
Seu produto premium está perdendo a batalha no varejo porque é enviado em caixas de papelão ondulado genéricas. Se a experiência de desembalar o produto parecer barata, os compradores desistem. Vamos criar embalagens que realmente convertam.
A abertura de caixas personalizadas com impressão de alta qualidade eleva a apresentação do seu produto no ponto de venda e a segurança estrutural da embalagem. Essas embalagens sob medida utilizam papelão ondulado de engenharia e impressão litográfica precisa para atrair a atenção do consumidor, proteger mercadorias frágeis durante o transporte internacional e garantir a estrita conformidade com os padrões internacionais de merchandising.

Pode parecer simples em uma reunião de marketing, mas executar aquele momento perfeito de unboxing em uma loja movimentada exige uma disciplina mecânica rigorosa. Vamos analisar a engenharia em nível de fábrica que diferencia as experiências de marcas de luxo de desastres logísticos dispendiosos.
Quais são as vantagens das caixas personalizadas?
A maior vantagem não é apenas um logotipo bonito; é o controle total sobre sua presença física no varejo e a sobrevivência estrutural da sua empresa.
As vantagens das caixas personalizadas incluem maior visibilidade da marca, otimização do espaço ocupado e durabilidade superior durante o transporte. Ao projetar estruturas sob medida, as marcas eliminam consistentemente o volume de embalagens vazias, previnem proativamente danos durante o transporte e utilizam gráficos de alta fidelidade para aumentar significativamente as conversões por impulso no ponto de venda, mesmo em prateleiras de varejo globais extremamente concorridas.

Mas reivindicar esses benefícios é impossível se você não entender a química da tinta no papelão cru.
Desbloqueando a verdadeira visibilidade da marca (e evitando a confusão do CMYK)
Novas marcas partem do princípio de que arquivos digitais CMYK padrão (ciano, magenta, amarelo e preto) serão reproduzidos com perfeição em suas embalagens personalizadas. Elas criam logotipos deslumbrantes e multicoloridos em monitores retroiluminados, esperando que as impressoras da fábrica repliquem facilmente essa mesma vivacidade em material de papelão ondulado padrão¹.Essa dependência da lógica de impressão comercial gera uma falsa sensação de segurança durante a fase inicial de aquisição.
Vejo essa armadilha pegar até mesmo equipes de marketing experientes quando lançam uma grande campanha de varejo. Elas enviam arquivos de processo padrão para impressão direta em testliner poroso e sem selagem. O resultado é que os minúsculos pontos de meio-tom sobrepostos são absorvidos de forma irregular pelas fibras do papel, criando um logotipo granulado e desbotado que parece lama sob a forte luz fluorescente da loja. Lembro-me de desembalar a amostra de um cliente e sentir a textura áspera da tinta supersaturada e borrada — isso destruiu completamente a sensação de produto premium, diminuindo o valor percebido do produto e reduzindo o ritmo de vendas em cerca de 20%. A solução é simples: exigir um Protocolo de Preenchimento de Cores Especiais usando uma tinta PMS (Pantone Matching System) precisamente misturada para os elementos sólidos da marca, garantindo um preenchimento denso e uniforme de pigmento que chama a atenção a 9,1 metros de distância.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando CMYK para logotipos em papel de teste | Aplicar uma cor especial (PMS) em abundância2 | Elimina a granulação do meio-tom |
| Impressão em placa porosa não selada | Aplique primeiro uma base de primer branca3 | Mantém as cores da marca vibrantes |
| Ignorando o impacto da iluminação no varejo | Use blocos de cores de alto contraste4 | Captura a atenção do comprador instantaneamente |
Eu nunca permito que marcas dependam da mistura óptica de pontos para seus logotipos principais. Ao priorizar cores sólidas, garanto que suas embalagens personalizadas transmitam máxima autoridade e impulsionem vendas por impulso, protegendo o retorno sobre o investimento (ROI) de seu marketing.
🛠️ Mesa do Harvey: Não tem certeza se as cores da sua marca ficarão desbotadas em papelão ondulado cru? 👉 Solicite sua Análise de Arte Gratuita ↗ — Acesso direto à minha mesa. Zero spam de vendas automatizado, prometo.
Como faço para obter embalagens personalizadas para o meu produto?
