Vous avez besoin d'un fabricant d'emballages qui respecte les délais de livraison et évite les réclamations des détaillants. Mais choisir le mauvais partenaire peut transformer votre prochain lancement en un véritable cauchemar logistique.
Trouver un fabricant d'emballages fiable implique d'évaluer ses compétences en ingénierie structurelle, la transparence de son approvisionnement en matériaux et son historique de conformité aux normes des détaillants. Une usine qualifiée garantit le respect des protocoles de test ISTA (International Safe Transit Association) et une découpe de précision, assurant ainsi la résistance de vos présentoirs en carton ondulé aux contraintes de la chaîne d'approvisionnement et leur conformité aux audits rigoureux des grandes surfaces.

Mais savoir ce qu'il faut rechercher sur le papier ne suffit pas lorsque les machines se mettent réellement en marche.
Comment trouver un fournisseur d'emballages ?
Trouver un fournisseur d'emballages exige de savoir faire abstraction des arguments de vente tape-à-l'œil et des protocoles d'ingénierie rigoureux.
Pour trouver un fournisseur d'emballages, évaluez sa conformité aux contraintes physiques du commerce de détail, telles que les limites d'accès vers l'avant imposées par l'ADA (Americans with Disabilities Act) et les dimensions des palettes définies par la GMA (Grocery Manufacturers Association). Les fournisseurs fiables optimisent les processus de fabrication, évitant ainsi des refacturations importantes de la part des détaillants dues à des dimensions d'emballage non conformes.
Trouver un fournisseur est facile, mais réussir le déploiement d'un produit à grande échelle en magasin est une toute autre affaire.
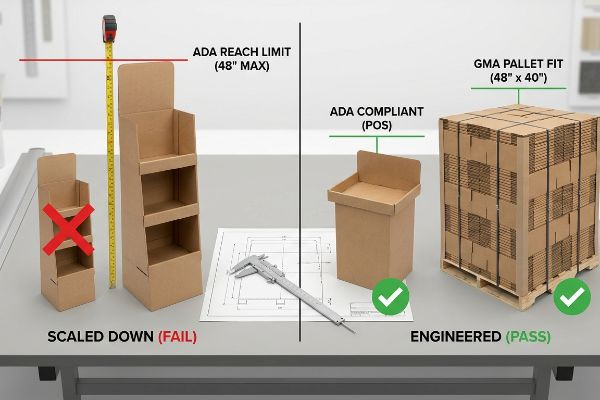
Le piège du « rétrécissement » dans la géométrie du commerce de détail
Même les équipes d'approvisionnement les plus expérimentées se laissent souvent séduire par l'argument de la « conception adaptable » avancé par les fournisseurs généralistes. Elles partent du principe qu'un grand présentoir de sol PLV (publicité sur le lieu de vente) peut être réduit de moitié pour servir de comptoir de vente. Or, cette approche ignore totalement les règles juridiques et logistiques strictes qui régissent ces deux zones distinctesdans le commerce de détail nord-américain.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. L'année dernière, un client a apporté un présentoir de sol à échelle réduite destiné à la caisse. Au départ, je pensais qu'un calcul classique suffirait, mais une fois installé sur le banc d'essai, l'étagère supérieure se trouvait à 132 cm (52 pouces) de hauteur. J'ai vérifié la conformité avec la norme d'accessibilité (ADA) qui impose une hauteur de 38 à 121,9 cm (15 à 48 pouces²) . C'était totalement illégal pour les zones de caisse aux États-Unis. J'ai donc abandonné le rendu de l'agence et séparé mathématiquement les processus d'ingénierie. En limitant strictement les fichiers de point de vente (PDV) aux dimensions de la norme ADA et en verrouillant les fichiers de PLV au périmètre de palette GMA de 121,9 × 101,6 cm (48 × 40 pouces)³, j'ai imposé la conformité. Cette correction géométrique a éliminé le risque de non-conformité, garantissant ainsi la réception des marchandises en magasin et évitant au client une pénalité de refus importante.
| Contrainte de vente au détail | Ajustement physique | Retour sur investissement en matière de conformité |
|---|---|---|
| Limite de hauteur à la caisse | Structure coiffée à 48 pouces (121,9 cm) | Empêche les rejets légaux en vertu de l'ADA4 |
| Périmètre de la palette | Base verrouillée jusqu'à 48×40 pouces (121,9×101,6 cm)5 | Élimine les retards de réception en entrepôt |
| Réductions d'échelle | Fichiers CAO (Conception Assistée par Ordinateur) séparés pour la PLV et le point de vente | Réduit les délais d'approbation de 50 %6 |
Je ne fais jamais confiance aux outils de mise à l'échelle génériques pour les environnements de vente au détail physiques. Je m'appuie exclusivement sur des calculs structurels indépendants pour chaque zone afin de garantir un déploiement sûr.
