Você passou semanas aperfeiçoando a arte, mas uma dobra desalinhada pode arruinar todo o lançamento no varejo. Compreender os modelos estruturais é a única maneira de proteger o investimento físico da sua marca.
Na área de embalagens, um gabarito de corte é um desenho digital 2D que define as linhas exatas de corte, vinco e sangria para a fabricação de uma caixa ou expositor físico em 3D. Ele funciona como um modelo padronizado, garantindo que os elementos gráficos estejam alinhados corretamente com as dobras estruturais e as tolerâncias mecânicas antes de entrarem em produção em massa.
Antes de enviar seu arquivo do Illustrator para a gráfica, vamos analisar como esses projetos técnicos realmente determinam a durabilidade da sua embalagem no ponto de venda.
O que é um molde de corte em embalagens?
Um modelo estrutural dita cada ação física que uma máquina executa. Se esse arquivo estiver configurado incorretamente, seus gráficos vibrantes ficarão tão ruins quanto impressos em papel de parede liso.
Um molde de corte para embalagens funciona como uma linguagem mecânica rigorosa que comunica os designers gráficos com as mesas de corte automatizadas. Ele utiliza traços vetoriais específicos e cores especiais designadas para instruir as máquinas CNC (Controle Numérico Computadorizado) exatamente onde cortar, vincar ou perfurar o material de papelão ondulado durante a fabricação.
No entanto, uma planta baixa em um monitor de computador se comporta de maneira muito diferente quando traduzida para o papelão bruto.
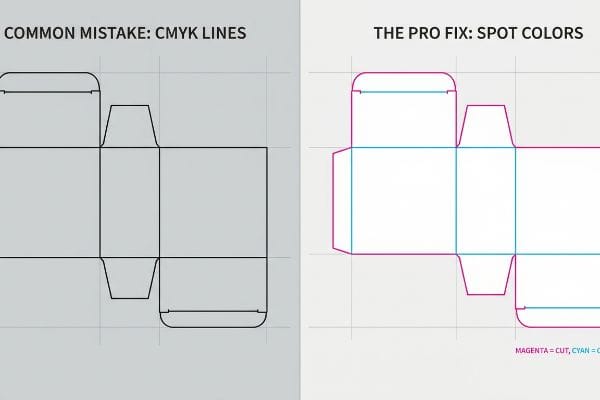
Por que as linhas CMYK destroem as linhas de corte das embalagens?
A maioria das equipes de marketing presume que desenhar uma simples linha preta no arquivo da arte final é suficiente para indicar à fábrica onde cortar o papelão. Elas exportam o arquivo usando perfis de cores CMYK padrão¹,tratando o layout estrutural exatamente como os elementos gráficos visuais. Isso parece perfeitamente lógico ao analisar uma maquete em PDF em um laptop.
Mas as mesas de corte automatizadas e as máquinas de corte a laser não têm olhos. Constantemente recebo arquivos onde o contorno estrutural é construído usando preto CMYK. Quando esse arquivo chega ao meu software de roteamento de pré-impressão, a máquina mescla essas linhas pretas diretamente na camada da arte. O resultado é uma caixa impressa com perfeição, com bordas pretas visíveis e zero cortes físicos. É possível ouvir o ruído alto e a sucção a vácuo da mesa Kongsberg percorrendo o papelão, mas a lâmina nunca para. Para corrigir isso, preciso interceptar o arquivo, isolar os caminhos e atribuir cores especiais absolutas — 100% magenta para cortes, 100% ciano para vincos. Isso garante que as lâminas de aço entrem em contato com o papelão com precisão, reduzindo o tempo de montagem da embalagem em cerca de 25%, pois a equipe não precisa lidar com dobras não vincadas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando preto CMYK para linhas de corte | Atribuição de cores pontuais absolutas2 | Evita erros de impressão dispendiosos que não resultam em cortes |
| Fusão da estrutura com as camadas da obra de arte | Estrutura de travamento em uma camada separada3 | Acelera os tempos de aprovação da pré-impressão |
| Ignorando a distinção da linha de vinco | Mapeamento de perfis de cores de pontuação específicos4 | Garante uma dobragem sem atrito |
Rejeito arquivos planos diariamente para proteger os compradores da impressão de milhares de folhas inúteis e não cortadas. Separar seus vetores mecânicos de seus gráficos é um padrão inegociável em minhas instalações.
