Você finalizou a arte e aprovou as renderizações 3D, mas antes do início da produção em massa, seus arquivos estruturais precisam ser convertidos em ferramentas físicas de fabricação.
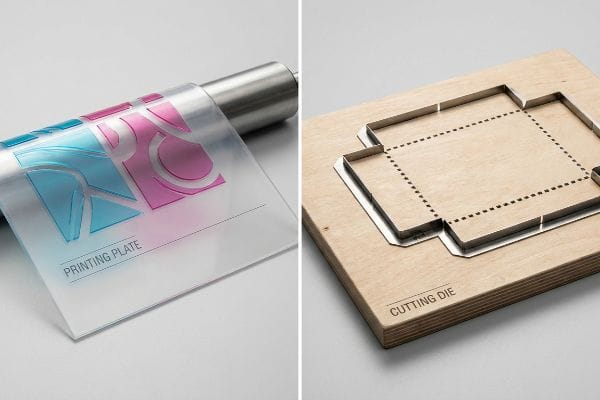
As chapas de impressão e as matrizes de corte são as ferramentas físicas fundamentais utilizadas na fabricação de papelão ondulado. As chapas de impressão transferem cores de tinta específicas para a superfície do papelão, enquanto as matrizes de corte personalizadas, feitas com lâminas de aço, perfuram, vincam e cortam fisicamente as folhas impressas em seus formatos estruturais finais para a montagem de produtos de alta qualidade no varejo.

Entender como essas duas peças distintas de ferramentas interagem no chão de fábrica é o que diferencia uma vitrine impecável de um desastre estrutural.
Qual a diferença entre uma matriz de corte e uma chapa de impressão?
Embora trabalhem juntas na mesma linha de produção, essas ferramentas desempenham funções mecânicas completamente opostas.
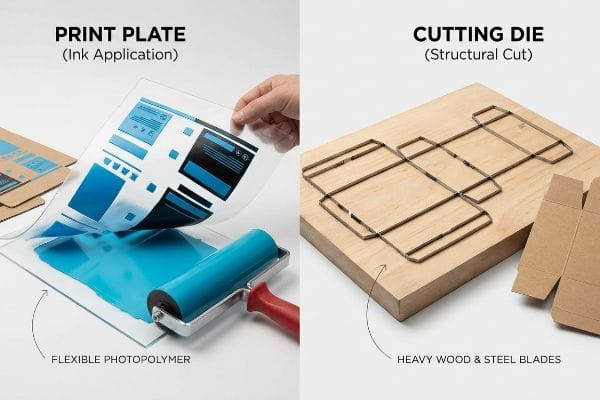
A diferença entre uma matriz de corte e uma chapa de impressão reside estritamente em sua função física. Uma chapa de impressão é uma folha flexível de fotopolímero na qual se aplica tinta líquida, enquanto uma matriz de corte é uma placa de madeira maciça com lâminas de aço embutidas que cortam permanentemente a estrutura final.
Confundir os limites físicos dessas duas ferramentas leva a desalinhamentos dispendiosos durante a produção em massa.
A divisão entre ferramentas gráficas e estruturais
Muitos gerentes de marca presumem que, uma vez aprovado um PDF digital, a fábrica simplesmente aperta um botão gigante de impressão. Na realidade, a litografia-laminação tradicional exige a fabricação de dois conjuntos de ferramentas físicas completamente distintos. Os gráficos são gravados em chapas finas e flexíveis para a impressora, enquanto o molde estrutural é cortado a laser em uma placa de madeira maciça, onde lâminas de aço são marteladas e fixadas manualmente.
