Está com dificuldades para elaborar o orçamento de suas campanhas de marketing para o varejo? Preços imprevisíveis e taxas ocultas frequentemente comprometem os orçamentos, deixando as marcas em apuros para justificar a fatura final.
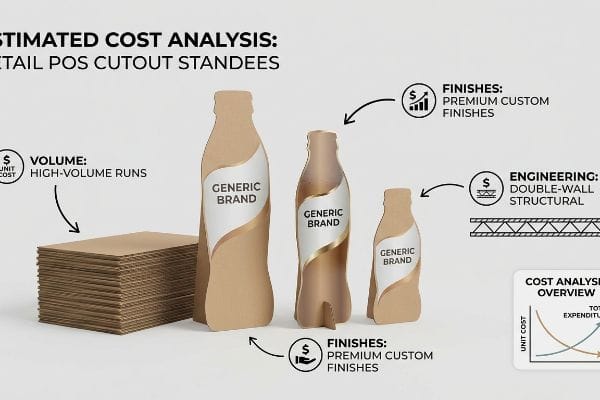
Uma análise de custos estimados para displays de ponto de venda (PDV) revela preços que variam bastante dependendo da escala, do substrato e do volume de produção. Grandes volumes de produção reduzem drasticamente os custos unitários, enquanto acabamentos personalizados de alta qualidade, engenharia estrutural de parede dupla e demandas de frete expresso influenciarão significativamente o custo final de fabricação.

Mas conhecer o modelo teórico de precificação não basta quando as máquinas começam a funcionar e as realidades estruturais atingem o chão de fábrica.
Quanto custa fazer um recorte?
Determinar com precisão o resultado financeiro de uma empresa de embalagem de papelão ondulado exige ir além do preço da matéria-prima e analisar o processo físico de montagem.
A produção de um recorte de papelão padrão geralmente custa uma fração do custo de estruturas metálicas permanentes, dependendo muito da complexidade do corte e do método de impressão. Descontos por volume influenciam bastante os preços, com tiragens de litografia em larga escala reduzindo significativamente os custos unitários individuais em comparação com impressões digitais planas de tiragem curta.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e os tempos de trabalho disparam.
Por que recortes superdimensionados destroem orçamentos de produção
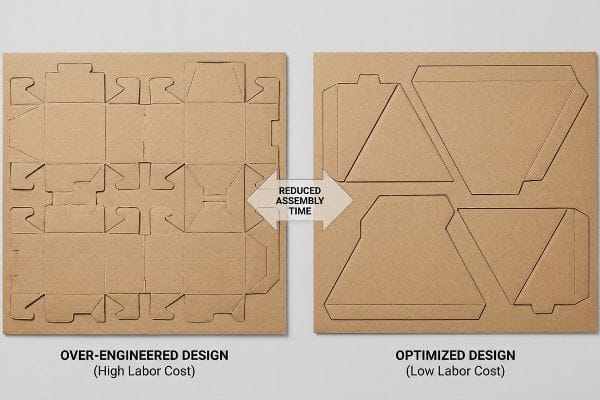
Mesmo equipes de compras experientes muitas vezes ignoram o ponto cego da mão de obra oculta ao calcular o preço de uma campanha. Elas presumem que a fatura final é determinada puramente pela metragem quadrada do papelão ondulado e pelo volume de tinta CMYK (ciano, magenta, amarelo e preto) utilizada. Na realidade, um corte complexo, repleto de abas de encaixe desnecessárias e suportes de várias peças¹, gera um enorme dreno financeiro durante a etapa final de embalagem.