🛠️ Mesa do Harvey: Não tem certeza se suas linhas de estrutura estão realmente se comunicando com as mesas de corte? 👉 Obtenha uma auditoria de arquivos gratuita ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
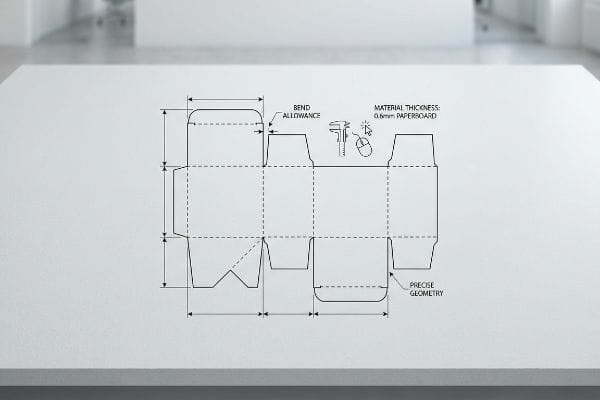
Como criar um molde de corte para embalagens?
Construir uma estrutura funcional exige mais do que simplesmente desenhar formas. Exige matemática arquitetônica que leve em conta o comportamento físico do papelão dobrado sob o estresse extremo do varejo.
A criação de um molde de embalagem exige o uso de software de análise estrutural para calcular com precisão as tolerâncias de dobra e as espessuras dos materiais. Engenheiros especializados geram esses arquivos vetoriais matematicamente precisos, permitindo que as equipes de design gráfico os importem com segurança para seus softwares de projeto sem alterar a arquitetura física.
Muitas marcas emergentes tentam ignorar essa fase de engenharia, o que leva diretamente a falhas estruturais.
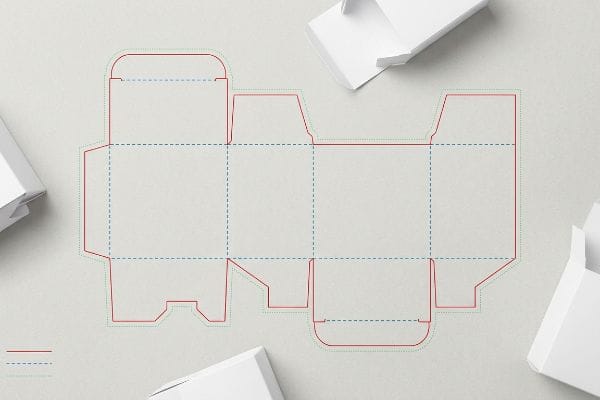
O perigo dos layouts de embalagens baseados na web
Para economizar custos iniciais, muitas equipes de marketing emergentes tentam desenhar suas próprias abas intertravadas e estruturas de exibição usando ferramentas básicas de design baseadas na web. Elas aproximam visualmente onde as dobras devem ficar com base em referências de embalagens de concorrentes. Essas plataformas baseadas em raster não podem aplicar tolerâncias de dobra automáticas ou levar em conta a espessura da matéria-prima5.
Quando se tenta forçar uma capacidade de carga dinâmica de 1133,98 kg (2500 lbs) a partir de uma forma desenhada na web, os cálculos falham instantaneamente. Frequentemente vejo vendedores suando e rasgando as bordas do papelão cru, tentando encaixar uma aba desenhada visualmente em uma fenda que nunca foi matematicamente dimensionada para a dobra. Em vez de adivinhar, minha equipe fornece um arquivo estrutural pré-projetado, gerado por sistemas CAD dedicados. Os clientes importam essa estrutura para sua ferramenta online, a fixam na camada inferior e aplicam apenas seus gráficos de superfície. Essa arquitetura fixa garante que cálculos complexos não sejam sobrescritos pela manipulação de pixels, evitando deformações severas na base que levam à rejeição imediata pelo varejista .
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Abas de desenho em ferramentas de design web | Começando com uma base CAD projetada8 | Suporta pesos enormes de lojas de clubes. |
| Estimativa da largura das ranhuras de encaixe | Aplicar tolerâncias exatas de dobra de material9 | Impede que os funcionários do comércio arranquem as etiquetas |
| Deixar as estruturas destrancadas | Fixação da camada base estrutural | Impede alterações arquitetônicas acidentais |
Não é possível estimar visualmente a gravidade física. Sempre apresento primeiro os cálculos matemáticos para que sua equipe criativa possa projetar com total segurança.
