Votre excellent produit se perd dans la masse des rayons des magasins. Si votre emballage ne se démarque pas immédiatement, vous perdez activement des ventes impulsives au profit de concurrents plus réactifs.
Les produits adaptés aux présentoirs PDQ comprennent les biens de consommation courante, les cosmétiques, les petits appareils électroniques et les en-cas emballés. Ces articles légers et à fort volume bénéficient des présentoirs Pretty Darn Quick (PDQ) car ils maximisent les achats impulsifs, garantissent un réapprovisionnement rapide des rayons et assurent une visibilité optimale dans les zones de caisse à fort passage.

Mais identifier le bon produit n'est que la première étape ; concevoir un plateau physique capable de résister à l'environnement du commerce de détail exige de la précision.
Qu'est-ce qu'un produit PDQ ?
La sélection des articles pour les plateaux prêts à la vente nécessite de comprendre les limites physiques du merchandising.
Un produit PDQ est un article de vente au détail conçu pour s'insérer dans un plateau en carton ondulé à haute visibilité, prêt à être présenté en rayon. Ces articles, généralement des produits de grande consommation, sont destinés à l'achat impulsif et doivent s'aligner parfaitement avec le rebord de maintien du présentoir afin que les consommateurs puissent identifier immédiatement la marque.

Cela paraît simple, mais placer un objet physique dans un plateau en carton déclenche souvent des conflits de conception inattendus.
La règle de visibilité de la « hauteur des lèvres » pour les articles de détail
Les responsables marketing sélectionnent souvent leurs articles phares pour une nouvelle campagne de merchandising et demandent aux graphistes de concevoir un présentoir autour de ces produits. La méthode classique consiste à créer un panneau avant profond et très protecteur¹afin d'éviter que les articles ne se renversent pendant les heures de pointe.
Cette approche classique se révèle souvent contre-productive lorsqu'une marque tente de placer des bouteilles hautes et lourdes dans un présentoir standard. Le concepteur compense en relevant le rebord avant en carton, masquant ainsi complètement l'étiquette principale aux yeux des clients. Il est frustrant de voir les consommateurs passer devant un produit haut de gamme simplement parce qu'ils ne voient qu'un bouchon banal. Pour remédier à cela, les stratégies de vente au détail performantes appliquent une règle stricte : « Le produit d'abord ». Le rebord avant doit être conçu de manière à garantir qu'au moins 85 % de l'emballage principal reste visible².Un rebord incurvé vers le bas maintient la base tout en exposant la marque, évitant ainsi une chute drastique des ventes en rayon.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Cacher les étiquettes derrière de hauts murs de soutènement | Lèvre avant incurvée découpée à l'emporte-pièce | Garantit une visibilité des produits de 85 %3 |
| Utilisation de grilles de produits plates et symétriques | Mettre en œuvre des séparateurs d'UGS modulaires4 | Crée une tension visuelle favorisant les achats impulsifs |
| S'appuyant sur des bases d'emballage souples | Verrouiller les éléments inférieurs dans des fentes rigides5 | Empêche le basculement des produits sur les étagères |
Ne jamais lancer l'impression d'un fichier de structure sans avoir vérifié physiquement le dégagement de l'étiquette. Un joli plateau est totalement inutile s'il masque l'article que vous essayez de vendre.
🛠️ Le bureau d'Harvey : Vous vous demandez si le design de votre plateau masque bien votre étiquette principale ? 👉 Envoyez-moi votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Que signifie PDQ pour Walmart ?
Les grandes enseignes de distribution gèrent des écosystèmes strictement contrôlés où de petites erreurs d'emballage entraînent d'énormes goulots d'étranglement.
Pour Walmart, PDQ signifie le strict respect des directives de mise en rayon rapide et un suivi logistique précis. Le distributeur exige que les présentoirs Pretty Darn Quick soient livrés prêts à la vente, sans aucun outil pour le montage, et qu'ils comportent des codes-barres UCC-128 correctement positionnés afin d'éviter les blocages des convoyeurs de tri automatisés dans ses vastes centres de distribution.

Obtenir une commande auprès d'un grand détaillant est une victoire importante, mais c'est au niveau de leurs protocoles de réception que le véritable défi commence.
