Sie haben wochenlang an der Gestaltung gefeilt, doch ein einziger falscher Faltfehler kann den gesamten Verkaufsstart ruinieren. Nur wer die Struktur von Faltvorlagen versteht, kann seine Investition in die physische Markenpräsenz schützen.
Eine Stanzform in der Verpackungsindustrie ist eine digitale 2D-Zeichnung, die die exakten Schnitt-, Falz- und Beschnittlinien für die Herstellung einer physischen 3D-Box oder eines Displays festlegt. Sie dient als standardisierte Vorlage und gewährleistet, dass die Grafiken vor der Massenproduktion korrekt mit den Faltlinien und mechanischen Toleranzen übereinstimmen.
Bevor Sie Ihre Illustrator-Datei an die Druckerei senden, wollen wir uns genauer ansehen, wie diese technischen Zeichnungen tatsächlich über das Überleben Ihrer Verpackung im Einzelhandel.
Was ist eine Stanzlinie im Verpackungsbereich?
Eine Strukturvorlage legt jede physische Aktion einer Maschine fest. Wenn diese Datei falsch eingerichtet ist, könnten Ihre brillanten Grafiken genauso gut auf flache Tapete gedruckt werden.
Eine Verpackungsstanzlinie fungiert als präzise mechanische Sprache, die zwischen Grafikdesignern und automatisierten Schneidemaschinen kommuniziert. Sie verwendet spezifische Vektorstriche und festgelegte Sonderfarben, um CNC-Maschinen (Computer Numerical Control) exakt anzuweisen, wo Rohmaterial aus Wellpappe während der Fertigung geschnitten, gerillt oder perforiert werden soll.
Eine Zeichnung auf einem Computermonitor verhält sich jedoch ganz anders, wenn sie auf rohen Karton übertragen wird.
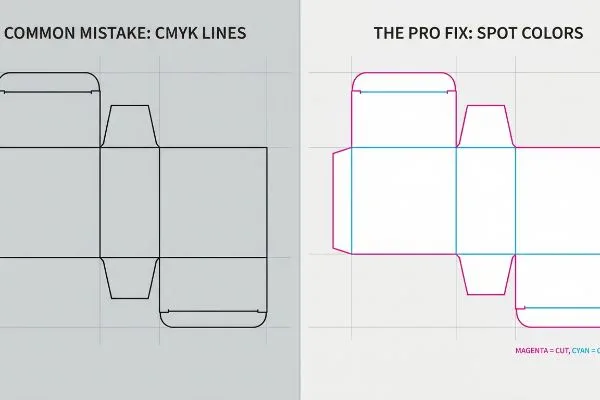
Warum CMYK-Linien Verpackungsstanzlinien zerstören
Die meisten Markenteams gehen davon aus, dass eine einfache schwarze Linie in ihrer Grafikdatei ausreicht, um der Fabrik die Schnittlinien für den Karton vorzugeben. Sie exportieren die Datei mit Standard-CMYK-Farbprofilen¹ und behandeln das strukturelle Layout genauso wie die visuelle Grafik. Das erscheint beim Betrachten eines PDF-Mockups auf einem Laptop völlig logisch.