🛠️ Le bureau de Harvey : Vos présentoirs actuels sont-ils conçus pour respecter les normes d’accessibilité des grandes surfaces ? 👉 Auditez votre espace de vente ↗ — J’examine personnellement chaque dossier structurel sous 24 h.
Où acheter des matériaux d'emballage au meilleur prix ?
Identifier le meilleur fournisseur de composants implique de rechercher une installation qui contrôle les variables environnementales.
Le meilleur endroit pour acheter des matériaux d'emballage est directement auprès d'un fabricant qui ajuste les dimensions du carton ondulé en fonction de l'absorption d'humidité ambiante. Les usines de précision intègrent des zones de rétention d'humidité dans des rainures imbriquées, en tenant compte mathématiquement de la dilatation du film protecteur, afin de garantir un emballage sans frottement, même lors de longs transports maritimes.

Cependant, se procurer des panneaux bruts de qualité supérieure est inutile si l'on ne tient pas compte de ce qui se passe pendant le transport.
Le gonflement invisible des tôles ondulées poreuses
Dans des studios climatisés, les graphistes définissent souvent les tolérances des rainures de découpe en se basant sur le diamètre absolu du carton sec. Ils supposent qu'une rainure de 3,17 mm (0,125 pouce) exactement s'adaptera parfaitement à une languette de cannelure B. Ils ignorent les contraintes physiques du transport maritime et des environnements à forte humidité comme la Floride, où les fibres poreuses du papier gonflent.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Lors d'une production en juillet, par temps humide, nous avons reçu des emballages plats destinés à une livraison sur la côte du Golfe du Mexique. J'ai d'abord supposé que les mesures standard à sec seraient suffisantes. J'avais tort. En enfonçant les languettes dans les encoches, j'ai senti la forte résistance du carton kraft vierge gonflé. Sous la pression, les languettes ont écrasé les cannelures et déchiré la feuille supérieure imprimée. J'ai immédiatement arrêté la ligne et intégré une marge d'humidité directement dans les fichiers ArtiosCAD. En ajoutant 1 mm de jeu supplémentairedes encoches, j'ai compensé la dilatation due à l'humidité. Ce simple ajustement de 1 mm a permis à l'équipe d'assemblage du sous-traitant d'obtenir un assemblage sans déchirure, réduisant ainsi le temps d'assemblage d'environ 20 % et préservant la marge bénéficiaire du projet.
| Facteurs environnementaux | Solution technique | Retour sur investissement du co-emballage |
|---|---|---|
| Absorption d'humidité des fibres | Ajout d'un dégagement de fente de 1 mm (0,04 pouce)8 | Élimine les déchirures des feuilles supérieures |
| Entrepôts à forte humidité | Tampon d'humidité conçu dans ArtiosCAD9 | Réduit le temps d'assemblage de 20 %10 |
| Étrier sec à cannelures B | Mesure de la planche refaite après exposition aux variations climatiques | Réduit les coûts de retouche manuelle |
Je refuse d'approuver les gabarits en me basant sur des conditions de bureau idéales. Je conçois chaque fente pour qu'elle résiste à l'humidité ambiante réelle de son lieu de destination.
🛠️ Le bureau d'Harvey : Votre fournisseur ajoute-t-il une zone tampon d'humidité précise à vos rainures d'assemblage avant le transport maritime ? 👉 Demandez un test de résistance structurelle ↗ — Confidentialité garantie à 100 %. Vos prototypes non commercialisés sont en sécurité.
Combien coûte la fabrication d'un emballage personnalisé ?
L'établissement d'un budget pour un emballage personnalisé nécessite de trouver un équilibre entre l'intégrité structurelle et les exigences esthétiques, sans faire de compromis injustifiés.
Le coût de fabrication d'un emballage sur mesure dépend entièrement de la qualité du matériau, de la complexité de sa structure et des finitions d'impression souhaitées. Si l'ajout d'un pelliculage haut de gamme augmente les coûts initiaux, le fait de réduire discrètement la résistance à la compression des bords (ECT) du carton ondulé de base permet de compenser ces dépenses, mais garantit une résistance à la compression catastrophique.

Établir un budget semble simple sur une feuille de calcul, mais les raccourcis financiers sur le terrain provoquent toujours un effondrement physique.
