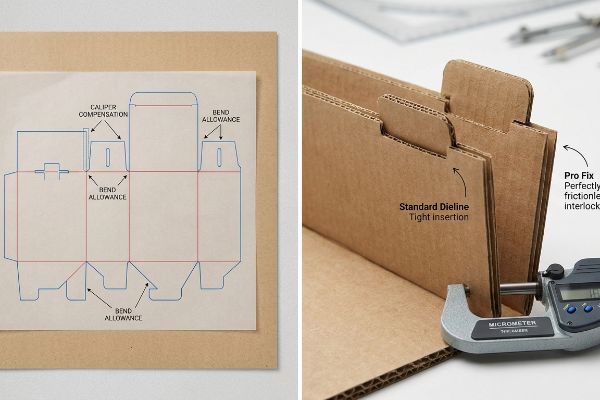
Um Verpackungskartons individuell anzupassen, müssen Marken präzise Biegezugaben und Dickenausgleiche direkt in ihre Stanzformen integrieren. Dieses mathematische Verfahren berücksichtigt die Dicke des Wellpappenmaterials und gewährleistet so, dass alle individuell gefertigten Verriegelungslaschen und Faltschlitze bei Hochgeschwindigkeits-Fertigstellungsprozessen reibungslos zusammenpassen.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und Karton anfängt, physischen Platz zu beanspruchen.
Warum Standard-Stanzformen in der Fertigungshalle versagen
Einkaufsteams genehmigen üblicherweise kundenspezifische Stanzformen, die ausschließlich zweidimensional entworfen wurden. Dabei gehen sie davon aus, dass eine 20 mm breite Verriegelungslasche perfekt in einen 20 mm breiten Schlitz passt. Dicke Wellpappe wird so behandelt, als wäre sie völlig flach und gewichtslos. Dieser Fehler ignoriert die tatsächliche Dicke des Materials beim Falten .
In meiner Produktionsstätte beobachte ich regelmäßig, wie diese 2D-Annahme zu erheblichen Problemen in der Verpackungslinie führt. Wenn eine 3 mm dicke B-Welle um 90 Grad gefaltet wird, verbraucht sie Material am äußeren Radius der Biegung. Wird der Aufnahmeschlitz nicht mathematisch entsprechend verbreitert, verformt sich der Karton stark. Bei Tests in der Vorproduktion messe ich den resultierenden Widerstand mit einem Mikrometer: Das Einpressen einer Lasche in einen Standardschlitz führt dazu, dass die inneren Wellen gequetscht und die Deckplatte verformt wird. Um dies zu beheben, verwende ich die exakten Daten zur Biegetoleranz und integriere einen präzisen Algorithmus zur Kaliberkompensation in unsere Struktursoftware. Dadurch werden den spezifischen Faltvektoren exakt 1,5 mm Spielraum hinzugefügt. Durch die Einhaltung dieser Mikrotoleranz reduziere ich die Montagezeit um 25 Sekunden pro Einheit, senke die manuellen Arbeitskosten für die Marke und gewährleiste eine perfekte, rechtwinklige Präsentation im Einzelhandel.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Gestaltung von Laschen mit 1:1-Abmessungen | Strenge Bremssattelkompensation anwenden15 | Beseitigt Staus in der Montagelinie |
| Die Dicke der Plattenfalte wird vernachlässigt | Die Aufnahmeschlitze um 1,5 mm erweitern16 | Verhindert unschöne Verformungen der Pappe |
| Mit durchsichtigem Klebeband enge Stellen festdrücken | Reibungslose Verriegelungslaschen entwickeln | Senkt die Lohnkosten um 25 Schilling pro Einheit17 |
Ich verlasse mich auf präzise Messdaten, nicht auf Vermutungen, um ineinandergreifende Strukturen individuell anzupassen. Indem ich die exakte Biegezugabe vor dem Stanzen berechne, entwickle ich einen reibungslosen Montageprozess, der Ihre Rentabilität und Ihren Markenwert schützt.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können sich mit Standard-2D-Vorlagen begnügen, doch wenn eine unkompensierte Plattenstärke zu starkem Plattenverziehen führt, verlangsamt dies Ihre Fertigungslinie um schätzungsweise 25 % und verursacht kostspielige Reklamationen seitens der Händler. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Reklamationen beim Druck zu vermeiden. Hören Sie auf, bei den Falztoleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich mit meinem kostenlosen Stanzform-Pre-Flight-Audit ↗ auf , um schwerwiegende mechanische Fehler vor der Massenproduktion zu erkennen.
