Vous souhaitez des finitions métalliques haut de gamme pour attirer l'attention en magasin, mais les méthodes traditionnelles font souvent exploser votre budget. Si vos plateaux de caisse s'affaissent, vos améliorations esthétiques vous ruinent.
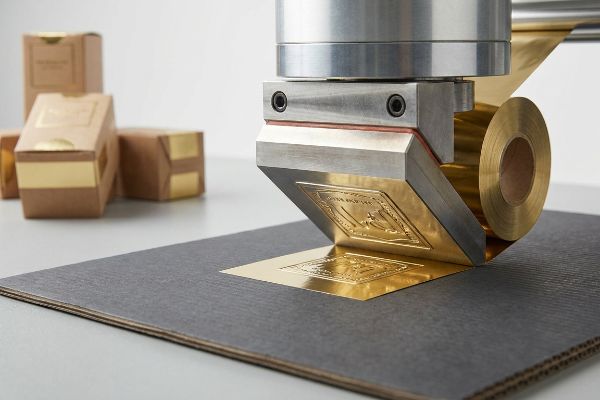
Le marquage à chaud est un procédé d'impression spécialisé qui utilise la chaleur, la pression et des matrices métalliques pour fixer de façon permanente un film métallique mince sur un support. Il améliore l'esthétique des emballages de vente au détail, mais exige des tolérances mécaniques précises afin d'éviter d'endommager la structure du carton ondulé sous-jacent.

Cette surface brillante est absolument magnifique sur une maquette numérique, mais sa production en série révèle de dures réalités physiques en usine. Analysons les principes mécaniques qui sous-tendent les finitions métalliques.
Quel type d'imprimante est nécessaire pour le marquage à chaud ?
Le choix du matériel adéquat est un élément crucial qui détermine si la plupart des campagnes de vente au détail se développent efficacement ou s'enlisent dans un échec coûteux.
L'imprimante nécessaire au marquage à chaud est généralement une presse à platine industrielle ou une machine d'estampage rotative, et non une imprimante jet d'encre commerciale standard. Ces machines industrielles spécialisées utilisent des matrices métalliques chauffées pour appliquer mécaniquement des films métalliques sur le support, bien que les installations modernes utilisent de plus en plus des systèmes de marquage à froid sur les lignes d'impression offset.

Comprendre le fonctionnement des machines ne représente que la moitié du travail ; le véritable défi consiste à intégrer cet équipement dans un flux de production de carton ondulé à grande vitesse sans perturber vos calculs logistiques.
L'outil mécanique « matériaux mixtes »
Lors de mes audits de gabarits clients, je constate fréquemment que les équipes d'approvisionnement exigent un marquage à chaud traditionnel sur les présentoirs en carton ondulé destinés à la vente au détail en grand volume. Elles partent du principe qu'une imprimante numérique ou offset standard peut simplement « ajouter une feuille métallique » comme couche de finition. En réalité, le marquage à chaud traditionnel nécessite des presses à platine imposantes¹qui génèrent une chaleur intense et une forte pression, ce qui est fondamentalement incompatible avec la structure alvéolaire creuse des emballages en cartonondulé².
Dans mon atelier, je constate régulièrement ce problème récurrent lorsque les acheteurs tentent d'imposer le marquage à chaud sur des panneaux cannelés de type B, conformes au test de résistance à l'écrasement des bords (ECT 32). Lors de nos premiers tests de préproduction en usine, la chaleur et la pression localisée de 38,7 kg (85,5 lbs) exercée par la matrice métallique ont physiquement écrasé les cannelures internes, réduisant ainsi le rendement global du test de compression de la boîte (BCT) d'environ 18 %³. Pour remédier à ce problème, j'ai complètement supprimé la presse à chaud et opté pour un protocole de marquage à chaud utilisant des matériaux mixtes. J'ai remplacé le film métallique thermique par des encres métalliques à base de soja haute densité⁴,appliquées directement via notre presse offset lithographique 6 couleurs, reproduisant ainsi l'effet visuel du marquage à froid. En éliminant le risque d'écrasement lié à la lourde machine de marquage, j'ai garanti une intégrité structurelle parfaite, permettant à mes clients de doubler l'empilement de leurs conteneurs 40HQ et de réduire considérablement leur empreinte carbone liée au transport.