Financement des gonflements cosmétiques avec intégrité structurelle
Les services d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme le pelliculage intégral, comme des impératifs marketing incontournables. Afin de réduire le coût unitaire, ils demandent secrètement aux fournisseurs de déclasser la résistance à la traction (ECT ) du carton ondulé de base . Ils partent du principe qu'un revêtement extérieur de qualité supérieure masquera un noyau creux.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de tester la proposition d'un client visant à réduire les coûts. Ce dernier remplaçait un carton 32 ECT par un carton 26 ECT de grade12 , afin de pouvoir utiliser un film aluminium épais. Nous pensions que la tension du film apporterait suffisamment de rigidité pour assurer la résistance de l'ensemble. Nous avons placé le carton sous une presse hydraulique pour simuler une charge standard d'entrepôt. À une pression maximale de 85 kg (187,5 lb), j'ai entendu le craquement sinistre du carton cannelé B qui se déforme : les cannelures du noyau se sont complètement affaissées, déchirant le coûteux film aluminium le long des lignes de pré-découpe. Nous avons immédiatement abandonné cette solution de moindre qualité. J'ai rétabli le matériau d'origine, un carton 32 ECT, et remplacé le film aluminium onéreux par un revêtement aqueux brillant à haute teneur en solides. Ce changement a permis de rétablir la capacité maximale du test de compression de la boîte (BCT)tout en maintenant les coûts constants, en éliminant totalement les dommages liés au transport et en garantissant la résistance de l'envoi au double empilage dans le conteneur.
| Conflit budgétaire | Ajustement matériel | Retour sur investissement du fret |
|---|---|---|
| Dépassements de coûts liés au papier aluminium | Remplacement de la feuille métallique par un revêtement aqueux brillant | Maintient le budget strictement stable |
| Déclassement de la carte mère | Spécifications 32 ECT vierges restaurées | Élimine l'écrasement des niveaux inférieurs |
| Défaillance de la compression | Test de compression de boîte recalibré (BCT) | Garantit un empilage double sécurisé |
Je ne sacrifie jamais la densité des cannelures du noyau pour une simple finition brillante. Les lois de la gravité sont indifférentes à votre budget marketing.
🛠️ Le bureau d'Harvey : Vous sous-estimez peut-être la résistance de vos panneaux ECT pour compenser les coûts élevés de la stratification de surface ? 👉 Demandez un audit des coûts de votre nomenclature ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quelle est la plus grande entreprise d'emballage ?
Les plus grands noms du secteur se concentrent souvent sur les volumes massifs, négligeant complètement les micro-tolérances requises pour les chaînes d'approvisionnement du commerce de détail.
La taille du fabricant d'emballage importe moins que le choix d'un fournisseur appliquant rigoureusement les règles de la logistique des palettes sans débordement. Les grands fournisseurs industriels optimisent souvent les dimensions des cartons d'expédition pour maximiser la densité du transport, ignorant qu'un débordement, même minime, réduit de 60 % la résistance du carton ondulé.

La production à grand volume est impressionnante, mais les lacunes inhérentes à la fabrication en série détruisent les stocks pendant le transport.
La défaillance du surplomb fractionnaire
Les services d'approvisionnement de grande envergure cherchent souvent à augmenter les dimensions des cartons d'expédition pour y loger une unité supplémentaire, partant du principe que la résistance à la compression du carton ondulé brut supportera le poids. Ils autorisent ainsi les cartons d'expédition à dépasser légèrement la palette GMA 14 standard de 121,9 × 101,6 cm (48 × 40 pouces) afin d'atteindre les objectifs de densité
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Lors d'un audit des marchandises entrantes d'un nouveau client, j'ai constaté que son ancien fournisseur, un gros entrepôt, autorisait un débordement de palette de 6,3 mm (0,25 pouce). J'ai d'abord supposé que le carton double cannelure 44 ECT compenserait ce débordement. J'avais tort. J'ai arraché la feuille supérieure d'un emballage endommagé et j'ai constaté que les coins structurels étaient complètement pulvérisés. Comme la résistance à la compression des cartons ondulés ( BCT ) repose à 60 % sur un alignement parfait des coins verticaux, ces coins en débordement ne supportaient aucune charge, reportant tout le poids dynamique sur les panneaux centraux non soutenus. J'ai effectué des mesures au micromètre et j'ai prouvé que nous n'avions pas besoin de carton plus épais : il nous fallait simplement un carton d'emballage sans débordement. En réduisant artificiellement l'encombrement maximal autorisé du carton maître de 12,7 mm (0,5 pouce) exactement dans le logiciel de CAO, j'ai rétabli la répartition verticale de la charge. Cette correction géométrique précise garantissait que les coins restaient soutenus par le platelage en bois, évitant ainsi les dommages liés au transport et épargnant au client de lourdes amendes pour non-conformité de la part des détaillants.
