
Paying for a cutting die feels like a hidden tax. But tossing high-quality tooling after one run is burning profit. Here is the truth about reuse.
Yes, cutting dies can be used more than once, provided they are stored in climate-controlled environments to prevent wood warping. Industrial steel rule dies typically withstand 10,000 to 15,000 impressions before requiring re-knifing. However, lifespan depends heavily on the abrasiveness of the corrugated material and storage humidity levels.
Most clients think the tooling fee is a one-time pain, but whether that tool survives for the re-order depends on physics and humidity.
What is die cut in packaging?
Square boxes are invisible on a chaotic retail shelf. Custom shapes stop shoppers in their tracks, transforming a generic container into a visual interrupter.
Die cut packaging involves customizing corrugated sheets into specific shapes using a steel cutter, rather than producing standard straight-edged boxes. This manufacturing process creates unique windows, locking tabs, and structural silhouettes that enhance brand visibility and allow for intricate, self-locking assembly mechanisms without requiring adhesive tape.
The Structural Anatomy of Visual Disruption
I often tell clients that a die-cut isn't just a manufacturing method; it's a sales tactic. In the "Definition & Marketing Zone," we have to talk about Visual Disruption. Standard shelving in US retailers like Walmart or Target is a sea of straight lines and brown rectangles. The human eye naturally ignores it. A die-cut display1 breaks that pattern. By cutting the header card into the shape of the product—say, a giant crossbow for my client David—we create a "stopper" in the aisle.
But getting there is a messy process. I remember a project for a beverage brand where the designer sent a JPG file and thought we could just "cut around the bottle." It doesn't work that way. We need a vector-based Dieline created in ArtiosCAD to tell the machine exactly where to drop the knife. The marketing value here is massive, but only if you respect the "lip height" rule. A bad die-cut covers the product, hiding the label. A good die-cut frames it.
We also use a technique called "nesting" in the die layout. This allows us to cut intricate shapes while minimizing waste. If you just want a square box, you are wasting the potential of cardboard. But if you want a shape that creates an emotional connection—like a curved "chin-up" shelf that presents the product at a 15-degree angle—you need a custom die. It transforms a shipping container into a silent salesman. The initial cost of $300 to $500 for the die is negligible when you consider it turns a $15 display into a brand ambassador that increases sell-through by 400%.
| Feature | Standard Slotted Container (RSC) | Custom Die-Cut Display |
|---|---|---|
| Visual Impact | Low (Rectangular/Industrial) | High (Custom shapes/Silhouettes) |
| Shopper Engagement | Passive (Storage focus) | Active (Interruption focus) |
| Assembly Style | Tape required | Self-locking tabs (No tape) |
| Tooling Cost | $0 (Standard settings) | $200 – $500 (One-time fee) |
| Edge Quality | Rough / Serrated | Clean / Safety Edge |
I can't stress this enough: spending the extra money on a custom die is the cheapest marketing investment you will ever make because it separates your brand from the generic competition.
How does dies work?
It is not a laser. It is tons of brute force crushing steel blades against paper, requiring absolute precision to avoid crushing the board.
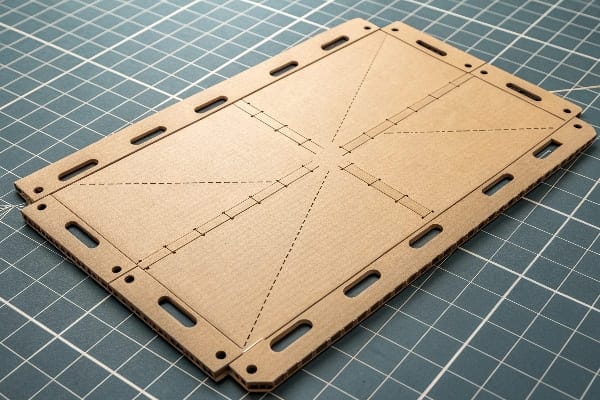
Dies work by utilizing a custom-made tool, known as a steel rule die, pressed into material under high pressure. The die consists of a plywood base holding sharp steel blades for cutting and rounded metal rules for creasing. Upon impact, blades penetrate the material while creases create precise fold lines.
The Physics of Pressure and Precision
In the factory, a die isn't just a knife; it's a sandwich of plywood, steel, and rubber. The base is usually laser-cut plywood. Into that wood, we hammer "Steel Rules"—literal metal strips. Some are sharp (Cutting Rules) and some are blunt (Creasing Rules). It sounds simple, but the physics are brutal.