Mesmo equipes de compras experientes frequentemente tentam cortar custos reutilizando ferramentas estruturais antigas para uma nova tiragem de arte. Constantemente vejo clientes pedindo para usar uma tábua de corte que ficou armazenada em um depósito úmido por dois anos com uma arte nova. A madeira porosa absorve a umidade do ambiente, empena e as lâminas de aço enferrujam e se desalinham. Quando uso essa ferramenta comprometida com a nova impressão, ouço o som característico e desagradável de papelão rasgando, enquanto as lâminas cegas destroem a arte nova em vez de cortá-la com precisão. Eu evito esse problema completamente aplicando um protocolo de ferramental novo para cada lote, gravando a laser uma matriz totalmente nova para garantir bordas afiadas e montagem sem atrito na área de vendas.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Reutilizando matrizes de corte de 2 anos | Fabricação a laser de novas ferramentas por lote3 | Impede que a obra de arte seja rasgada |
| Ignorando a deformação causada pela umidade do armazém | Armazenar matrizes em zonas com temperatura controlada4 | Garante abas de travamento firmes |
| Tratar placas e matrizes como uma única ferramenta | Isolando orçamentos gráficos e estruturais | Economiza 30 segundos na montagem manual5 |
Recuso-me a arriscar um lançamento massivo no varejo com lâminas comprometidas e enferrujadas apenas para economizar uma pequena taxa de configuração. Ferramentas novas garantem que a estrutura se ajuste perfeitamente à tinta, sempre.
🛠️ Mesa do Harvey: Suas ferramentas antigas estão causando bordas irregulares e dificultando a montagem dos seus novos monitores? 👉 Solicite uma Análise de Ferramentas ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Para que servem as chapas de impressão?
Antes mesmo de uma única folha de papelão ondulado ser dobrada, ela precisa causar um forte impacto visual para atrair a atenção dos compradores nos corredores.
As chapas de impressão são usadas para transferir tintas líquidas específicas para papel ou substratos ondulados durante o processo de impressão offset. Cada chapa isola um único canal de cor, como ciano ou magenta, imprimindo-os sequencialmente para criar gráficos complexos e de alta resolução para embalagens de varejo premium e displays dinâmicos de ponto de venda.
Mas depender exclusivamente de chapas padrão de quatro cores pode arruinar rapidamente o valor da sua marca se você não entender a química do papel bruto.
Por que o padrão CMYK não se adequa à identidade da sua marca?
Designers juniores normalmente criam seus arquivos de arte estritamente em CMYK (ciano, magenta, amarelo, preto), presumindo que a fábrica produzirá quatro chapas padrão para corresponder às suas telas digitais brilhantes. Para folhetos comerciais padrão, isso funciona bem. No entanto, ao imprimir em papelão ondulado grande e poroso para displays de varejo, a impressão padrão em quadricromia depende de pontos de meio-tom microscópicos sobrepostos que são absorvidos de forma irregular pelas fibras do papel bruto6.
Uma armadilha comum que pega até mesmo profissionais de marketing experientes é confiar nos pontos de meio-tom CMYK para reproduzir seu logotipo corporativo sólido e vibrante em um display de ponta de gôndola. Recentemente, vi um cliente entrar em pânico no chão de fábrica porque seu logotipo vermelho premium parecia granulado, desbotado e sem nitidez sob as luzes de inspeção da nossa fábrica. A mistura óptica de pontos estava falhando mecanicamente na placa não selada.Imediatamente parei a impressora, descartei as chapas padrão e desenvolvi um protocolo personalizado de aplicação de cor especial. Misturando uma única tinta Pantone (PMS) densae criando uma chapa dedicada apenas para aquele logotipo, aplicamos uma camada de pigmento perfeitamente uniforme que eliminou completamente a granulação, aumentando instantaneamente o impacto visual do display a nove metros de distância.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando CMYK para logotipos sólidos | Chapas de cores Pantone dedicadas9 | Maximiza a visibilidade de 9 metros (30 pés) |
| Ignorando a absorção da fibra de papel | Adicionando uma placa de primer de base branca10 | Evita gráficos borrados |
| Confiar nas cores da tela digital | Varredura por espectrofotômetro físico11 | Garante o estrito cumprimento da marca |
Eu sempre exijo chapas de cores especiais dedicadas para os principais elementos da marca, porque depender da mistura óptica de pontos em material ondulado bruto é garantia de uma apresentação desbotada e com aparência barata.