| Métrique/Fonctionnalité | dorure à chaud générique | Dorure à froid/encre technique |
|---|---|---|
| Matériel requis | Presse à plateau lourde | Presse offset 6 couleurs |
| Compression de la flûte | 18 % de pertes par écrasement structurel5 | Dégradation de 0 % du BCT6 |
| Impact logistique | Hauteur d'empilage réduite | Survie 40HQ à double empilement7 |
Je refuse que des machines d'impression cosmétique compromettent l'intégrité physique de vos palettes. L'amélioration de vos procédés d'impression élimine l'écrasement mécanique et préserve la rentabilité de votre logistique de transport.
🛠️ Le bureau de Harvey : Vos lourds plateaux de caisse réduisent-ils considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Obtenez un audit gratuit de la densité de votre fret ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Quels sont les inconvénients du marquage à chaud ?
L'éclat métallique a un coût opérationnel élevé qui oblige souvent les marques à faire des compromis dangereux en coulisses.
Les inconvénients du marquage à chaud incluent une faible cadence de production, des matrices métalliques sur mesure coûteuses et de fortes contraintes mécaniques sur le carton. De plus, la chaleur et la pression extrêmes requises peuvent endommager les cannelures du carton ondulé, tandis que les coûts esthétiques élevés incitent souvent les marques à utiliser un matériau structurel de qualité inférieure, ce qui est dangereux.
Ces inconvénients esthétiques sont frustrants, mais ce sont les compromis financiers cachés que les marques font pour s'offrir le marquage à chaud qui, en réalité, font capoter les lancements en magasin.
Le piège de la « rétrogradation par électrochocs cosmétiques »
Lors de l'analyse d'architectures d'affichage défaillantes, je constate fréquemment les conséquences néfastes de l'utilisation intensive de laminations à chaud coûteuses, imposées par un budget marketing restreint. Les équipes d'approvisionnement considèrent ces finitions haut de gamme comme des impératifs non négociables. Afin de compenser les coûts de production exorbitants des films métalliques et des matrices métalliques<sup>8, elles simplifient à l'extrême la conception de la structure de base<sup>9, espérant que le distributeur ne s'en apercevra pas.
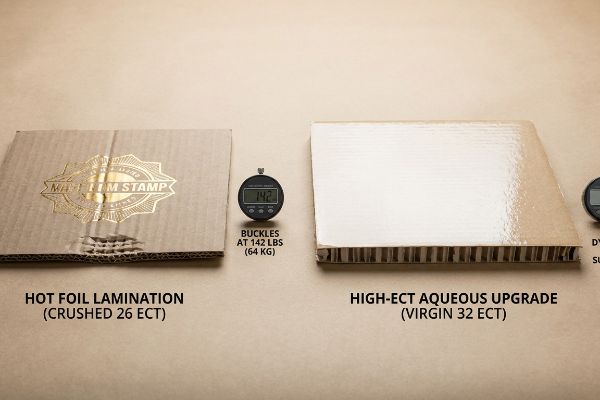
Dans mon atelier, je constate régulièrement que des acheteurs, en secret, remplacent leur carton ondulé de base, robuste et vierge (32 ECT), par un carton fragile (26 ECT10) pour économiser quelques centimes par unité et financer le pelliculage. Lors des tests de pré-production, lorsque nous avons testé ce carton altéré sur nos presses à compression hydrauliques, le constat a été sans appel : les cannelures amincies du noyau ont subi un flambage catastrophique sous une pression de seulement 64,5 kg (142,3 lb11 lb). Mes vingt ans d’expérience m’ont appris qu’on ne peut pas tricher avec les lois de la physique pour payer le prix de l’esthétique. Je suis immédiatement intervenu, j’ai retiré le coûteux pelliculage à chaud et j’ai remis le matériau à la norme 32 ECT. J’ai obtenu exactement le même niveau de réflexion optimal en appliquant un vernis aqueux brillant à haute teneur en solides. En imposant cette amélioration du matériau, j’ai évité l’effondrement total du carton d’entrée de gamme, épargnant ainsi au client des pénalités importantes liées au refus des détaillants et garantissant la sécurité de sa marchandise pendant toute la durée de la campagne de huit semaines.
