
Vous avez enfin décroché un emplacement en rayon, mais votre produit se perd dans la masse. Une structure en carton ondulé sur mesure peut sauver votre lancement, à condition qu'elle résiste aux aléas de la chaîne d'approvisionnement mondiale.
Un présentoir PDQ en carton est un présentoir léger, prêt à l'emploi et conçu pour une mise en place rapide en point de vente. Ces structures compactes optimisent l'espace en rayon, assurent une visibilité optimale des produits et simplifient le déballage, permettant ainsi aux vendeurs de transférer la marchandise de la réserve directement en caisse en quelques secondes.

Avant de commander un lot important de ces unités à installation rapide, vous devez comprendre comment leur conception sous-jacente détermine directement leur durabilité et leurs performances en magasin.
Qu'est-ce qu'un afficheur PDQ ?
Entrer dans un immense magasin de grande surface exige un merchandising qui capte immédiatement l'attention visuelle, sans imposer à un personnel de vente déjà surchargé de travail des procédures de montage complexes et frustrantes.
Un présentoir PDQ sert de plateau préemballé, prêt à la vente, qui maintient les produits en toute sécurité. Les détaillants apprécient ces présentoirs polyvalents car ils réduisent considérablement le travail de marchandisage, optimisent l'espace limité en rayon et présentent les produits de grande consommation de manière organisée et facilement accessible, directement au niveau du client.
Faire approuver un rendu 3D soigné est une chose, mais s'assurer que l'unité fonctionne réellement sans entraver une opération de vente au détail à rythme soutenu en est une autre.
Les frictions cachées derrière l'assemblage rapide de l'écran
Les jeunes graphistes considèrent souvent ces plateaux prêts à la vente comme de simples toiles vierges pour des visuels marketing percutants. Ils se concentrent exclusivement sur les codes couleur CMJN (cyan, magenta, jaune et noir) et la typographie, partant du principe que la structure se repliera d'elle-même une fois arrivée en magasin ou au centre de distribution.
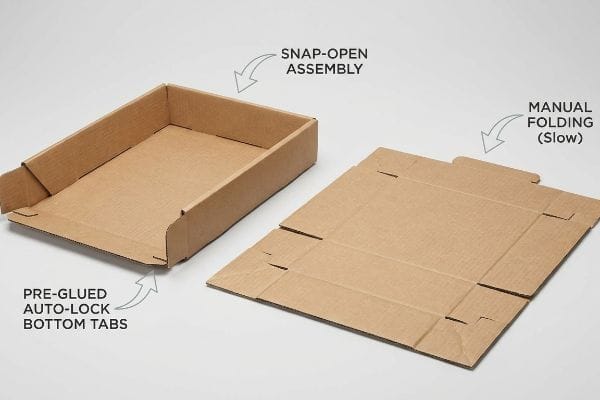
Même les équipes de conception les plus expérimentées négligent souvent la réalité physique des frottements lors du conditionnement. Je reçois fréquemment des dossiers de conception complexes, emballés avec des languettes de verrouillage sophistiquées, dignes d'un origami, qui paraissent parfaites à l'écran. Mais lorsque je me trouve sur la chaîne de montage et que je ressens la résistance du carton ondulé rigide 32 ECT (test de résistance à la compression des bords), je sais que c'est un piège. Une conception complexe à emboîter oblige le conditionneur à lutter contre de multiples languettes rigides, ce qui produit un crissement désagréable lorsque le carton brut se déchire et s'effiloche. Ces frottements mécaniques importants ralentissent la chaîne de montage d'environ 30 %, réduisant drastiquement la marge bénéficiaire du projet en raison de l'augmentation des coûts horaires de main-d'œuvre. Je préconise systématiquement l'utilisation de bases modulaires pré-encollées ; l'unité s'ouvre d'un simple clic net, réduisant le temps d'assemblage manuel à quelques secondes et diminuant considérablement les coûts de distribution.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Concevoir des pliages d'origami complexes | Utilisation de plateaux modulaires pré-encollés1 | Réduit considérablement le temps d'assemblage |
| négliger la rigidité du carton | bases à verrouillage automatique d'ingénierie2 | Empêche les coins de carton déchirés |
| S'appuyant sur l'insertion manuelle des languettes | Automatisation des lignes de collage en usine3 | Élimine les retards dans les chaînes de distribution |
Des pliages trop complexes risquent de compromettre le calendrier de lancement de votre produit promotionnel. L'intégration de fonds anti-choc pré-collés directement dans votre gabarit garantit une transition fluide entre l'emballage plat et le plateau de vente , sans aucun problème d'assemblage.