🛠️ Mesa do Harvey: Seus projetos estruturais são elaborados inteiramente do zero, sem uma base de engenharia? 👉 Solicite um modelo padrão ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida posteriormente.
Quais são os diferentes tipos de linhas de corte?
Os contornos estruturais variam muito, dependendo se você está embalando uma garrafa de vidro frágil ou empilhando cinquenta caixas de bebidas energéticas em um palete de loja de atacado.
Os diferentes tipos de matrizes de embalagem são categorizados inteiramente pela espessura e tipo de material específicos que utilizam. Estruturas projetadas para caixas dobráveis finas apresentam tolerâncias dimensionais rigorosas, enquanto os modelos para caixas de papelão ondulado integram ranhuras de folga alargadas, matematicamente projetadas para acomodar ondulações internas mais espessas.

Não é possível simplesmente aumentar ou diminuir a escala de um modelo existente e esperar que o material físico se comporte da mesma maneira.
Deslocamento da linha de corte da compensação do paquímetro
Um erro frequente ocorre quando uma equipe de design tenta adaptar um layout de embalagem primária fina para um display secundário resistente. Eles deixam as abas de encaixe e as ranhuras de dobra exatamente com a mesma largura do painel correspondente. Eles não calculam a espessura física da placa de papelão ondulado dobrada10.
Imagine dobrar um cobertor grosso de inverno em comparação com um lençol; o material mais espesso ocupa mais espaço ao ser dobrado em 90 graus. Se você enviar um molde plano para um display de papelão ondulado sem alargar a abertura para compensar o raio externo da dobra, a resistência do papelão kraft virgem irá dificultar a montagem. O display físico ficará severamente curvado ou simplesmente não será montado na linha de embalagem, paralisando a produção. Na minha fábrica, usamos design paramétrico para aplicar automaticamente algoritmos de compensação de curvatura a cada dobra. Adicionando exatamente 3,04 mm (0,12 polegadas) de folga, garantimos que os displays pré-montados sejam montados sem atrito, reduzindo os custos de mão de obra de embalagem manual em cerca de 15%.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Ignorando a espessura da madeira bruta | Cálculo da compensação paramétrica do paquímetro11 | Elimina o atrito durante a embalagem conjunta |
| Ampliando arquivos de papelão fino | Reconstruindo ranhuras para material de flauta em Si12 | Mantém os expositores de varejo perfeitamente quadrados |
| Projetando encaixes 1:1 com abas | Adicionando folgas específicas em milímetros13 | Evita atrasos massivos na linha de montagem |
Eu nunca confio em um arquivo plano que não tenha sido ajustado matematicamente para a espessura da placa. Adicionar alguns milímetros de folga altera fundamentalmente o desempenho do seu produto no armazém.
🛠️ Mesa do Harvey: Você está simplesmente ampliando um arquivo de papelão fino para um expositor de chão robusto? 👉 Solicite uma Avaliação Estrutural ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor agregado.
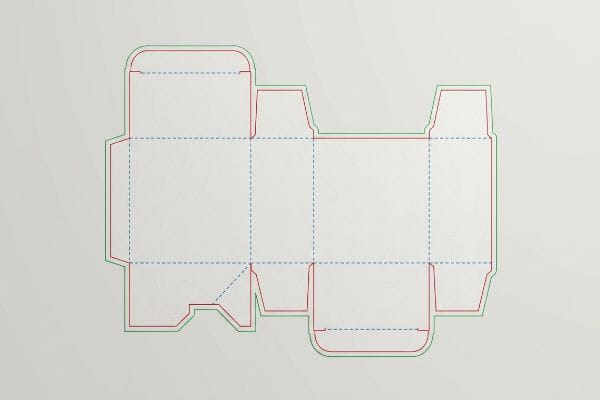
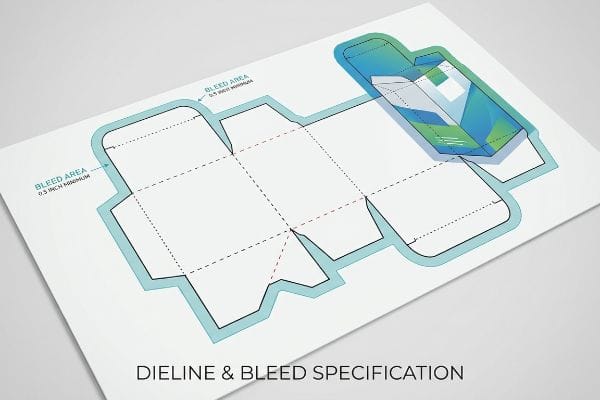
Qual é a aparência de uma linha de corte?
