Vous passez des semaines à finaliser les illustrations, mais le premier prototype paraît encore fragile. Pour obtenir un emballage prêt à la vente au détail d'une perfection absolue, il est indispensable de maîtriser les calculs structurels bien avant même que l'encre ne touche le carton.
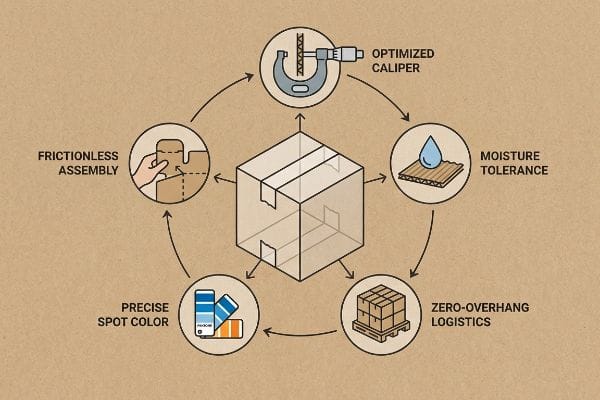
Pour garantir la perfection de vos emballages, il est essentiel d'optimiser cinq éléments clés : l'épaisseur du carton structurel, sa résistance à l'humidité ambiante, la logistique des cartons maîtres sans débordement, la gestion précise des couleurs d'accompagnement et une conception d'assemblage sans frottement. L'équilibre de ces variables assure un transport sécurisé, prévient les retours clients et garantit une parfaite adéquation entre votre emballage physique et votre visuel numérique.

Mais la connaissance théorique ne suffit pas lorsque des machines automatisées à grande vitesse se mettent à découper vos créations. Analysons les réalités concrètes qui font la différence entre un lancement réussi en magasin aux États-Unis et un échec coûteux en entrepôt.
Comment créer un emballage parfait ?
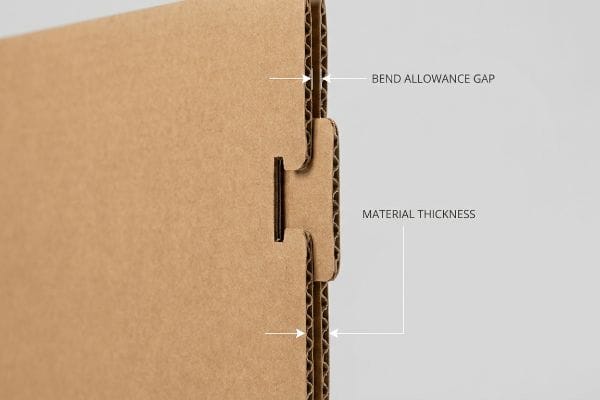
Un fichier Illustrator visuellement époustouflant ne sert à rien si les plis physiques se déchirent. La réussite de toute conception structurelle repose sur la compréhension des tolérances d'épaisseur des matériaux.
Pour obtenir un emballage parfait, il est essentiel d'ajuster mathématiquement les rainures de découpe à plat afin de compenser l'épaisseur du carton ondulé plié. Négliger cette tolérance de pliage très précise engendre des frottements importants lors du conditionnement, ce qui peut entraîner l'écrasement des cannelures, le déchirement des feuilles supérieures et l'instabilité des présentoirs en magasin.
La qualité des graphismes ne représente que la moitié du travail. Le véritable défi consiste à plier à 90 degrés une feuille de carton de 3 mm d'épaisseur.
La réalité de la « compensation d'échelle » pour l'emballage
La pratique courante de nombreux graphistes consiste à créer des languettes emboîtables et des fentes de pliage dont la largeur correspond exactement à celle du panneau correspondant. Ils partent du principe que si une languette mesure 50,8 mm (2 pouces) de large, la fente doit également mesurer exactement 50,8 mm (2 pouces) de large. Si cette méthode semble logique sur un écran d'ordinateur, elle ignore totalement le volume tridimensionnel occupé par le papier ondulé lorsqu'il estplié¹.