🛠️ Le bureau d'Harvey : Vos fichiers de structure cachent-ils des problèmes d'assemblage coûteux ? 👉 Demandez un audit gratuit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Que signifie PDQ ?
La rapidité est la monnaie d'échange ultime dans le commerce de détail moderne, ce qui fait d'un déploiement physique rapide une nécessité absolue pour mener à bien une campagne promotionnelle saisonnière.
PDQ signifie « Pretty Darn Quick » ou « Product Displayed Quickly ». Cet acronyme du secteur de la vente au détail souligne l’exigence impérative que les présentoirs de point de vente soient déballés, assemblés et entièrement approvisionnés sur les étagères des magasins avec un minimum de main-d’œuvre, garantissant une visibilité immédiate pour le consommateur lors de lancements promotionnels rapides.

Pour parvenir à un temps de réglage aussi rapide, il est nécessaire de calculer des tolérances d'ingénierie microscopiques bien avant que les presses à imprimer ne se mettent en marche.
Pourquoi la stratégie « Produit présenté rapidement » échoue sur la chaîne d'emballage
Nombre de marques partent du principe qu'envoyer un simple fichier vectoriel à leur fournisseur garantit un produit impeccable et facile à plier. Elles traitent le carton épais comme une fine feuille de papier, s'attendant à des angles droits parfaits simplement parce que le dessin numérique affiche des lignes noires droites à l'écran.
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées, notamment lors de la commande de panneaux cannelés de type E d'une épaisseur de 1,5 mm (0,06 pouce)⁴. Si vous concevez une languette d'emboîtement à la même largeur que la fente de réception, vous ignorez complètement l'épaisseur physique du panneau plié. Lorsque je plie un panneau épais sur la ligne de test, il absorbe physiquement du matériau autour du rayon de courbure. Si la fente n'est pas élargie mathématiquement pour compenser, le micro-friction qui en résulte oblige le préparateur de commandes à écraser les cannelures internes pour emboîter les pièces. On entend alors le craquement distinct et désagréable de la feuille supérieure imprimée qui se déchire. En appliquant automatiquement un algorithme de compensation d'épaisseur CNC (Commande Numérique par Calculateur)⁵ à chaque ligne de découpe, j'élimine cette force de blocage, réduisant ainsi le temps de manutention du sous-traitant et vous faisant économiser sur les coûts de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Créer des fentes exactement à la largeur d'une tabulation | Ajout d'une tolérance de courbure de l'étrier6 | Assure une insertion de languette sans frottement |
| Traiter les cannelures comme du papier fin | En tenant compte de l'épaisseur exacte du panneau7 | Prévient le cintrage important des panneaux |
| Assemblage manuel forcé des pièces | Compensation de la largeur des rainures CNC8 | Empêche la fissuration lithographique de la feuille supérieure |
Je vois régulièrement des marques dépenser des sommes colossales en impression haut de gamme pour finalement voir leurs présentoirs détruits par un pliage mal conçu. Maîtriser les micro-tolérances garantit la pérennité de votre investissement face aux aléas de l'assemblage manuel.
🛠️ Bureau de Harvey : Vous vous demandez si vos languettes d'emboîtement ont le bon jeu de pliage ? 👉 Demandez votre analyse structurelle ↗ — Téléchargement sécurisé. Je reste à votre disposition pour toute question.
Que signifie « boîte d'affichage PDQ » ?
Pour optimiser l'efficacité de la chaîne d'approvisionnement, votre conteneur maritime doit se transformer sans difficulté en un présentoir de vente actif, sans gaspillage de matériaux ni besoin de main-d'œuvre en magasin.
La boîte de présentation PDQ sert à la fois de conteneur en carton ondulé pour l'expédition sécurisée de produits en vrac et se transforme instantanément en présentoir prêt à la vente. Ces boîtes d'expédition à ouverture facile éliminent le besoin de réapprovisionnement, permettant aux marques de transporter leurs marchandises en toute sécurité tout en assurant une présentation immédiate en point de vente dès l'ouverture.

Si la conversion directe d'un conteneur de transit en unité de vente au détail semble incroyablement efficace sur le papier, la modification de la géométrie fondamentale d'un carton principal introduit de graves risques structurels.