A busca por caixas personalizadas começa com a integração entre sua visão digital e as máquinas físicas na linha de produção.
Para obter embalagens personalizadas, é necessário enviar gabaritos estruturais precisos, definir especificações exatas de materiais e fornecer arte final pronta para impressão. A colaboração com um parceiro de fabricação especializado garante que esses ativos digitais sejam traduzidos corretamente em comandos físicos de roteamento CNC, evitando falhas mecânicas altamente dispendiosas durante a produção em massa.

Todo o processo de fornecimento entra em colapso se o seu arquivo de design não conseguir se comunicar com uma mesa de corte digital de 4,5 metros.
A lacuna de comunicação na pré-impressão (por que seus cortes de impressão falham)
A maioria dos compradores inicia o processo de aquisição pedindo a seus designers gráficos que criem um modelo visual em softwares padrão como o Illustrator. Eles desenham meticulosamente linhas pretas padronizadas para indicar exatamente onde a caixa deve ser cortada e dobrada. Eles presumem que, se a imagem estiver correta na tela, o equipamento automatizado da fábrica saberá exatamente o que fazer.
Mesmo equipes de compras experientes muitas vezes negligenciam a realidade mecânica do software de pré-impressão CNC (Controle Numérico Computadorizado). As mesas de corte automatizadas CAD (Desenho Auxiliado por Computador) não têm olhos; elas leem nomes de cores especiais vetoriais absolutaspara acionar ferramentas de metal específicas. Quando um arquivo usa preto padrão para linhas estruturais, o software RIP da máquina simplesmente mescla essas linhas à camada da arte.Já ouvi o zumbido frustrante da cabeça de corte passando sobre a placa, depositando tinta, mas sem conseguir acionar a lâmina de aço, resultando em uma folha impressa com contornos pretos visíveis, mas sem nenhum corte físico. Sempre atribua cores especiais absolutas — como 100% Magenta para "Corte" e 100% Ciano para "Vincar" — para manter os comandos das ferramentas perfeitamente isolados dos seus gráficos.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Utilizando preto CMYK para linhas de corte | Atribua a cor especial Magenta a 100%7 | Previne erros de corte da máquina |
| Agrupamento de camadas de arte e estrutura | Isolar estritamente os caminhos das ferramentas | Acelera a fase de amostragem |
| Envio de gráficos raster planos | Fornecer vetores em PDF/AI em camadas8 | Garante bordas perfeitamente limpas |
Diariamente, intercepto e corrijo cortes defeituosos. Ao criar perfis precisos para seus traços vetoriais, garanto que as lâminas de aço cortem com perfeição, mantendo sua arte impressa impecável e evitando semanas de comunicação frustrante.
🛠️ Mesa do Harvey: Suas linhas de corte estão escondidas na camada da arte, prontas para travar as máquinas de corte? 👉 Solicite uma verificação prévia ↗ — Baixe com segurança. Minha caixa de entrada está aberta caso tenha alguma dúvida depois.
Como as embalagens personalizadas aumentam o valor da marca?
A personalização premium transforma uma embarcação básica em um embaixador tangível da marca, sinalizando alta qualidade antes mesmo que o cliente veja o produto em seu interior.
A embalagem personalizada aumenta o valor da marca ao proporcionar consistentemente uma experiência de desembalagem requintada e tátil, que justifica automaticamente preços premium. Aprimoramentos estéticos estratégicos — como acabamentos personalizados, geometria estrutural precisa e texturas sensoriais — diferenciam o produto em prateleiras lotadas, elevando imediatamente a percepção do consumidor e impulsionando a fidelização à marca.
Mas adicionar elementos de luxo sem respeitar as leis da física do papelão ondulado é um caminho rápido para destruir a integridade estrutural da sua caixa.