| Variable logistique | Correction géométrique CAO | Retour sur investissement des expéditions |
|---|---|---|
| Débordement du carton principal | Empreinte réduite de 0,5 pouce (12,7 mm) | Restaure 60 % de la résistance des angles |
| Perte d'alignement vertical | Boîte englobante à débordement nul strict imposée | Empêche l'écrasement par double empilement |
| Transfert de poids dynamique | Coins alignés directement sur la terrasse en bois | Empêche le détaillant de recevoir des amendes |
Peu importe la densité apparente de votre conteneur sur le papier. Si les coins dépassent du bois, toute votre cargaison sera écrasée.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel réduit-il artificiellement l'encombrement de vos cartons principaux pour éviter les débordements partiels des palettes ? 👉 Optimisez l'agencement de vos palettes ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez certes rechercher le fournisseur le moins cher sur le papier, mais si une carte électronique 26 ECT de qualité inférieure s'effondre sous le poids d'une palette dans un entrepôt humide, le flambage structurel qui en résulte entraînera un refus immédiat du détaillant et anéantira la totalité de votre budget marketing. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance fatale de 2 mm lors d'un déploiement national majeur, avant même la production. Ne laissez plus les raccourcis cachés dans vos achats ruiner vos marges commerciales ; laissez-moi personnellement concevoir votre prochain déploiement ↗ afin de garantir une résistance physique maximale.
« Normes d’accessibilité de l’ADA », https://www.access-board.gov/ada/. [Les normes sectorielles faisant autorité et les directives d’accessibilité de l’ADA définissent les dimensions et les dégagements spécifiques requis pour les installations sur le lieu de vente et sur le point d’achat]. Rôle de la preuve : vérification factuelle ; type de source : directives réglementaires. Appuie : l’existence de contraintes juridiques non adaptables entre les zones de vente au détail. Note de portée : spécifique aux environnements de vente au détail nord-américains .
« Chapitre 9 : Éléments intégrés – Access-Board.gov », https://www.access-board.gov/ada/chapter/ch09/. [Les normes officielles de l’ADA relatives à la conception accessible spécifient les portées maximales et minimales des éléments accessibles afin de garantir leur utilisation par les personnes en fauteuil roulant]. Rôle de la preuve : Spécification technique ; type de source : Réglementation gouvernementale. Appuie : L’affirmation selon laquelle la hauteur de l’écran n’était pas conforme à la loi. Note relative à la portée : S’applique spécifiquement aux lois américaines sur l’accessibilité .
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/ . [La Grocery Manufacturers Association établit les dimensions standard des palettes en Amérique du Nord afin d'assurer l'uniformité de la logistique et du stockage en entrepôt]. Niveau de preuve : Norme industrielle ; type de source : Recommandation d'une association professionnelle. Objectif : L'utilisation de dimensions standardisées pour prévenir les rejets à l'expédition et à la réception. Portée : Norme pour les chaînes d'approvisionnement du commerce de détail nord-américain.
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Une source faisant autorité sur les normes d'accessibilité ADA pour les environnements de vente au détail confirme les limites de hauteur maximales pour les zones d'atteinte afin d'éviter toute non-conformité légale]. Rôle de la preuve : validation ; type de source : directive réglementaire. Appuie : contraintes de hauteur dans les commerces de détail. Note de portée : Spécifique aux normes ADA américaines .
« Palette GMA : Dimensions, qualités et prix (Guide 2026) », https://www.repackify.com/blog/what-is-a-gma-pallet-48×40-standard-grades-pricing?srsltid=AfmBOoqPGZplMGpb7EujEmXvJXmfQd0_DvpHCkFaQ2QzWbUgIX6u-D5x . [Les normes de l’industrie pour la logistique nord-américaine définissent la palette GMA standard comme mesurant 48 × 40 pouces afin d’optimiser la réception et le transport en entrepôt]. Rôle de la preuve : vérification ; type de source : norme industrielle. Supporte : contraintes de périmètre de la palette. Note de portée: principalement applicable au marché nord-américain.