La vulnérabilité à la compression des boîtes d'expédition détachables
Pour réduire les coûts initiaux des matériaux, les marques remplacent souvent les cartons standard fermés par des emballages perforés à ouverture facile ou des conteneurs HSC9 partielle. L'objectif est de créer un présentoir de vente prêt à l'emploi, en partant du principe que les parois extérieures épaisses en carton ondulé suffisent à protéger efficacement la marchandise pendant le transport maritime.
Supprimer les rabats supérieurs continus élimine complètement l'enceinte structurelle supérieure à 360 degrés. Je constate ce défaut directement lors des tests de nouvelles livraisons en atelier. La capacité de charge verticale d'une boîte en carton ondulé repose sur l'alignement précis de ses quatre coins solides. Sans couvercle rigide pour maintenir ces coins, les bords ouverts deviennent très instables. Lorsqu'une palette de marchandises de 544 kg (1 200 lb) est empilée sur deux niveaux au-dessus de ces compartiments ouverts dans un conteneur de transport humide, les parois commencent à s'incliner, émettant un grincement sourd à mesure que les fibres de papier s'étirent et se déforment de façon permanente. Cette fatigue invisible entraîne un écrasement catastrophique du niveau inférieur, provoquant des réclamations immédiates de la part des détaillants. Pour compenser cette perte de stabilité supérieure, j'exige un alignement vertical strict du grain du carton ondulé, rétablissant ainsi la résistance à la compression essentielle et garantissant que votre livraison arrive intacte à destination.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un tableau standard pour le HSC | Passage aux profilés à double paroi10 | Résiste à l'empilage de palettes lourdes |
| En ignorant la direction horizontale de la flûte | Alignement parfait du grain à la verticale11 | Restaure la force essentielle des bords |
| Laisser les dessus ouverts sans support | Inserts porteurs d'ingénierie 12 | Élimine l'écrasement des niveaux inférieurs |
Je ne permettrai jamais qu'un simple changement de matériau compromette la sécurité d'un conteneur entier contenant vos marchandises. La conception d'un profil de grain vertical garantit le parfait fonctionnement de votre conteneur à double usage, aussi bien pour l'expédition de marchandises que pour le transport de produits en parfait état.
🛠️ Harvey's Desk : Vos présentoirs ouverts perdent-ils insidieusement de leur résistance à la compression ? 👉 Obtenez vos données de test de compression ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Quels sont les quatre types d'écrans de base ?
Adapter son implantation structurelle aux zones de vente au détail spécifiques est le seul moyen éprouvé de pénétrer avec succès les grandes chaînes de magasins et d'obtenir une visibilité optimale auprès des consommateurs.
Les quatre types de présentoirs de base sont les présentoirs sur pied, les présentoirs de comptoir, les présentoirs sur palettes et les présentoirs latéraux. Les présentoirs sur pied orientent le flux de clients dans les allées, les présentoirs de comptoir captent les achats impulsifs, les présentoirs sur palettes permettent de gérer les produits en vrac et les présentoirs latéraux se fixent solidement aux têtes de gondole permanentes afin d'optimiser l'espace vertical inutilisé.

La simple connaissance de ces quatre catégories est pratiquement inutile lorsque les lois spatiales strictes et inflexibles de la surface de vente se heurtent inévitablement à vos concepts de design promotionnel initiaux.
Pourquoi les architectures d'affichage « réduites à l'échelle » échouent en production
Les entreprises commerciales proposent souvent un concept « modulable » : un grand présentoir de sol PLV (publicité sur le lieu de vente) peut être réduit de moitié pour devenir un comptoir de vente compact. Elles partent du principe qu’une version réduite du même gabarit structurel s’adaptera automatiquement à toutes les catégories de présentoirs.