Automatisierte Schneidetische und Laserschneidanlagen haben jedoch keine Augen. Ständig erhalte ich Dateien, deren Konturen mit CMYK-Schwarz erstellt sind. Wenn diese Datei in meine Druckvorstufensoftware gelangt, verschmilzt die Maschine diese schwarzen Linien direkt mit der Druckvorlage. Das Ergebnis ist eine perfekt bedruckte Schachtel mit sichtbaren schwarzen Rändern und ohne jegliche Schnitte. Man kann das laute, schnelle Absaugen des Kongsberg-Tisches über die Pappe deutlich hören, aber das Messer senkt sich nicht ab. Um dies zu beheben, muss ich die Datei abfangen, die Pfade isolieren und absolute Sonderfarben zuweisen – 100 % Magenta für Schnitte, 100 % Cyan für Falzlinien. Dadurch wird sichergestellt, dass die Stahlmesser präzise in die Pappe eingreifen, wodurch sich die Montagezeit beim Co-Packing um schätzungsweise 25 % reduziert, da das Team nicht mehr mit unsauberen Falzlinien zu kämpfen hat.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von CMYK-Schwarz für Schnittlinien | Zuweisung absoluter Sonderfarben2 | Verhindert teure Fehldrucke |
| Verschmelzung von Struktur und Bildebenen | Verriegelungsstruktur auf einer separaten Schicht3 | Beschleunigt die Freigabezeiten in der Druckvorstufe |
| Die Unterscheidung der Faltlinie wird ignoriert | Zuordnung spezifischer Farbprofile für die Punktzahl4 | Gewährleistet reibungsloses Zusammenklappen |
Ich lehne täglich ungeschnittene Dateien ab, um Käufer davor zu schützen, Tausende nutzlose Blätter drucken zu müssen. Die Trennung Ihrer mechanischen Vektoren von Ihren Grafiken ist in meinem Betrieb ein unabdingbarer Standard.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Konstruktionslinien mit den Zuschneidetischen kompatibel sind? 👉 Kostenlose Dateiprüfung anfordern ↗ — Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Wie erstellt man eine Stanzform für Verpackungen?
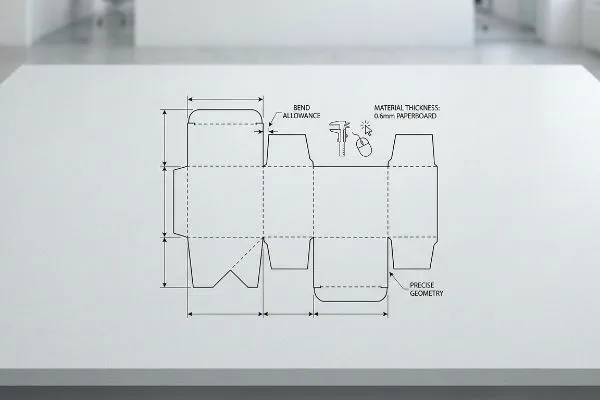
Der Bau einer funktionalen Struktur erfordert mehr als nur das Zeichnen von Formen. Er verlangt architektonische Mathematik, die das physikalische Verhalten gefalteter Pappe unter extremer Belastung im Einzelhandel berücksichtigt.
Die Herstellung einer Verpackungsstanze erfordert den Einsatz parametrischer Struktursoftware zur präzisen Berechnung von Biegezugaben und Materialstärken. Professionelle Ingenieure erstellen diese mathematisch korrekten Vektordateien, sodass Grafikteams sie problemlos in ihre Designprogramme importieren können, ohne die physische Struktur zu verändern.
Viele aufstrebende Marken versuchen, diese Entwicklungsphase zu umgehen, was direkt zu strukturellem Versagen führt.
Die Gefahren webbasierter Verpackungslayouts
Um Vorlaufkosten zu sparen, versuchen viele junge Marketingteams, mithilfe einfacher webbasierter Design-Tools eigene Faltlaschen und Displaystrukturen zu entwerfen. Sie orientieren sich dabei visuell an Verpackungen von Wettbewerbern, um die Faltstellen zu approximieren. Diese rasterbasierten Plattformen können jedoch weder automatische Biegezugaben berücksichtigen noch die Materialstärke einbeziehen⁵ .
Wenn man versucht, eine dynamische Tragfähigkeit von 1133,98 kg (2500 lbs) aus einer webbasierten Form herauszupressen , bricht die Berechnung sofort zusammen. Ich sehe häufig Verkäufer, die schwitzen und die Kanten des Kartons einreißen, um eine visuell gezeichnete Lasche in einen Schlitz zu zwängen, der mathematisch nie für die Faltung erweitert wurde. Anstatt zu raten, stellt mein Team eine vorgefertigte Strukturdatei bereit, die mit speziellen CAD-Systemen erstellt wurde. Kunden importieren dieses Framework in ihr Webtool, fixieren es auf der untersten Ebene und wenden nur ihre Oberflächengrafiken an. Diese fixierte Architektur stellt sicher, dass komplexe Berechnungen nicht durch Pixelmanipulationen überschrieben werden, wodurch ein starkes Ausknicken der Basis verhindert wird, das zu einer sofortigen Ablehnung durch den Händler führen würde .