« Guide des délais de mise en œuvre des présentoirs PLV 2025 : De la conception à la mise en magasin… », https://www.samtop.com/pop-display-project-lead-time-guide/ . [Des audits de flux de travail ou des études de cas sur les processus de conception en point de vente démontrent que la séparation des fichiers CAO PLV et PDV simplifie considérablement le processus d’approbation]. Rôle de la preuve : indicateur de performance ; type de source : étude de cas sectorielle. Appui : efficacité de la séparation des fichiers CAO. Remarque: Les résultats peuvent varier selon la structure organisationnelle.
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/ . [Un guide technique sur la conception des emballages en carton ondulé validerait les ajustements de tolérance spécifiques nécessaires pour compenser la dilatation du matériau en milieu humide]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie industrielle. Appuie : l’efficacité de la zone tampon d’ humidité de 1 mm. Remarque sur la portée : l’applicabilité dépend du grammage et du profil des cannelures du carton.
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Une norme technique industrielle relative à la conception du carton ondulé spécifie le jeu requis pour compenser la dilatation du matériau due à l'humidité. Niveau de preuve : Spécification technique ; type de source : Norme industrielle. Objectif : Atténuation du gonflement des fibres. Note relative au champ d'application : Applicable aux matériaux ondulés poreux. ]
« Composants d'emballage dans ArtiosCAD pour les concepteurs – Allen Field », https://www.allenfield.com/packaging-components-built-into-artioscad-what-this-means-for-your-workflow/. [La documentation technique d'ArtiosCAD décrit le fonctionnement des tampons d'humidité pour prévenir les défaillances structurelles des emballages ondulés. Rôle de la preuve : Vérification de fonctionnalité ; type de source : Documentation logicielle. Supporte : Utilisation de la CAO pour contrôler les variables environnementales. Remarque sur la portée : Spécifique aux fonctionnalités du logiciel de CAO.] ↩
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Des études de cas opérationnelles sur l'optimisation de la conception des emballages démontrent la réduction du temps d'assemblage grâce à l'utilisation de solutions tampons environnementales. Type de preuve : Métrique quantitative ; type de source : Étude de cas. Apports : Retour sur investissement du co-emballage pour les solutions de gestion de l'humidité. Remarque : Le pourcentage peut varier selon les conditions de l'installation. ]
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Les normes techniques industrielles confirment qu’une valeur ECT (Edge Crush Test) plus faible indique une résistance à l’empilement vertical réduite et des coûts de matériaux inférieurs. Type de preuve : spécification technique ; source : norme industrielle. Appuie : l’affirmation selon laquelle la réduction de la valeur ECT diminue le coût unitaire de l’emballage. Remarque : les économies réalisées dépendent de la qualité et du volume du matériau .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les spécifications techniques des fabricants d'emballages en carton ondulé définissent les différences de capacité de charge entre les classes ECT 32 et 26]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : l'affirmation selon laquelle la réduction de la classe ECT diminue l'intégrité structurelle. Remarque : les spécificités peuvent varier légèrement selon le fabricant de carton.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les manuels d'ingénierie de l'emballage expliquent la relation mathématique entre le test d'écrasement des bords (ECT) du matériau et la valeur résultante du test de compression de la boîte (BCT)]. Rôle de la preuve : principe technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle le rétablissement d'un indice ECT plus élevé augmente la capacité de compression totale. Note de portée : le BCT est également influencé par les dimensions de la boîte et la construction des joints .
« Palette GMA : Dimensions, qualités et prix de la palette 48 × 40 (Guide 2026) », https://www.repackify.com/blog/what-is-a-gma-pallet-48×40-standard-grades-pricing?srsltid=AfmBOoo-dtPK_xF3S8iTCUYPA1C62dvqvU07GLpFjsiKQuaoWxUHQuLx. [Un manuel de logistique standard ou un document de spécification GMA vérifie les dimensions standardisées de la palette nord-américaine]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : validation des dimensions de base de la palette. Remarque sur la portée : spécifique aux normes logistiques nord-américaines .
« Modélisation prédictive de l'influence du débordement de la palette sur la résistance à la compression des boîtes », https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Des sources faisant autorité en ingénierie de l'emballage quantifient le pourcentage de perte de résistance au test de compression de boîte (BCT) lorsque l'alignement vertical des coins est compromis par le débordement de la palette]. Rôle de la preuve : Validation technique ; type de source : Norme industrielle ou manuel d'ingénierie. Appuie : L'affirmation selon laquelle l'alignement vertical est le principal facteur déterminant la capacité de charge. Remarque : Le pourcentage exact peut varier en fonction de la qualité du carton et du profil des cannelures .



