
Pour capter le flux de clients en magasin, les présentoirs standards ne suffisent pas. Il vous faut des présentoirs structurels spécifiques, conçus pour résister aux conditions difficiles des magasins.
Un présentoir PLV (Publicité sur le Lieu de Vente) est un dispositif de merchandising autonome conçu pour perturber le flux de clients et susciter des achats impulsifs en dehors des allées traditionnelles des magasins. Ces structures en carton ondulé optimisent la visibilité de la marque et occupent un emplacement privilégié dans les grandes surfaces du monde entier.

Mais comprendre la théorie du marketing ne sert à rien si la structure physique cède sous le poids des marchandises. Laissez-moi vous expliquer le mécanisme.
Qu'est-ce qu'un exemple de présentoir PLV ?
Trouver l'emplacement idéal est essentiel pour obtenir l'approbation des détaillants.
Un exemple de présentoir PLV est un présentoir à palette fractionnée, comme un présentoir demi-palette ou quart-palette. Ces structures compactes et autoportantes en carton ondulé permettent de stocker des marchandises en grande quantité tout en s'intégrant stratégiquement dans les espaces restreints des magasins, sans enfreindre les strictes limites d'espace de vente imposées par les détaillants.

Lorsque les marques me demandent des exemples concrets, elles imaginent généralement d'immenses têtes de gondole, mais la réalité du fonctionnement des magasins exige une précision mathématique.
Les mécanismes d'ingénierie derrière les distributeurs fractionnés
Lorsque je fais visiter mon laboratoire de design à mes clients, j'explique les exemples de PLV non seulement par leur aspect visuel, mais aussi par leur géométrie spatiale. Je montre souvent des présentoirs standard conçus avec précision, aux dimensions fractionnaires comme 48 × 20 pouces (1219 × 508 mm)¹. Ces unités plus petites agissent comme des colonnes porteuses isolées, optimisant ainsi la densité au sol sans monopoliser toute une base en bois. En concevant le présentoir comme un bloc architectural modulaire, je garantis sa résistance au trafic intense en magasin, tout en permettant d'accueillir proprement des produits lourds.
Les acheteurs du secteur de la distribution protègent farouchement l'espace disponible dans les allées, et proposer un présentoir de sol standard de 1219 × 1016 mm (48 × 40 pouces)² se solde souvent par un refus immédiat. Lorsque des clients me demandent quel est l'exemple le plus efficace de PLV, je leur présente généralement mes palettes quart de palette. Je me souviens avoir mesuré un coin très fréquenté d'un magasin-entrepôt et constaté qu'en réduisant l'encombrement, deux campagnes promotionnelles distinctes pouvaient coexister harmonieusement sur une seule palette GMA (Grocery Manufacturers Association). La manipulation concrète de ces présentoirs compacts – la robustesse et la rigidité de la structure des micro-cannelures³–prouve qu'un encombrement réduit n'implique pas une capacité de charge moindre. Cette approche fractionnée subdivise naturellement l'espace, permettant aux acheteurs d'approuver en toute confiance un encombrement réduit tout en garantissant un volume de produits important.
| Solution technique | Résultat physique | retour sur investissement du commerce de détail |
|---|---|---|
| Division fractionnée des palettes | Deux unités partagent une base en bois | Double la densité des palettes par expédition4 |
| Support de charge à micro-cannelures | Empêche le gonflement des parois latérales | Réduit le gaspillage de matériaux de 15 %5 |
| Empreinte étroite de 20 pouces (508 mm)6 | Dégage les chariots de supermarché qui passent | Garantit la conformité à 100 % des détaillants |
Je ne recommande jamais les palettes complètes pour le lancement de produits non éprouvés. En concevant des unités fractionnées précises, je vous garantis un emplacement privilégié en rayon, sans les frais exorbitants de rétractation imposés par les responsables de magasin.
🛠️ Le bureau de Harvey : Savez-vous si l’agencement actuel de vos présentoirs respecte les normes d’espacement des allées des magasins-entrepôts ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Quelle est la différence entre les présentoirs de point de vente (POS) et les présentoirs PLV (publicité sur le lieu de vente) ?