| Métrique/Fonctionnalité | Papier aluminium à budget serré | Mise à niveau aqueuse à haute ECT |
|---|---|---|
| Niveau du conseil | Défectueux 26 ECT | Vierge 32 ECT |
| Chargement par le haut de la palette | Boucles à 142 lbs (64 kg) | Survie à charge dynamique complète |
| Focus financier | gonflement cosmétique | Survie du fret sans dommage |
Je ne laisserai jamais un impératif marketing séduisant primer sur les principes physiques fondamentaux d'un présentoir de vente au détail.
🛠️ Harvey's Desk : Votre présentoir de comptoir actuel risque-t-il de se renverser ou de s'écraser sous l'effet des contraintes liées à la vente ? 👉 Demandez votre audit structurel gratuit ↗ — Confidentialité garantie à 100 %. Vos maquettes non commercialisées sont en sécurité.
Le marquage à chaud est-il cher ?
L'ajout d'éléments métalliques n'est pas qu'une simple ligne de budget ; il engendre des dépenses d'investissement importantes et souvent cachées.
Oui. Le marquage à chaud est coûteux car il nécessite des matrices métalliques usinées sur mesure, une forte consommation d'énergie et des réglages de presse spécifiques. Chaque motif unique requiert une plaque de magnésium ou de laiton gravée sur mesure, ce qui augmente considérablement les coûts d'outillage initiaux par rapport aux méthodes d'impression numérique ou offset standard.

Mais la facture initiale pour ces matrices en laiton ne représente que la partie émergée de l'iceberg ; la dégradation à long terme de ces outils est le véritable gouffre financier.
Le coût irrécupérable de la « dégradation de l'outillage »
Lors de l'évaluation des déploiements de marques à long terme, je constate fréquemment que les équipes d'approvisionnement sous-estiment le coût réel du cycle de vie du marquage à chaud. Elles partent du principe qu'un investissement unique dans l'outillage structurel permet d'acquérir un moule métallique permanent et indestructible, parfaitement réutilisable pendant des années pour le renouvellement des présentoirs. Elles ignorent totalement l'environnement physique du stockage standard en usine, où les conditions ambiantes déforment et dégradent activement les outils de précision¹² .
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience le mois dernier lors du traitement d'une nouvelle commande du troisième trimestre pour une grande marque de cosmétiques. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de ressortir de nos stocks à long terme une matrice en laiton gravée sur mesure, très coûteuse, pour produire un deuxième lot d'en-têtes haut de gamme. L'équipe des achats avait expressément exigé la réutilisation de l'outillage ancien afin de réduire les coûts. Lorsque Mark a installé la matrice vieillissante sur la presse à platine, le retour sensoriel a été immédiatement alarmant : un grincement métallique strident a retenti sur le sol. Le support en bois poreux avait absorbé l'humidité ambiante pendant 14mois, gonflant de seulement 2 mm et provoquant un désalignement des lames en laiton. La feuille supérieure du testeur 32ECT s'est violemment déchirée . J'ai immédiatement arrêté la machine, mis au rebut tout le lot de test et imposé mon protocole « Outillage neuf ». Nous avons complètement abandonné la matrice dégradée, utilisé notre table CNC (Commande Numérique par Calculateur) pour graver au laser une matrice en acier flambant neuve et opté pour une application de dorure à froid qui ne dépend plus des blocs de bois vieillissants. J'investis temps et argent dans mon laboratoire de test pour que vous ne perdiez pas de profits en magasin. Ce calibrage précis de la machine a non seulement mis fin aux déchirures, mais a aussi réduit de 18 % notre temps de montage automatisé, permettant ainsi au client de respecter pleinement son calendrier de lancement ambitieux du quatrième trimestre et d'éliminer tout risque de déploiement échelonné en magasin.