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zeichenregisterkarten in Webdesign-Tools | Ausgehend von einer konstruierten CAD-Basis8 | Unterstützt massive Gewichte für den Sportartikelhandel |
| Schätzung der Breite der ineinandergreifenden Schlitze | Exakte Materialbiegezugaben anwenden9 | Verhindert, dass Einzelhandelsangestellte Laschen abreißen |
| Strukturen unverschlossen lassen | Verankerung der strukturellen Basisschicht | Verhindert unbeabsichtigte Architekturverschiebungen |
Die Schwerkraft lässt sich nicht visuell abschätzen. Ich liefere daher immer zuerst die technischen Berechnungen, damit Ihr Kreativteam absolut sicher entwerfen kann.
🛠️ Harveys Schreibtisch: Sind Ihre Statikpläne komplett neu erstellt, ohne Fundamentberechnung? 👉 Standardvorlage anfordern ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Welche verschiedenen Arten von Stanzformen gibt es?
Die Konstruktionsvorgaben variieren stark, je nachdem, ob man eine zerbrechliche Glasflasche verpackt oder fünfzig Kisten Energy-Drinks auf einer Palette für einen Großhandel stapelt.
Die verschiedenen Verpackungsstanzformen werden ausschließlich nach dem spezifischen Durchmesser und der Materialqualität kategorisiert, die sie umschließen. Strukturen für dünne Faltschachteln zeichnen sich durch enge Maßtoleranzen aus, während Stanzformen für Wellpappkartons verbreiterte Aussparungen aufweisen, die mathematisch so konstruiert sind, dass sie dickere Innenwellpappen aufnehmen können.

Man kann nicht einfach eine bestehende Vorlage vergrößern oder verkleinern und erwarten, dass sich das physische Material auf die gleiche Weise verhält.
Verschiebung der Bremssattelkompensations-Matrizenlinie
Ein häufiger Fehler tritt auf, wenn ein Designteam versucht, eine dünne Primärverpackung für ein robustes Sekundärdisplay anzupassen. Dabei werden die Verriegelungslaschen und Faltschlitze exakt in der Breite der Gegenfläche belassen. Die Dicke des gefalteten Wellpappkartons wird nicht berechnet .
Stellen Sie sich vor, Sie falten eine dicke Winterdecke im Vergleich zu einem Bettlaken: Das dickere Material benötigt beim Biegen um 90 Grad mehr Platz. Wenn Sie eine flache Vorlage für ein B-Wellen-Display einreichen, ohne den Aufnahmeschlitz entsprechend dem äußeren Radius der Falte zu erweitern, wirkt der starre Widerstand des Kraftkartons entgegen. Das Display verbiegt sich stark oder lässt sich in der Verpackungslinie gar nicht erst montieren, was die Produktion zum Stillstand bringt. In unserem Werk verwenden wir parametrisches Design, um automatisch Algorithmen zur Kompensation des Faltendurchmessers auf jede Falte anzuwenden. Durch das Hinzufügen von exakt 3,04 mm (0,12 Zoll) Spielraum garantieren wir eine der vorbefüllten Displays und reduzieren so die Kosten für die manuelle Lohnverpackung um schätzungsweise 15 %.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Die Dicke der Rohplatte wird außer Acht gelassen | Berechnung der parametrischen Bremssattelkompensation11 | Verhindert Reibung beim Co-Packing |
| Vergrößerung dünner Kartondateien | Schlitze für B-Flötenmaterial neu aufbauen12 | Hält Verkaufsdisplays perfekt rechtwinklig |
| Gestaltung von Schlitzen 1:1 mit Tabs | Hinzufügen spezifischer Millimeterabstände13 | Verhindert massive Verzögerungen am Fließband |
Ich vertraue niemals einer Flachablage, die nicht mathematisch an die Plattenstärke angepasst wurde. Schon wenige Millimeter Spielraum verändern die Performance Ihres Produkts in der Logistik grundlegend.