Même les concepteurs les plus expérimentés négligent souvent ce point faible lorsqu'ils passent des emballages pliants fins aux présentoirs robustes en carton cannelé. J'en suis témoin constamment lorsqu'un sous-traitant, exaspéré, peine à insérer un panneau épais dans une fente étroite, ce qui provoque le bruit désagréable du papier kraft brut qui se déchire. Le pliage du carton consomme de la matière et, sans tolérance de courbure prévue à cet effet, toute la structure se déforme fortement. Dans mon atelier, je reconstruis mathématiquement ces fentes de réception à l'aide d' de CAO paramétrique (Conception Assistée par Ordinateur), en ajoutant précisément le jeu nécessaire pour le rayon extérieur. Ce réglage ultra-précis élimine les frottements structurels, accélérant les chaînes de montage d'environ 30 % et permettant aux marques d'économiser des milliers d'euros en frais de main-d'œuvre inutiles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Rapport fente/languette de 1:1 sur les lignes de découpe | Ajout de tolérances de pliage paramétriques pour l'étrier2 | Assemblage sans frottement et sans déchirure |
| En négligeant l'épaisseur du matériau ondulé | Mesure du volume spécifique de la carte | Empêche la déformation des panneaux vers l'intérieur3 |
| Forcer les languettes par pression manuelle | Jeux de dégagement pré-conçus4 | Accélère le temps de co-emballage |
Je n'envoie jamais un fichier graphique non ajusté directement à la découpe. En élargissant artificiellement ces fentes avant la fabrication, je garantis un positionnement parfaitement d'équerre de votre présentoir, sans avoir recours à du ruban adhésif transparent disgracieux.
🛠️ Le bureau d'Harvey : Vous hésitez sur le jeu de pliage de vos languettes d'assemblage pour le profil B ? 👉 Faites auditer votre gabarit ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelles sont les 5 considérations à prendre en compte lors de la conception d'un emballage ?
Au-delà de l'esthétique, il est essentiel d'évaluer la durabilité des matériaux, l'intégrité structurelle, la logistique du transport, la rapidité d'assemblage et la résistance aux intempéries. Négliger les facteurs environnementaux peut souvent détruire même les structures en carton les plus robustes.
L'évaluation des cinq points à prendre en compte lors de la fabrication d'emballages nécessite de prioriser la physique de l'humidité ambiante au-delà des dimensions standard. Étant donné que le carton ondulé poreux absorbe naturellement l'humidité ambiante lors des longs transports maritimes, les découpes précises doivent inclure une marge de tolérance afin d'éviter que la dilatation n'entraîne une défaillance catastrophique de l'assemblage dans les environnements humides des entrepôts.

Une boîte parfaitement ajustée, dans un bureau climatisé, se comporte tout autrement lorsqu'elle se trouve dans un centre de distribution humide et étouffant.
Lutter contre le gonflement dû à l'humidité dans les emballages
Lors du déploiement d'un produit en magasin, les équipes définissent généralement leurs tolérances structurelles en fonction de l'épaisseur absolue à sec du panneau, tel qu'il sort de la chaîne de production. Cette base théorique suppose que le matériau restera statiquement parfait tout au long de son cycle de vie. Cependant, le revêtement de test standard 32 ECT (Edge Crush Test) est très poreux⁵,et les conditions atmosphériques déterminent son état physique final.
C'est un piège courant qui touche même les équipes d'approvisionnement les plus expérimentées, qui s'étonnent que leurs échantillons blancs, pourtant approuvés, ne s'assemblent plus correctement au centre de distribution. Je sais parfaitement ce que c'est que de voir les employés d'entrepôt peiner à insérer des languettes gonflées dans des encoches étroites, car le carton a absorbé l'humidité lors d'un long transport maritime vers un marché américain humide comme la Floride. La rigidité du carton kraft humide oblige les opérateurs à écraser les cannelures pour assembler l'unité, ce qui compromet sa capacité de charge . Pour remédier à ce problème, j'intègre automatiquement une marge d'humidité supplémentaire de 1 mm directement dans les mécanismes de réception pour les expéditions côtières. Ce filet de sécurité dimensionnel invisible garantit au sous-traitant un assemblage sans accroc, évitant ainsi les coûts de main-d'œuvre importants liés aux configurations difficiles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception pour une épaisseur de panneau parfaitement sèche | Conception d'un tampon d'humidité de 1 mm8 | Assemblage aisé même par temps humide |
| Ignorer les conditions de transit du fret maritime | Fentes de dimensionnement pour une dilatation maximale de l'humidité9 | Élimine les dommages causés aux flûtes écrasées |
| Accuser l'usine des fentes étroites | Ajustement des fichiers CAO en fonction de l'humidité régionale | Évite les refacturations liées à la main-d'œuvre |
Je privilégie les principes de la physique environnementale plutôt que de compter sur la météo. Concevoir des présentoirs résistants au gonflement dû à l'humidité garantit une capacité de charge maximale lors de leur déballage par le détaillant.
