
Vous souhaitez lancer une nouvelle gamme de cosmétiques, mais le fabricant demande des volumes que vous ne pouvez pas vous permettre actuellement. Voyons ensemble comment fonctionnent les quantités commandées.
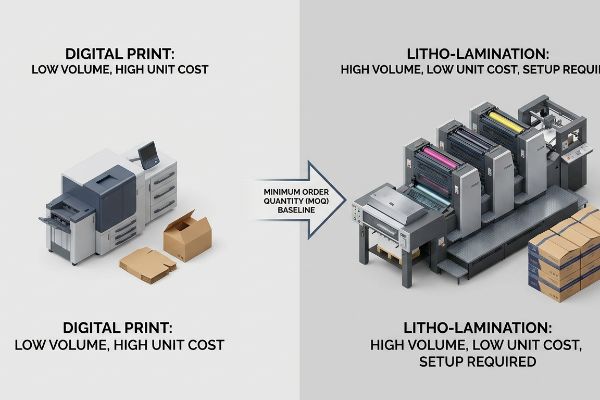
La quantité minimale de commande pour les emballages cosmétiques personnalisés correspond au nombre minimal d'unités qu'un fabricant produira en une seule fois. Ce seuil varie généralement de 100 à 5 000 unités selon les techniques d'impression, la complexité de la structure et les exigences spécifiques en matière de matériaux des marques de beauté.

Connaître ce seuil de référence est utile, mais le véritable défi consiste à comprendre pourquoi ces seuils existent avant de passer une commande.
Quelle est la quantité minimale de commande requise ?
L'établissement des objectifs de production de référence détermine l'ensemble de votre stratégie de chaîne d'approvisionnement et de vos flux de trésorerie.
La quantité minimale de commande constitue un seuil de production minimal acceptable pour un projet. Elle protège les fabricants contre l'exploitation à perte de machines automatisées, garantissant ainsi que les coûts importants liés à la mise en place, tels que les plaques d'impression métalliques et les matrices en bois, soient mathématiquement intégrés au prix unitaire total.
Cette exigence n'est pas simplement une politique d'usine arbitraire ; elle est entièrement dictée par les mécanismes physiques de l'impression.
Pourquoi la lithographie détermine la taille de votre lot
Les marques émergentes supposent souvent que les fabricants d'emballages peuvent facilement mettre en marche et arrêter les machines pour réaliser un test rapide avec cinquante unités. Elles consultent des maquettes numériques et s'attendent à ce que l'atelier de production fonctionne avec la même flexibilité. En réalité, l'emballage commercial repose sur des machines analogiques lourdes¹dont le simple calibrage nécessite une main-d'œuvre importante.
Je constate fréquemment ce problème lorsque des acheteurs demandent un petit tirage en impression offset lithographique haute fidélité. Je me souviens d'un client qui, pour un test en magasin, a tenté d'utiliser une impression numérique bon marché : il a alors frotté son pouce sur le visuel et senti l'encre granuleuse et non sèche baver sur le support de test. Pour obtenir une finition impeccable, même pour un tirage de 100 unités, il faut des plaques d'impression CMJN (Cyan, Magenta, Jaune, Noir) dédiées² . La mise en place de ces plaques prend des heures³ , ce qui signifie que le volume de votre commande doit justifier le bruit métallique et bruyant d'une presse Heidelberg en marche. En comprenant cela, vous pouvez négocier des tirages initiaux plus petits sans sacrifier la qualité du vernis.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Recherche d'un volume ultra-faible | Regroupement de plusieurs références en une seule exécution4 | Réduit instantanément le coût unitaire |
| Frais de mise en place des assiettes non facturés | Plaques lithographiques haute fidélité exigeantes 5 | Empêche les bavures d'encre |
| Utilisation d'encre numérique non traitée | Application d'un revêtement mat anti-éraflures6 | Maintient les écrans impeccables |
Je conseille à tous les acheteurs d'arrêter de contester les spécifications de base du fabricant. Si vous tenez compte du temps de préparation mécanique nécessaire à une impression de haute qualité, vous pouvez concevoir un lot plus petit qui résistera tout de même à l'éclairage fluorescent agressif d'une pharmacie.
🛠️ Le bureau d'Harvey : Vous hésitez à investir dans un tirage offset complet pour votre lancement ? 👉 Demandez une analyse de votre stratégie d'impression ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quel est le MOQ dans le secteur cosmétique ?
Les produits de beauté exigent un niveau de précision totalement différent de celui des produits secs courants.