Isso não é só teoria — eu lido com isso na prática. No último trimestre, uma agência me enviou um arquivo para um display de personagem independente com uma base complexa de doze peças, projetada para suportar grande fluxo de pessoas. Inicialmente, presumi que o material padrão de teste 32ECT (Edge Crush Test)2 aguentaria. Estava completamente enganado. A base quebrou com 50,8 kg (112 lbs) na mesa vibratória porque as dobras complexas enfraqueceram a estrutura de compressão geral. Fiz as medições com o micrômetro e comprovei que não precisava de clipes de plástico caros nem de uma dúzia de travas de papel. Recorri ao nosso protocolo de "Simplificação Inteligente", alterando fundamentalmente a geometria CAD (Desenho Auxiliado por Computador) para uma espinha dorsal triangular unificada e autotravante, com uma tolerância de dobra 0,5 mm menor. Esse ajuste preciso eliminou cinco pontos de atrito desnecessários. Ao impor essa tolerância geométrica mínima, garanti que o tempo de montagem da embalagem conjunta diminuísse em cerca de 40 segundos por unidade, eliminando grandes gargalos de mão de obra e economizando ao cliente custos significativos de logística na produção padrão.
| Ação de Engenharia | Tolerância Física | Retorno sobre o investimento financeiro/de conformidade |
|---|---|---|
| Consolidar a linha de corte base | Eliminadas 5 abas de encaixe | Reduz drasticamente a mão de obra de montagem3 |
| Aperte a margem de dobra | folga da ranhura de 0,5 mm4 | Acelera as linhas de co-embalagem |
| Unificar a coluna vertebral de suporte de carga | Geometria triangular aplicada5 | Elimina os custos dos clipes de plástico |
Recuso-me a deixar que projetos superdimensionados consumam seu orçamento de marketing na linha de montagem. Ao eliminar componentes desnecessários e priorizar tolerâncias geométricas precisas, reduzo seus custos ocultos de logística antes mesmo do início da produção.
🛠️ Harvey's Desk: Será que seus gabaritos de corte atuais estão aumentando secretamente seus custos de mão de obra de co-embalagem com dobras desnecessárias e clipes de plástico? 👉 Solicite uma auditoria da sua lista de materiais estruturais ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Quanto custa um recorte de papelão de uma pessoa?
Dimensionar um expositor de acordo com a altura de um consumidor médio introduz enormes forças de alavancagem mecânica que ditam exatamente qual tipo de papelão deve ser adquirido.
Uma figura humana recortada em papelão exige um reforço estrutural significativo, o que impacta consideravelmente seu custo total. Como as dimensões em tamanho real funcionam como uma vela, capturando o ar e curvando-se sob o próprio peso, os fabricantes precisam calcular o volume físico de substratos resistentes e suportes estabilizadores para determinar o preço final.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e a gravidade ataca o painel traseiro.
A farsa do papel kraft virgem versus o papel reciclado Testliner
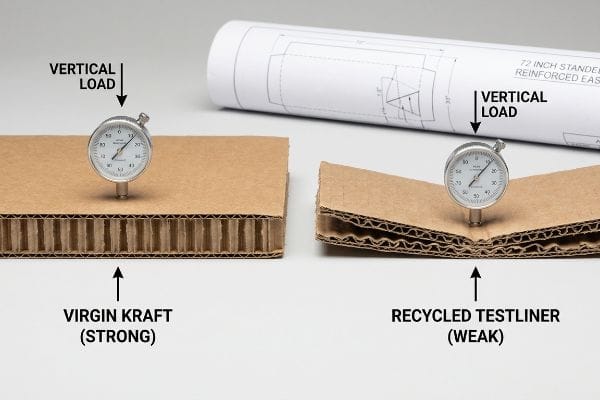
É uma armadilha comum que pega até mesmo equipes de compras experientes: aceitar uma cotação extremamente baixa para um display de caracteres de 72 polegadas (182,8 cm) de altura com base em especificações genéricas de materiais. Empresas comerciais frequentemente substituem fibras virgens de kraft de alta resistência por testliner6 , sem alterar o protótipo visual. Elas presumem que a integridade estrutural aumentará magicamente só porque a arte impressa parece de alta qualidade no monitor.