🛠️ Le bureau d'Harvey : Vos écrans sont-ils expédiés vers une zone à forte humidité sans marge de dilatation dimensionnelle ? 👉 Vérifiez l'espace disponible pour vos fichiers ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Comment emballer efficacement les cartons ?
Entasser davantage d'unités dans un carton principal semble être un moyen rapide de réduire les coûts d'expédition, mais une palette surchargée crée de graves vulnérabilités structurelles.
Un emballage efficace exige le strict respect des règles logistiques de chargement sans débordement. Si un carton principal dépasse les dimensions standard du plateau en bois de 1219 × 1016 mm (48 × 40 pouces), les coins ondulés se désalignent complètement. Une répartition verticale parfaite de la charge garantit une résistance maximale à la compression et évite l'écrasement lors du transport en conteneur à double empilement.

Pour tirer le meilleur parti du volume de votre conteneur, il est nécessaire de trouver un équilibre délicat entre densité et résistance structurelle.
La physique de l'emballage efficace des palettes
De nombreuses équipes logistiques cherchent à optimiser la densité de leurs expéditions en agrandissant légèrement leurs cartons d'expédition afin d'y loger une unité supplémentaire. Elles se fient principalement aux données de compression brute fournies par la papeterie¹⁰ , partant du principe que le carton épais protégera les marchandises, quelle que soit leur position sur la palette .
Mais emballer comme on joue à Tetris est dangereux, surtout quand la gravité entre en jeu. Je le constate constamment : ces cartons optimisés dépassent même de quelques millimètres la palette standard GMA (Grocery Manufacturers Association), déplaçant ainsi le poids dynamique des coins. Près de 60 % de la résistance d'un carton ondulé provient de ses seuls coins verticaux¹¹,et voir un carton du niveau inférieur, sans support, se courber sous le poids de 680,3 kg est une dure réalité. Pour emballer efficacement et en toute sécurité, j'applique un protocole strict de cartons sans débordement , réduisant artificiellement leur encombrement de 12,7 mm. Ainsi, chaque coin est parfaitement soutenu par le plateau en bois, ce qui élimine tout risque de dommages pendant le transport et assure la protection de votre envoi lors des trajets en conteneur 40HQ à double empilement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Laisser les cartons dépasser de la palette | Encombrement réduit de 0,5 pouce (12,7 mm) | Restaure 60 % de la résistance à la compression des angles12 |
| Privilégier la densité des unités au détriment du support | Imposer une boîte englobante sans débordement13 | Empêche l'écrasement du niveau inférieur |
| Se fier uniquement à la résistance brute du panneau | Alignement vertical des coins sur la terrasse en bois | Élimine les annulations de factures pour marchandises endommagées |
Je refuse qu'un quart de pouce de débordement anéantisse une palette entière de marchandises. Réduire l'encombrement du carton principal garantit une résistance à la compression verticale optimale, de l'usine jusqu'aux rayons du magasin.
🛠️ Le bureau d'Harvey : Vos équipes d'approvisionnement dépassent-elles accidentellement le bord de sécurité du quai de chargement ? 👉 Optimisez votre système d'expédition principal ↗ — Fini les formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Quels sont les 4 C de l'emballage ?
Alors que les spécialistes du marketing discutent des 4 C (Client, Coût, Commodité et Communication), l'aspect communication échoue régulièrement lorsque l'image de marque numérique se traduit mal sur du carton brut.
La maîtrise des 4 C du packaging — Client, Coût, Commodité et Communication — exige une réalisation visuelle irréprochable. L'impression de logos d'entreprise en quadrichromie standard sur un support poreux entraîne des défauts de dégradé. L'utilisation d'un aplat de couleur spécifique garantit une visibilité optimale de la marque et une communication précise des couleurs, même sous un éclairage commercial intense.