🛠️ Harveys Schreibtisch: Vergrößern Sie einfach blindlings eine dünne Kartonverpackung für ein robustes Bodendisplay? 👉 Fordern Sie eine Strukturanalyse an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Wie sieht eine Stanzform aus?
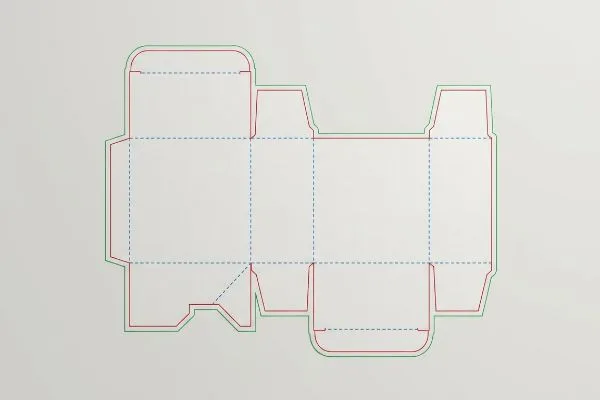
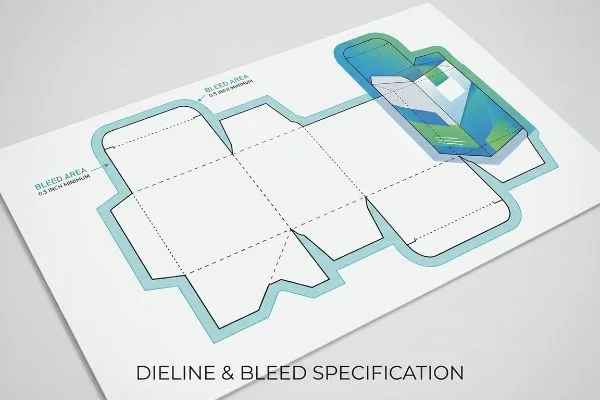
Optisch wirkt es wie ein komplexes Netz aus farbigen geometrischen Formen auf dem Bildschirm. Physisch ähnelt es einer hochbrisanten Karte, die genau vorgibt, wo scharfer Stahl einschlagen wird.
Die Betrachtung einer Stanzform offenbart eine mehrschichtige digitale Vektorkarte mit durchgezogenen Linien für physische Schnitte, gestrichelten Linien für Falzlinien und gepunkteten Linien für Perforationen. Eine präzise Zeichnung zeigt deutlich erweiterte Beschnittzugaben, die sich deutlich über den äußeren Rand hinaus erstrecken, um schnelle Fertigungsabläufe zu ermöglichen.
Doch die Theorie allein genügt nicht, wenn die Druckmaschinen und Laminiergeräte auf Hochtouren laufen.
Warum Standardmargen in der Fabrikhalle scheitern
Selbst erfahrene Designer übersehen oft die mechanischen Gegebenheiten der Toleranzen beim kommerziellen Druck. Viele Grafikteams verwenden standardmäßige Beschnittzugaben für den kommerziellen Druck, üblicherweise etwa 3,17 mm (0,125 Zoll)<sup>14</sup>, für ihre Wellpappendateien. Sie gehen davon aus, dass die Druckkanten perfekt nahtlos aussehen, wenn die Grafik auf ihrem Monitor die Schnittlinie sicher überschreitet.