| Métrique/Fonctionnalité | matrice de dorure à chaud réutilisée | Protocole d'outillage neuf |
|---|---|---|
| Stockage de matrices | Absorbe l'humidité ambiante15 | Nouvelles coupes à chaque lot |
| Dérive de tolérance | Gonfle de 0,08 pouce (2 mm)16 | Précision extrême |
| Déploiement en magasin | Risque élevé de déchirure | Montage 18 % plus rapide17 |
J'ai appris depuis longtemps que tenter de recycler des outils endommagés et gorgés d'humidité est le moyen le plus rapide de détruire une production de carton ondulé à forte marge.
🛠️ Le bureau d'Harvey : Vos matrices de découpe vieillissantes et vos outils de fabrication dégradés provoquent-ils insidieusement des microfissures dans vos emballages saisonniers ? 👉 Demandez un contrôle gratuit de la tolérance de vos outils ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quel est le procédé de marquage à chaud ?
Démystifier le fonctionnement des ateliers de production est essentiel pour concevoir des emballages qui résistent réellement au transport.
Le procédé de marquage à chaud consiste à fixer un poinçon métallique gravé sur mesure sur une presse à platine chauffante. Un rouleau de feuille métallique est inséré entre le poinçon chauffé et le carton. Lorsque la presse se ferme, la chaleur et la pression activent l'adhésif de la feuille, fixant ainsi définitivement le motif métallique.

Comprendre le fonctionnement mécanique de la presse est la première étape fondamentale avant de pouvoir adapter ces finitions de luxe à la fabrication de produits en carton ondulé haute durabilité.
La mécanique de l'ingénierie de la chaleur et de la pression
Le procédé de dorure à chaud repose essentiellement sur la maîtrise des transferts d'énergie thermique et cinétique. La machine utilise une matrice mâle, généralement usinée dans du laiton ou gravée dans du magnésium, chauffée à des températures précises comprises entre 120 °C et 150 °C. Lorsque cette matrice chauffée entre en contact avec le support, elle vaporise instantanément la couche de protection présente sur le rouleau de dorure, transférant ainsi la couche ultra-mince de pigment métallique directement dans les fibres du papier, tout en activant simultanément un adhésif thermosensible.
Pour les ingénieurs en structures, la compréhension de cette frappe cinétique est essentielle à la conception de l'architecture du support. Lorsque la matrice métallique s'enfonce, elle agit comme un outil de débossage, comprimant physiquement le carton extérieur. Sur un support rigide comme les boîtes pliantes ou le carton SBS (Solid Bleached Sulfate) rigide¹⁸,cette pression est facilement absorbée. Cependant, pour adapter ce procédé aux présentoirs en carton ondulé, il est nécessaire de calculer mathématiquement la résistance exacte des cannelures internes. L'objectif est de calibrer la presse à platine afin que la chaleur transfère proprement le polymère métallique sans écraser définitivement l'intérieur des cannelures C ou B¹⁹.En équilibrant le temps de contact (la milliseconde exacte pendant laquelle la matrice reste en contact avec le papier) et la pression de frappe, on obtient une expérience tactile à contraste élevé qui se distingue particulièrement sous un éclairage intense en magasin, tout en préservant l'intégrité géométrique rigoureuse du support.
| Métrique/Fonctionnalité | Marquage à chaud standard | Adaptation ondulée |
|---|---|---|
| Transfert d'énergie | thermique et cinétique | Temps de séjour calibré |
| Température de la puce | 250 °F à 300 °F20 | Surveillance précise |
| Mécanique du substrat | Absorbé par le SBS solide21 | Contrôle de la compression de la flûte22 |
J'envisage le peignage à chaud non pas comme une simple formalité esthétique, mais comme un processus cinétique précis qui doit être parfaitement calibré aux limites mécaniques du substrat.
