
Vous souhaitez écouler vos produits rapidement, mais les entasser sur une étagère vide nuit à leur visibilité. Un présentoir bien conçu transforme l'espace perdu en une zone de vente performante.
L'utilisation d'un présentoir PDQ (Pre-packed Display Quantity) optimise votre espace de vente en regroupant les produits dans un plateau sécurisé et structuré. Cette stratégie de merchandising favorise les achats impulsifs, protège les stocks pendant le transport et réduit considérablement le temps nécessaire aux vendeurs pour réapprovisionner les rayons.

Mais comprendre les bases du marketing est inutile si l'on ne comprend pas comment ces unités sont physiquement fabriquées et déployées en usine.
À quoi sert un terminal de paiement électronique (PDQ) ?
Les acheteurs recherchent souvent des machines d'exposition, confondant les terminaux de paiement sur le lieu de vente avec les équipements industriels lourds nécessaires pour découper et rainer physiquement les emballages de vente au détail en carton ondulé.
Les machines PDQ, et plus particulièrement les tables de découpe CNC (Commande Numérique par Calculateur), servent à prototyper rapidement et à rainer avec précision le carton ondulé. Ces traceurs industriels utilisent des lames spécialisées pour réaliser des découpes complexes, garantissant ainsi un emboîtement parfait des languettes avant le lancement de la production en série.

Connaître le fonctionnement théorique d'une machine est une chose, mais la faire fonctionner pour respecter les tolérances strictes des détaillants exige une précision absolue.
Les principes mécaniques de la découpe CNC du carton ondulé
Lorsque des clients me demandent à quoi sert cette machine, je leur montre généralement nos tables de découpe numériques Kongsberg. Un présentoir de magasin est en réalité un assemblage géométrique complexe, réalisé en carton 32ECT (Edge Crush Test)¹. La machine utilise une combinaison de lames oscillantes et de molettes de rainage²pour découper le périmètre extérieur et rainer les cannelures internes le long des lignes de pliage. Sans cette intervention mécanique précise, les fibres épaisses du papier se casseraient simplement lorsqu'on les plierait à la main.
Je consulte quotidiennement ces tableaux pour vérifier l'intégrité structurelle avant de graver une matrice de découpe en acier pour une production de 10 000 unités. La semaine dernière encore, j'étais près du traceur, observant la molette de rainage comprimer une feuille kraft vierge. On entend distinctement le claquement sec des cannelures sous la pression pneumatique. Si le logiciel RIP de la machine, dédié aux couleurs d'accompagnement, interprète une ligne de pliure comme une ligne de découpe³—ce qui arrive fréquemment lorsque des graphistes amateurs utilisent systématiquement le noir CMJN standard —, la lame sectionne la traverse porteuse. En configurant des profils d'outillage précis pour les couleurs d'accompagnement, je m'assure que la machine interprète parfaitement la géométrie, produisant un échantillon blanc physique qui prouve avec exactitude que l'écran ne se déformera pas sous une charge utile de 18,1kg⁴.
| Processus de fabrication | Résultat physique | Retour sur investissement du fret et de la main-d'œuvre |
|---|---|---|
| Profils d'outillage de couleur d'accompagnement | Zéro fausse coupe sur les plis critiques | Élimine les délais liés au prototypage rapide |
| Roues de rainage pneumatiques5 | Compression interne contrôlée des cannelures6 | Assure un assemblage manuel sans faille |
| Tracé rapide sur 24 heures7 | Géométrie de pliage structurelle vérifiée | Prévient les défaillances de production en série |
Je refuse de lancer la production en série d'un plateau destiné à la vente sans l'avoir préalablement testé sur une table de découpe numérique. Valider la géométrie du pliage mécanique en laboratoire est le seul moyen de garantir un déroulement sans accroc.