Isso não é apenas teoria — eu lido com isso na prática. Recentemente, fiz um orçamento para um expositor de tamanho real para o varejo, e o cliente reclamou que meu preço era um pouco mais alto que o de um concorrente. Eles me enviaram a amostra do concorrente e, no momento em que dobrei a placa, senti a resistência inconfundível e esponjosa do testliner altamente reciclado, em vez da rigidez do kraft virgem de fibra longa. Durante nossa simulação interna de queda ISTA (International Safe Transit Association) 3A, aquela placa mais barata dobrou ao meio, quebrando o cavalete principal exatamente a 469,9 mm (18,5 polegadas) da base. Para resolver o problema com o protótipo, implementei uma atualização rigorosa do material. Removi o núcleo reciclado e alinhei matematicamente uma espinha dorsal de kraft virgem puro, ajustando a viscosidade da cola PVA (acetato de polivinila) à base de água para evitar que a enorme área da superfície se deformasse como uma batata frita sob a umidade da fábrica. Ao ancorar a estrutura com essas fibras virgens densas, eliminei o risco de flambagem na região central, eliminando completamente a ameaça de rejeições dispendiosas no varejo e substituindo a fragilidade e o inchaço por uma inegável resistência ao transporte de carga.
| Ajuste de Material | Resultado estrutural | Retorno sobre o investimento financeiro/de conformidade |
|---|---|---|
| Especifique kraft virgem7 | Previne a deformação da coluna vertebral na região média | Elimina estornos por danos causados pelo varejista |
| Otimizar a viscosidade do PVA8 | Impede a deformação por umidade em tábuas planas | Protege o alinhamento gráfico de alta qualidade |
| Geometria do cavalete de ancoragem | Equilibra carga vertical de 72 polegadas9 | Prolonga o ciclo de vida útil do piso ativo |
Eu jamais irei comprometer secretamente a qualidade das fibras do seu equipamento apenas para vencer uma corrida pelo menor preço. A utilização da composição química estrutural correta garante que seus produtos em tamanho real resistam ao ambiente hostil do varejo.
🛠️ Mesa do Harvey: Você sabe a proporção exata de fibra reciclada para fibra virgem que seu fornecedor atual usa em seus displays de 72 polegadas? 👉 Solicite um Teste de Resistência do Material ↗ — 100% confidencial. Seus designs de varejo ainda não lançados estão seguros comigo.
Como se chamam os recortes de papelão em tamanho real?
Estabelecer um vocabulário comum entre o departamento de marketing e a linha de produção evita mal-entendidos catastróficos no projeto antes mesmo do início do corte.
Na indústria de embalagens, os recortes de papelão em tamanho real são universalmente classificados como FSDUs (Unidades de Exibição de Chão) ou displays de chão. Esses expositores verticais de grande escala exigem engenharia precisa para se manterem em pé livremente em corredores de grande circulação, frequentemente utilizando cavaletes dobráveis ou estruturas de base com peso para atender aos rigorosos padrões de acessibilidade do varejo, conforme a Lei de Acessibilidade para Pessoas com Deficiência (ADA).

Mas conhecer a teoria não basta quando as máquinas começam a funcionar e a direção da flauta compromete toda a construção.
O colapso horizontal dos grãos em FSDUs
Muitos designers gráficos tratam um expositor de papelão ondulado como uma tela em branco gigante, ignorando completamente o alinhamento microscópico das fibras do papel sob a tinta. Eles presumem que, contanto que a arte visual caiba na matriz de corte, a fábrica pode simplesmente encaixar as formas na placa na orientação que economizar mais material. Esse mito de maximizar a eficiência de desperdício cria uma vulnerabilidade fatal quando as ondulações internas do papelão ondulado correm horizontalmente ao longo de uma estrutura alta eindependente.
Isso não é apenas teoria — aprendi isso da maneira mais difícil, no meu próprio setor. Em 2021, pedi ao meu engenheiro-chefe de embalagens, Mark, para encaixar um enorme expositor de 1,80 m em nossas chapas padrão de papelão ondulado tipo B para maximizar o aproveitamento do corte. Pensamos que poderíamos economizar tempo e material girando a matriz horizontalmente. Três dias depois, na câmara climática, ouvi o estalo horrível do papelão ondulado tipo B se deformando e vi toda a seção central dobrar sob o próprio peso. A pressão de corte da nossa máquina rotativa já havia danificado as ondulações alinhadas horizontalmente, destruindo sua resistência natural ao Teste de Compressão de Caixa (BCT)¹¹. Corri imediatamente para a mesa de corte digital Kongsberg série C e executei uma mudança de ferramenta e calibração. Forcei a linha de corte a seguir rigorosamente a orientação vertical das fibras e reduzi fisicamente a pressão da roda de vinco em 3,8 mm para evitar o esmagamento das fibras durante a dobra. Esse realinhamento vertical não apenas impediu a flacidez da seção central; Isso aumentou drasticamente a capacidade de carga vertical geral, evitando uma taxa de falhas estimada em 30% em zonas de varejo de alta umidade (zonas12) e economizando ao cliente custos enormes de frete de substituição.