La quantité minimale de commande (MOQ) dans le secteur cosmétique correspond au volume de production requis pour garantir une coloration et une finition structurelle ultra-précises, conformes aux exigences de la marque. Les emballages de produits de beauté nécessitant une correspondance stricte des couleurs, des revêtements spécifiques et des tolérances de matériaux précises, les usines fixent ces seuils plus élevés afin d'absorber les temps de préparation et de réglage des machines, qui sont particulièrement exigeants.

Lorsque vous vendez du maquillage ou des soins de la peau, l'emballage physique doit parfaitement refléter le produit qu'il contient.
Le véritable coût de l'étalonnage des couleurs cosmétiques
Nombre de directeurs marketing partent du principe que les couleurs de leur marque numérique se transposeront sans effort sur le carton ondulé ou les boîtes pliantes. Ils envoient un fichier de conception standard et s'attendent à ce qu'un test à petite échelle permette de reproduire instantanément la teinte exacte de leur rouge à lèvres ou de leur fond de teint haut de gamme.
L'impression sur supports bruts est bien moins tolérante. J'ai vu des acheteurs presque paniquer à la réception d'un présentoir en petite série aux couleurs délavées, comparant frénétiquement une carte d'en-tête rose terne à leur tube cosmétique élégant sous les néons du magasin, tout en sentant la rigidité du papier non scellé. Les fibres du papier absorbent l'encre de façon imprévisible, et maîtriser ce phénomène exige un spectrophotomètre pour mesurer la tolérance colorimétrique Delta-Ed'une marge suffisante afin de reproduire fidèlement les couleurs de votre marque sans rogner sur nos marges.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Faire confiance aux couleurs de l'écran d'ordinateur | Utilisation de scans physiques au spectrophotomètre8 | Garanties d'adéquation à la marque |
| En négligeant les taux d'absorption du papier | Appliquer d'abord une base blanche9 | Fait ressortir les couleurs avec éclat |
| Ignorer l'épreuvage couleur prépresse | Nécessite une épreuve couleur GMG10 | Élimine le rejet en magasin |
Je refuse qu'une marque de cosmétiques soit lancée avec des couleurs de qualité inférieure. Obtenir des tolérances de pigmentation précises exige du temps machine initial, mais investir dans ce calibrage garantit que vos produits auront une présence remarquée en magasin.
🛠️ Le bureau d'Harvey : Les couleurs de votre marque changent-elles de façon imprévisible à l'impression sur carton brut ? 👉 Obtenez un audit d'étalonnage des couleurs ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quel est le MOQ pour la personnalisation ?
La création d'une forme structurelle unique modifie complètement les calculs de fabrication.
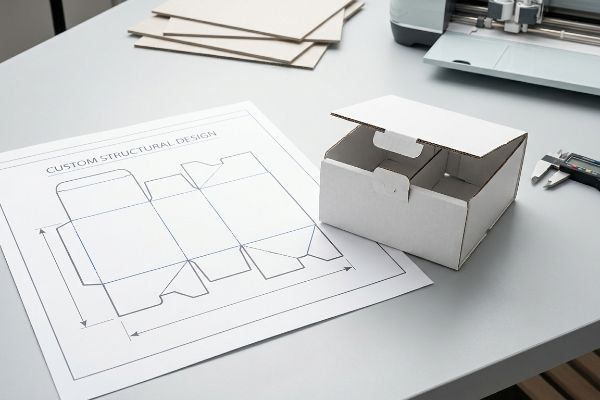
La quantité minimale de commande (MOQ) pour la personnalisation correspond au volume unitaire requis pour justifier la conception d'une structure physique sur mesure. La création d'emboîtements uniques, de gabarits personnalisés et de formes dimensionnelles distinctes exige un outillage spécialisé coûteux, ce qui signifie que les usines exigent des commandes minimales plus élevées pour compenser les coûts complexes des tests structurels et de la fabrication des matrices mécaniques.
Une boîte standard coûte peu cher, mais se démarquer dans un rayon beauté bondé exige une véritable expertise en ingénierie structurelle.
Pourquoi les gabarits personnalisés modifient vos exigences de volume
Les équipes d'approvisionnement cherchent souvent à personnaliser au maximum un modèle de boîte standard tout en s'efforçant de limiter au strict minimum le volume de leurs commandes. Elles partent du principe qu'ajouter un bandeau incurvé original ou un séparateur de produit flottant sur mesure ne représente qu'un simple ajustement numérique pour l'usine.