Here is the messy reality that drives me crazy: Humidity2. Cardboard production in Shenzhen is humid. Wood absorbs moisture. I've had nightmare scenarios where we stored a die for 6 months, and when we pulled it out for a re-order, the wood had expanded by 2mm (0.08 inches). In the world of packaging, 2mm is a disaster. It means the locking tab no longer fits into the slot. The display won't assemble, or worse, it sits crooked on the floor.
To fix this, for high-precision clients like Costco who demand strict tolerances for their 2,500 lbs (1,134 kg) load-bearing pallets, I don't reuse old dies if they've been sitting too long. I order "Fresh Tooling3." Also, we have to talk about "Ejection Rubber4." These are the foam bits glued next to the blades. If the rubber is too soft, the cardboard gets stuck in the knife. If it's too hard, it crushes the flutes (the wavy part inside the board), ruining the stacking strength. It took me years to dial in the exact shore hardness for the rubber to ensure a clean cut without crushing the E-flute.
And then there's the "Grain Direction5." If the die is laid out horizontally across the grain, the display buckles. My engineers are trained to orient the die vertically against the grain to maximize BCT (Box Compression Test) strength. It's physics, not magic. We also have to calculate "Nicking"—tiny interruptions in the cut line that hold the waste scrap in place during transport through the machine, but are weak enough to be stripped out later. Get the nick ratio wrong, and the machine jams.
| Component | Function | Failure Mode (The "Messy Reality") |
|---|---|---|
| Cutting Rule | Cuts through the board | Dulls over time, causing "fuzzy" edges. |
| Creasing Rule | Crushes fibers to allow folding | If too deep, the liner cracks (bursting). |
| Plywood Base | Holds the rules in place | Warps in humidity, changing dimensions. |
| Ejection Rubber | Pushes board off the blade | If worn out, sheets get stuck in the machine. |
I always check the die board condition personally before a re-run; if I see rusty blades or warped wood, I scrap it and make a new one to protect your brand image.
What is a die cutting machine used for?
We use different beasts for different jobs. Speed versus precision is always the trade-off, and choosing the wrong machine ruins the budget.
A die cutting machine is used to cut, crease, and perforate material sheets into specific shapes for mass production. These machines range from digital cutters for prototyping to flatbed presses for high-volume manufacturing. They ensure that every unit is identical in dimensions, which is critical for automated packaging efficiency.

Digital Speed vs. Analog Power
There's a huge misconception that we use the same machine for a sample and a 5,000-unit order. We don't. For samples, I use a Kongsberg or Zund Digital Cutter6. It has no physical die. It uses a vibrating knife controlled by a computer. It's amazing for that "24-Hour White Sample" I promise clients. But it's slow. It takes 5 minutes to cut one complex display. You can't run a Walmart order on that.
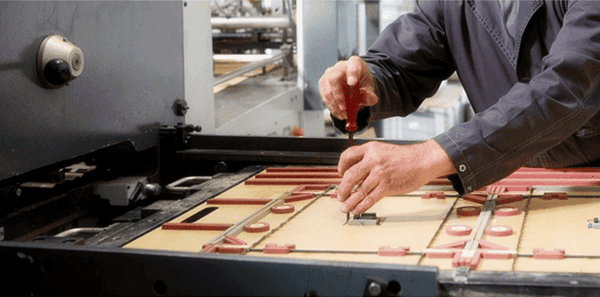
For mass production, we switch to a Flatbed Die Cutter7 (like a Bobst). This machine slams a physical wooden die against the sheet. It takes 2 seconds per sheet. But here's the constraint that hurts: Dust. When you slam a dull knife into recycled cardboard (which is full of short fibers), it creates a dust cloud. I had a client selling electronics who got their screens scratched by cardboard dust from a competitor's sloppy cutting. That's why I installed "Vacuum Extraction8" heads on my machines. We also use "Air Knives"—blasts of high-pressure air—to blow the sheets clean before they hit the packing line. It's a detail most people ignore until their product arrives covered in brown fuzz.