Éviter le piège du reconditionnement des codes-barres UCC-128
Lors de la préparation des expéditions pour les grandes surfaces, les équipes de conception privilégient naturellement les graphismes extérieurs colorés des plateaux de présentation. Elles considèrent les étiquettes de suivi logistique obligatoirescomme une simple formalité, les apposant souvent à la hâte près des bords ou des plis du carton principal, dans le seul but d'expédier les produits au plus vite.
Les géants de la distribution comme Walmart rejettent d'emblée ces présentations désordonnées, car les tolérances de lecture dans leurs centres de distribution sont extrêmement strictes. Un code-barres UCC-128 trop proche d'un pli verticalprovoque immédiatement des erreurs de lecture. Le carton épais se déforme dans les angles, en altérant les lignes du code-barres imprimé. Lorsqu'une étiquette déformée arrive devant un lecteur optique, elle est illisible, ce qui retarde la mise en rayon et entraîne des amendes pour non-conformité.Pour éviter cela, il est essentiel de fixer toutes les étiquettes logistiques à l'écart des plis. Ce simple ajustement de présentation garantit une réception fluide et un acheminement direct de vos produits vers la surface de vente.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Placement des codes-barres sur les lignes de pliage structurelles | Instaurer une zone d'exclusion de 1,5 pouce9 | Garantit un succès à 100 % du scanner optique |
| Utilisation de bois d'exportation non traité | Palettes traitées thermiquement selon la norme ISPM 1510 | Élimine les responsabilités liées à l'élimination des substances toxiques |
| Ignorer les limites de dégagement des allées du magasin | Base d'ancrage aux dimensions fractionnaires standard | Empêche les rétrofacturations pour les allées bloquées11 |
Un positionnement optimal des codes-barres en prépresse permet d'éviter des refacturations coûteuses en magasin. Contester un code-barres erroné lors d'une trieuse automatisée est une bataille de conformité que votre marque perdra systématiquement.
🛠️ Le bureau d'Harvey : Vos étiquettes logistiques sont-elles trop proches d'un pli structurel ? 👉 Laissez-moi vérifier votre mise en page ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions par la suite.
Qu'est-ce que le PDQ dans le secteur manufacturier ?
Produire à grande échelle une unité prête à la vente nécessite de traduire un concept numérique plat en un objet physique 3D.
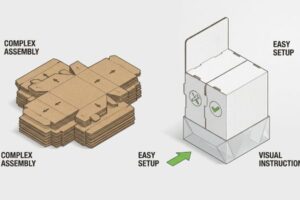
En production, le PDQ consiste à transformer le carton ondulé en structures modulaires autonomes et pré-encollées, s'assemblant instantanément. Ce procédé requiert un logiciel de prépresse spécialisé pour calculer avec précision les tolérances de pliage, ainsi que des machines de découpe automatisées pour garantir un pliage parfait du support, sans fissures ni besoin de ruban adhésif secondaire.
Si le concept paraît impeccable sur un écran d'ordinateur, l'épaisseur physique du carton change tout sur la chaîne de production.
Décalage de la ligne de découpe par compensation d'étrier
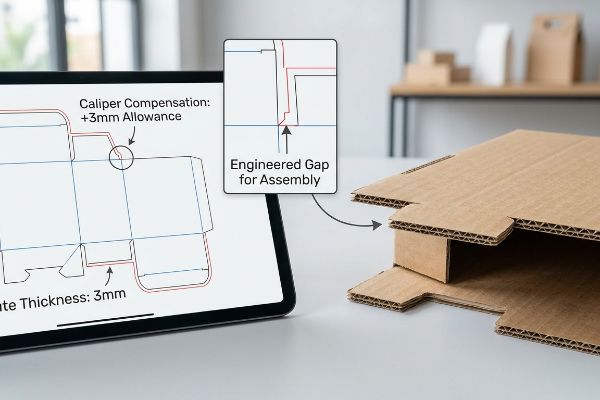
Les marques conçoivent souvent des fentes d'affichage imbriquées dans un logiciel vectoriel standard, en dessinant le trou de réception à la même largeur que la languette correspondante12.Elles supposent que si les lignes mathématiques correspondent à l'écran, les pièces glisseront parfaitement ensemble sur la chaîne de montage.