🛠️ Mesa do Harvey: Está se perguntando por que o logotipo da sua empresa, que é tão chamativo, parece granulado e sem vida sob a forte iluminação de uma loja? 👉 Leia o Guia de Cores ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
O que é corte e vinco na impressão?
Após a tinta estar completamente curada na impressora, as folhas impressas planas devem ser transformadas em uma estrutura tridimensional funcional.
O corte e vinco na impressão é um processo mecânico de fabricação que utiliza matrizes de aço personalizadas para recortar formas estruturais específicas em folhas planas impressas. Esse processo robusto corta simultaneamente as bordas externas, recorta as janelas de exibição e cria vincos estruturais que permitem que o papelão ondulado espesso seja dobrado perfeitamente.

A maioria das pessoas presume que as lâminas apenas cortam o papel, mas a verdadeira mágica da engenharia acontece nas linhas de vinco invisíveis.
A física oculta das ondulações em papelão ondulado
Designers gráficos frequentemente tratam o corte e vinco como um processo simples e repetitivo, presumindo que uma linha vetorial em seu arquivo digital cria automaticamente uma dobra perfeita de 90 graus na placa física. Eles se concentram inteiramente nas linhas de corte externas, ignorando a enorme resistência física do material ondulado espesso e multicamadas. Empurrar uma régua de aço sem ponta em uma placa pesada de 32ECT (Teste de Compressão de Borda) requer imensa pressão mecânica¹²para forçar as ondulações internas a se comprimirem adequadamente.
Imagine dobrar papelão ondulado grosso como tentar dobrar um feixe rígido de espaguete seco — se você simplesmente forçar abruptamente, ele quebra. Vejo esse erro de iniciante constantemente quando as marcas tentam montar seus displays de chão sofisticados e percebem que a fábrica não controlou o estiramento do papel durante o corte. As ondulações internas se deformam violentamente e literalmente racham a folha superior impressa de alta qualidade ao longo da dobra, expondo fibras marrons cruas. Para corrigir isso, utilizo canais de vinco de matriz fêmea de polímero específicos¹³ montados na placa de corte. Esse canal de polímero atua como uma bigorna de precisão sob o papelão, controlando exatamente como as fibras se esticam. Isso evita microfraturas, garantindo que os copackers não sofram com rachaduras litográficas¹⁴ e que o display mantenha sua integridade estrutural sob cargas pesadas de paletes .
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Dobras forçadas em placa grossa | Canais de vinco da matriz polimérica15 | Impede que as imagens impressas rachem |
| Ignorando os limites de elasticidade do papel | Controlando a pressão da bigorna16 | Mantém a resistência ao empilhamento vertical |
| Permitir que as empresas de embalagem contestem as taxas | Pré-vinco mecânico de precisão | Reduz o tempo de montagem em 20%17 |
Eu nunca permito que estruturas pesadas de papelão ondulado sejam vincadas sem o devido perfilamento da matriz, porque uma dobra rachada não é apenas um defeito estético desagradável — ela destrói completamente a resistência à compressão física de toda a unidade.
🛠️ Mesa do Harvey: Suas caixas impressas premium estão rachando nas linhas de dobra e arruinando a imagem da sua marca antes mesmo de chegarem às prateleiras? 👉 Envie-me seu arquivo de corte ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor puro.
Como usar placas de corte e vinco?
Operar essa máquina pesada exige mais do que simplesmente alinhar uma tábua de madeira com uma folha impressa e apertar o botão de iniciar.
A utilização de placas de corte e vinco exige uma calibração mecânica precisa para alinhar a arte impressa com as lâminas de aço. A folha impressa é alimentada em uma prensa automatizada onde a placa de madeira pressiona para baixo, dependendo de configurações exatas de pressão para cortar o material ondulado sem danificar o cilindro de apoio.