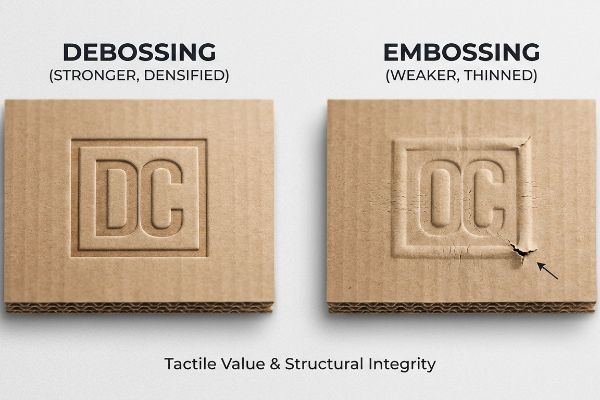
A Armadilha do Valor Tátil (Relevo vs. Baixo Relevo)
Marcas ansiosas por aumentar o valor percebido frequentemente exigem efeitos táteis 3D, assumindo que relevo e baixo-relevo são escolhas estéticas intercambiáveis. Elas instruem suas gráficas a elevar agressivamente o logotipo para fora em bandejas de varejo que suportam peso para criar uma sensação de alta qualidade. Essa decisão puramente visual ignora completamente os limites físicos das fibras de papelão bruto sob forte compressão9.
É uma armadilha comum que pega até mesmo gerentes de marca experientes em busca de um toque de luxo. O relevo externo verdadeiro estica agressivamente o revestimento de papel superior para criar uma saliência, afinando perigosamente as fibras. Sob a pesada pressão da carga de mercadorias empilhadas — às vezes ultrapassando 18,1 kg — essas fibras afinadas sofrem microfraturas. Já vi funcionários de lojas empilharem potes de vidro pesados em uma bandeja com relevo , apenas para ouvir o estalo sutil dos cantos rasgando quando o papelão enfraquecido cede. Para manter tanto a estética de luxo quanto a classificação 10 no teste de resistência à compressão de bordas TAPPI T811 , sempre recomendo inverter a ferramenta para um relevo interno, que densifica fisicamente as ranhuras internas em um bloco sólido, em vez de esgotar a elasticidade do revestimento.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Relevo externo nas zonas de carga | Utilize ferramentas de rebaixamento interno | Previne microfraturas na prancha11 |
| Tratar todas as texturas 3D de forma igualitária | Comprima as flautas para aumentar a densidade | Mantém a estrita resistência de 32ECT12 |
| Sacrificar a força em prol do luxo | Densificar em vez de esticar as fibras13 | Fixa cargas pesadas de produtos com segurança |
Recuso-me a deixar que melhorias estéticas comprometam a resistência ao transporte. Ao criar relevos estratégicos em vez de esticar o papel, ajudo as marcas a proporcionar aquele momento tátil de desembalagem, garantindo ao mesmo tempo que a embalagem resista ao rigoroso manuseio da cadeia de suprimentos.
🛠️ Harvey's Desk: Será que suas escolhas de textura 3D estão comprometendo a resistência das bordas da sua embalagem? 👉 Solicite sua Análise Estrutural ↗ — Sem formulários que geram ligações intermináveis de vendas. Apenas valor agregado.
Como personalizar caixas de embalagem?
A personalização exige mais do que simplesmente colar logotipos em um modelo plano; requer matemática estrutural precisa para garantir que as peças realmente se encaixem.
Para personalizar caixas de embalagem, as marcas precisam integrar tolerâncias de dobra precisas e compensação de espessura diretamente em seus moldes estruturais. Esse processo matemático leva em consideração a espessura física do material ondulado, garantindo que todas as abas de encaixe e ranhuras de dobra personalizadas se montem sem atrito durante operações de expedição de alta velocidade.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e o papelão começa a ocupar espaço físico.
Por que os moldes padrão falham na linha de produção?
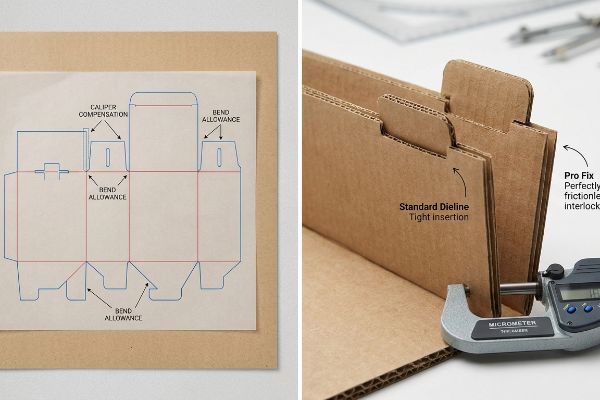
As equipes de compras geralmente aprovam matrizes de corte personalizadas projetadas estritamente em um ambiente 2D, presumindo que uma aba de encaixe desenhada com 20 mm (0,78 polegadas) de largura se encaixará perfeitamente em uma ranhura de 20 mm. Elas tratam o papelão ondulado grosso como se fosse papel completamente plano e sem peso. Essa negligência ignora completamente a espessura física do substrato quandodobrado.