Cette hypothèse numérique surprend même les acheteurs expérimentés, car elle ignore totalement le du carton ondulé . Le carton a une épaisseur réelle ; plier une feuille standard de carton cannelure B occupe donc un espace physique¹³.Si l’on force une languette standard dans une fente non ajustée, le frottement important rend l’assemblage extrêmement difficile pour les opérateurs de la chaîne d’emballage. Pour résoudre ce problème, il suffit d’ajouter une tolérance de pliage à chaque jointure dans le fichier de prépresse¹⁴.Élargir légèrement les fentes de réception compense l’épaisseur exacte du carton, garantissant ainsi un assemblage fluide des pièces sans ralentir le processus de préparation de commandes.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant l'épaisseur du pli du carton | Injecter des tolérances de courbure algorithmiques15 | Élimine les déchirures sur la chaîne de montage |
| Utilisation des lignes CMJN pour les découpes à la machine | Attribuer des couleurs d'accompagnement spécifiques pour le prépresse16 | Empêche la découpe accidentelle des œuvres d'art |
| S'appuyer sur un flux commercial plat | Appliquer un débordement de décalage lithographique de 0,5 pouce17 | Masque les bords bruts du carton |
La prise en compte de l'épaisseur du matériau avant la production garantit un traitement optimal des commandes. Une mise en page vectorielle plate, fonctionnelle uniquement dans un environnement numérique idéal, représente un handicap majeur sur la chaîne de conditionnement.
🛠️ Harvey's Desk : Vos languettes d'emboîtement sont-elles conçues pour tenir compte de l'épaisseur du matériau ? 👉 Demandez un audit de vos gabarits ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Qu'est-ce que le PDQ dans la chaîne d'approvisionnement ?
Le déplacement de plateaux de vente au détail entièrement chargés, de l'usine à l'allée d'un magasin, engendre d'énormes difficultés logistiques.
Au sein de la chaîne d'approvisionnement, le terme PDQ désigne l'optimisation logistique des plateaux de présentation pré-remplis expédiés dans des cartons de protection. Il impose des tolérances géométriques précises afin de prévenir les frottements internes et de permettre aux employés en magasin de déballer et de disposer rapidement les produits sans altérer leur intégrité structurelle.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que des palettes pleines arrivent sur le quai de l'entrepôt.
Pourquoi les cartons emboîtés serrés ne se détachent pas au sol
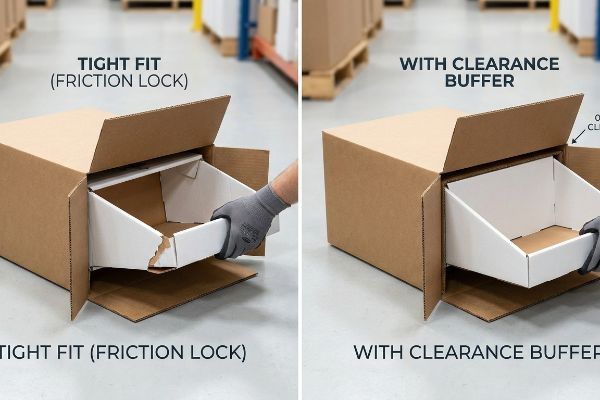
Les équipes d'approvisionnement conçoivent fréquemment des cartons d'expédition principaux adaptés aux dimensions extérieures exactes de leurs plateaux de vente. On part du principe qu'un ajustement parfait empêche tout mouvement interne pendant le transport<sup>18</sup>, offrant ainsi une protection maximale aux marchandises.
Il ne s'agit pas que de théorie : je le constate sur le terrain lors des tests d'évaluation du déballage pour les campagnes importantes. Lorsqu'un plateau de vente de 609,6 mm (24 pouces) est inséré avec précision dans un carton d'expédition de même dimension, la grande surface du carton ondulé brut crée un frottement important¹⁹.J'ai vu des techniciens robustes tirer de toutes leurs forces sur le panneau avant du plateau, arrachant inévitablement le rebord de maintien imprimé avant même que le plateau ne soit sorti du carton. Pour éliminer ce goulot d'étranglement, j'impose une tolérance géométrique stricte dans les calculs d'emballage. J'agrandis artificiellement la cavité interne du carton principal de 6,35 mm (0,25 pouce²⁰ . Ce micro-ajustement rompt le vide dû au frottement, réduisant le temps de déballage d'environ 30 % et évitant tout dommage structurel avant la mise en rayon.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de conteneurs maîtres ajustés à l'échelle 1:1 | Ajouter une butée de dégagement de 0,25 pouce21 | Empêche le déchirement du plateau lors du déballage |
| Réutiliser les cartons d'expédition usés | Exiger que les expéditeurs vierges testés ISTA22 | Maintient sa pleine capacité de charge dynamique |
| Création d'un surplomb de palettes | Appliquer des boîtes englobantes à débordement nul23 | Empêche la défaillance totale de la compression |
L'obligation stricte d'un espace de dégagement périphérique permet d'éviter des retards catastrophiques lors du déballage. Obliger un vendeur à manipuler un carton principal verrouillé par friction garantit que le présentoir arrivera en rayon complètement détruit.