Das ist nicht nur Theorie – ich sehe dieses Problem ständig, sobald die Litho-Laminiermaschinen anlaufen. Das Verkleben der bedruckten Deckblätter auf dicke C-Wellen-Kartonagen führt zwangsläufig zu einer größeren mechanischen Verschiebung während der automatisierten Montage. Bei einem so geringen Rand führt diese Verschiebung zu sichtbaren, braunen Kartonkanten , die im fertigen, gefalteten Display unter dem grellen Licht des Ladens durchscheinen. Ich lehne solche Dateien routinemäßig ab und bestehe auf einem Mindestbeschnitt von 12,7 mm (0,5 Zoll) über die Schnittlinie hinaus. Dieser großzügige Beschnitt dient als Sicherheitsnetz gegen Verschiebungen beim Laminieren und stellt sicher, dass die bedruckte Grafik alle Kanten vollständig umschließt. Dadurch werden Reklamationen von Händlern aufgrund mangelhafter Warenpräsentation deutlich reduziert.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung eines standardmäßigen minimalen Anschnitts | Erzwingen eines erweiterten Spielraums | Verhindert das Durchscheinen von rohen, braunen Rändern15 |
| Vertrauen in die digitale Bildschirmausrichtung | Auslegung für physikalische Laminierungsdrift16 | Schützt die Premium-Markenwahrnehmung |
| Das Kunstwerk sollte nahe am Schnitt enden | Grafiken werden über die Faltlinien hinaus geflutet17 | Gewährleistet eine makellose Regalpräsentation |
Ich lehne eine Datei mit zu geringem Anschnitt gerne ab, anstatt Ihnen eine Charge Kartons mit braunen Rändern zu liefern. Eine großzügige Gewinnspanne ist die günstigste Versicherung gegen Fertigungstoleranzen.
🛠️ Harveys Schreibtisch: Wissen Sie, ob Ihre aktuellen Druckvorlagen die Abweichungen beim Hochgeschwindigkeits-Litholaminieren berücksichtigen? 👉 Senden Sie mir Ihre Stanzdatei ↗ — Ich überprüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können einen Anbieter wählen, der einfache, webbasierte Vorlagen ohne weitere Berechnungen akzeptiert. Doch wenn die unkontrollierten Laschen an der dicken Wellpappe reißen, führt das zu erheblichen Verzögerungen in der Produktion und schmälert Ihre Gewinnspanne. Genau dieses Datenblatt verwenden meine zehn wichtigsten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, bei den Toleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzform-Pre-Flight-Audit führen, um kritische Schwachstellen zu erkennen, bevor Sie die Massenproduktion freigeben.
„CMYK vs. Sonderfarben: Welches Verfahren ist das beste? – Prime Line Packaging“, https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Technische Druckrichtlinien erklären, dass CMYK-Profile als Druckfarbe verarbeitet werden und von CNC-Schneidesoftware nicht von Grafiken unterschieden werden können. Diese Software benötigt daher festgelegte Sonderfarben für die Strukturvorgaben.] Nachweis: Technische Spezifikation; Quellentyp: Fertigungshandbuch. Begründung: Warum CMYK-Profile für Stanzformen unzureichend sind. Anwendungsbereich: Betrifft automatisierte Verpackungsproduktionsabläufe. ↩
„Was ist eine Stanzlinie?“, https://rppsplash.com/how/dieline/. [Industriestandards für die Druckvorstufe von Verpackungen schreiben vor, dass Schnittlinien als Sonderfarben definiert werden müssen, damit sie von der RIP-Software als nicht zu druckende Pfade und nicht als bedruckbare Farbe erkannt werden.] Nachweisfunktion: Technische Validierung; Quellentyp: Branchenhandbuch. Belegt: Die Notwendigkeit von Sonderfarben für das Stanzen. Anwendungsbereich: Speziell für CNC- und automatisierte Stanzsoftware.] ↩
„Leitfaden zur Verpackungsdesignvorbereitung: Grafikdateien, Stanzlinien & Beschnittzugabe“, https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Die Arbeitsabläufe in der Druckvorstufe erfordern, dass sich die strukturellen Stanzlinien auf einer separaten, gesperrten Ebene befinden, um ein versehentliches Verschieben der Vorlage während der Grafikdesignphase zu verhindern.] Nachweisfunktion: Verfahrensvalidierung; Quellentyp: Leitfaden für den Arbeitsablauf in der Druckvorstufe. Unterstützt: Ebenentrennung für strukturelle Integrität. Anwendungsbereich: Hauptsächlich anwendbar auf vektorbasierte Designsoftware.] ↩