Dans mon établissement, je constate régulièrement que des clients adoptent cette stratégie de mise à l'échelle hasardeuse, ignorant totalement les règles légales et logistiques strictes qui régissent les zones de vente au détail américaines. Un présentoir de sol doit impérativement être fixé à la limite de palette GMA de 121,9 × 101,6 cm (48 × 40 pouces)¹³ pour une stabilité optimale sous charge dynamique, tandis qu'une caisse enregistreuse doit être alignée avec la plage de portée avant conforme aux normes ADA de 38,1 à 121,9 cm (15 à 48 pouces)¹⁴. Lorsqu'un acheteur place de force un présentoir de sol trop petit sur un comptoir de caisse, le produit se retrouve dans une position ergonomique inadaptée, créant une base instable et déséquilibrée qui agace les caissiers à chaque passage en caisse. Je segmente mathématiquement les flux techniques de ces unités, en définissant la géométrie spatiale exacte requise pour chaque catégorie. En fixant vos structures aux zones de conformité spécifiques, j'élimine tout risque de refus de vos présentoirs par les responsables de magasin et de mise au rebut.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Mise à l'échelle des dossiers au sol par rapport aux comptoirs | Séparation des canalisations structurelles | S'adapte parfaitement aux espaces de caisse |
| Ignorer les limites légales de portée | Utilisation de la zone ADA15 | Garantit la conformité légale du magasin |
| Utilisation de dimensions d'empreinte génériques | En se conformant strictement aux normes GMA16 | Prévient les risques d'obstruction des allées |
Je n'utilise jamais une approche simpliste et standardisée pour adapter l'agencement des rayons. En concevant vos présentoirs spécifiquement pour leur écosystème de vente au détail, je protège votre marque des refus coûteux des distributeurs et des problèmes d'agencement gênants.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur de boîtes moins cher, mais si ce carton d'expédition ouvert et sans support s'effondre dans un entrepôt de transport humide, le gauchissement de sa base entraînera une vague massive de réclamations de la part des détaillants et anéantira complètement votre marge bénéficiaire promotionnelle. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne laissez plus le hasard décider de la résistance à la compression verticale : laissez-moi analyser vos fichiers grâce à mon Audit de découpe gratuit ↗ afin de détecter les défaillances critiques avant le lancement de la fabrication.
« Assemblage de présentoirs PLV – Peoria Production Solutions », https://www.peoriapros.com/contract-packing/pop-display-assembly/ . [Des directives de conception d'emballage faisant autorité démontreraient comment les composants pré-encollés éliminent les étapes de pliage manuel afin de réduire le temps de préparation]. Rôle de la preuve : validation technique ; type de source : norme de l'industrie de l'emballage ; Avantages : réduction du temps d'assemblage ; Remarque : l'efficacité dépend de la complexité de la conception du présentoir.
« Boîtes à fond autobloquant sur mesure », https://www.rushcustomboxes.com/box-styles/auto-lock-bottom-boxes/ . [Les données d'ingénierie structurelle des matériaux ondulés expliquent comment les mécanismes d'autobloquant répartissent les contraintes pour éviter la rupture des coins]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie des matériaux ; Avantages : prévention des déchirures du carton; Remarque sur le champ d'application : principalement applicable au carton épais.
« Les 5 meilleures solutions d'automatisation de l'emballage pour le e-commerce – Lantech », https://www.lantech.com/top-packaging-automation-solutions-ecommerce/ . [Des études comparatives de production montrent que le collage automatisé en usine réduit les goulots d'étranglement de la production par rapport à l'assemblage manuel sur les lignes de préparation de commandes]. Type de preuve : indicateur opérationnel ; source : étude de production ; avantages : réduction des retards de préparation de commandes ; portée : limitée à la production industrielle à grand volume.
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Les normes industrielles relatives au carton ondulé spécifient l’épaisseur précise de la cannelure E afin de garantir l’intégrité structurelle de l’emballage]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Éléments à prendre en compte: repères d’épaisseur des matériaux. Remarque : de légères variations peuvent exister entre les fabricants.
« Qu'est-ce qu'une ligne de découpe en emballage et impression ? – PopDisplay », https://popdisplay.me/what-is-a-dieline-in-packaging-print/. [La documentation technique explique comment un logiciel automatisé ajuste les lignes de découpe en fonction de l'épaisseur du matériau et des rayons de courbure]. Rôle de la preuve : processus technique ; type de source : manuel technique. Apport : méthode d'élimination des contraintes mécaniques. Remarque : la mise en œuvre dépend du logiciel de CAO/FAO utilisé .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/ . Les manuels techniques relatifs aux emballages en carton ondulé précisent que le calcul de la tolérance de pliage est nécessaire pour compenser le déplacement du matériau et garantir un assemblage sans frottement des languettes . Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Sujet : relation entre la tolérance de pliage et la facilité d’insertion. Remarque : s’applique spécifiquement aux supports en carton ondulé pliés.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Les directives scientifiques relatives aux matériaux pour le carton ondulé démontrent que négliger l’épaisseur des cannelures entraîne des contraintes de compression et un gauchissement structurel. Rôle de la preuve : principe physique ; type de source : guide d’emballage structurel. Contribue à : la prévention du cintrage des panneaux. Note de portée : s’applique aux configurations de cannelures multicouches.