| Calibração de ferramentas | Resultado físico | Retorno sobre o investimento financeiro/de conformidade |
|---|---|---|
| Impor grãos verticais | Maximiza a compressão interna da flauta13 | Reduz drasticamente os custos de envio de substituição |
| Reduza a pressão das dobras | Previne microfraturas nas fibras14 | Aumenta a produtividade das máquinas |
| Ajuste a profundidade de corte | Mantém o núcleo da flauta em Si intacto15 | Impede o colapso do clima úmido |
Aprendi desde cedo que forçar a eficiência dos materiais em detrimento das leis da física é uma estratégia insensata. Alinhar corretamente a estrutura é a única maneira de garantir que suas campanhas de grande formato permaneçam de pé.
🛠️ Mesa do Harvey: Sua fábrica atual está rotacionando as linhas de corte da sua unidade de impressão horizontalmente só para economizar alguns centavos em sobras de papelão? 👉 Solicite uma Análise 3D da Direção das Canelas ↗ — Sem gerentes de contas no meio. Você fala diretamente com engenheiros estruturais.
É possível encomendar recortes de papelão personalizados?
Personalizar a identidade visual de uma campanha de marca exige a tradução de ilustrações digitais estáticas em objetos físicos tridimensionais complexos, que devem resistir a cadeias de suprimentos rigorosas.
Sim. Encomendar recortes de papelão personalizados envolve o envio de moldes sob medida que as fábricas utilizam para produzir formatos promocionais exclusivos. Os compradores definem os contornos específicos, os gráficos de alta resolução e a estrutura básica, transformando placas planas padrão em peças de marketing altamente personalizadas e específicas para cada marca, projetadas para causar impacto visual imediato.
Mas conhecer a teoria não basta quando as máquinas começam a funcionar e os arquivos de projeto digital entram em conflito com a espessura física da placa.
A armadilha de deslocamento da linha de corte da compensação do paquímetro
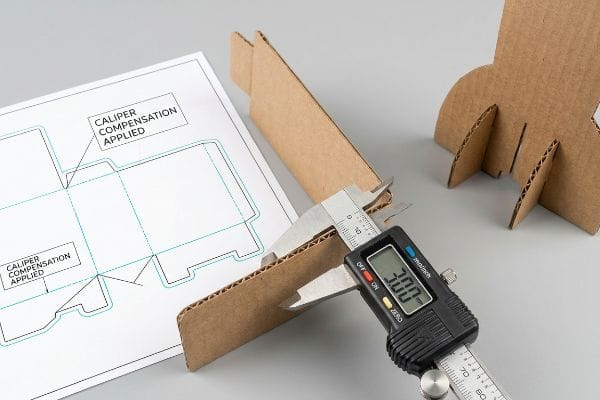
Até mesmo equipes gráficas experientes caem na armadilha de projetar abas de encaixe 2D personalizadas com a mesma largura exata da ranhura de recebimento. Elas tratam arquivos digitais de ilustração como pixels sem peso, esquecendo que o papelão ondulado físico possui uma espessura mensurável. Quando um contorno personalizado complexo é dobrado em 90 graus, o papel ocupa espaço físico, fazendo com que as ranhuras, mesmo que perfeitamente desenhadas, fiquem estreitas demais na produção final.