„Vom Design zum Proof: Ein Leitfaden für Verpackungsstanzlinien“, https://admiralpkg.com/post/dielines. [Die technischen Spezifikationen für das Stanzen erfordern eine klare Unterscheidung zwischen Schnitt- und Rill-/Falzlinien durch eindeutige Farbkennzeichnung, um sicherzustellen, dass das richtige Werkzeug in der Produktion verwendet wird.] Nachweisfunktion: Technische Validierung; Quellentyp: Technischer Leitfaden für den Druck. Unterstützt: Die Verwendung unterschiedlicher Profile für Falzlinien. Anmerkung zum Anwendungsbereich: Die Implementierung variiert je nach Gerätehersteller.] ↩
„Was ist ein K-Faktor? | Blechbiegezugabe erklärt“, https://www.youtube.com/watch?v=kUizKC1gkg0. [Ein Handbuch für Verpackungstechnik oder eine technische Softwarespezifikation erklärt, warum Rasterwerkzeuge nicht über die mathematischen Grundlagen zur Berechnung von Materialverschiebungen und Dickenversätzen beim Falten verfügen]. Nachweisfunktion: technische Einschränkung; Quellentyp: Industriestandard; Unterstützung: die Notwendigkeit spezialisierter parametrischer Software für Stanzlinien. Anmerkung: bezieht sich speziell auf nicht-parametrische webbasierte Grafikwerkzeuge. ↩
„Eine vereinfachte dynamische Festigkeitsanalyse von Kartonverpackungen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. [Technische Spezifikationen für Wellpappenrohlinge in Industriequalität enthalten Berechnungen zur dynamischen Belastbarkeit, um die strukturelle Integrität unter Belastung zu gewährleisten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialwissenschaftliches Handbuch. Anwendungsbereich: Maximale Tragfähigkeit von Strukturverpackungen. Anmerkung zum Anwendungsbereich: Gilt speziell für hochbelastbare Wellpappe. ↩
„Qualitätskontrolle von Verpackungen: Wie Sie Produkte vor Beschädigungen schützen“, https://www.svigloballtd.com/quality-assurance/packaging-quality-control/. [Handbücher zur Einhaltung der Vorschriften im Einzelhandel beschreiben die strukturellen Anforderungen an Verpackungen und nennen das Einknicken des Bodens als kritischen Fehler, der zur Ablehnung der Sendung führt]. Nachweisfunktion: Branchenstandard; Quellentyp: Handbuch zur Einhaltung der Vorschriften im Einzelhandel. Unterstützt: Folgen von Strukturversagen im Einzelhandel. Anwendungsbereich: Variiert je nach den spezifischen Anforderungen des jeweiligen Einzelhändlers. ↩
„Beste Verpackungsdesign-Software 2026 – Vergleich & Leitfaden“, https://printnow.com/blog/best-packaging-design-software. [Branchenstandards für Verpackungstechnik erläutern, wie CAD präzise Traglastberechnungen ermöglicht, die für schwere Verkaufsdisplays erforderlich sind]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch. Begründung: Die Notwendigkeit von CAD für die strukturelle Integrität schwerer Produkte. Anwendungsbereich: Fokus auf Einzelhandelsumgebungen mit hohem Durchsatz. ↩
„Wie man den minimalen Biegeradius für Bleche berechnet“, https://metafab.com/metal-fabrication/minimum-bend-radius-for-sheet-metal-and-how-to-prevent-costly-cracking/. [Materialwissenschaftliche Leitfäden für Kartonverpackungen beschreiben detailliert, wie korrekte Biegezugaben Spannungskonzentrationen verhindern, die beim Zusammenbau zu Rissen führen können]. Nachweisfunktion: Faktenprüfung; Quellentyp: Technische Spezifikation. Unterstützt: den Zusammenhang zwischen Biegezugaben und Laschenhaltbarkeit. Anwendungsbereich: Anwendbar auf gefaltete Kartonstrukturen. ↩