Na minha fábrica, vejo rotineiramente essa suposição bidimensional causar atrito enorme na linha de embalagem. Quando um painel de 3 mm (0,11 polegadas) de espessura com perfil B se dobra em 90 graus, ele consome material fisicamente ao redor do raio externo da dobra. Se a ranhura de encaixe não for alargada matematicamente para compensar, a caixa ficará severamente curvada. Durante os testes de pré-produção, meço a resistência cinética resultante usando um micrômetro; forçar uma aba apertada em uma ranhura padrão faz com que as ondulações internas se comprimam e a chapa superior se deforme. Para resolver isso, extraio os dados exatos da tolerância de dobra e insiro um algoritmo rigoroso de Compensação de Calibre em nosso software estrutural, adicionando precisamente 1,5 mm (0,05 polegadas) de folga aos vetores de dobra específicos. Ao impor essa microtolerância, garanto que o tempo de montagem diminua em 25 segundos por unidade, reduzindo drasticamente os custos de mão de obra para a marca e garantindo uma apresentação perfeita no ponto de venda.
| Erro comum de iniciantes | A solução profissional | Benefício do piso de vendas |
|---|---|---|
| Projetando abas com dimensões em escala 1:1 | Aplique uma compensação de calibragem rigorosa15 | Elimina engarrafamentos na linha de montagem |
| Ignorando a espessura da dobra da placa | Aumente a largura das ranhuras de encaixe em 1,5 mm16 | Evita que o papelão fique com uma aparência deformada |
| Forçar peças apertadas com fita adesiva transparente | Abas de travamento sem atrito de engenharia | Reduz os custos de mão de obra em 25 centavos por unidade17 |
Para personalizar estruturas de encaixe, utilizo dados precisos de calibradores, não palpites. Ao calcular a tolerância de dobra exata antes do início do corte, projeto um processo de montagem sem atritos que protege seus resultados financeiros e o valor da sua marca.
🛠️ Mesa do Harvey: Não deixe que uma falha estrutural de 2 milímetros arruine o lançamento em 500 lojas. 👉 Envie-me seu arquivo de corte ↗ — Vou testar os cálculos antes que você desperdice seu orçamento com produção em massa.
Conclusão
Você pode se contentar com modelos 2D genéricos, mas quando a espessura não compensada da placa causa deformações severas nos painéis, isso atrasa sua linha de montagem em cerca de 25% e gera rejeições dispendiosas por parte dos varejistas. Esta é a ficha técnica exata que meus 10 principais clientes varejistas usam para garantir zero rejeições de impressão. Pare de adivinhar as tolerâncias de dobra rígidas e deixe-me testar pessoalmente seus arquivos sob condições extremas por meio da minha Auditoria Prévia de Corte e Vinco gratuita ↗ para detectar erros mecânicos fatais antes da produção em massa.
"Qual modelo de cores é usado no design impresso? – WeCustomBoxes", https://www.wecustomboxes.com/blog/which-color-model-is-used-in-the-printed-design/. [Uma fonte confiável sobre produção gráfica explica como a natureza porosa do papelão ondulado absorve a tinta e não possui a retroiluminação de um monitor, causando alterações de cor e perda de vivacidade]. Papel da evidência: explicação técnica; tipo de fonte: guia da indústria gráfica. Apoia: a afirmação de que as cores digitais não são reproduzidas perfeitamente em substratos de papelão ondulado. Nota sobre o escopo: Afeta principalmente o papelão ondulado kraft marrom não revestido ou reciclado .