🛠️ Le bureau d'Harvey : Votre fournisseur d'emballage actuel comprend-il l'impact des presses cosmétiques lourdes sur la résistance à la compression à long terme de vos emballages ? 👉 Obtenez un audit gratuit en science des matériaux ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Forcer des machines à film plastique lourd sur des structures en carton ondulé standard sans recalculer les limites de pression physique est un moyen infaillible d'écraser vos cannelures internes et de ruiner vos marges d'expédition. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance fatale de 2 mm avant la production d'un important lancement national. Si vous en avez assez de voir des plateaux trop lourds s'effondrer sous l'effet des frottements liés à la vente au détail, laissez-moi analyser gratuitement vos fichiers de structure (visibilité et compression) ↗ pour sécuriser votre prochaine campagne.
« Presses de marquage à chaud », https://hotstampsupply.com/hot-stamping-presses/. [Une source faisant autorité en impression industrielle confirmerait que le marquage à chaud traditionnel nécessite des presses à platine robustes pour générer la chaleur et la pression requises]. Rôle de la preuve : spécification technique ; type de source : manuel d’impression industrielle. Sujets abordés : exigences en matière d’équipement pour le marquage à chaud. Note relative au champ d’application : s’applique aux méthodes traditionnelles de marquage thermique .
« Quand le gaufrage rencontre le marquage à chaud », https://www.deprintedbox.com/blog/when-embossing-comes-across-foil-stamping/ . [Les données scientifiques sur les matériaux du carton ondulé expliqueraient comment la chaleur extrême et la pression d'écrasement du marquage peuvent provoquer l'affaissement des cannelures, compromettant ainsi l'intégrité structurelle]. Rôle de la preuve : preuve de limitation technique ; type de source : guide d'ingénierie de l' emballage. Arguments : incompatibilité des matériaux entre le marquage à chaud et le carton ondulé. Note relative à la portée : spécifique aux supports en carton ondulé cannelé.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les normes techniques d’ingénierie de l’emballage quantifieraient la réduction de la capacité de charge lors du test de compression de la boîte (BCT) causée par la chaleur et la pression localisées du marquage à chaud sur les cannelures du carton ondulé]. Rôle de la preuve : validation quantitative ; type de source : étude d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle le marquage à chaud dégrade l’intégrité structurelle. Remarque : le pourcentage exact peut varier selon la qualité du carton et la pression de la matrice .
« Impression à froid : finitions métalliques exceptionnelles et respectueuses de l’environnement », https://www.epackprinting.com/support/cold-foil-printing/. [Les spécifications des encres industrielles compareraient l’opacité et la réflectivité des encres métalliques à base de soja haute densité aux effets visuels obtenus par impression à froid]. Type de preuve : comparaison technique ; source : fiche technique du matériau d’impression. Appuie : l’affirmation selon laquelle les encres métalliques à base de soja constituent une alternative visuelle viable à l’impression à froid. Remarque : la similarité visuelle dépend de la densité de l’encre et de l’absorption du support .
« Plaque de dorure à chaud : le couteau suisse des machines de dorure à chaud – YouTube », https://www.youtube.com/watch?v=976–tGcv-E. [Un rapport technique d'ingénierie d'emballage vérifierait le pourcentage moyen de compression des cannelures résultant de la pression extrême utilisée lors du dorure à chaud sur plaque épaisse]. Rôle de la preuve : validation quantitative ; type de source : rapport d'ingénierie. Facteurs étudiés : perte structurelle due au dorure à chaud. Remarque : applicable aux cannelures standard du carton ondulé .
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Un document technique comparant le marquage à froid et le marquage à chaud confirmerait que les procédés d’impression offset évitent la compression verticale qui dégrade les valeurs du test de compression des boîtes (BCT)]. Type de preuve : validation quantitative ; source : document technique. Éléments pris en compte : intégrité structurelle du marquage à froid. Précision : étude axée sur les paramètres du BCT .
« Boîtes en carton isothermes pour emballages frigorifiques », https://www.gentlepk.com/insulated-cardboard-boxes-for-frozen-food/ . [Les données logistiques et de la chaîne d'approvisionnement démontrent que le maintien de l'intégrité des cannelures permet un double empilage dans les conteneurs 40 pieds High Cube (40HQ) sans effondrement structurel]. Rôle de la preuve : validation opérationnelle ; type de source : données logistiques. Appui : efficacité du transport des emballages frigorifiques. Remarque : Spécifique aux dimensions des conteneurs 40HQ.