« Pourquoi les boîtes en carton ondulé se fissurent-elles lorsqu'on les plie ? – LinkedIn », https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc . Les normes de fabrication des cartons ondulés lithographiés indiquent qu'un rainurage CNC précis empêche la tension superficielle responsable de la fissuration de l'encre et du revêtement. Éléments justifiant cette étude : optimisation des processus ; type de source : norme de l'industrie de l'impression et de la finition. Objectif : prévenir la fissuration lithographique. Portée : présentoirs imprimés haut de gamme pour la vente au détail.
« Pourquoi choisir des emballages perforés pour votre marque ? », https://www.bluerosepackaging.com/blog/why-choose-perforated-packaging-boxes-for-your-brand/ . [Les manuels techniques des emballages en carton ondulé expliquent comment les perforations et les emballages à demi-fentes permettent de réduire les coûts de matériaux par rapport aux cartons fermés]. Rôle de la preuve : vérification factuelle ; type de source : norme de l’industrie de l’ emballage. Appuie : arguments de substitution permettant de réduire les coûts. Note relative au champ d’application : s’applique aux emballages prêts à la vente.
« Étude de l’influence de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Les spécifications techniques relatives aux matériaux d’emballage en carton ondulé confirment que la construction à double paroi augmente significativement la résistance à la compression verticale requise pour l’empilage de palettes lourdes]. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Arguments : avantage de l’amélioration des profils de carton pour une meilleure durabilité. Note relative à la portée : étude axée sur la capacité de charge statique .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Des recherches en science des matériaux sur le carton ondulé démontrent que l’alignement vertical des cannelures maximise la résistance du carton à la compression axiale]. Rôle de la preuve : principe structurel ; type de source : manuel de science des matériaux. Appuie : l’affirmation selon laquelle le grain vertical restaure la résistance des bords. Note de portée : spécifique aux emballages rectangulaires en carton ondulé.
« Étude de l’effet des perforations sur la résistance à la charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [Les normes de conception logistique et d’emballage indiquent que les inserts structurels internes redistribuent le poids afin d’éviter l’écrasement des boîtes du bas d’une pile]. Rôle de la preuve : bonnes pratiques de conception ; type de source : manuel logistique. Appui : l’utilisation d’inserts pour éliminer l’écrasement des boîtes du bas d’une pile. Note de portée : applicable aux présentoirs de vente au détail à haute densité.
« Dimensions standard des palettes — 48×40 GMA et 6 autres dimensions courantes… », https://www.wearewarp.com/standard-pallet-sizes. [Une source faisant autorité en matière de normes logistiques et d'entreposage confirme que la dimension de 48×40 pouces est la norme de la Grocery Manufacturers Association (GMA) pour les charges palettisées]. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Applicabilité : dimensions physiques requises pour les présentoirs de magasin. Remarque sur la portée : s'applique principalement aux normes de vente au détail et d'expédition nord-américaines .
« Chapitre 3 : Parties utilisables – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. [Les normes de conception accessible de l’Americans with Disabilities Act (ADA) spécifient les hauteurs maximales à atteindre vers l’avant afin de garantir l’accessibilité aux personnes en fauteuil roulant]. Rôle de la preuve : conformité réglementaire ; type de source : réglementation gouvernementale. Éléments justificatifs : les contraintes de hauteur spécifiques aux caisses enregistreuses. Note relative à la portée : limité aux lois fédérales américaines sur l’accessibilité .
« Normes d’accessibilité ADA – Access-Board.gov », https://www.access-board.gov/ada/ . [Les normes officielles ADA relatives à la conception accessible spécifient les portées requises pour les éléments accessibles afin de garantir leur utilisation par les personnes handicapées]. Rôle de la preuve : vérification réglementaire ; type de source : norme gouvernementale. Apport : conformité légale des magasins concernant la hauteur d’affichage. Remarque sur la portée : Spécifique aux lois fédérales américaines sur l’accessibilité.
« Évolution de l’agencement des supermarchés », https://www.retailcouncil.org/grocery-store-formats-changing-their-footprint/. [Les lignes directrices sectorielles établies par la Grocery Manufacturers Association définissent les dimensions standardisées des présentoirs sur palettes afin d’optimiser la logistique des entrepôts et des magasins]. Rôle de la preuve : vérification des normes sectorielles ; type de source : documentation d’une association professionnelle. Objectifs : prévention des encombrements des allées et standardisation des structures. Remarque : étude axée principalement sur la logistique du commerce de détail en Amérique du Nord .