„Der ultimative Leitfaden für Wellpappkartons – Shorr Packaging“, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Ein Handbuch für Verpackungstechnik würde die technischen Formeln zur Anpassung der Schlitzbreite anhand der Materialstärke liefern, um Stabilität und Passgenauigkeit zu gewährleisten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Technisches Handbuch. Unterstützt: Die Notwendigkeit von Anpassungen an die Materialstärke bei der Stanzformgestaltung. Anwendungsbereich: Gilt speziell für gefaltete Wellpappenrohlinge. ↩
„[PDF] Verpackungsoptimierung durch parametrisches Morphing“, https://www.beta-cae.com/pdf/packaging_optimization.pdf. [Industriestandards für die Konstruktion von Strukturverpackungen beschreiben, wie die Berechnung der Materialstärke Reibung und Interferenzen beim Co-Packing-Prozess verhindert]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützt: Die Notwendigkeit der Dickenkompensation. Anwendungsbereich: Gilt speziell für gefaltete Wellpappe. ↩
„Versandkartonfestigkeit verstehen – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop9VEpV6UrqcTMO4HifaI89_Vw3xVNrREOxIAD7ovVi_D-8vVdf. [Technische Richtlinien für B-Welle-Wellpappe erläutern, wie die Anpassung der Schlitzabmessungen an die Wellendicke die Rechtwinkligkeit eines Verkaufsdisplays gewährleistet]. Nachweisfunktion: Materialspezifikation; Quellentyp: Fertigungsleitfaden. Unterstützt: Spezifische Designanforderungen für B-Welle. Anwendungsbereich: Beschränkt auf Materialien der Güteklasse B-Welle. ↩
„Was ist Stanzen in der Verpackungsindustrie? Ein Leitfaden für gestanzte Schachteln“, https://gentlever.com/die-cutting-in-packaging/. [Technische Handbücher für das Stanzen legen die präzisen Toleranzen und Millimeterabstände fest, die zwischen Laschen und Schlitzen erforderlich sind, um Verzögerungen in der Montagelinie zu vermeiden]. Nachweisfunktion: Fertigungsnorm; Quellentyp: Technisches Handbuch. Unterstützt: Die Bedeutung von Abständen für die Montageeffizienz. Anwendungsbereich: Fokus auf Serienfertigungs-Montagelinien. ↩
„Wie bestimme ich den benötigten Beschnitt?“, https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. Professionelle Druckhandbücher und Branchenrichtlinien legen üblicherweise 0,125 Zoll als Standard-Beschnitt für den Offset- und Digitaldruck fest. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandardhandbuch. Unterstützung: Die spezifische Messung dient als gängiger Standard für Beschnittzugaben. Anmerkung: Der Standard kann je nach Substrat oder Maschinentoleranzen variieren. ↩
„Verpackungsgrundlagen: Was sind Anschnitt, Beschnittzugabe und die Sicherheitszone?“, http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/. Branchenstandards für den Verpackungsdruck legen fest, dass unzureichender Anschnitt beim Stanzen zu freiliegenden Substratkanten führt. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch der Druckindustrie. Begründung: Notwendigkeit erweiterter Ränder. Anwendungsbereich: Gilt für Wellpappe und Karton. ↩
„Risiken bei der sequenziellen Laminierung – Registrierungsdrift, Material …“, https://www.ultroniu.com/ipc-tm-650/sequential-lamination-risks/. Die Fertigungsspezifikationen für die Laminierung beschreiben die systembedingte mechanische Verschiebung der Schichten während des Klebeprozesses. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungsspezifikation. Unterstützung: Die Anforderung, bei der Konstruktion Toleranzen zu berücksichtigen. Anwendungsbereich: Betrifft mehrschichtige Verpackungsmaterialien. ↩
„Was sind Stanzlinien in Verpackungen? Ein umfassender Leitfaden – JP Graphics“, https://www.jpinc.com/what-are-die-lines-in-packaging-a-complete-guide-jp-graphics/. Verpackungsdesignnormen legen fest, dass Grafiken über die Falzlinien hinaus erweitert werden müssen, um Lücken nach dem Falten zu vermeiden. Nachweisfunktion: Überprüfung bewährter Verfahren; Quellentyp: Designlehrbuch. Unterstützung: Professionelle Stanzlinienerstellung. Anwendungsbereich: Fokus auf Falzgenauigkeit. ↩