🛠️ Le bureau d'Harvey : Vos gabarits actuels sont-ils correctement cartographiés avec des couleurs mécaniques pour un fraisage CNC précis ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
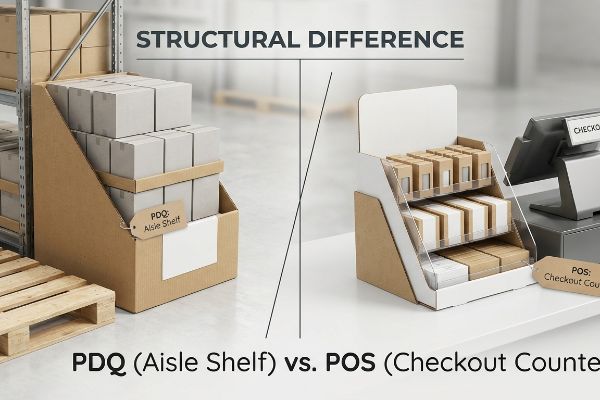
Quelle est la différence entre PDQ et POS ?
Concevoir des produits pour la surface de vente implique de naviguer entre deux ensembles de règles spatiales totalement différents, et les mélanger vous vaudra d'être blacklisté par les gérants de magasin.
La différence entre les présentoirs de point de vente (PDQ) et les présentoirs de point de vente (POS) réside principalement dans leur emplacement physique en magasin. Un présentoir PDQ occupe généralement les étagères principales des allées ou les têtes de gondole robustes, tandis que les présentoirs POS sont placés directement sur le comptoir de caisse, respectant scrupuleusement les limites d'accessibilité frontale afin de capter les achats impulsifs de dernière minute.
Bien que les définitions marketing semblent simples, les calculs structurels nécessaires à leur élaboration sont entièrement cloisonnés dans mon service d'ingénierie.
La séparation structurelle des présentoirs en allée et des présentoirs de comptoir
On ne peut pas simplement réduire de moitié les dimensions d'un grand présentoir de sol pour l'adapter à une caisse enregistreuse. Un plateau prêt à la vente est conçu pour supporter un poids importantet répondre aux normes d'entreposage les plus exigeantes. À l'inverse, un présentoir de comptoir doit être léger, ultra-compact et conçu pour éviter tout basculementlorsqu'un client pressé le heurte en cherchant son portefeuille.
Pour expliquer cette différence, je me réfère généralement à un ensemble strict de directives de vente au détail affichées au mur de mon laboratoire. Une étagère ou un présentoir au sol doit impérativement être fixé à la limite de palette GMA de 121,9 × 101,6 cm (48 × 40 pouces)¹⁰ pour des raisons logistiques, afin d'absorber les chocs cinétiques d'un chariot élévateur. En revanche, les présentoirs de comptoir sont soumis aux contraintes de la loi fédérale américaine sur l'accessibilité (ADA – Americans with Disabilities Act), qui exige que les produits soient placés à main, dans une fenêtre de 38,1 à 121,9 cm (15 à 48 pouces)¹¹. Si je conçois un présentoir de comptoir qui obstrue le champ de vision du caissier ou dont le rapport profondeur/hauteur dépasse 2:3, cela représente un risque important pour la sécurité. En séparant définitivement ces contraintes techniques, je m'assure que chaque élément est mathématiquement aligné avec sa zone commerciale désignée.
| Pipeline d'ingénierie de conception | Contrainte structurelle | Retour sur investissement en matière de conformité |
|---|---|---|
| Ingénierie des plateaux de plancher POP | Dimensions des palettes strictement conformes aux normes GMA12 | Assure un placement robuste dans les allées |
| ingénierie des caisses de point de vente | Limite de portée ADA de 15 à 48 pouces13 | Évite le refus du gérant du magasin |
| rapport profondeur/hauteur de 2:314 | Abaisse le centre de gravité de l'unité | Prévient la responsabilité en cas de basculement physique |
Je n'autorise jamais mon équipe de conception à considérer les présentoirs de point de vente comme une version miniature d'un plateau de rayon. Le respect des spécificités spatiales de chaque zone de vente est impératif pour une conformité légale stricte.
🛠️ Harvey's Desk : Votre présentoir de comptoir respecte-t-il les limites d'accessibilité strictes imposées par l'ADA ? 👉 Obtenez une simulation de contraintes structurelles 3D ↗ — Confidentialité garantie. Vos maquettes de points de vente non commercialisées sont en sécurité.