Mais connaître la théorie de la communication de marque ne suffit pas lorsque les presses à imprimer se mettent réellement à fonctionner sur un support poreux.
Pourquoi les trames CMJN échouent sur le carton ondulé industriel
Les équipes marketing exportent généralement leurs fichiers graphiques finaux au format CMJN (Cyan, Magenta, Jaune, Noir), partant du principe que les presses d'impression commerciales reproduiront fidèlement les couleurs vives des écrans numériques utilisés pour validation. Cette approche théorique suppose que tous les supports absorbent l'encre liquide exactement de la même manièreque le papier glacé haut de gamme pour magazines.
Dans mon atelier, je constate régulièrement que des campagnes de communication de marque brillantes sont compromises car les acheteurs ne comprennent pas l'interaction entre le carton non scellé et les minuscules points d'encre superposés. Ce n'est pas qu'une théorie : je le constate en test lorsqu'un logo numérique standard est imprimé sur du papier testliner brut. Les fibres grossières du papier absorbent les pigments humides de manière inégale<sup>15</sup>, ce qui entraîne un défaut de fusion optique et un logo granuleux, délavé et brouillé, illisible même à six mètres. Pour éviter ce gaspillage visuel, je remplace les techniques de colorimétrie standard par un protocole précis d'application de la couleur Pantone pour les éléments de fond principaux. En prémélangant physiquement le pigment en une seule couche<sup>16</sup> au lieu de me fier à la superposition de points, j'optimise la netteté du contraste, garantissant ainsi que la marque capte l'attention du consommateur et générant un meilleur retour sur investissement pour les dépenses de merchandising.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression de logos avec des points de 4 couleurs superposés | Obligation d'utiliser une couleur Pantone d'accompagnement prémélangée17 | Élimine les images granuleuses et floues |
| Traiter le carton ondulé comme du papier glacé de magazine | Réglage du prépresse pour les fibres poreuses de testliner18 | Optimise la visibilité des allées |
| Faire confiance aux épreuves couleur numériques | Comparaison physique des échantillons sous un éclairage standard19 | Garantit la conformité de l'identité de marque |
Je ne laisse pas les illusions d'optique influencer la valeur de la marque en magasin. Utiliser des couleurs unies pour les éléments clés de la marque garantit que vos présentoirs se démarquent dans un rayon encombré.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui imprimera votre fichier sans réfléchir, mais si un carton principal non renforcé déborde de la palette et s'écrase sous 680,3 kg (1 500 lb), les dommages liés au transport anéantiront votre marge bénéficiaire. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances du carton : laissez-moi analyser personnellement vos fichiers grâce à mon audit de découpe gratuit ↗ afin de détecter les erreurs structurelles critiques avant la production en série.
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Un manuel de référence en ingénierie de l'emballage expliquerait comment la structure du calibre et des cannelures du carton ondulé nécessite des calculs de tolérance de pliage pour garantir la précision dimensionnelle]. Rôle de la preuve : fait technique ; type de source : manuel d'ingénierie. Justifie : la nécessité de la compensation du calibre dans les gabarits. Note de portée : s'applique aux matériaux en carton ondulé pliés .
« Avantages de la nouvelle conception paramétrique des boîtes – Packmage », https://www.packmage.com/Cad/Document/466-B_Advantages_of__v3_0. [Les manuels techniques sur la conception d'emballages structurels expliquent comment les ajustements paramétriques de l'épaisseur du matériau aux points de pliage préviennent les contraintes et les déchirures lors de l'assemblage]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appui : utilisation de tolérances de pliage pour garantir un assemblage sans déchirure. Note de portée : spécifique à la construction de boîtes pliantes et de boîtes en carton ondulé .
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les guides d'ingénierie structurelle pour les matériaux en carton ondulé expliquent en détail comment le calcul précis du volume et de l'épaisseur du carton permet d'éviter les tensions internes qui provoquent le cintrage des panneaux]. Rôle de la preuve : vérification des propriétés physiques ; type de source : spécification technique. Appuie : la relation entre la mesure du volume du carton et la planéité structurelle. Note de portée : s'applique aux emballages en carton ondulé .