"Diferença entre cores especiais e cores CMYK", https://www.deprintedbox.com/blog/spot-vs-process-color/. [Os padrões da indústria gráfica explicam que as cores especiais proporcionam cobertura sólida de tinta, evitando os padrões de pontos vistos na impressão em meio-tom CMYK em substratos absorventes como o testliner]. Papel da evidência: Verificação técnica; tipo de fonte: Manual da indústria gráfica. Fundamentos: Uso de PMS para eliminar a granulação do meio-tom. Nota de escopo: Aplica-se especificamente a substratos ondulados porosos. ↩
"Primer Preto vs. Primer Branco: Entendendo seus Melhores Usos | TikTok", https://www.tiktok.com/@lastpaintdrop_studio/video/7512825706972220694 . [Documentação científica de materiais demonstra que uma camada de primer branco impede a absorção de tinta em placas porosas, garantindo que as cores permaneçam saturadas e vibrantes, em vez de opacas]. Papel da evidência: Verificação técnica; tipo de fonte: Guia de preparação do substrato. Benefícios: Manutenção da vivacidade das cores da marca em placas não seladas. Observação : A eficácia pode variar dependendo da composição química específica da tinta utilizada.
"Efeitos da cor e da iluminação na impressão e identidade do varejo", https://www.sciencedirect.com/science/article/abs/pii/S0272494416300342?utm_source=chatgpt.com . [Estudos de merchandising visual e psicologia indicam que o uso de cores contrastantes aumenta a saliência visual, permitindo que os produtos sejam detectados mais rapidamente pelos compradores sob a iluminação do varejo]. Papel da evidência: Suporte empírico; tipo de fonte: Estudo de comportamento do consumidor. Fundamentos: Capacidade do contraste de capturar a atenção do comprador. Nota de escopo: Os resultados dependem da paleta de cores do ambiente da loja.
"Dominando o Corte a Plasma CNC: Tecnologia, Operação, …", https://www.youtube.com/watch?v=wtriVCfRIK0. [Um manual técnico da indústria para sistemas de corte digital explica como o software RIP traduz nomes de cores específicas em ações mecânicas da ferramenta]. Função da evidência: especificação técnica; tipo de fonte: manual técnico. Suporta: acionamento de ferramentas CNC. Observação sobre o escopo: os requisitos específicos de cores podem variar de acordo com o fabricante do software. ↩
"Por que devo mesclar camadas em arte digital?", https://www.youtube.com/watch?v=OQUOlu_9nG0. [Guias de pré-impressão para embalagens explicam como as cores não especiais são processadas como dados de impressão, em vez de como trajetórias de corte, pelo software RIP]. Função da evidência: especificação técnica; tipo de fonte: guia de pré-impressão. Suporte: razões para falha na linha de corte. Observação de escopo: Aplica-se a configurações RIP padrão. ↩
"Diretrizes Gráficas – DeLine Box and Display", https://www.delinebox.com/graphic-guidelines/. [Os padrões de pré-impressão da indústria especificam o uso de uma cor especial distinta, frequentemente magenta, para diferenciar os caminhos de corte da tinta de impressão CMYK e evitar erros de máquina]. Papel da evidência: especificação técnica; tipo de fonte: manual padrão da indústria. Suporta: a exigência de cortes em cores especiais. Observação: Embora o magenta seja comum, os requisitos específicos de cores podem variar de acordo com o fabricante .
"Raster vs. Vetor para Embalagens: Definição, Diferença e Usos", https://packhit.co.uk/packaging/printing/raster-vs-vector/. [A documentação técnica sobre produção gráfica confirma que os gráficos vetoriais mantêm a precisão matemática e a independência de resolução, garantindo bordas limpas para corte e vinco, ao contrário das imagens raster]. Papel da evidência: princípio técnico; tipo de fonte: guia de pré-impressão. Fundamentos: a necessidade de arquivos vetoriais para trajetórias de ferramentas. Nota de escopo: aplica-se especificamente às trajetórias estruturais da embalagem] .
"Embalagens de Papelão Ondulado com Design Inovador para…", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2026/01/BioRes_21_1_2229_Tworzydlo_PSMPGG_Corrugated_Packaging_Design_Durability_Transport_25399.pdf. Pesquisas em ciência dos materiais demonstram que o relevo interrompe a matriz interna de fibras do papelão, reduzindo significativamente sua resistência à compressão vertical (RCV). Papel da evidência: validação técnica; tipo de fonte: manual de engenharia de embalagens. Apoia: a afirmação de que os efeitos táteis podem comprometer a integridade estrutural em aplicações que suportam carga. Nota de escopo: Os efeitos variam de acordo com a gramatura do papelão e a profundidade do relevo .