Mas conhecer a teoria não basta quando as máquinas começam a funcionar em alta velocidade e as matérias-primas começam a mudar.
Por que o sistema de sangria padrão falha na linha de produção?
Uma suposição aparentemente razoável que os designers gráficos fazem é aplicar margens de impressão comerciais padrão (geralmente 0,125 polegadas ou 3,175 mm) a arquivos de exibição de papelão ondulado de grandes dimensões. Eles acreditam que essa pequena margem extra de tinta seja uma segurança suficiente para que a máquina de corte e vinco automatizada acerte o alvo com perfeição. Embora isso funcione para cartões de visita finos, ignora completamente a maior tolerância mecânica necessária na montagem e no corte de estruturas espessas e laminadas em papel litográfico.
Na minha empresa, vejo rotineiramente campanhas de varejo com design impecável falharem imediatamente durante a primeira rodada de testes físicos de corte e vinco. Isso ocorre porque a colagem de uma folha superior impressa e úmida a uma base de papelão ondulado espesso, utilizando adesivo à base de água, introduz uma enorme tensão superficial<sup>18</sup>, fazendo com que toda a placa se desloque fisicamente ao entrar na prensa de corte. Quando a matriz de corte de aço atinge a superfície, essa pequena margem de sangria comercial é completamente inadequada, resultando em rebarbas — bordas feias e expostas do papelão marrom cru, visíveis bem na frente do display dobrado. Analisei as leituras do micrômetro em um lote recente com defeito e comprovei que não precisávamos de fitas corretivas caras; apenas precisávamos de uma tolerância maior. Agora, exijo rigorosamente uma margem de sangria mínima de 12,7 mm (0,5 polegadas)<sup>19</sup> além da linha de corte física para todos os trabalhos laminados. Ao estender agressivamente os fundos da arte, absorvemos matematicamente o deslocamento da laminação, reduzindo as unidades rejeitadas em cerca de 14% e economizando milhares em custos de matéria-prima desperdiçados para os clientes.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Usando sangria comercial de 0,125 polegadas20 | Garantir uma folga de segurança de 0,5 polegadas21 | Esconde as bordas cruas do papelão |
| Ignorando a mudança de posição da placa de laminação22 | Estender os elementos gráficos além da linha de corte | Elimina a necessidade de retrabalho dispendioso com fita adesiva |
| A culpa é da prensa de corte e vinco | Corrigir os cálculos de pré-impressão antecipadamente | Impede atrasos nas entregas aos varejistas |
Rejeito qualquer arquivo de pré-impressão que utilize sangria comercial padrão, pois confiar em tolerâncias microscópicas durante o corte e vinco de alta resistência é garantia de enviar produtos com bordas inacabadas e mal acabadas para um varejista de alto padrão.
🛠️ Mesa do Harvey: Você sabe a tolerância exata de deslocamento mecânico da linha de litografia e laminação do seu fornecedor antes de aprovar a arte final? 👉 Envie-me seu arquivo de corte ↗ — Vou verificar os cálculos antes que você desperdice orçamento com produção em massa.
Conclusão
Você pode escolher um fornecedor mais barato, mas quando essa sangria comercial inadequada causa um deslocamento excessivo da laminação na impressora de corte, as bordas do papelão ficam expostas, resultando em rejeição imediata pelo varejista e eliminando completamente a margem de lucro do seu projeto. Esta é a ficha técnica exata que meus 10 principais clientes varejistas usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias mecânicas e deixe-me pessoalmente analisar sua arte com minha Auditoria Prévia de Corte e Vinco gratuita ↗ para detectar erros fatais de alinhamento antes do início da produção em massa.
"Como a Umidade Afeta Metal, Madeira, Plástico e Papelão – Dehum", https://dehum.com/how-humidity-affects-different-materials/. [Uma fonte confiável em ciência dos materiais ou ferramentas industriais confirmaria que a madeira higroscópica empena e as lâminas de aço carbono oxidam em condições úmidas]. Papel da evidência: validação técnica; tipo de fonte: manual de ciência dos materiais. Argumentos: degradação de ferramentas armazenadas. Nota de escopo: Aplica-se especificamente a matrizes tradicionais à base de madeira .