Also, for the "Club Store" orders (Costco), we often use "Rotary Die Cutters9" for the master cartons because they are faster, but they are less precise than Flatbed. If your display has intricate locking tabs, I will force the production onto the Flatbed machine, even if it's slower. Precision beats speed when you are building a structure that has to hold 50 lbs (22.7 kg) of product. We also have to consider the "Make Ready" time. Setting up a flatbed cutter takes 2-3 hours of aligning the die and the counter-plate. This is why small runs of 100 units are so expensive on these machines; you are paying for the setup, not the cutting.
| Machine Type | Best Used For | Speed | Setup Cost | Precision |
|---|---|---|---|---|
| Digital Cutter (Kongsberg) | Prototypes / Samples (1-50 units) | Slow (5 mins/unit) | Low ($0) | High |
| Flatbed Die Cutter | Mass Production (500+ units) | Fast (2,000 sheets/hour) | Medium (Die cost) | Very High |
| Rotary Die Cutter | Simple Shipping Boxes (High volume) | Very Fast (10,000 sheets/hour) | High (Cylinder die) | Medium |
I can show you a video of our flatbed cutter running at full speed; the rhythm is hypnotic, but the vacuum system keeping it dust-free is what really matters.
What is the purpose of a die?
Without a die, you are just guessing. With a die, you have a guarantee that the last box matches the first box.
The purpose of a die is to ensure absolute dimensional consistency and structural integrity across thousands of units. By fixing the cutting and folding lines into a rigid tool, manufacturers guarantee that the first unit and the final unit assemble identically. This eliminates human error and allows for precise friction-fit locks.

The "Golden Sample" Consistency
The purpose of a die isn't just to cut; it's to lower your risk. Imagine trying to hand-cut 5,000 displays. Every fold would be slightly off. The display would lean. The die is the anchor of our "Golden Sample" Protocol. Once we verify the first sheet off the press matches the Golden Sample, we know the die is correct. The die locks in the "Tolerance." In cardboard, our tolerance is usually +/- 1mm (0.04 inches). A good die keeps us there.
But here is a specific failure mode I see often: The "Overprint" Nightmare. Designers love to put color right up to the edge. If the die shifts even 0.5mm (0.02 inches) during the run—which happens due to machine vibration—you get an ugly white line on the edge of your artwork. This is called "Registration Drift10." To fight this, I advise clients to use "Bleed11" (extending artwork 3mm past the cut line). But more importantly, I check the "Knockout" vs. "Overprint" settings in the prepress stage using PitStop Pro software.
The die's purpose is precision, but paper is an organic material that stretches. A die ensures that even if the paper stretches slightly, the creases land in a spot that allows the box to fold square. We use "Matrix" channels on the counter-plate (the bottom part of the press) to force the cardboard into the crease rule. If you don't use a proper matrix, the fold is soft, and the display bulges like a balloon. We also use specific "Safety Edge" blades in the die for areas where store employees will place their hands. Standard blades are razor sharp and cause paper cuts. Safety blades have a microscopic wave that makes them safe to touch. This is a purposeful choice in the die design to protect your liability in the US market.
| Factor | Manual / Digital Cutting | Die Cutting (Physical Tool) |
|---|---|---|
| Consistency | Variable (Drifts over time) | 100% Identical |
| Fold Quality | Surface score only | Deep compression crease |
| Complex Shapes | Possible but slow | Instant |
| Risk | High (Human error) | Low (Tool-based) |
I treat the cutting die as the blueprint of your success; if the tool is right, the production is boring, and in my factory, boring is good.
Conclusion
Cutting dies are an upfront cost that pays for itself in speed and uniformity. While they can be reused, I always check them for humidity damage to avoid the "fuzzy edge" disaster.
Would you like me to create a Free Structural 3D Rendering to verify your die-line before we cut any metal?
Explore how die-cut displays can transform product visibility and boost sales through innovative design. ↩
Understanding humidity's impact on cardboard can help improve production quality and prevent costly errors. ↩
Explore the significance of fresh tooling in maintaining precision and quality in manufacturing processes. ↩
Learn how the right ejection rubber can enhance cutting efficiency and prevent material waste in production. ↩
Discover how grain direction influences the strength and durability of cardboard packaging, crucial for product integrity. ↩
Explore the benefits of digital cutting technology for prototypes and samples, enhancing efficiency and precision. ↩
Learn about the mechanics and advantages of Flatbed Die Cutters for high-volume production and precision. ↩
Discover how Vacuum Extraction improves product quality by minimizing dust and debris during cutting. ↩
Find out how Rotary Die Cutters can enhance efficiency in producing simple shipping boxes at high volumes. ↩
Learn about Registration Drift to avoid common printing errors and improve the accuracy of your designs. ↩
Exploring the importance of Bleed can help you create visually appealing designs that avoid unwanted white edges. ↩