Isso não é apenas teoria — lido com isso constantemente na linha de testes. Um importante cliente da área de entretenimento me enviou recentemente um arquivo plano para um recorte personalizado de um personagem com uma base modular complexa que se rasgava repetidamente durante a montagem de embalagem por meio de logística terceirizada (3PL). Arranquei a folha superior do protótipo danificado e senti a forte tensão de fixação onde a placa de 3 mm de espessura com perfil em C¹⁶tentava desesperadamente se encaixar em uma ranhura com tolerância zero. A base quebrou com 85 kg (187,5 lbs) sob carga estática porque a montagem forçada já havia esmagado a placa ao redor. Executei uma análise precisa da cadeia de suprimentos e das tolerâncias dentro do ArtiosCAD. Obtive as leituras do micrômetro e comprovei que não precisava de suportes de reforço caros — bastava aplicar nossos algoritmos automatizados de compensação de paquímetro¹⁷,adicionando tolerâncias específicas de dobra a cada linha de dobra. Ao ampliar matematicamente as ranhuras para levar em conta o raio externo exato de 3 mm da dobra, garanti que o tempo de montagem da embalagem conjunta fosse reduzido em cerca de 25%, economizando aos clientes enormes custos de mão de obra e eliminando completamente o desperdício de material.
| Ajuste de tolerância | Resultado físico | Retorno sobre o investimento financeiro/de conformidade |
|---|---|---|
| Aplicar compensação de paquímetro18 | Alarga as ranhuras para acomodar a espessura da tábua | Elimina o desperdício de material rasgado |
| Calcular a tolerância de curvatura19 | Libera a tensão em dobras de 90 graus | Reduz as taxas de montagem de terceiros |
| Alinhar geometrias CAD | Cria juntas de encaixe sem atrito | Acelera os prazos de entrega |
Elimino as suposições da arte digital 2D compensando matematicamente cada milímetro da espessura física da placa. Garantir que suas formas personalizadas se encaixem perfeitamente na primeira tentativa é como protejo seus prazos de lançamento.
🛠️ Harvey's Desk: Seus encaixes de exibição personalizados estão rasgando durante a montagem porque seu designer esqueceu de calcular a tolerância de dobra do papelão ondulado? 👉 Obtenha uma otimização de linha de corte gratuita ↗ — Analiso pessoalmente cada arquivo estrutural em até 24 horas.
Conclusão
Você pode escolher um fornecedor mais barato, mas quando o material reciclado de teste cede sob um recorte em tamanho real, atrasando a linha de montagem em cerca de 30%, você elimina completamente a margem de lucro do projeto. Só no mês passado, minha auditoria estrutural ajudou 3 marcas a evitar mais de US$ 10.000 em descarte de estoque e estornos de varejistas. Pare de desperdiçar seu orçamento de marketing com displays instáveis e deixe-me projetar pessoalmente o lançamento do seu próximo display personalizado ↗ para garantir máxima confiabilidade estrutural e retorno financeiro.
"O que é uma linha de corte em embalagens e impressão? – PopDisplay", https://popdisplay.me/what-is-a-dieline-in-packaging-print/. [As diretrizes de fabricação para displays de ponto de venda demonstram como os requisitos complexos de montagem aumentam as horas de trabalho e o custo por unidade durante a etapa de co-embalagem]. Papel da evidência: Validação técnica; tipo de fonte: Guia de fabricação industrial. Apoio: A relação entre a complexidade do design e os custos de mão de obra na produção. Nota de escopo: Refere-se especificamente a dispositivos de papelão ondulado montados manualmente. ↩
"Entendendo a Resistência das Caixas de Envio – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopXFbwbliSL3qpvj2JlXth6smse4RnRi5NRmHv2tZ0GkaCVjacA. [Um manual técnico de embalagens de papelão ondulado especificaria a capacidade de carga e as aplicações industriais do material 32 ECT]. Papel da evidência: especificação técnica; tipo de fonte: norma da indústria. Suportes: seleção de materiais para displays autoportantes. Observação sobre o escopo: as métricas de desempenho variam de acordo com a qualidade do papelão e o tipo de ondulação. ↩
"Como reduzir custos operacionais com embalagens – Smurfit Westrock", https://www.smurfitwestrock.com/blog/how-to-reduce-operational-costs-with-packaging. Dados de produção indicam uma correlação direta entre o número de encaixes manuais e o tempo total de mão de obra necessário para a montagem da unidade. Função da evidência: métrica de desempenho; tipo de fonte: estudo de caso de engenharia industrial. Fundamentos: ROI da consolidação da linha de corte. Observação: o efeito é mais pronunciado na produção em alto volume .