Quels sont les avantages de travailler chez PDQ ?
Le véritable avantage d'un système préemballé ne réside pas seulement dans l'esthétique du point de vente ; il réside dans la rapidité avec laquelle les employés du magasin peuvent déplacer votre produit de la réserve aux rayons.
L'utilisation d'un présentoir PDQ présente de nombreux avantages, notamment une réduction drastique du travail manuel et l'élimination des opérations de réapprovisionnement fastidieuses. Grâce au plateau en carton ondulé qui maintient les produits en toute sécurité, les vendeurs peuvent déplacer des assortiments entiers sur les étagères en un seul geste, sans avoir à manipuler chaque article individuellement.
Mais connaître la théorie ne suffit pas lorsque les machines de conditionnement se mettent en marche et que les cartons principaux arrivent au centre de distribution.
Pourquoi les cartons d'emballage standard se détériorent-ils lors du déballage ?
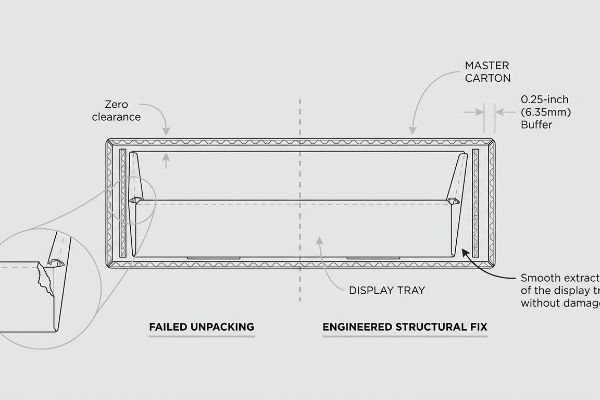
Les marques partent souvent du principe qu'expédier un plateau entièrement garni dans un carton principal aux dimensions intérieures identiques offre une protection optimale pendant le transport. Elles pensent qu'un carton plus ajusté empêche le produit de se déplacer, ignorant totalement le frottement important de la surface du carton brut non verniqui se presse contre lui-même lors du transport en milieu humide.
Ce n'est pas qu'une théorie : je l'ai appris à mes dépens en laboratoire. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un plateau cosmétique de 60,9 cm (24 pouces) parfaitement emboîté dans un carton d'expédition assorti. Nous pensions pouvoir économiser du volume de matériau en minimisant les tolérances. Trois jours plus tard, lors d'une simulation de déballage, j'ai vu un vendeur essayer de sortir le plateau. Les parois poreuses du support de test s'étaient collées sous l'effet de l'humidité . La forte résistance l'a obligé à tirer violemment, et j'ai entendu le bruit inquiétant du rebord de retenue imprimé qui se déchirait complètement. La solution n'était pas d'utiliser un carton plus épais ; il fallait ajuster les tolérances de la rainureuse rotative directement en usine. J'ai élargi la cavité interne du carton principal en ajoutant une marge de sécurité de 6,35 mm (0,25 pouce) sur le périmètre pour éviter le blocage par friction. Cet ajustement de tolérance de 6,35 mm n'a pas seulement empêché la déchirure structurelle ; Cela a permis au plateau de glisser sans problème, réduisant ainsi le temps de déballage de 35 secondes par unité et garantissant une visibilité impeccable sur l'étagère.
| Réparation structurelle technique | Résultat physique | Retour sur investissement du travail et du commerce de détail |
|---|---|---|
| tampon de dégagement de 0,25 pouce18 | Brise le verrouillage par friction de la surface du carton | Accélère le réapprovisionnement des rayons |
| recalibrage de la fenteuse rotative19 | Crée un véritable espace vide interne | Empêche le déchirement des lèvres imprimées |
| Protocole d'emboîtement sans friction20 | Assure une physique d'extraction fluide | Évite les reprises manuelles coûteuses |
Je conçois chaque relation entre l'expéditeur et le plateau en tenant compte des tolérances de décalage mathématiques. Protéger la marchandise est totalement inutile si le présentoir se déchire dès qu'un vendeur tente de le déballer.