L'emplacement détermine la physique structurelle de votre présentoir.
La différence entre un présentoir de point de vente (PDV) et un présentoir PLV réside uniquement dans les contraintes d'espace. Les présentoirs PDV sont placés près des caisses, dans les limites d'accessibilité (normes ADA), tandis que les présentoirs PLV sont installés dans les allées du magasin et fixés sur des palettes GMA robustes pour une capacité de stockage importante.

De nombreuses sociétés commerciales proposent des modèles évolutifs qui brouillent ces frontières, mais ignorer les limites physiques conduit à des déploiements de vente au détail désastreux.
Les limites juridiques et spatiales des zones commerciales
Je vois constamment des marques tenter de réduire la taille d'un grand présentoir pour l'utiliser en caisse. Je leur explique que les zones de PLV et de point de vente nécessitent des infrastructures techniques distinctes car elles répondent à des besoins physiques totalement différents. Un présentoir de PLV est ancré à la capacité de charge dynamique brute d'une base logistique standard en bois<sup>7, tandis qu'un présentoir de point de vente doit respecter des normes d'ergonomie strictes<sup>8</sup>. Il est tout simplement impossible de combiner ces contraintes structurelles sans enfreindre les exigences des détaillants.
Lorsque des clients me demandent d'illustrer concrètement cette différence, je consulte le manuel de conformité à l'ADA (Americans with Disabilities Act), juste à côté de ma table de découpe CAO (Conception Assistée par Ordinateur). Pour les PLV (Publicité sur le Lieu de Vente), je dois impérativement adapter les fichiers de conception à la plage de conformité de portée avant de 381 à 1219 mm (15 à 48 pouces)<sup>9</sup>, afin que chaque client puisse saisir le produit naturellement, sans avoir à se baisser excessivement. En revanche, pour la conception des présentoirs de sol, je me concentre exclusivement sur la résistance aux chocs des chariots élévateurs, en adaptant l'encombrement à la limite précise de 1219 × 1016 mm (48 × 40 pouces)<sup>10</sup>. Je me souviens avoir mesuré au micromètre un présentoir « sur mesure » qu'un client m'avait apporté ; les proportions étaient complètement déformées, le rendant trop fragile pour le sol et trop haut pour le comptoir. La séparation de ces processus permet d'éviter des réclamations importantes de la part des gérants de magasin qui refusent, à juste titre, les caisses enregistreuses non conformes.
| Solution technique | Résultat physique | Retour sur investissement en matière de conformité |
|---|---|---|
| Ancrage POP de 48 × 40 pouces (1219 × 1016 mm)11 | S'adapte parfaitement aux palettes logistiques | Élimine les dommages dus à l'écrasement des bords pendant le transport |
| Fenêtre de point de vente de 15 à 48 pouces (381 à 1219 mm)12 | Conforme aux normes ergonomiques strictes | Empêche le rejet immédiat par le détaillant |
| pipelines d'ingénierie indépendants | Élimine les erreurs d'échelle proportionnelles | Réduit de 50 % le temps de conception structurelle13 |
Je refuse de créer des présentoirs hybrides. Le respect strict des limites physiques entre la caisse et l'allée principale garantit que vos produits contribuent activement aux ventes au lieu de finir au compacteur du magasin.
🛠️ Le bureau de Harvey : Vos présentoirs de comptoir actuels dépassent-ils mathématiquement les limites de portée avant obligatoires fixées par les grandes enseignes nationales ? 👉 Demandez un audit de votre nomenclature ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Qui fournit généralement les présentoirs PLV ?
Choisir le bon partenaire de fabrication est une décision cruciale pour la chaîne d'approvisionnement.
Les présentoirs PLV sont généralement fournis par des fabricants spécialisés, des ingénieurs en emballage structurel et des agences spécialisées. Un fabricant centralisé de solutions clés en main maîtrise directement l'ingénierie structurelle, l'approvisionnement en matières premières et l'assemblage final, éliminant ainsi les risques importants liés à la fragmentation des opérations d'emballage à façon.