„Welches Farbmodell wird im Druckdesign verwendet? – WeCustomBoxes“, https://www.wecustomboxes.com/blog/which-color-model-is-used-in-the-printed-design/. [Eine maßgebliche Quelle zur Druckproduktion erklärt, wie die poröse Struktur von Wellpappe Tinte aufnimmt und die Hintergrundbeleuchtung eines Monitors fehlt, was zu Farbverschiebungen und einem Verlust der Leuchtkraft führt]. Belegfunktion: Technische Erklärung; Quellentyp: Leitfaden für die Druckindustrie. Unterstützt: Die Aussage, dass digitale Farben nicht fehlerfrei auf Wellpappe übertragen werden. Anwendungsbereich: Betrifft hauptsächlich unbeschichtetes braunes Kraftpapier oder recycelte Wellpappe. ↩
„Unterschied zwischen Sonderfarben und CMYK-Farben“, https://www.deprintedbox.com/blog/spot-vs-process-color/. [Standards der Druckindustrie erklären, dass Sonderfarben eine deckende Farbgebung gewährleisten und so die Punktmuster verhindern, die beim CMYK-Halbtondruck auf saugfähigen Substraten wie Testlinern auftreten]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch der Druckindustrie. Unterstützung: Verwendung von PMS zur Vermeidung von Halbtonkörnung. Anwendungsbereich: Gilt speziell für poröse Wellpappensubstrate. ↩
„Schwarze vs. weiße Grundierung: Die besten Anwendungsbereiche verstehen | TikTok“, https://www.tiktok.com/@lastpaintdrop_studio/video/7512825706972220694. [Materialwissenschaftliche Dokumentationen zeigen, dass eine weiße Grundierungsschicht das Eindringen von Tinte in porösen Karton verhindert und so für satte und leuchtende Farben sorgt.] Nachweisfunktion: Technische Überprüfung; Quellentyp: Leitfaden zur Substratvorbereitung. Unterstützt: Erhaltung der Farbbrillanz auf unversiegeltem Karton. Hinweis: Die Wirksamkeit kann je nach verwendeter Tintenzusammensetzung variieren. ↩
„Auswirkungen von Farbe und Beleuchtung auf den Eindruck und die Identität im Einzelhandel“, https://www.sciencedirect.com/science/article/abs/pii/S0272494416300342?utm_source=chatgpt.com. [Studien zu Visual Merchandising und Psychologie zeigen, dass kontrastreiche Farbblöcke die visuelle Auffälligkeit erhöhen und es Käufern ermöglichen, Produkte unter Ladenbeleuchtung schneller zu erkennen.] Evidenz: Empirische Unterstützung; Quellentyp: Studie zum Konsumentenverhalten. Belege: Fähigkeit des Kontrasts, die Aufmerksamkeit der Käufer zu lenken. Anmerkung: Die Ergebnisse sind abhängig von der Farbpalette des umgebenden Ladenambientes. ↩
„CNC-Plasmaschneiden meistern: Technologie, Bedienung, …“, https://www.youtube.com/watch?v=wtriVCfRIK0. [Ein technisches Handbuch für digitale Schneidsysteme erklärt, wie RIP-Software spezifische Farbbezeichnungen in mechanische Werkzeugaktionen umsetzt]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützt: CNC-Werkzeugsteuerung. Hinweis: Die spezifischen Farbanforderungen können je nach Softwarehersteller variieren. ↩
„Warum sollte ich Ebenen in digitaler Kunst zusammenführen?“, https://www.youtube.com/watch?v=OQUOlu_9nG0. [Vorstufenrichtlinien für Verpackungen erklären, wie Nicht-Sonderfarben von der RIP-Software als Druckdaten und nicht als Schnittpfade verarbeitet werden]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Vorstufenrichtlinie. Unterstützt: Gründe für Stanzfehler. Anwendungsbereich: Gilt für Standard-RIP-Konfigurationen. ↩
„Grafische Richtlinien – DeLine Box und Display“, https://www.delinebox.com/graphic-guidelines/. [Branchenübliche Druckvorstufenstandards schreiben die Verwendung einer Sonderfarbe, häufig Magenta, vor, um die Schnittpfade von der CMYK-Druckfarbe abzugrenzen und so Maschinenfehler zu vermeiden.] Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandardhandbuch. Unterstützt: Die Anforderung an farbige Stanzlinien. Anmerkung: Obwohl Magenta üblich ist, können die spezifischen Farbanforderungen je nach Hersteller variieren. ↩
„Raster vs. Vektor für Verpackungen: Definition, Unterschied und Anwendung“, https://packhit.co.uk/packaging/printing/raster-vs-vector/. [Technische Dokumentationen zur Druckproduktion bestätigen, dass Vektorgrafiken mathematische Präzision und Auflösungsunabhängigkeit beibehalten und im Gegensatz zu Rasterbildern saubere Kanten für das Stanzen gewährleisten.] Nachweisfunktion: technisches Prinzip; Quellentyp: Druckvorstufenleitfaden. Begründung: die Notwendigkeit von Vektordateien für Werkzeugwege. Anwendungsbereich: gilt speziell für die Strukturpfade der Verpackung. ↩