Visualmente, parece uma complexa teia de geometria colorida na sua tela. Fisicamente, parece um mapa de alto risco que dita exatamente onde o aço afiado atingirá.
Ao observar um gabarito de corte, revela-se um mapa vetorial digital em camadas, utilizando linhas contínuas para cortes físicos, linhas tracejadas para dobras e linhas pontilhadas para perfurações. Um projeto preciso demonstrará visivelmente margens de sangria gráfica estendidas, que ultrapassam significativamente o perímetro externo para acomodar mudanças rápidas na produção.
Mas conhecer a teoria não basta quando as impressoras e as máquinas de laminação começam a funcionar a todo vapor.
Por que as margens padrão falham no chão de fábrica
Até mesmo designers veteranos frequentemente ignoram a realidade mecânica das tolerâncias de montagem comercial. Muitas equipes gráficas aplicam margens de sangria padrão para impressão comercial, geralmente em torno de 3,17 mm (0,125 polegadas)¹⁴, aos seus arquivos de papelão ondulado. Elas presumem que, se a arte passar com segurança pela linha de corte em seu monitor, as bordas impressas finais ficarão perfeitamente imperceptíveis.
Isso não é apenas teoria — vejo esse problema falhar constantemente quando as máquinas de litografia e laminação entram em ação. O processo físico de colar as folhas impressas em placas de papelão ondulado tipo C envolve, inerentemente, um deslocamento mecânico maior durante a montagem automatizada. Quando se depende de uma margem pequena, o deslocamento da placa resulta em rebarbas — bordas expostas e cruas do papelão que brilham através da exibição final dobrada sob as luzes fortes da loja. Eu costumo rejeitar esses arquivos e exigir uma margem de sangria mínima de 12,7 mm (0,5 polegadas) além da linha de corte física. Essa sangria generosa funciona como uma rede de segurança projetada contra o deslocamento da laminação, garantindo que a impressão envolva completamente todas as bordas expostas, reduzindo drasticamente as cobranças dos varejistas por merchandising visual inadequado.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando um sangramento mínimo padrão | Forçando uma margem ampliada | Impede que as bordas marrons cruas fiquem visíveis15 |
| Confiar no alinhamento de telas digitais | Projeto para deriva física de laminação16 | Protege a percepção de uma marca premium |
| Deixar a obra de arte terminar perto do corte | Inundar os gráficos além das linhas de dobra17 | Garante uma apresentação impecável nas prateleiras |
Prefiro rejeitar um arquivo com sangria insuficiente a enviar um lote de caixas com bordas marrons expostas. Uma margem robusta é a garantia mais barata contra variações físicas de fabricação.
🛠️ Mesa do Harvey: Você sabe se seus arquivos de arte atuais levam em consideração a deriva da laminação litográfica em alta velocidade? 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor que aceite modelos básicos desenhados na web sem questionar os cálculos, mas quando essas abas não verificadas entram em contato com o papelão ondulado grosso e rasgam, você enfrenta uma agonizante paralisação na montagem que elimina completamente sua margem de lucro. Esta é a ficha técnica exata que meus 10 principais clientes do varejo usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias estruturais e deixe-me pessoalmente analisar seus arquivos com minha Auditoria Prévia de Corte e Vinco gratuita ↗ para detectar pontos de atrito críticos antes de você autorizar a produção em massa.