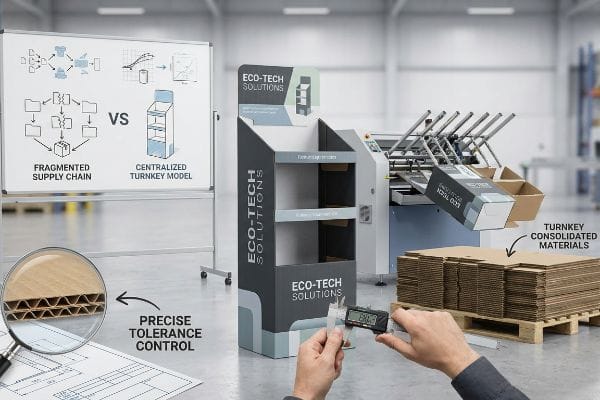
Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche ; un approvisionnement fragmenté détruit souvent l'assemblage physique.
Pourquoi les chaînes d'approvisionnement fragmentées échouent-elles en usine ?
Les marques optent souvent pour un modèle de conditionnement sous contrat, où elles s'approvisionnent en composants imprimés auprès de différents fournisseurs afin de minimiser artificiellement les coûts unitaires. Elles partent du principe que, tant que le visuel est cohérent, l'écran final sera parfaitement assemblé. Or, elles ne réalisent pas que dissocier l'approvisionnement en cartes électroniques de l'assemblage final¹⁴engendre des problèmes mécaniques catastrophiques. Je conçois systématiquement mes écrans selon un protocole de consolidation clé en main, car la maîtrise de l'intégralité du cycle de vie des matériaux est le seul moyen de garantir des tolérances structurellesstrictes¹⁵.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience sur le terrain. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de produire un lot de présentoirs à partir de panneaux prédécoupés que le client s'était procuré auprès d'un courtier étranger. Mon erreur a été de supposer que les tolérances de découpe seraient compatibles avec mon équipement de pliage automatisé. Trois jours plus tard, dans la zone d'assemblage, j'ai vu une palette entière de socles se déformer et bloquer la ligne. Le craquement assourdissant des bras de pliage détruisant la cannelure B mal alignée est resté gravé dans ma mémoire. Le panneau brut avait été coupé de seulement 2,79 mm (0,11 pouce), ce qui a provoqué un écrasement brutal des arcs ondulés internes par les machines automatisées,au lieu d'un pliage propre. J'ai dû arrêter manuellement la ligne, retirer le micromètre et recalibrer avec précision la pression de la rainureuse rotative pour compenser les découpes imprécises. J'ai passé trois heures à observer le processus de conditionnement pour trouver le seuil de pression exact qui ne risquerait pas de rompre les fibres fragilisées. Ce réglage mécanique directement sur la machine en marche n'a pas seulement empêché les bases de s'affaisser ; il a réduit le temps d'assemblage du conditionnement de 42 secondes par unité, diminuant ainsi considérablement leurs frais de main-d'œuvre prévus.
| Solution technique | Résultat physique | Retour sur investissement du co-emballage |
|---|---|---|
| consolidation structurelle clé en main | Unifie toutes les tolérances des matériaux | Élimine les pénalités horaires pour temps d'arrêt machine |
| étalonnage de la pression de la fenteuse rotative17 | Empêche l'écrasement des voûtes internes | Accélère l'assemblage automatisé de 20 %18 |
| Contrôle centralisé de la nomenclature (BOM) | Adapte les découpes aux bras d'assemblage | Élimine les frais de retouche manuelle coûteux |
Je me méfie des chaînes d'approvisionnement fragmentées. En regroupant l'ingénierie, l'impression et l'assemblage au sein d'une même structure, j'élimine complètement les variables mécaniques qui constituent inévitablement des goulots d'étranglement pour les lignes de conditionnement à grande vitesse.