"Corte de Precisão de Placas para Embalagens e Impressão", https://www.ytdiemaker.com/news/die-board-laser-cutting-machine-for-packaging.html. [Guias técnicos sobre fabricação de matrizes confirmam o uso do corte a laser CNC para criar ranhuras precisas para lâminas de aço em placas de madeira]. Papel da evidência: verificação do processo; tipo de fonte: especificação de fabricação. Baseia-se em: precisão da fabricação moderna de matrizes. Nota de escopo: Foca no método de fabricação. ↩
"Corte com Vinco vs. Corte a Laser: Qual a Diferença? – InTouch Labels", https://www.intouchlabels.com/label-design/die-cut-vs-laser-cut-whats-the-difference/. [As especificações de fabricação para corte com vinco detalham como as ferramentas de precisão a laser evitam as bordas irregulares encontradas em matrizes desgastadas, que, de outra forma, levariam a rasgos na arte final]. Papel da evidência: validação técnica; tipo de fonte: especificação de fabricação. Suporte: controle de qualidade da arte final. Nota de escopo: Específico para embalagens de varejo de alta precisão. ↩
"Influência da Umidade e da Temperatura da Ferramenta no Alongamento Máximo…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12194946/. [Manuais de engenharia industrial sobre ferramentas de embalagem explicam como materiais higroscópicos em matrizes se deformam sob a umidade, tornando necessário o controle climático para manter as tolerâncias estruturais das abas de travamento]. Papel da evidência: validação técnica; tipo de fonte: manual de engenharia industrial. Apoio: prevenção de falhas estruturais em abas de travamento. Nota de escopo: Aplica-se principalmente a matrizes de base de madeira .
"Como o Design Estrutural de Embalagens Reduz o Desperdício e os Custos", https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/. [Estudos de eficiência operacional na produção de embalagens fornecem dados quantitativos sobre como a otimização de ferramentas estruturais, independentemente das chapas gráficas, reduz erros e tempo de montagem manual]. Papel da evidência: verificação quantitativa; tipo de fonte: estudo de eficiência operacional. Argumentos: economia de tempo na montagem manual. Nota sobre o escopo: a economia de tempo pode variar de acordo com a complexidade do produto .
"Consistência de Cor em Papel e Embalagens de Papelão Ondulado", https://industrialphysics.com/knowledgebase/articles/color-consistency-in-paper-and-corrugated-packaging/ . [Um manual técnico sobre substratos de impressão explicaria como a alta porosidade do testliner de papelão ondulado causa dispersão irregular da tinta e ganho de ponto]. Papel da evidência: Verificação técnica; tipo de fonte: Manual da indústria gráfica. Argumenta: A afirmação de que substratos porosos degradam a precisão dos pontos de meio-tom CMYK. Nota de escopo: Aplica- se especificamente a papelão poroso não revestido.
"Efeitos do papelão ondulado e deformações dos pontos de retícula", https://www.academia.edu/60461055/Print_uniformity_of_corrugated_board_in_flexo_printing_effects_of_corrugated_board_and_halftone_dot_deformations. [Guias oficiais sobre substratos de impressão explicam como a porosidade do papelão ondulado não selado causa a absorção da tinta, o que interrompe a mistura óptica dos pontos de retícula e aumenta a percepção de granulação]. Papel da evidência: validação técnica; tipo de fonte: manual da indústria gráfica. Fundamentos: a causa da degradação visual no papelão bruto. Nota de escopo: Aplica-se especificamente a substratos de papelão ondulado não selados .