"Tolerâncias RSC para Montadores e Empacotadores de Caixas – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. As especificações técnicas para embalagens de papelão ondulado definem as tolerâncias precisas necessárias para as folgas entre as ranhuras, a fim de manter o encaixe estrutural e a velocidade de montagem. Papel da evidência: especificação técnica; tipo de fonte: manual de engenharia. Suporte: otimização das tolerâncias de dobra. Nota de escopo: podem existir variações com base na espessura do papelão. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Os princípios da engenharia estrutural comprovam que as formas triangulares distribuem a carga de forma mais eficiente do que as formas retangulares em materiais de papelão ondulado leves. Papel da evidência: princípio de engenharia; tipo de fonte: referência de física estrutural. Benefícios: eliminação dos custos com clipes plásticos. Nota de escopo: específico para reforços verticais.
"Papel Kraft vs. Testliner: Resistência, Custo e Sustentabilidade – LinkedIn", https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57. [As normas da indústria para embalagens de papelão ondulado devem confirmar que as fibras virgens de kraft proporcionam resistência à tração e rigidez significativamente maiores do que os testliners reciclados de fibras curtas]. Papel da evidência: verificação técnica; tipo de fonte: especificação de fabricação. Apoia: a alegação relativa à substituição de materiais e à integridade estrutural. Nota de escopo: Focado na capacidade de suporte de carga de substratos de papelão .
"O que é papel kraft e por que é uma escolha popular para embalagens…", https://popdisplay.me/what-is-kraft-paper-and-why-is-it-a-popular-packaging-choice/. [Especificações técnicas sobre o maior comprimento da fibra e a maior resistência à tração do papel kraft virgem em comparação com o papelão reciclado explicam sua resistência superior à flambagem na região central de displays verticais]. Papel da evidência: Validação técnica; tipo de fonte: Manual de ciência dos materiais. Fundamentos: Escolha do material para integridade estrutural. Nota de escopo: Aplicável especificamente a displays verticais de tamanho real. ↩
"Maneiras de evitar o empenamento de produtos de papel na construção de terrenos", https://www.youtube.com/watch?v=oZd5Vp15MGA. [Pesquisa sobre reologia de adesivos demonstra como o controle dos níveis de viscosidade do PVA minimiza a penetração de umidade e o consequente empenamento em substratos ondulados]. Papel da evidência: Validação do processo; tipo de fonte: Artigo técnico industrial sobre adesivos. Apoia: Otimização da fabricação para evitar deformações. Nota de escopo: Limitado a adesivos de acetato de polivinila à base de água .
"Como Reforçar um Suporte de Papelão para Expositores – Notícias – WOW…", https://www.cardboard-display-stand.com/news/how-to-reinforce-a-cardboard-display-stand-85489648.html. [Princípios de engenharia mecânica relativos ao centro de gravidade e às proporções entre base e altura comprovam como geometrias específicas de cavaletes compensam as cargas verticais em expositores de 1,80 m]. Papel da evidência: Validação mecânica; tipo de fonte: Guia de engenharia estrutural. Suportes: Estabilidade de expositores altos de papelão. Nota de escopo: Assume condições ambientais internas padrão .
"Uma Análise da Estrutura do Papelão Ondulado – Shanghai DE Printed Box", https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/. [Um manual técnico de engenharia de embalagens explicaria que as ondulações verticais proporcionam resistência à compressão essencial, enquanto as ondulações horizontais levam à flambagem estrutural em unidades altas]. Papel da evidência: verificação técnica; tipo de fonte: guia de engenharia da indústria. Argumenta: que a orientação horizontal das ondulações cria uma vulnerabilidade estrutural. Nota de escopo: aplica-se a estruturas de papelão com suporte de carga vertical. ↩
"Estimativa da resistência à compressão de caixas de papelão ondulado para uma …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [As especificações técnicas para papelão ondulado estabelecem que a resistência ao Teste de Compressão de Caixa (BCT) é maximizada quando as ondulações estão orientadas verticalmente em relação à carga]. Papel da evidência: verificação técnica; tipo de fonte: norma de engenharia de embalagens. Fundamenta: A alegação de que a orientação horizontal das fibras compromete a integridade estrutural. Nota de escopo: Específico para aplicações de suporte de carga vertical. ↩
"[PDF] Efeitos do teor de umidade na resistência à compressão de caixas: FBA BCT …", https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Dados de ciência dos materiais indicam que a alta umidade relativa reduz significativamente a rigidez e a resistência à compressão do papelão ondulado, aumentando a probabilidade de colapso estrutural]. Papel da evidência: validação factual; tipo de fonte: estudo de ciência dos materiais. Apoia: a afirmação de que a umidade exacerba as falhas em papelão mal orientado. Nota de escopo: as taxas de falha variam de acordo com a qualidade do papelão e os níveis de umidade .