🛠️ Le bureau d'Harvey : Connaissez-vous la tolérance de découpe exacte entre votre imprimante actuelle et votre entreprise d'assemblage final ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Combien coûte un présentoir PLV ?
Concilier les budgets marketing et la capacité de charge utile physique est notoirement difficile.
Le prix d'un présentoir PLV varie de quelques dollars pour les plateaux de base à un montant nettement supérieur pour les installations permanentes robustes. Toutefois, le coût réel dépend fortement de la qualité des matières premières, des méthodes d'impression, du volume de la commande et du fait que la solidité de la structure soit compromise ou non par des laminations décoratives coûteuses.

Mais privilégier une esthétique tape-à-l'œil au détriment de la solidité des matériaux de base est un piège courant en matière d'approvisionnement qui entraîne des pertes financières considérables.
L’illusion dangereuse des budgets d’emballage cosmétique
Les équipes d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses comme des exigences incontournables pour les marques haut de gamme. Afin de compenser ces coûts de production élevés et d'atteindre leur prix cible, elles réduisent secrètement la résistance structurelle du carton ondulé sous-jacent pour économiser quelques centimes par unité. Cela diminue considérablement la densité des fibres de cellulose du noyau cannelé.Je conçois systématiquement mes produits en tenant compte de ce déséquilibre, en veillant à ce que le budget principal soit alloué à la structure mécanique, capable de résister aux conditions difficiles du transport.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème constamment sur le terrain. Les acheteurs exigent souvent un pelliculage épais pour leurs présentoirs, partant du principe qu'un emballage brillant stimulera forcément les ventes, mais ils réduisent discrètement la résistance du matériau de base de 32 ECT (test de compression des bords) à 26 ECT (4,5 kN/m) pour équilibrer leurs comptes. Au départ, je pensais pouvoir remplacer le revêtement standard en renforçant les séparateurs internes. J'avais tort. Lors d'un test de validation de routine, j'ai arraché la feuille supérieure d'un prototype écrasé et j'ai constaté que les cannelures internes étaient complètement pulvérisées ; le fond avait cédé brutalement sous une charge de 85 kg (187,5 lb) sur la presse à compression. Le film métallisé épais ajoutait de la tension superficielle , mais aucune capacité de charge verticale . J'ai effectué les mesures au micromètre et prouvé au client qu'il n'était pas nécessaire d'ajouter un coûteux revêtement métallique ; il suffisait de rétablir la norme initiale de 32 ECT et de remplacer la feuille d'aluminium par un vernis aqueux brillant à haute teneur en solides. En éliminant ces éléments superflus et en utilisant une ingénierie précise du carton ondulé, j'ai rétabli la résistance requise au test de compression (BCT), réduisant ainsi leur budget de matières premières de 12 % tout en garantissant l'intégrité du transport.
| Solution technique | Résultat physique | Retour sur investissement financier |
|---|---|---|
| 32 ECT carte vierge ligne de base22 | Restaure la densité des fibres de cellulose du noyau | Élimine les pertes massives dues aux dommages liés au transport |
| Revêtement aqueux brillant à haute teneur en solides | Remplace le pelliculage épais en feuille d'aluminium | Réduit les coûts de production des cosmétiques de 15 %23 |
| vérification de charge dynamique BCT24 | Assure la stabilité verticale des parois | Empêche les rejets de paiement des détaillants |
Je ne sacrifierai jamais la solidité de votre carton pour financer un simple effet de surface. Un bel étalage ne vaut rien s'il arrive en magasin réduit à un tas de carton informe.
🛠️ Le bureau d'Harvey : Vos équipes d'approvisionnement dégradent-elles discrètement la note ECT de votre tableau de bord pour vous offrir des stratifiés haut de gamme sans vous en informer ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur qui privilégie un revêtement cosmétique bon marché à la robustesse du panneau, mais si ce dernier, de qualité inférieure (26 ECT), cède sous le poids de 85 kg dans un entrepôt humide, vous subirez des dommages importants liés au transport, anéantissant ainsi votre marge bénéficiaire promotionnelle. Récemment, une erreur de tolérance de 2 mm, fatale pour un déploiement national majeur, a été détectée avant la production. Cessez de gaspiller votre budget marketing à cause de problèmes de structure et laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir un retour sur investissement maximal et une exécution impeccable en point de vente.