🛠️ Le bureau de Harvey : Vos présentoirs emboîtables se bloquent-ils et se déchirent-ils à cause de cartons maîtres trop serrés ? 👉 Demandez un audit complet de votre nomenclature d'emballage ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Combien coûte un terminal de paiement électronique (PDQ) ?
Les équipes d'approvisionnement tentent souvent de réduire drastiquement leurs budgets de fabrication en négociant agressivement les frais d'outillage, sans se rendre compte que les équipements bon marché et réutilisés nuisent gravement à la qualité de la production de masse.
Le coût d'une machine PDQ dépend entièrement de la technologie utilisée. Une table de découpe CNC permanente coûte plus de 100 000 $, tandis que l'outillage de fabrication, comme une matrice de découpe en acier sur mesure pour une presse rotative, coûte généralement entre 300 $ et 1 500 $ selon la complexité structurelle exacte de la matrice.

Mais se focaliser uniquement sur cette facture d'outillage initiale constitue un angle mort majeur en matière de fiabilité structurelle à long terme.
Le coût structurel caché des cartes de puces dégradées
Les équipes d'approvisionnement partent du principe que le paiement unique d'un outillage structurel permet d'acquérir un poinçon métallique permanent et indestructible qui produira des plateaux de vente au détail parfaits pendant des années. Elles ignorent complètement la réalité matérielle des matrices standard, qui reposent sur des lames d'acier insérées par pression dans des bases en contreplaqué brut et poreux<sup>21</sup>.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème quotidiennement en période de forte activité. Au départ, je pensais pouvoir stocker sans risque la matrice en bois usée d'un client dans notre entrepôt standard pour une nouvelle commande saisonnière, afin de lui éviter les 500 $ de frais de réoutillage. J'avais tort. Après six mois d'exposition à l'humidité ambiante de l'usine, la base en bois poreux s'est légèrement déformée , désalignant les lames d'une fraction de millimètre. Lorsque j'ai retiré le premier prototype de la presse à plateaux bruyante, j'ai immédiatement senti les entailles irrégulières et rugueuses, là où les lames émoussées avaient écrasé la cannelure B au lieu de la découper proprement. La base a ensuite échoué au test de compression cinétique, se brisant à seulement 51 kg. Pour remédier à cela, j'ai complètement abandonné le protocole d'outillage dégradé. Désormais, j'utilise des découpeuses laser automatisées pour produire une matrice en acier neuve pour chaque lot de fabrication. En appliquant cette norme stricte d'outillage neuf, je garantis des bords tranchants comme des rasoirs et des languettes parfaitement emboîtables, réduisant ainsi le temps d'assemblage du co-packing du client de 28 secondes par unité sur les productions standard.
| Protocole relatif aux machines et à l'outillage | Résultat de la fabrication physique | Retour sur investissement des coûts d'assemblage |
|---|---|---|
| matrices à règles en acier à lot unique | Élimine les défauts de déformation du socle en bois24 | Prévient le gaspillage des matières premières |
| Cartes de découpe gravées au laser | Permet une coupe de précision extrême des cannelures de Si25 | Garantit un verrouillage parfait des onglets |
| Isolation de l'humidité ambiante | Évite le déplacement microscopique des lames d'acier26 | Accélère l'assemblage par des prestataires logistiques tiers (3PL) |
Je refuse de réutiliser des matrices anciennes, altérées par l'humidité, juste pour économiser quelques centimes. La fabrication de plateaux de vente au exige un outillage sans compromis et d'une précision extrême à chaque étape de production.
🛠️ Le bureau de Harvey : Votre usine actuelle réutilise-t-elle des matrices de découpe en bois déformées, ce qui provoque des découpes irrégulières sur vos nouvelles commandes ? 👉 Demandez un audit gratuit de précision de découpe ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez tenter d'économiser quelques centimes en négligeant les frottements dans vos cartons d'emballage emboîtables, mais lorsque ces cartons se bloquent et que les vendeurs, exaspérés, arrachent les languettes de maintien imprimées, cela provoque un refus immédiat du détaillant, anéantissant ainsi la marge bénéficiaire de votre projet. Récemment, une erreur de tolérance de 6,35 mm, fatale pour un déploiement national majeur, a été détectée lors d'une analyse technique, avant même la mise en production. Cessez de gaspiller votre budget marketing à cause de problèmes structurels et laissez-moi concevoir personnellement votre prochain déploiement en magasin ↗ afin de garantir une résistance physique et une conformité maximales.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Documentation technique sur les normes d'essai de résistance à l'écrasement des bords (ECT) du carton ondulé. Rôle de la preuve : spécification ; type de source : norme industrielle. Concerne : le matériau spécifique utilisé dans les présentoirs de vente au détail. Note sur la portée : se concentre sur la capacité de charge.