"[PDF] efeito da taxa de carregamento na compressão lateral", https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. [Um manual técnico sobre embalagens de papelão ondulado explicaria como o alinhamento vertical das fibras otimiza a resistência à compressão axial das ondulações internas]. Papel da evidência: verificação técnica; tipo de fonte: manual de engenharia. Fundamentos: relação entre a direção das fibras e a resistência estrutural. Nota de escopo: Específico para papelão ondulado. ↩
"[PDF] DOBRAS E VINCOS – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Pesquisas em ciência dos materiais sobre papelão demonstrariam que a pressão excessiva de vinco causa fraturas microscópicas nas fibras de celulose, enfraquecendo a dobra estrutural]. Papel da evidência: prova em ciência dos materiais; tipo de fonte: periódico revisado por pares. Argumentos: impacto da pressão de ferramentas na integridade da fibra. Nota de escopo: Foca nas propriedades mecânicas do papel. ↩
"O que é corte e vinco em embalagens? Um guia para caixas cortadas e vinco", https://gentlever.com/die-cutting-in-packaging/. [As normas da indústria de embalagens para corte e vinco definem a profundidade precisa necessária para cortar os revestimentos sem comprometer a integridade do papelão ondulado tipo B]. Papel da evidência: especificação técnica; tipo de fonte: guia de normas da indústria. Suporte: profundidade ideal de corte e vinco para papelão ondulado tipo B. Nota de escopo: Limitado às especificações de papelão ondulado tipo B. ↩
"Papelão Ondulado e Tipos de Materiais – Onda – Estratégias de Embalagem", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Normas da indústria para materiais de papelão ondulado definem a espessura nominal e as especificações de perfil para papelão ondulado tipo C]. Função da evidência: Verificação de especificação; tipo de fonte: norma técnica. Suporte: A alegação referente às dimensões físicas do material utilizado. Nota de escopo: A espessura pode variar ligeiramente de acordo com o fabricante. ↩
"Design de embalagens com software CAD: um guia passo a passo – Esko", https://www.esko.com/en/blog/packaging-design-with-cad-software. [A documentação técnica de softwares de embalagem como o ArtiosCAD verificaria a função de compensação automática de espessura para ajuste de linhas de corte com base na espessura da placa]. Função da evidência: Validação técnica; tipo de fonte: documentação do software. Suporta: O uso de algoritmos para evitar travamentos de material durante a montagem. Nota de escopo: Aplica-se a softwares profissionais de projeto estrutural .
"Guia de Modelos de Caixa: Como Projetar Cortes Precisos para Embalagens", https://gentlever.com/what-is-box-template-and-how-to-design/. [As normas da indústria de embalagens explicam como o ajuste da espessura do material garante que as ranhuras sejam largas o suficiente para acomodar a espessura do papelão e evitar falhas no material]. Função da evidência: verificação técnica; tipo de fonte: manual de engenharia; Fundamentos: a relação entre a compensação da espessura e o desperdício de material. Nota de escopo: aplica-se especificamente a papelão ondulado e de alta gramatura. ↩
"Construções em Papelão: Cálculo da Tolerância de Dobra 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [Guias técnicos sobre dobra de materiais em folha descrevem como o cálculo da tolerância de dobra evita a tensão e a deformação do material em ângulos de 90 graus]. Papel da evidência: verificação técnica; tipo de fonte: guia de engenharia; Fundamentos: o benefício mecânico da tolerância de dobra na montagem. Nota de escopo: foco na física da dobra em ângulo reto. ↩