🛠️ Le bureau d'Harvey : Votre transporteur principal dispose-t-il d'un dégagement périmétrique suffisant pour éviter le blocage par friction ? 👉 Envoyez-moi les dimensions de votre carton ↗ — Je vérifierai les calculs avant que vous n'investissiez inutilement dans une production en série.
Conclusion
Vous pouvez choisir d'ignorer les marges de sécurité mathématiques et de concevoir des cartons d'emballage parfaitement ajustés, mais lorsque ces boîtes imbriquées serrées créent un blocage par friction important, ralentissant la chaîne de déballage en magasin d'environ 30 % et déchirant définitivement le rebord avant de votre présentoir, vous anéantissez complètement l'impact visuel de votre campagne. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Cessez de deviner les tolérances d'espacement et laissez-moi vérifier personnellement la géométrie de votre emballage grâce à mon contrôle gratuit de découpe en amont ↗ pour garantir une exécution impeccable, de l'usine au rayon.
« Comprendre les emballages PDQ en vente au détail – LinkedIn », https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc . Les directives du secteur de l’emballage précisent les exigences structurelles relatives à la hauteur des panneaux avant afin de garantir la stabilité des produits en point de vente. Rôle de la preuve : validation des pratiques du secteur ; type de source : manuel d’ emballage pour la vente au détail. Appui : l’utilisation de panneaux avant profonds pour éviter le basculement des produits. Note relative au champ d’application : s’applique aux présentoirs en carton ondulé prêts à la vente.
« Comment les emballages PDQ stimulent les ventes au détail et la visibilité des marques », https://innorhino.com/blog/about-business/pdq-packaging-retail-sales?srsltid=AfmBOoov6iVM19Dw2b31k4KpKCKSaclLmyXrLQCotJO4sXj_4tzUZdiO . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Preuve : spécification technique ; type de source : guide de merchandising. Justifie : le seuil de visibilité spécifique de 85 % pour l’identification des produits dans les plateaux PDQ. Remarque : peut varier selon la catégorie de produits.
« Comment l’emballage PDQ stimule les ventes au détail et la visibilité de la marque », https://innorhino.com/blog/about-business/pdq-packaging-retail-sales?srsltid=AfmBOoqjRVCSYQpiY8TfEL0MmBIpEN0S8BhmEXvim_U3E-sLaumVJTnQ. Vérification des normes ou des points de référence de l’industrie concernant les pourcentages de visibilité des produits en fonction de la conception du bord avant. Rôle de la preuve : validation d’une allégation quantitative ; type de source : guide de marchandisage pour la vente au détail. Appuie : efficacité des bords incurvés découpés à l’emporte-pièce. Note de portée : les mesures de visibilité peuvent varier selon la taille de la référence .
« Les systèmes de placement en rayon augmentent-ils les achats impulsifs ? – Nova-day », https://nova-day.com/do-shelf-pusher-systems-increase-impulse-buying/ . Documentation technique expliquant comment les séparateurs modulaires créent de la variété visuelle et stimulent les achats impulsifs. Type de preuve : spécification technique ; source : manuel de conception d’ emballage. Argumentaire : abandon des grilles symétriques. Portée : merchandising sur le lieu de vente.
« Emballages à longue conservation aux États-Unis – Freedonia Group », https://www.freedoniagroup.com/industry-study/shelf-stable-packaging-4356.htm . Preuves techniques démontrant que les fentes rigides empêchent le basculement des produits et assurent une bonne organisation en rayon. Rôle de la preuve : validation fonctionnelle ; type de source : norme d’ingénierie de l’emballage. Objectif : prévention du basculement des produits. Remarque : s’applique à la stabilité des barquettes prêtes à la vente.