"CMYK vs. Cores Especiais: Qual Processo é o Melhor – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Guias técnicos de impressão explicam que os perfis CMYK são processados como tinta de impressão e não podem ser distinguidos dos gráficos pelo software de corte CNC, que exige cores especiais específicas para instruções estruturais]. Papel da evidência: especificação técnica; tipo de fonte: manual de fabricação. Fundamentos: por que os perfis CMYK são insuficientes para linhas de corte. Nota de escopo: refere-se a fluxos de trabalho automatizados de produção de embalagens. ↩
"O que é uma linha de corte?", https://rppsplash.com/how/dieline/. [Os padrões da indústria para pré-impressão de embalagens especificam que as linhas de corte devem ser definidas como cores especiais para serem reconhecidas pelo software RIP como caminhos não imprimíveis, em vez de tinta imprimível]. Papel da evidência: validação técnica; tipo de fonte: manual da indústria. Apoia: a necessidade de cores especiais para corte e vinco. Nota de escopo: específico para CNC e software de corte e vinco automatizado.] ↩
"Guia de Preparação de Design de Embalagens: Arquivos de Arte, Linhas de Corte e Sangria", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Os fluxos de trabalho de pré-impressão exigem que as linhas de corte estruturais residam em uma camada separada e bloqueada para evitar o movimento acidental do gabarito durante a fase de design da arte]. Função da evidência: validação de procedimento; tipo de fonte: guia de fluxo de trabalho de pré-impressão. Suporta: separação de camadas para integridade estrutural. Observação de escopo: aplicável principalmente a softwares de design vetorial.] ↩
"Do Design à Prova: Um Guia para Linhas de Corte e Vinco em Embalagens", https://admiralpkg.com/post/dielines. [As especificações técnicas para corte e vinco exigem uma distinção clara entre as linhas de corte e vinco/dobra por meio de um mapeamento exclusivo de cores especiais para garantir que a ferramenta correta seja usada durante a produção]. Função da evidência: validação técnica; tipo de fonte: guia técnico de impressão. Suporta: o uso de perfis distintos para linhas de dobra. Observação sobre o escopo: a implementação varia de acordo com o fabricante do equipamento. ]
"O que é um fator K? | Tolerância de dobra de chapa metálica explicada", https://www.youtube.com/watch?v=kUizKC1gkg0. [Um manual de engenharia de embalagens ou uma especificação técnica de software explica por que as ferramentas raster não possuem os mecanismos matemáticos necessários para calcular o deslocamento do material e as compensações de espessura durante a dobra]. Papel da evidência: limitação técnica; tipo de fonte: norma da indústria; Fundamentos: a necessidade de software paramétrico especializado para linhas de corte. Nota de escopo: refere-se especificamente a ferramentas gráficas não paramétricas baseadas na web. ↩
"Uma Análise Simplificada da Resistência Dinâmica de Embalagens de Papelão…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. [As especificações técnicas para materiais de papelão ondulado de uso industrial fornecem os cálculos para as capacidades de carga dinâmica, garantindo a integridade estrutural sob tensão]. Papel da evidência: especificação técnica; tipo de fonte: manual de ciência dos materiais. Suporte: capacidade máxima de peso da embalagem estrutural. Nota de escopo: aplica-se especificamente a papelão ondulado de alta resistência .
"Controle de Qualidade de Embalagens: Como Proteger Produtos Contra Danos", https://www.svigloballtd.com/quality-assurance/packaging-quality-control/. [Manuais de conformidade para distribuição no varejo descrevem os requisitos estruturais para embalagens, identificando a deformação da base como uma falha crítica que leva à rejeição do envio]. Papel da evidência: padrão da indústria; tipo de fonte: manual de conformidade do varejista. Argumentos: consequências de falhas estruturais em ambientes de varejo. Observação sobre o escopo: varia de acordo com os requisitos específicos do varejista .