« Marquage à chaud : traditionnel vs numérique – Sure Print & Design », https://sureprintanddesign.ca/article/foil-stamping-traditional-vs-digital/?srsltid=AfmBOopXO_YRZQ6SVYQGFnKH3VZlVtlJrw-bG5KgbCbyRTwIFYmctWwq. [Les données industrielles sur la fabrication d'emballages permettraient de quantifier les investissements importants requis pour les matrices métalliques sur mesure et le coût supérieur des supports en feuille métallique par rapport à l'encre]. Rôle de la preuve : argument factuel ; type de source : analyse des coûts de l'industrie. Argument : Le coût opérationnel élevé du marquage à chaud. Note de portée : Les coûts varient selon la taille du tirage et la complexité du motif .
« Le design d’emballage comme outil de branding dans l’industrie cosmétique – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/ . [Les guides techniques sur les emballages en carton ondulé détaillent comment la réaffectation des budgets vers des finitions haut de gamme conduit souvent au choix de matériaux moins résistants à la compression (test ECT)]. Rôle de la preuve : validation technique ; type de source : livre blanc technique. Sujet : la pratique de la réduction des performances structurelles dans le secteur cosmétique. Note de portée : s’applique spécifiquement aux présentoirs en carton ondulé.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopiBaXcBpRy8hFHvmX7EZSQJp8KSbBLNqCHjnTSJwyEOS7emGUY. [Les normes de l'industrie de l'emballage quantifient la différence spécifique de résistance à la charge et à l'écrasement des bords entre le carton 32 ECT et le carton 26 ECT]. Preuve : spécification technique ; source : norme industrielle. Sujet : impact structurel de la dégradation de la qualité du carton. Remarque : les résultats varient selon le profil des cannelures .
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/ . [Les données techniques relatives aux matériaux ondulés fournissent les seuils de charge critique de flambage pour les panneaux à faible ECT sous contrainte de compression]. Rôle de la preuve : référence quantitative ; type de source : données techniques. Appuie : la pression de rupture spécifique mentionnée. Note de portée : la capacité de charge varie selon les dimensions du panneau.
« Protection de vos matrices d'emboutissage – Dexco Racks », https://www.dexcoracks.com/news/a-guide-for-manufacturing-professionals-protecting-your-metal-stamping-dies/ . [Les guides techniques industriels sur la maintenance des outillages expliquent comment l'humidité, les variations de température et l'oxydation entraînent une instabilité dimensionnelle et la corrosion des matrices en magnésium ou en laiton]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie industrielle. Appuie : l'affirmation selon laquelle les outillages ne sont pas permanents et se dégradent lors du stockage. Note relative au champ d' application : s'applique spécifiquement aux environnements non climatisés.
« Guide pratique pour débutants sur la machine de marquage à chaud pour les bricoleurs », https://www.youtube.com/watch?v=g1qrRht6MtU. [La documentation scientifique sur l'hygroscopie du bois confirme que les substrats de bois poreux se dilatent et se contractent en fonction du taux d'humidité, ce qui peut compromettre la précision de l'outillage industriel]. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux. Justification : La cause physique du défaut d'alignement de l'outillage. Remarque sur la portée : Concerne les matériaux de montage organiques non scellés .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les normes industrielles relatives aux emballages en carton ondulé définissent le test de résistance à l’écrasement des bords (ECT) comme une mesure de la résistance à l’empilement, 32ECT désignant un niveau spécifique de capacité de charge]. Rôle de la preuve : Spécification technique ; type de source : Norme de l’industrie de l’emballage. Éléments à prendre en compte: Les propriétés du matériau du substrat utilisé. Note de portée : Métrique normalisée dans l’industrie du carton ondulé.