« Utilisation d'une lame oscillante et d'une molette de rainage pour la fabrication de boîtes par… », https://www.youtube.com/watch?v=-jGQADGD_Ao . Spécifications techniques du fabricant détaillant les mécanismes utilisés pour la découpe et le rainage du carton ondulé. Rôle de la preuve : vérification du mécanisme ; type de source : manuel technique. Supporte : le processus mécanique des machines PDQ. Note de portée : Spécifique à la technologie de découpe numérique.
« Comment créer des trajectoires de découpe et du blanc d'accompagnement pour les imprimantes Roland… », https://www.youtube.com/watch?v=H2WWzz3OHuQ . Explication du fonctionnement des processeurs d'images raster (RIP) des traceurs industriels, qui utilisent des canaux de couleur d'accompagnement spécifiques pour distinguer les trajectoires de découpe, de rainage et de perforation. Preuve : Vérification technique ; type de source : Manuel technique ou documentation logicielle. Confirme : L'affirmation selon laquelle le noir CMJN provoque des erreurs de trajectoire d'outil. Remarque: S'applique aux logiciels de découpe CNC vectoriels.
« Présentoirs PDQ en carton ondulé conçus pour une installation rapide et un impact maximal en point de vente », https://www.abbottaction.com/packaging/corrugated-pdq-displays/ . Vérification des valeurs de référence de résistance structurelle des présentoirs en carton ondulé pour points de vente. Rôle de la preuve : Validation des valeurs de référence ; type de source : Guide d’ingénierie de l’emballage. Confirme : La validité d’une charge utile de 18 kg (40 lb) comme charge d’essai standard pour l’intégrité structurelle. Remarque : Les capacités de charge varient selon la qualité du carton et les dimensions du présentoir.
« Avantages des machines de découpe à lames CNC pour l'industrie de l'emballage », https://www.ytdiemaker.com/news/cnc-knife-cutting-machine-advantages-for-the-packaging-industry.html. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Preuve : spécification technique ; type de source : manuel d'ingénierie industrielle. Argument : utilisation de molettes à pression d'air pour un rainurage précis. Précision : spécifique aux machines industrielles lourdes pour le carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : vérification des propriétés physiques ; type de source : recherche en science des matériaux. Justification : l’exigence mécanique de comprimer les cannelures sans écraser le revêtement. Note relative au champ d’application : s’applique à la géométrie du pliage structurel.
« Plateaux et boîtes PDQ – Plus Printers », https://www.plusprinters.com/product/pdq-trays-and-boxes/?srsltid=AfmBOoo4IiKAgWU9MeVh8Sbac_28g-frBNRQOiuiB5jwgwE_GEMxa6fp. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : référence sectorielle ; type de source : spécification de service de fabrication. Appuie : la faisabilité d’un cycle de 24 heures pour des prototypes structurels vérifiés. Note de portée : se réfère à la phase de traçage rapide de la production PDQ .
« 5 exigences pour les emballages prêts à la vente », https://greatnorthernpackaging.com/2025/11/19/5-requirements-for-shelf-ready-packaging/. Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : spécification technique ; type de source : norme industrielle d’emballage. Appui : intégrité structurelle des plateaux PDQ. Note sur la portée : se concentre sur l’expédition B2B et la durabilité du placement en magasin .
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/ . Brève explication de la manière dont une source externe faisant autorité appuie cette affirmation. Rôle de la preuve : principe de conception ; type de source : guide de marchandisage. Appuie : exigences de sécurité et de stabilité pour les présentoirs de comptoir. Note sur la portée : s’applique aux points de contact client à fort trafic.