"[PDF] Métodos de Teste de Compressão Lateral Mais Rápidos", https://www.fpl.fs.usda.gov/documnts/pdf1993/urban93a.pdf . [Uma fonte confiável em engenharia de embalagens validaria como o Teste de Compressão Lateral (ECT) mede a resistência à compressão vertical e como o rebaixamento impede o afinamento da fibra associado ao relevo , mantendo essa classificação]. Papel da evidência: validação técnica; tipo de fonte: norma da indústria. Apoia: a alegação de que o rebaixamento preserva a integridade estrutural. Nota de escopo: Aplica-se especificamente a materiais de papelão ondulado.
"Investigando o Efeito das Perfurações na Capacidade de Carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [Uma fonte de ciência dos materiais explicaria como o relevo externo estica as fibras até o ponto de ruptura, enquanto o rebaixo evita essas microfraturas estruturais]. Papel da evidência: Verificação técnica; tipo de fonte: Periódico de ciência dos materiais. Fundamentos: A vantagem estrutural do rebaixo interno em zonas de carga. Nota de escopo : Aplica-se especificamente a papelão ondulado ou de alta gramatura.
"Estimativa da resistência à compressão de caixas de papelão ondulado para um…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Normas técnicas de embalagem verificariam que a manutenção da densidade das ondulações por meio da compressão é essencial para atingir uma classificação de 32 no Teste de Compressão de Borda (ECT)]. Papel da evidência: Validação métrica; tipo de fonte: Norma da indústria (por exemplo, TAPPI). Apoio: A correlação entre a compressão das ondulações e a resistência no ECT. Nota de escopo: O ECT mede a resistência ao empilhamento de caixas de papelão ondulado .
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Dados de engenharia estrutural sobre fibras de celulose demonstrariam que o aumento da densidade das fibras melhora a capacidade de carga em comparação com o estiramento das fibras]. Papel da evidência: Verificação técnica; tipo de fonte: Manual de engenharia de papel. Apoia: A afirmação de que a densificação garante a segurança de cargas pesadas do produto. Nota de escopo: Concentra-se nas propriedades mecânicas do substrato .
"Influência das linhas de vinco analógicas e digitais nas propriedades mecânicas… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Guias de engenharia da indústria explicam como a espessura do substrato (calibre) cria deslocamento de material durante a dobra, exigindo ajustes dimensionais para peças de encaixe]. Papel da evidência: validação técnica; tipo de fonte: manual de projeto de embalagens. Fundamentos: a falha das proporções de medição 1:1 em papelão ondulado. Nota de escopo: Específico para substratos de paredes espessas. ↩
"O que é um Dieline em Embalagens e Impressão? – PopDisplay", https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Os padrões da indústria para a criação de dielines definem a compensação de espessura como o ajuste necessário das linhas de dobra para levar em conta a espessura do material. Papel da evidência: definição de processo técnico; tipo de fonte: padrão da indústria de embalagens. Suporte: precisão no encaixe das peças. Observação sobre o escopo: Crítico para papelão ondulado e papelão de gramatura alta. ↩
"O Guia Definitivo para Caixas de Papelão Ondulado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. Os guias técnicos para projeto de embalagens estruturais fornecem medidas de tolerância específicas para o alargamento da ranhura, a fim de evitar o arqueamento do material com base na espessura do papelão. Função da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suportes: prevenção de deformação estrutural. Observação: a medida específica pode variar dependendo da qualidade do papelão .
"Fita adesiva ou adesivo termofusível para selar caixas de papelão? – Graco Inc.", https://www.graco.com/us/en/in-plant-manufacturing/solutions/articles/packaging-tape-vs-adhesive.html . Estudos de engenharia industrial quantificam a redução no tempo de montagem ao substituir fechos adesivos por mecanismos de travamento de engenharia de precisão. Papel da evidência: métrica quantitativa; tipo de fonte: estudo de eficiência industrial. Fundamentos: alegações de redução de custos de mão de obra. Nota de escopo: Baseado em benchmarks de linhas de montagem de alto volume.