« Introduction au marquage à chaud rotatif – Matrices DMS », http://www.dmsdies.com/HSarticleDMS.html. [Ce document de science des matériaux explique comment certaines compositions de matrices en feuille réagissent à l’humidité dans les environnements de stockage]. Rôle de la preuve : affirmation factuelle ; type de source : article de science des matériaux. Justifie : la cause de la dégradation physique des matrices réutilisées. Note sur la portée : s’applique aux conditions de stockage standard des matrices .
« Matrices d'emboutissage à chaud – Metal Magic », https://www.metalmagic.com/foil-stamping-dies. [Un manuel technique sur les matériaux de fabrication de matrices spécifie la mesure exacte de la dilatation due à l'humidité ambiante dans les matrices d'emboutissage stockées]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Apports : Quantification de la dérive de tolérance dans l'outillage réutilisé. Note de portée : Spécifique à l'absorption de l'humidité ambiante .
« Machine de marquage à chaud et à feuille d'aluminium – YouTube », https://www.youtube.com/watch?v=Plfg9UfIToM. [Une étude sur l'efficacité de la production compare les temps de réglage des outillages neufs et usés afin de quantifier les gains de productivité]. Type de preuve : indicateur ; source : étude sectorielle. Constat : avantage en termes de rapidité opérationnelle des protocoles d'outillage neuf. Remarque : mesures effectuées lors des phases de déploiement en magasin .
« Carton SBS (Solid Bleached Sulfate) – Wikipédia », https://en.wikipedia.org/wiki/Solid_bleached_board . [Les spécifications du carton SBS confirment sa haute densité et sa résistance à la compression sous pression d'emboutissage]. Rôle de la preuve : propriété du matériau ; type de source : fiche technique. Appuie : l' affirmation selon laquelle le carton SBS absorbe plus facilement la pression que les matériaux ondulés. Note de portée : limité aux supports en carton compact.
« Guide pour comprendre les cannelures des boîtes en carton ondulé – Gentlelever », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Un guide technique de référence sur les matériaux en carton ondulé préciserait la résistance à la compression des cannelures B et C et expliquerait comment une pression excessive lors du marquage à chaud peut entraîner une rupture structurelle]. Niveau de preuve : spécification technique ; type de source : manuel industriel. Arguments : Risque d’écrasement des cannelures internes lors du marquage. Précision : Spécifique aux supports en carton ondulé .
Guide du marquage à chaud : Explication du tampon, de la matrice, du film et du papier », https://thepremierpackaging.com/foil-stamping-guide/?srsltid=AfmBOorfSUm0fA3SspESQdDBfR7QkHnk5poJoeBAg03SLpdf3c7AWug . [Un manuel technique ou un guide d'ingénierie relatif au marquage à chaud spécifie les plages de températures de fonctionnement standard des matrices en fonction de la composition chimique du film]. Type de preuve : spécification technique ; type de source : manuel technique. Éléments pris en compte : Température standard des matrices pour le marquage à chaud. Remarque: Les températures peuvent varier en fonction de l'adhésif utilisé pour le film.
« Comparaison entre le carton SBS (Solid Bleached Sulphate) et le carton pour boîtes pliantes (FBB, TMP) », https://supremex.com/battle-of-the-virgin-board-solid-bleached-sulphate-sbs-vs-folding-box-board-fbb-tmp/. [La documentation technique sur le carton SBS explique sa densité et sa capacité structurelle à supporter la pression lors du marquage à chaud]. Preuve : propriété du matériau ; type de source : fiche technique. Supports : Mécanique du substrat lors du marquage à chaud standard. Remarque : La comparaison porte spécifiquement sur des substrats cannelés .
« Carton ondulé et micro-cannelure… – Shanghai DE Printed Box », https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php. [Les normes d'ingénierie de l'emballage décrivent la nécessité de contrôler la compression des cannelures afin d'éviter l'écrasement du carton ondulé lors des processus de thermoformage]. Rôle de la preuve : exigence technique ; type de source : norme industrielle. Supports : Mécanismes du marquage à chaud sur matériaux ondulés. Note de portée : L'application varie selon la taille des cannelures (par exemple, cannelure E vs cannelure B) .