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/ . Confirmation de la taille standard des palettes établie par la Grocery Manufacturers Association pour une efficacité logistique optimale. Preuve : spécification technique ; type de source : norme industrielle. Convient aux contraintes dimensionnelles des présentoirs de vente au détail au sol. Note relative à la portée : norme pour la logistique nord-américaine.
« Chapitre 3 : Parties manipulables – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Vérification des directives de l’Americans with Disabilities Act (ADA) concernant les distances de portée afin de garantir l’accessibilité aux personnes en fauteuil roulant. Rôle de la preuve : exigence légale ; type de source : réglementation gouvernementale. Apport : contraintes de conception des comptoirs de point de vente. Note de portée : basé sur les normes américaines ADA relatives à la conception accessible .
« Quelles sont les directives GMA relatives aux palettes pour l’industrie alimentaire… », https://www.kampspallets.com/gma-pallet-guidelines/ . Vérification des exigences standard GMA en matière de dimensions des palettes pour la conformité des plateaux de vente au détail. Rôle de la preuve : norme technique ; type de source : guide sectoriel. Apports : alignement structurel pour le placement en allée. Note sur la portée : s’applique aux normes de vente au détail nord-américaines.
« Comptoirs de vente et de service – Access-Board.gov », https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html . Confirmation des normes de l’Americans with Disabilities Act (ADA) concernant les zones d’accessibilité pour la conception de comptoirs de caisse. Rôle de la preuve : conformité réglementaire ; type de source : réglementation gouvernementale. Appui : contraintes de conception des points de vente. Note de portée : Se réfère spécifiquement aux limites d’atteinte vers l’avant et sur les côtés.
« Assurer la stabilité et le support structurel des présentoirs temporaires », https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays. Vérification des coefficients de stabilité utilisés pour prévenir le basculement des présentoirs autoportants en magasin par la gestion du centre de gravité. Preuve : principe d’ingénierie ; source : manuel technique. Objectif : prévention des risques liés au basculement. Note : application générale des principes physiques aux agencements de vente au détail .
« [PDF] Effet de l'humidité du carton brut sur le comportement au formage et… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1219&context=japr. Analyse technique des coefficients de frottement du carton brut en milieu humide. Rôle de la preuve : vérification technique ; type de source : recherche en science des matériaux. Confirme : l'affirmation selon laquelle le carton brut génère un frottement important lors du transport. Note relative à la portée : spécifique aux matériaux non vernis .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . La documentation technique sur les matériaux ondulés explique comment les propriétés hygroscopiques du papier d'emballage provoquent un gonflement et une augmentation du frottement en conditions d'humidité élevée. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Appui : lien de causalité entre l'humidité et le frottement de l' emballage. Remarque : l'effet varie selon la qualité du papier d'emballage.
« Conseils pour des boîtes d'emballage parfaites ? – PopDisplay », https://popdisplay.me/what-are-some-tips-for-packaging-box-perfection/. Les normes d'ingénierie de l'emballage spécifient des tolérances minimales et des marges de sécurité pour éviter les frottements ou les blocages par vide entre les composants en carton ondulé emboîtés. Preuve : validation comparative ; type de source : norme d'ingénierie de l'emballage. Appuie : la validité de la marge de sécurité de 6,35 mm (0,25 pouce) comme mesure corrective. Remarque : les tolérances spécifiques peuvent varier en fonction des dimensions globales de l'emballage .
« Tampons de protection pour emballages – Smurfit Kappa », https://www.smurfitkappa.com/us/products-and-services/packaging/protective-packaging-buffers. Explication technique du fonctionnement d'un jeu spécifique réduisant la friction de surface dans les emballages en carton ondulé afin d'accélérer le réapprovisionnement. Type de preuve : spécification technique ; source : manuel d'ingénierie de l'emballage. Éléments d'appui : effet mécanique des tampons de protection. Remarque : spécifique aux systèmes de présentation préemballés pour la vente au détail .