« Guide d’étiquetage logistique GS1 », https://www.gs1.org/standards/gs1-logistic-label-guideline/current-standard . Les manuels des fournisseurs de la grande distribution précisent l’exigence d’étiquettes logistiques normalisées (telles que UCC-128) sur les cartons d’expédition afin de permettre la réception automatisée et le suivi des stocks. Rôle de la preuve : spécification technique ; type de source : guide de conformité des fournisseurs. Justifie : la nécessité d’un étiquetage logistique spécifique. Remarque sur la portée : Spécifique à la distribution de détail à grande échelle.
« Walmart met à jour ses normes d'emballage secondaire avec la norme GS1-128… », https://www.linkedin.com/posts/davidjholliday_packaging-barcodes-supplychain-activity-7325210199705735168-xxzF . Vérification de la conformité aux normes de vente au détail concernant le positionnement des codes-barres UCC-128 par rapport aux plis de l'emballage afin d'assurer leur lisibilité optique . Type de preuve : spécification technique ; source : guide de conformité pour la vente au détail. Sujet : causes des échecs de lecture des codes-barres. Précision : spécifique aux présentoirs PDQ en carton ondulé.
« Quelles erreurs de conditionnement à façon entraînent des refacturations de la part des détaillants ? », https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks. Documentation des pénalités financières ou des refacturations imposées par Walmart pour des erreurs logistiques et des étiquettes illisibles lors de la réception. Rôle de la preuve : conséquence opérationnelle ; type de source : manuel du fournisseur. Justifie : le risque financier lié à la non-conformité. Note sur la portée : se concentre sur les pénalités infligées aux centres de distribution .
« Codes-barres conformes à la norme GS1 pour l’emballage des produits – AccuGraphiX », https://bar-code.com/choosing-the-right-packaging-for-gs1-compliant-barcodes/?srsltid=AfmBOooNoUBDnlcZVqBcouzxvDGYCQymelVzywZJjzGTbvt2Vgf8LW96 . Vérification des exigences relatives aux zones de silence ou aux zones interdites pour les codes - barres de vente au détail afin de garantir leur lisibilité optique. Niveau de preuve : spécification technique ; type de source : norme industrielle. Supporte : les directives de placement des codes-barres. Remarque concernant la portée : peut varier selon la symbologie des codes-barres.
« Exportation de matériaux d’emballage en bois conformes à la norme NIMP 15 depuis les États-Unis », https://www.aphis.usda.gov/plant-exports/wood-packaging-material/export . Confirmation de la norme internationale pour mesures phytosanitaires n° 15 relative aux matériaux d’ emballage en bois visant à prévenir les infestations parasitaires. Rôle de la preuve : exigence réglementaire ; type de source : traité/norme international. Justification : nécessité du traitement des palettes. Note relative au champ d’application : s’applique au commerce international.
« Conformité des fournisseurs : Comment minimiser les refacturations en logistique de détail », https://mfals.com/blog/how-to-minimize-chargebacks-retail-logistics . Documentation des systèmes de pénalités appliqués par les détaillants en cas de dimensions d'affichage non conformes qui entravent la circulation en magasin. Preuve : pratique du secteur ; type de source : manuel de conformité des fournisseurs. Argumentaire : importance du dégagement des allées. Précision: spécifique aux opérations de la grande distribution.
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/ . Explication du fait que la mise en correspondance des dimensions 2D pour les languettes et les encoches ne tient pas compte de l'épaisseur du matériau (calibre), ce qui entraîne des erreurs d' assemblage. Preuve : vérification technique ; source : manuel d'ingénierie de l'emballage. Affirme : l'inefficacité de la simple mise en correspondance vectorielle. Remarque : limité aux supports épais comme le carton ondulé.
« Détermination analytique de la rigidité en flexion d'un carton à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . Cet article confirme les dimensions physiques du carton cannelure B et l'influence de son épaisseur sur le rayon de pliage. Rôle de la preuve : vérification technique ; type de source : spécification du matériau ; sujet : comportement du matériau. Note de portée : normes industrielles relatives au carton cannelure B.
« Qu'est-ce qu'une découpe en emballage et impression ? – PopDisplay », https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Fournit des conseils techniques sur le calcul des tolérances de pliage dans les découpes d'emballage afin de garantir un assemblage correct. Rôle de la preuve : vérification procédurale ; type de source : manuel d'ingénierie d'emballage ; Supporte : exigences de conception prépresse. Note de portée : Pratique standard pour le carton ondulé. ↩
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic . La documentation technique relative à la conception des emballages structurels doit vérifier l’application des tolérances de pliage afin de compenser l’épaisseur du matériau. Rôle de la preuve : Vérification technique ; type de source : Manuel industriel. Supporte : Utilisation des tolérances de pliage pour la précision du pliage. Note relative au champ d’application : S’applique particulièrement au carton ondulé et au carton pliant.