Guide des dimensions de palettes, https://miami-pallets.com/pallet-sizes. Confirmation des dimensions standard de l'industrie pour les présentoirs PLV fractionnés afin de garantir la conformité des surfaces de vente au détail. Type de preuve : Spécification technique ; source : Normes de fabrication de l'industrie. Convient aux : Dimensions fractionnées standard pour les présentoirs de grande surface. Précision : Ce guide se concentre sur les surfaces de vente au détail en Amérique du Nord .
« Dimensions standard des palettes — 48×40 GMA et 6 autres dimensions courantes », https://www.wearewarp.com/standard-pallet-sizes. Vérification des dimensions standard de l’industrie pour les palettes GMA utilisées dans les présentoirs de vente au détail. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Supports : empreinte au sol standard des palettes ; Note de portée : normes de vente au détail nord-américaines .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Preuves techniques concernant la résistance à la compression et la capacité de charge des matériaux en carton ondulé micro-cannelure. Rôle de la preuve : vérification des propriétés des matériaux ; type de source : manuel technique ; Supports : capacité de charge des petits encombrements ; Note de portée : spécifiquement pour les présentoirs PLV en carton ondulé.
« Comment les décisions d’emballage influent sur la densité et votre facture – NMFTA », https://nmfta.org/news/packaging-and-class-how-packaging-decisions-change-density-and-your-invoice/ . La documentation relative à la logistique et à la chaîne d’approvisionnement confirme l’augmentation de la densité des palettes grâce à l’utilisation de techniques de division fractionnée. Rôle de la preuve : validation de l’efficacité ; type de source : livre blanc sur la logistique. Appuie : allégation relative à la densité d’expédition. Remarque sur la portée : dépend de la géométrie d’affichage.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Des données techniques de référence en matière d’emballage confirment le pourcentage de réduction des déchets obtenu grâce au matériau micro-cannelé utilisé dans les présentoirs PLV. Rôle de la preuve : quantification du bénéfice ; type de source : rapport technique industriel. Appuie : allégation de réduction des déchets de matériaux. Remarque concernant la portée : peut varier selon la qualité du matériau .
« AG 1091A : Présentoirs de marchandises en zone frontale », https://www.seattle.gov/transportation/permits-and-services/permits/applicant-guides/ag-1091a . Les directives relatives aux espaces commerciaux ou les normes de l’industrie vérifient l’emprise au sol de 50,8 cm (20 pouces) comme référence pour le dégagement des chariots et la conformité des détaillants . Rôle de la preuve : vérification des spécifications ; type de source : manuel des normes de vente au détail. Appui : revendication relative à la dimension de l’emprise au sol. Note sur la portée : s’applique aux allées de vente au détail standard aux États-Unis.
« Quelle charge maximale peut supporter ma palette ? », https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. Brève explication de la manière dont les normes industrielles relatives aux palettes déterminent la conception structurelle et les limites de poids des présentoirs PLV. Rôle de la preuve : spécification technique ; type de source : norme logistique. Appuie : exigences structurelles des unités PLV. Note sur la portée : s’applique aux palettes conformes à la norme GMA .
« Comptoirs de vente et de service – Access-Board.gov », https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Brève explication des normes ADA et ergonomiques requises pour l’accessibilité et les limites de portée aux points de vente. Rôle de la preuve : exigence réglementaire ; type de source : guide gouvernemental/industriel. Apports : contraintes spatiales des points de vente. Note de portée : axé sur les lois nord-américaines en matière d’accessibilité dans le commerce de détail .