"Melhor Software de Design de Embalagens em 2026 — Comparação e Guia", https://printnow.com/blog/best-packaging-design-software. [Normas da indústria para engenharia de embalagens explicam como o CAD permite cálculos precisos de capacidade de carga, necessários para displays de varejo de alto peso]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade do CAD para integridade estrutural de alto peso. Nota de escopo: foca em ambientes de varejo de alto volume. ↩
"Como calcular o raio mínimo de curvatura para chapas metálicas", https://metafab.com/metal-fabrication/minimum-bend-radius-for-sheet-metal-and-how-to-prevent-costly-cracking/. [Guias de ciência dos materiais para embalagens de papelão detalham como as tolerâncias de curvatura corretas previnem concentrações de tensão que levam a rasgos durante a montagem]. Papel da evidência: verificação factual; tipo de fonte: especificação técnica. Fundamentos: a relação entre tolerâncias de curvatura e durabilidade da aba. Nota de escopo: aplicável a estruturas de papelão moldadas por dobra. ↩
"O Guia Definitivo para Caixas de Papelão Ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Um manual de engenharia de embalagens forneceria as fórmulas técnicas para ajustar a largura das ranhuras com base na espessura do material, garantindo integridade estrutural e encaixe perfeito. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Fundamentos: a necessidade de ajustes com base na espessura do material no projeto do molde de corte. Nota de escopo: aplica-se especificamente a substratos de papelão ondulado dobrado .
"[PDF] Otimização de embalagens impulsionada por transformação paramétrica", https://www.beta-cae.com/pdf/packaging_optimization.pdf. [Normas da indústria para projeto de embalagens estruturais descrevem como o cálculo da espessura do material previne atrito e interferência durante o processo de co-embalagem]. Papel da evidência: especificação técnica; tipo de fonte: manual da indústria. Fundamenta: a necessidade de compensação de espessura. Nota de escopo: Aplica-se especificamente a materiais de papelão ondulado dobrado. ↩
"Entendendo a Resistência das Caixas de Envio – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop9VEpV6UrqcTMO4HifaI89_Vw3xVNrREOxIAD7ovVi_D-8vVdf. [As diretrizes técnicas para papelão ondulado tipo B explicam como o ajuste das dimensões da ranhura com base na espessura da ondulação mantém a esquadria de um expositor de varejo]. Função da evidência: especificação do material; tipo de fonte: guia de fabricação. Suporta: requisitos de projeto específicos para papelão ondulado tipo B. Nota de escopo: Limitado a materiais de grau B. ↩
"O que é corte e vinco em embalagens? Um guia para caixas cortadas e vinco", https://gentlever.com/die-cutting-in-packaging/. [Manuais de engenharia para corte e vinco especificam as tolerâncias precisas e as folgas em milímetros necessárias entre abas e ranhuras para evitar atrasos na linha de montagem]. Papel da evidência: norma de fabricação; tipo de fonte: manual de engenharia. Apoio: o papel das folgas na eficiência da montagem. Nota de escopo: Foca em linhas de montagem de produção em massa .
"Como posso determinar a sangria ideal?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. Manuais de impressão profissional e guias do setor geralmente estabelecem 0,125 polegadas como o requisito básico de sangria para impressão offset e digital comercial. Papel da evidência: especificação técnica; tipo de fonte: manual padrão do setor. Suporte: a medida específica usada como base comum para margens de sangria. Observação sobre o escopo: o padrão pode variar com base no substrato específico ou nas tolerâncias da máquina .
"Embalagens 101: O que são sangria, corte e zona de segurança?", http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/. As normas da indústria para impressão de embalagens especificam que sangria insuficiente leva à exposição das bordas do substrato durante o processo de corte e vinco. Função da evidência: verificação técnica; tipo de fonte: manual da indústria gráfica. Fundamentos: a necessidade de margens estendidas. Nota de escopo: aplicável a substratos de papelão ondulado ou cartão .
"Riscos da Laminação Sequencial – Desvio de Registro, Material…", https://www.ultroniu.com/ipc-tm-650/sequential-lamination-risks/. As especificações de fabricação para laminação descrevem o deslocamento mecânico inerente das camadas durante o processo de colagem. Papel da evidência: verificação técnica; tipo de fonte: especificação de fabricação. Fundamentos: a exigência de projeto com tolerâncias. Nota de escopo: refere-se a materiais de embalagem multicamadas. ↩
"O que são linhas de corte em embalagens? Um guia completo – JP Graphics", https://www.jpinc.com/what-are-die-lines-in-packaging-a-complete-guide-jp-graphics/ . As normas de design de embalagens detalham a exigência de estender a arte além das linhas de dobra para garantir que não haja espaços vazios após o vinco do material . Papel da evidência: verificação de melhores práticas; tipo de fonte: livro didático de design. Suporte: preparação profissional de linhas de corte. Observação sobre o escopo: foco na precisão da dobra.