„Wellpappenverpackungen mit innovativem Design für …“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2026/01/BioRes_21_1_2229_Tworzydlo_PSMPGG_Corrugated_Packaging_Design_Durability_Transport_25399.pdf. Materialwissenschaftliche Untersuchungen zeigen, dass Prägungen die innere Faserstruktur von Karton stören und dessen vertikale Druckfestigkeit (ECT) deutlich reduzieren. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Die Behauptung, dass taktile Effekte die strukturelle Integrität bei tragenden Anwendungen beeinträchtigen können. Anmerkung: Die Auswirkungen variieren je nach Kartonqualität und Prägetiefe. ↩
„[PDF] Weitere Schnellmethoden für Kantenstauchtests“, https://www.fpl.fs.usda.gov/documnts/pdf1993/urban93a.pdf. [Eine maßgebliche Quelle im Bereich Verpackungstechnik würde bestätigen, wie der Kantenstauchtest (ECT) die vertikale Druckfestigkeit misst und wie die Entprägung die mit der Prägung verbundene Faserverdünnung verhindert, um diese Bewertung aufrechtzuerhalten]. Nachweisfunktion: Technische Validierung; Quellentyp: Industriestandard. Unterstützt: Die Aussage, dass die Entprägung die strukturelle Integrität erhält. Anwendungsbereich: Gilt speziell für Wellpappenmaterialien. ↩
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Eine materialwissenschaftliche Quelle würde erklären, wie die Prägung nach außen die Fasern bis zum Bruch dehnt, während die Vertiefung diese strukturellen Mikrorisse vermeidet]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Materialwissenschaftliche Fachzeitschrift. Belege: Der strukturelle Vorteil der Vertiefung nach innen in Lastzonen. Anwendungsbereich: Gilt speziell für Wellpappe oder hochbelastbaren Karton. ↩
„Schätzung der Druckfestigkeit von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Technische Verpackungsstandards würden bestätigen, dass die Aufrechterhaltung der Wellendichte unter Kompression für das Erreichen einer ECT-Bewertung (Edge Crush Test) von 32 unerlässlich ist]. Nachweisfunktion: Metrische Validierung; Quellentyp: Industriestandard (z. B. TAPPI). Unterstützt: Die Korrelation zwischen Wellenkompression und ECT-Festigkeit. Anmerkung zum Anwendungsbereich: ECT misst die Stapelfestigkeit von Wellpappkartons. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Statische Daten zu Zellulosefasern würden zeigen, dass eine Erhöhung der Faserdichte die Tragfähigkeit im Vergleich zur Faserstreckung verbessert]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Handbuch der Papiertechnik. Belegt: Die Behauptung, dass die Verdichtung schwere Produktlasten sicher fixiert. Anmerkung zum Untersuchungsbereich: Fokus auf die mechanischen Eigenschaften des Substrats. ↩
„Einfluss analoger und digitaler Falzlinien auf die Mechanik … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Industrielle Richtlinien erläutern, wie die Substratdicke (Messstärke) beim Falten zu Materialverformungen führt und somit Maßanpassungen für ineinandergreifende Teile erforderlich sind]. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungsdesign. Belege: Das Nichterreichen von 1:1-Messverhältnissen bei Wellpappe. Anwendungsbereich: Speziell für dickwandige Substrate. ↩
„Was ist eine Stanzlinie in der Verpackungs- und Druckindustrie? – PopDisplay“, https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Industriestandards für die Stanzlinienerstellung definieren die Materialstärkenkompensation als die notwendige Anpassung der Falzlinien an die Materialstärke. Nachweisfunktion: Technische Prozessdefinition; Quellentyp: Verpackungsindustriestandard. Unterstützt: Präzision bei der Teilepassung. Anwendungsbereich: Kritisch für Wellpappe und schwere Kartonagen. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Technische Leitfäden für die Konstruktion von Verpackungen enthalten spezifische Toleranzangaben für die Schlitzverbreiterung, um ein Durchbiegen des Materials in Abhängigkeit von der Kartonstärke zu verhindern. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Zweck: Vermeidung von Strukturverformungen. Hinweis: Die genauen Messwerte können je nach Kartonqualität variieren. ↩
„Verpackungsband oder Schmelzklebstoff zum Verschließen von Kartons? – Graco Inc.“, https://www.graco.com/us/en/in-plant-manufacturing/solutions/articles/packaging-tape-vs-adhesive.html. Studien im Bereich der Industrietechnik belegen die Reduzierung der Montagezeit durch den Ersatz von Klebeverschlüssen durch präzisionsgefertigte Verriegelungsmechanismen. Nachweis: quantitative Kennzahl; Quellentyp: Studie zur industriellen Effizienz. Belege: Behauptungen zur Reduzierung der Arbeitskosten. Anmerkung: Basierend auf Benchmarks von Produktionslinien mit hohem Durchsatz. ↩