« Chapitre 3 : Parties manipulables – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/ . Vérification des normes ADA relatives à la conception accessible concernant la hauteur maximale et minimale pour une portée frontale dégagée. Rôle de la preuve : Validation technique ; type de source : Réglementation gouvernementale. Appui : Exigences de conformité pour l’accessibilité des présentoirs de points de vente. Note de portée : Spécifique aux limites de portée frontale dégagée.
« Quelles sont les dimensions disponibles pour les présentoirs sur palette ? – PopDisplay », https://popdisplay.me/what-sizes-are-available-for-pallet-displays/ . Confirmation des dimensions standard des palettes de la Grocery Manufacturers Association (GMA) utilisées comme base pour les présentoirs PLV en point de vente. Rôle de la preuve : Validation d’une norme industrielle ; type de source : Norme logistique/commerciale. Conforme aux exigences d’ encombrement physique des présentoirs PLV. Note relative à la portée : Dimensions standard des palettes en Amérique du Nord.
« Quelle est la taille standard des palettes ? 48 po x 40 po – PalletOne Inc. », https://www.palletone.com/what-is-the-standard-pallet-size/. Confirmation que le format 48 po x 40 po est la norme du secteur pour les palettes logistiques nord-américaines afin de garantir un empilement parfait. Rôle de la preuve : validation d’une spécification technique ; type de source : norme du secteur de la logistique. Applications : dimensionnement des présentoirs PLV. Remarque : applicable aux palettes standard GMA .
« [PDF] Ergonomie et conception : Guide de référence », https://ehs.oregonstate.edu/sites/ehs.oregonstate.edu/files/pdf/ergo/ergonomicsanddesignreferenceguidewhitepaper.pdf . Vérification des normes ergonomiques relatives aux zones d'accessibilité des présentoirs de points de vente afin de prévenir les refus des détaillants. Rôle de la preuve : validation technique ; type de source : recherche ergonomique ou guide de conformité pour le commerce de détail. Éléments pris en charge : dimensions des fenêtres d'accessibilité des points de vente. Remarque concernant la portée : peut varier selon la juridiction.
« Ingénierie d'agencement de points de vente | Rose Displays », https://www.rosedisplays.com/services/retail-display-engineering-services/ . Données empiriques ou études de cas démontrant le gain d'efficacité lié à l'utilisation de processus d'ingénierie indépendants dans la conception structurelle des points de vente. Rôle des preuves : validation des indicateurs de performance ; type de source : livre blanc sectoriel ou étude de cas d'ingénierie. Avantages : réduction du temps de conception. Remarque : le pourcentage peut varier selon la taille de l'entreprise.
« Puis-je commander un échantillon de présentoir PLV avant de passer une commande en gros… », https://popdisplay.me/can-i-order-a-sample-of-the-pop-display-before-placing-a-bulk-order/ . L’analyse technique des tolérances structurelles de l’emballage montre que les variations entre fournisseurs en matière de calibration des cartes et de précision de découpe entraînent des défauts d’assemblage. Rôle de la preuve : validation technique ; type de source : guide de fabrication. Appuie : l’affirmation selon laquelle un approvisionnement dissocié conduit à des erreurs mécaniques. Note de portée : Spécifique aux présentoirs PLV personnalisés.
« Fabrication de précision : procédés et contrôle qualité pour… », https://www.modusadvanced.com/resources/blog/tight-tolerance-manufacturing-processes-and-quality-control-for-precision-engineering. Les normes d’ingénierie industrielle démontrent que l’intégration verticale de l’approvisionnement en matériaux et de l’assemblage minimise les variations dimensionnelles. Rôle de la preuve : validation technique ; type de source : norme d’ingénierie. Appuie : la nécessité de maîtriser le cycle de vie des matériaux pour garantir la précision. Note de portée : s’applique à l’assemblage de précision .
« Qu’est-ce que la découpe à l’emporte-pièce dans l’emballage ? Guide des boîtes découpées à l’emporte-pièce », https://gentlever.com/die-cutting-in-packaging/. Ce document technique sur la fabrication d’emballages en carton ondulé explique comment un défaut d’alignement lors des découpes peut entraîner une rupture de la cannelure pendant le pliage mécanique. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie industriel. Appuie : l’affirmation selon laquelle des tolérances de précision sont nécessaires pour l’assemblage automatisé. Note relative au champ d’application : s’applique spécifiquement aux matériaux en carton ondulé de type B.