"Pantone vs. CMYK para Embalagens Personalizadas – EcoEnclose", https://www.ecoenclose.com/blog/pantone-vs-cmyk-for-custom-branded-packaging?srsltid=AfmBOorMaLKwXl9r6LjVzy4j_1uq90453m9bhFeT7VNQzxaVI0ITg9nA. [As normas técnicas do Sistema de Cores Pantone (PMS) demonstram que as cores especiais fornecem uma camada sólida e consistente de pigmento que evita a aparência de "pontos" da impressão em CMYK]. Papel da evidência: comparação técnica; tipo de fonte: norma de gerenciamento de cores. Apoia: a eficácia das cores especiais para a consistência da marca. Nota de escopo: Concentra-se na cobertura sólida de tinta versus pontos de meio-tom .
"PMS vs CMYK para Embalagens: Qual é o Melhor? – PAX Solutions", https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/ . [Um guia de impressão confiável explicaria como as cores especiais proporcionam maior saturação e consistência do que as misturas CMYK, aumentando o impacto visual e a visibilidade à distância]. Função da evidência: verificação técnica; tipo de fonte: norma do setor; suporte: uso de cores especiais para visibilidade. Nota de escopo: aplica-se especificamente a ambientes de varejo de alto contraste.
"Produção de papelão ondulado | Fefco", https://www.fefco.org/lca/dscription-of-production-system/corrugated-board-production. [Manuais técnicos de impressão detalham como placas de base brancas bloqueiam a cor marrom natural dos substratos de papelão ondulado e impedem a absorção de tinta pela fibra, mantendo a pureza da cor]. Papel da evidência: explicação técnica; tipo de fonte: manual de impressão; Suportes: prevenção de gráficos borrados. Nota de escopo: Específico para substratos não brancos, como papelão kraft. ↩
"Espectrofotômetros de cor na impressão farmacêutica – Platinum Press", https://platinumpress.com/color-spectrophotometers-in-pharmaceutical-printing/. [Uma referência em ciência das cores explicaria como os espectrofotômetros fornecem dados numéricos objetivos para garantir que as cores de impressão correspondam às especificações da marca, independentemente da calibração da tela]. Papel da evidência: validação técnica; tipo de fonte: guia de instrumentos científicos; suporte: conformidade com a marca por meio de digitalização. Nota de escopo: foco na variação Delta E.
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Um manual de engenharia de embalagens ou um guia de ciência dos materiais verificaria a resistência específica à compressão do papelão 32ECT e a força necessária para colapsar as ondulações. Papel da evidência: validação técnica; tipo de fonte: norma da indústria. Suporta: a afirmação referente à resistência física e à pressão no papelão 32ECT. Nota de escopo: os requisitos de pressão podem variar de acordo com a largura da lâmina de aço. ]
"Matriz de Vinco para Corte e Vinco – YouTube", https://www.youtube.com/watch?v=9ucluzReN6U. [Fontes confiáveis de engenharia de embalagens descrevem o uso de canais fêmea na matriz para controlar a compressão das ondulações do papelão e o estiramento do liner durante o vinco]. Papel da evidência: Verificação técnica; tipo de fonte: Manual de engenharia. Suporte: O uso de ferramentas especializadas para evitar falhas no papelão. Observação sobre o escopo: Aplicável especificamente a papelão ondulado de alta resistência .