« [PDF] Conditionnement à façon en Oregon et dans le Nord-Ouest Pacifique : sensibilisation et recherche », https://www.oregon.gov/odaroadmap/SiteCollectionImages/CoPacking%20in%20Oregon.pdf. [Les normes de conception industrielle pour l’assemblage à grand volume démontrent que l’intégration de jeux de dégagement spécifiques dans les languettes réduit la friction et le temps d’assemblage lors du processus de conditionnement à façon]. Rôle de la preuve : preuve d’efficacité opérationnelle ; type de source : étude de conception industrielle. Appuie : l’impact des jeux de dégagement sur la vitesse d’assemblage. Note de portée : s’applique à l’assemblage d’emballages manuels et semi-automatisés .
« Différence entre le test 200# et le test 32ECT | Conception d'emballages », https://pack-design.com/whats-the-difference-between-200-test-and-32ect/ . [Une norme industrielle pour les emballages en carton ondulé vérifierait la porosité et les propriétés hygroscopiques du testliner 32ECT]. Rôle de la preuve : spécification technique ; type de source: manuel de science des matériaux. Sujet : sensibilité du carton 32ECT aux variations atmosphériques. Note sur la portée : porte sur les propriétés physiques du testliner.
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [La documentation technique sur la physique du carton ondulé explique comment l’absorption d’humidité ramollit les fibres de cellulose et réduit la résistance à la compression verticale des cannelures, diminuant ainsi la capacité de charge totale]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Sujets abordés : impact de l’humidité sur l’intégrité structurelle. Note de portée : spécifique aux matériaux ondulés à base de cellulose .
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Les normes industrielles de conception d'emballages spécifient des tolérances de jeu précises pour tenir compte de la dilatation hygroscopique du carton pendant le transport en environnements à forte humidité]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Appui : mesure spécifique de la marge. Remarque : la tolérance peut varier selon la qualité du carton et le type de revêtement .
« Influence de l'humidité et de la température sur les propriétés mécaniques du carton ondulé… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Les manuels techniques relatifs aux emballages en carton ondulé définissent des marges de tolérance spécifiques pour tenir compte de la dilatation hygroscopique du carton]. Niveau de preuve : spécification technique ; type de source : manuel technique. Éléments pris en compte : dimensionnement des marges d'humidité. Précision : étude axée sur les tolérances du carton .
« Guide complet des tolérances dimensionnelles des boîtes en carton ondulé – Upack », https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOorX1MnDzTjfJ0kyygrvJz_IC9JGIysPZoYgct0lD-nVqtMyhQNM . [Les normes logistiques et d'emballage recommandent d'augmenter les dimensions des fentes pour compenser le gonflement du matériau pendant le transport maritime et éviter ainsi toute rupture structurelle]. Niveau de preuve : meilleures pratiques du secteur ; type de source : guide d'expédition et d'emballage. Objectif : prévention des dommages aux cannelures. Précision: spécifique au transport maritime.
« [PDF] Test Mullen vs. Test de compression latérale : boîtes – Crown Packaging Corp. », https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. [Documentation technique des organismes de normalisation de l’emballage expliquant le test de compression latérale (ECT) et d’autres mesures de compression brute fournies par les fabricants pour estimer la résistance des matériaux]. Rôle de la preuve : définition technique ; type de source : norme industrielle. Appuie : la source technique des données de capacité de charge brute. Remarque sur la portée : se réfère à la résistance au niveau du matériau plutôt qu’à la performance de la boîte finie .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [La documentation technique sur la compression du carton ondulé (BCT) permettrait de vérifier le pourcentage précis d’intégrité structurelle apporté par les angles verticaux]. Rôle de la preuve : Validation technique ; type de source : Norme d’ingénierie de l’ emballage. Appuie : L’affirmation selon laquelle le débordement des angles entraîne une rupture structurelle catastrophique. Remarque : Les pourcentages réels peuvent varier en fonction du type de cannelure et de la qualité du carton.
« Prédiction de l’effet du débordement de la palette sur la compression des cartons… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [Des études techniques sur l’emballage quantifient la perte de résistance à la compression verticale lorsque les cartons ondulés débordent des bords de la palette et le pourcentage récupéré par alignement]. Rôle de la preuve : vérification quantitative ; type de source : étude d’ingénierie. Appui : la physique de la stabilité des charges. Remarque sur la portée : peut varier selon la qualité du carton .