« Aide à la découpe – PrintPlanet.com », https://printplanet.com/threads/help-with-die-cut.4430/ . Les guides prépresse standard de l’industrie devraient confirmer l’obligation d’utiliser des couleurs d’accompagnement non imprimables pour définir les tracés de découpe. Niveau de preuve : Norme technique ; type de source : Manuel d’impression. Objectif : Prévention des découpes accidentelles de fichiers graphiques. Remarque : Pratique courante en impression offset et numérique commerciale.
« Explication de l’impression lithographique pour l’emballage et l’impression – Print247 », https://print247.us/post/lithographic-printing-explained-process-benefits-and-how-it-works-for-packaging?srsltid=AfmBOoreYq7fYYYVwKEMEDbjSRBxBOh1Xe6NsuGL8nSZ5isD4vtu5Anm . Les spécifications de fabrication des emballages doivent vérifier la distance de fond perdu recommandée afin de compenser les décalages de repérage lors de la lithographie-lamination. Rôle de la preuve : Vérification quantitative ; type de source : Spécification technique. Justification : Nécessité du fond perdu pour masquer les bords bruts du carton. Remarque sur la portée : Spécifique aux présentoirs de vente à tirage limité (PDQ) imprimés en lithographie en grand volume.
« Sécurité des emballages d'expédition | Les 5 règles qui préviennent 99 % des dommages aux produits… », https://www.ucanpack.com/blog/post/shipping-box-safety-%7C-the-5-rules-that-prevent-99-of-product-damage . Les principes d'ingénierie de l'emballage expliquent comment l'élimination des espaces vides internes réduit l'énergie cinétique du contenu pendant le transport. Preuve : principe technique ; source : manuel d'ingénierie de l'emballage. Appui : la logique théorique des emballages ajustés. Note sur la portée : axé sur la stabilité pendant le transport.
« Essai du coefficient de frottement | Centre d'emballage et de charge unitaire… », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html . Les données techniques relatives au coefficient de frottement des feuilles de carton ondulé brutes expliquent comment la surface crée une résistance dans les emballages ajustés. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l' emballage. Supports : verrouillage par friction induit par le matériau. Note de portée : spécifique aux feuilles de carton ondulé brutes et non traitées.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. Les normes de l’industrie de l’emballage pour l’expédition des présentoirs PDQ spécifient les tolérances de jeu nécessaires pour éviter tout dommage structurel lors du déballage. Rôle de la preuve : vérification des spécifications ; type de source : guide des meilleures pratiques de l’industrie. Supporte : efficacité de décalage de 0,25 pouce. Remarque sur la portée : typique des plateaux grand format. ↩
« Comment concevoir un présentoir de vente à la demande (PDQ) que les détaillants et les clients adoreront ? », https://popdisplay.me/how-do-i-design-a-pdq-that-retailers-and-customers-will-love/. Vérification des tolérances de jeu standard de l'industrie pour les emballages principaux afin d'éviter les frottements et les déchirures des présentoirs internes. Preuve : spécification technique ; type de source : manuel d'ingénierie d'emballage. Appuie : l'utilisation d'une marge de 6,35 mm (0,25 pouce). Remarque : les tolérances peuvent varier en fonction de la qualité du carton ondulé .
« [PDF] 3A 2 – Association internationale pour le transport sécuritaire », https://ista.org/docs/3Aoverview.pdf . Confirmation que les emballages certifiés ISTA conservent une intégrité structurelle et une capacité de charge dynamique supérieures aux matériaux réutilisés. Rôle de la preuve : norme de certification ; type de source : organisation sectorielle. Appuie : l’obligation d’ utiliser des boîtes neuves testées par l’ISTA. Note sur la portée : concerne spécifiquement les protocoles de test de transport.
« [PDF] Prédiction de l’effet des espaces entre les planches de palette sur… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1053&context=japr. Documentation de la perte de résistance à la compression qui survient lorsque des cartons ondulés dépassent du bord d’une palette. Niveau de preuve : relation causale ; type de source : recherche en logistique. Apport : prévention de la rupture totale par compression. Remarque : s’applique aux charges palettisées empilées .