"C&T adiciona matriz de vinco de bigorna – ThePackagingPortal.com", https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/. [Guias técnicos de produção gráfica definem o craqueamento litográfico como a fratura da superfície impressa durante a dobra e explicam como as ferramentas de matriz eliminam esse defeito]. Papel da evidência: Verificação técnica; tipo de fonte: Norma da indústria. Apoia: A alegação de que o vinco de matriz preserva a integridade estética da folha superior. Nota de escopo: Refere-se a cartões laminados litográficos de alta qualidade. ↩
"[PDF] VINCO E DOBRA – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [As especificações técnicas dos materiais de vinco verificarão se os canais da matriz polimérica reduzem a tensão nas fibras da superfície para evitar rachaduras na tinta em substratos espessos]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Benefícios: prevenção de rachaduras em gráficos. Nota de escopo: aplica-se especificamente a placas espessas. ↩
"Analisar a resistência à pressão lateral e a correlação do papelão ondulado…", https://www.llypack.com/blog/analyze-the-side-pressure-strength-and-correlation-of-corrugated-cardboard-54730.html. [As normas da indústria para corte e vinco explicam a relação entre a pressão da bigorna, a compressão do papelão e a integridade estrutural vertical resultante]. Papel da evidência: verificação técnica; tipo de fonte: guia da indústria gráfica. Suporte: manutenção da resistência ao empilhamento. Nota de escopo: relaciona-se ao gerenciamento dos limites de alongamento do papel. ↩
"Como as máquinas de vinco automáticas melhoram a produção de embalagens", https://www.dayuanmach.com/blog/how-automatic-creasing-machines-improve-packaging-production . [Dados operacionais ou estudos de caso sobre montagem de embalagens forneceriam evidências empíricas da economia de tempo específica obtida com o pré-vinco de precisão em comparação com os métodos padrão]. Função da evidência: verificação empírica; tipo de fonte: estudo de caso da indústria. Baseia: eficiência de montagem. Nota de escopo: refere - se ao desempenho de copackers.
"Propriedades de molhabilidade e adesão aprimoradas pela atmosfera… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC7998882/. [Um manual técnico sobre adesivos para embalagens explicaria como o teor de umidade em colas à base de água causa expansão do substrato e deslocamentos de registro em materiais ondulados]. Papel da evidência: Explicação técnica; tipo de fonte: Manual de engenharia. Suporte: Causa do deslocamento da placa durante o corte e vinco. Nota de escopo: Limitado a adesivos à base de água em substratos porosos .
"Entendendo a importância da sangria no design de embalagens", https://epacflexibles.com/understanding-the-importance-of-bleed-in-packaging-design/?srsltid=AfmBOoooldAUyrfIvg6ObiA8dEgZINbEnr9u3BpA4a8UPmks4tWhXaIq. [As normas da indústria para produção gráfica de displays de papelão ondulado de grande formato especificam a sangria necessária para compensar as tolerâncias mecânicas na laminação e no corte e vinco]. Função da evidência: Especificação técnica; tipo de fonte: Norma da indústria. Suporte: Largura de sangria correta para trabalhos laminados. Observação: As tolerâncias podem variar de acordo com a precisão da impressora .
"Impressão com Sangria Total Explicada – Mixam", https://mixam.com/support/bleed. [Um manual técnico de pré-impressão confirmaria que 0,125 polegadas é a sangria mínima padrão da indústria para projetos de impressão comercial]. Papel da evidência: verificação factual; tipo de fonte: manual técnico. Suporta: métricas de sangria comercial padrão. Nota de escopo: Aplica-se à impressão comercial padrão, em contraste com os requisitos industriais. ↩
"[PDF] Proteção de máquinas no ponto de operação – OSHA do Oregon", https://osha.oregon.gov/oshapubs/2980.pdf. [As diretrizes de engenharia para corte e vinco em larga escala validariam o uso de uma margem de 0,5 polegadas para compensar as tolerâncias de registro mecânico no chão de fábrica]. Papel da evidência: especificação técnica; tipo de fonte: diretriz de engenharia. Fundamentos: normas de sangria de segurança industrial. Nota de escopo: Específico para corte e vinco em máquinas pesadas. ↩
"Solução de problemas de desalinhamento em operações de corte e vinco", https://bmcpack.com/blogs/news/troubleshooting-die-cut-misalignment-issues-in-professional-die-cut-die-cutting-operations. [A documentação de fabricação explicaria as causas físicas do movimento do substrato durante o processo de laminação e corte e vinco]. Papel da evidência: explicação técnica; tipo de fonte: manual de fabricação. Suporte: o fenômeno de erros de registro. Nota de escopo: Foca na instabilidade do substrato. ↩