« Montage de la table rotative de rainurage, réglages du guide et… – YouTube », https://www.youtube.com/watch?v=sEDnUWuwSao. Explication technique montrant comment un étalonnage précis de la pression dans les machines de rainurage rotatives empêche l’effondrement structurel des arches internes en carton ondulé. Élément de preuve : spécification technique ; type de source : manuel d’ingénierie. Contribue à : l’intégrité structurelle des présentoirs PLV. Remarque : s’applique principalement aux emballages en carton ondulé produits en grande série .
« Comprendre l’efficacité des lignes d’assemblage rotatives automatisées », https://www.rnaautomation.com/insight/unravelling-the-efficiency-of-automated-rotary-assembly-lines/. Données de référence du secteur quantifiant l’augmentation du débit des lignes d’emballage automatisées grâce à l’optimisation des tolérances structurelles. Type de preuve : indicateur de performance ; source : étude de cas de fabrication. Apport : retour sur investissement de l’étalonnage de précision. Remarque : le pourcentage peut varier selon la génération de machines .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. Explication technique tirée des normes d’ingénierie de l’emballage détaillant comment les spécifications de carton ondulé de qualité inférieure réduisent la densité des fibres et la résistance à la compression des cannelures. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Appui : la conséquence physique de la dégradation des caractéristiques des matériaux. Note de portée : Spécifique aux matériaux à base de cellulose pour carton ondulé .
« [PDF] Comparaison des tests Mullen et de résistance à l’écrasement des bords – Crown Packaging », https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. Les normes d’emballage faisant autorité définissent les valeurs du test de résistance à l’écrasement des bords (ECT) et leurs capacités de charge métriques correspondantes afin de valider la résistance des matériaux. Rôle de la preuve : vérification technique ; type de source : norme industrielle/manuel technique. Appuie : des repères de résistance spécifiques aux matériaux. Note de portée : s’applique au carton ondulé .
« [PDF] Effets de la teneur en humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . La littérature en science des matériaux explique que si les stratifiés de surface peuvent modifier la tension superficielle et la résistance à l’humidité , ils ne contribuent pas à la résistance à la compression verticale des cannelures internes. Rôle de la preuve : vérification des propriétés physiques ; type de source : manuel de science des matériaux. Appuie : la distinction entre additifs cosmétiques et intégrité structurelle. Note de portée : se concentre sur la capacité de charge verticale.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Données techniques confirmant les propriétés structurelles et la densité de fibres du carton ondulé vierge ayant subi un test de résistance à la compression sur les bords (ECT) de 32 cm. Rôle de la preuve : spécification technique ; type de source : norme d’ingénierie. Supports : référence pour l’intégrité structurelle des matériaux. Note relative à la portée : spécifique aux normes du carton ondulé.
« Qu’est-ce qu’un vernis aqueux pour l’impression et l’emballage ? », https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOop0r5rgQl70zHShZ6HbenMBzTf0CqzDYptJO4NWVGdPTs0dWc-m. Analyse comparative des coûts industriels entre l’application de vernis aqueux brillants à haute teneur en solides et le pelliculage traditionnel. Type de preuve : quantification ; source : étude des coûts de fabrication. Éléments à l’appui : indicateur spécifique de réduction des coûts. Remarque : les estimations peuvent varier selon le volume .
« Test de compression de boîtes (BCT) | Comprendre la performance des emballages », https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais . Documentation sur les normes de test de compression de boîtes (BCT) utilisées pour vérifier la stabilité verticale et prévenir les pénalités logistiques. Rôle de la preuve : vérification des processus ; type de source : norme du secteur de la logistique. Apport : lien entre les tests et la prévention des refacturations. Note sur le périmètre : se concentre sur l’expédition sur palettes.