« Une machine de placement rotative à servocommande atteint 300 unités/min – Packaging World », https://www.packworld.com/home/video/13349190/servodriven-rotary-placer-reaches-300min . Vérification de la manière dont le réglage d'une machine de rainurage rotative crée un espace vide interne afin d'éviter le déchirement des bords imprimés lors du déballage. Rôle de la preuve : validation de processus ; type de source : manuel d' utilisation de la machine. Avantages : prévention structurelle des défaillances matérielles. Note relative au champ d'application : applicable à la fabrication de carton ondulé.
« Exigences NPR 6000.1G relatives à l’emballage, à la manutention et… », https://nodis3.gsfc.nasa.gov/displayAll.cfm?Internal_ID=N_PR_6000_001G_&page_name=all . Analyse des normes d’imbrication dans les emballages de vente au détail visant à optimiser les procédés d’extraction afin de minimiser le travail manuel et les retouches. Rôle des preuves : validation de la méthodologie ; type de source : étude d’ingénierie industrielle. Apports : efficacité des procédés d’extraction. Note relative à la portée : accent mis sur la logistique et le retour sur investissement dans le commerce de détail.
« Guide ultime de la fabrication de matrices en bois pour les ateliers d'outillage – Yitai », https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/. Vérification technique des matériaux et de la méthode d'assemblage utilisés dans les matrices standard en acier. Type de preuve : vérification factuelle ; source : manuel de fabrication ou spécification technique. Éléments d'appui : composition des matériaux des matrices. Note relative au champ d'application : s'applique à l'outillage structurel courant pour l'emballage .
« Guide pour maîtriser le gauchissement du bois – Meridian Products », https://www.meridianproduct.com/blog/guide-to-mastering-wood-warpage/. Explication technique de la façon dont les matériaux en bois hygroscopiques utilisés en découpe réagissent à l'humidité ambiante, entraînant une instabilité dimensionnelle et un désalignement de la lame. Rôle de la preuve : validation technique ; type de source : guide scientifique des matériaux. Sujet : impact des conditions de stockage sur l'intégrité des matrices. Remarque : se concentre sur les supports à base de bois par rapport aux supports synthétiques .
« Découpeuse laser à plat et rotative de haute précision pour matrices de découpe – Yitai », https://yitaipacking.com/products/flat-rotary-laser-cutting-machine/ . Documentation industrielle sur l'utilisation des systèmes de découpe laser CNC pour le rainurage de haute précision des matrices en acier dans la fabrication d'emballages. Rôle de la preuve : vérification du processus ; type de source : spécification technique. Supporte : la transition de l'outillage manuel à l'outillage automatisé pour plus de précision. Note de portée : concerne l'automatisation du rainurage des matrices de découpe.
« Comment modifier les matrices de découpe en acier pour les machines de découpe Sizzix », https://www.youtube.com/watch?v=90zBMB-CSZ8 . Explication technique de la manière dont l'utilisation de matériaux mono-lot pour la fabrication des matrices minimise les gradients d'humidité et empêche le gauchissement. Preuve : Validation technique ; type de source : Manuel d'ingénierie de fabrication. Sujets abordés : Stabilité structurelle de l'outillage. Remarque : S'applique spécifiquement aux bases de matrices de découpe en acier.
« Création de matrices laser – Warneke Paper Box », https://warnekepaperbox.com/process/laser-die-creation/. Données industrielles comparant la précision de cisaillement des matrices gravées au laser à celle du fraisage mécanique traditionnel pour le carton ondulé de type B. Éléments de preuve : Indicateur de performance ; type de source : Livre blanc de l’industrie de l’emballage. Points à considérer : Précision de coupe et qualité des bords. Remarque : Limité aux spécifications du carton ondulé de type B.
« Glossaire des termes – Interstate Specialty Products », https://www.interstatesp.com/die-cutting-glossary-terms/. Analyse scientifique de la manière dont l'isolation de l'humidité ambiante empêche la dilatation et la contraction des substrats de cartes de découpe, ce qui entraîne la migration des lames. Type de preuve : mécanisme physique ; type de source : revue scientifique sur les matériaux. Applications : maintenance de précision. Remarque : ce document se concentre sur les environnements de fabrication à haute tolérance .