« Les intercalaires réduisent-ils les dommages aux palettes ? – Custom Packaging Products », https://custom-packaging-products.com/do-tier-sheets-reduce-pallet-damage/ . [Les normes de logistique et de gestion d'entrepôt expliquent comment le maintien de la charge à l'intérieur de l'empreinte de la palette assure un soutien vertical maximal pour les couches inférieures]. Rôle de la preuve : principe technique ; type de source : manuel industriel. Objectif : prévention de l'effondrement structurel. Remarque : suppose des dimensions de palettes standard.
« Papier couché vs. papier non couché : Guide d’absorption d’encre et de couleurs », https://www.ybj-printing.com/coated-vs-uncoated-paper-ink-absorption-color-guide/ . [Ce document technique sur les techniques d’impression explique comment la porosité et l’énergie de surface induisent une absorption d’encre différente sur le carton ondulé non couché par rapport au papier couché brillant]. Rôle de la preuve : validation technique ; type de source : manuel de l’industrie de l’ imprimerie. Appuie : l’affirmation selon laquelle l’absorption du substrat n’est pas uniforme. Note sur la portée : compare spécifiquement les surfaces absorbantes et non absorbantes.
« L’effet des colorants sur la teneur en métaux lourds dans… », https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [La documentation technique sur la porosité du support explique comment les supports ondulés non scellés entraînent une absorption d’encre et un gain de point irréguliers, ce qui provoque un défaut de mélange optique dans les impressions en demi-teintes]. Rôle de la preuve : explication technique ; type de source : manuel de l’industrie de l’imprimerie. Justifie : la cause de la dégradation visuelle des impressions CMJN sur carton. Note de portée : spécifique aux supports ondulés non scellés .
« Différence entre les couleurs d'accompagnement et les couleurs CMJN », https://www.deprintedbox.com/blog/spot-vs-process-color/ . [La littérature scientifique sur la couleur démontre que les couleurs d'accompagnement offrent une opacité et un contraste supérieurs sur les supports absorbants en éliminant les problèmes de transparence et de superposition inhérents aux couleurs en trame]. Type de preuve : comparaison technique ; source : guide de gestion des couleurs. Appui : l'efficacité des aplats de couleurs d'accompagnement pour maximiser le contraste. Remarque sur la portée : s'applique aux exigences de contraste élevé sur des supports de qualité inférieure.
« Pantone vs CMJN pour l'emballage : lequel est le meilleur ? – PAX Solutions », https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/ . [Un guide industriel sur l'impression flexographique expliquerait comment les couleurs d'accompagnement évitent l'aspect « boueux » des points CMJN superposés sur les matériaux absorbants]. Rôle de la preuve : validation technique ; type de source : manuel de l'industrie de l' imprimerie. Appuie : la supériorité du Pantone sur le CMJN pour les logos sur carton ondulé. Note sur la portée : applicable spécifiquement à la flexographie et aux supports absorbants.
« Guide sur les défauts de surface du carton et la qualité d'impression des boîtes d'expédition », https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e. [Les spécifications techniques relatives à la composition du carton ondulé décrivent la porosité des fibres de testliner et leur contribution au gain d'encre]. Type de preuve : spécification du matériau ; source : document technique sur l'ingénierie de l'emballage. Argumentaire : nécessité d'ajustements prépresse spécifiques pour les supports ondulés. Précision : ce document porte sur les matériaux ondulés non couchés .
« Normes et standards pour l’éclairage standard – JUST-Normlicht », https://www.just-normlicht.com/en/norms-and-standards.html . [Les normes ISO relatives à la gestion des couleurs, telles que l’ISO 3664, spécifient l’utilisation de cabines d’éclairage standardisées pour l’épreuvage physique afin de garantir la cohérence de la marque]. Rôle de la preuve : conformité à une norme ; type de source : norme ISO. Appui : l’exigence d’épreuves physiques plutôt que d’approximations numériques. Note sur le champ d’application : concerne l’étalonnage des couleurs professionnel et le contrôle qualité.