Imaginez que c'est comme la confection d'un costume sur mesure : impossible de modifier toute la silhouette sans couper de nouveaux patrons de tissu. Je grimace toujours quand un client essaie d'insérer de force un séparateur de rouge à lèvres personnalisé dans un plateau, pour entendre le bruit sec et déchiré du carton brut, les fentes étant décalées de quelques millimètres. Les formes personnalisées exigent un outillage spécifique, notamment des matrices en bois massif munies de lames de coupe en acier<sup>11</sup>. Pour contourner ce problème lors d'un petit essai, j'utilise des tables de découpe numériques à commande numérique (CNC)<sup>12</sup> afin de produire un échantillon blanc. Cela permet de vérifier la physique complexe de votre forme personnalisée sans engager les coûts d'outillage exorbitants d'une production en grande série.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Forcer les plateaux de stock à s'adapter | cloisons flottantes modulaires d'ingénierie13 | Sécurise les produits en toute sécurité |
| Achat de l'outillage complet pour les tests | Utilisation de tables de découpe CNC numériques14 | Permet de réaliser d'importantes économies initiales |
| En négligeant l'épaisseur du circuit imprimé | Ajout de tolérances de pliage précises15 | Assure un assemblage sans frottement |
Je recommande toujours de tester la géométrie structurelle avant d'acheter des outils en acier. Valider la forme personnalisée sur une table de découpe numérique élimine le risque d'une conception catastrophique et d'un mauvais ajustement lors du passage à la production en série.
🛠️ Bureau Harvey : Votre insert sur mesure a-t-il du mal à maintenir vos produits de beauté en place ? 👉 Demandez une analyse structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur.
Qu'est-ce qu'un emballage cosmétique personnalisé ?
Au-delà de l'aspect esthétique marketing, les emballages de produits de beauté sur mesure sont des structures rigides, conçues mécaniquement.
L'emballage cosmétique personnalisé est un contenant structurel spécialisé, conçu pour protéger, présenter et valoriser les produits de beauté. Il utilise une lithographie-lamination de précision, une géométrie de découpe sur mesure et des revêtements protecteurs ciblés pour résister aux contraintes des chaînes d'approvisionnement complexes de la distribution, tout en préservant une esthétique visuelle haut de gamme en rayon.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que des milliers de feuilles imprimées arrivent sur la chaîne de collage.
Le passage à la lithographie qui ruine les marques haut de gamme
Les graphistes spécialisés dans l'impression numérique ou commerciale partent du principe que leurs règles habituelles s'appliquent directement aux présentoirs de vente au détail. Ils appliquent sans hésiter une marge de fond perdu standard de 3,17 mm (0,125 pouce)à leurs fichiers de découpe, supposant que les machines de montage automatisées de l'usine aligneront parfaitement le visuel imprimé avec la structure en carton brut à chaque fois.
Dans mon atelier, je constate régulièrement que cette erreur compromet des campagnes publicitaires haut de gamme. Lors du collage d'une feuille de finition brillante imprimée sur un carton ondulé épais de type E à l'aide d'un adhésif PVA (acétate de polyvinyle) à base d'eau, le carton se déforme physiquement(17) sous l'effet des rouleaux de compression. Mesurant cette déformation, je constate qu'un fond perdu standard de 3,17 mm est totalement insuffisant(18) pour compenser ce décalage. Il en résulte des bavures : des bords de carton brun brut disgracieux, exposés sur le bord avant d'un présentoir de luxe, ruinant son esthétique et entraînant un refus immédiat en magasin. Je relève les mesures au micromètre et j'oblige l'équipe de conception à étendre le fond perdu de leurs visuels à un minimum strict de 12,7 mm (0,5 pouce). En imposant cette marge de sécurité importante contre le décalage de la lamination, je garantis que le visuel imprimé recouvre parfaitement chaque bord exposé, éliminant ainsi les 14 % de déchets généralement constatés dus aux bavures d'alignement et permettant à mes clients d'économiser des milliers d'euros en stocks rejetés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de fonds perdus numériques standard | Appliquer une marge de fond perdu de 0,5 pouce19 | Empêche l'apparition des bords bruns |
| En négligeant la dérive mécanique | Calcul du décalage de collage automatisé20 | Préserve une esthétique luxueuse |
| Estimation des tolérances machine | Conçu spécifiquement pour la flûte en mi21 | Met fin au rejet en magasin |
Je refuse qu'un beau design graphique soit gâché par des opérations d'assemblage automatisées. Augmenter la marge de fond perdu est une simple correction prépresse qui préserve l'image haut de gamme de votre marque de cosmétiques en rayon.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez tenter d'imposer des quantités minimales extrêmement basses à un fournisseur inexpérimenté, mais si ce fond perdu insuffisant de 3,17 mm provoque des bavures mécaniques sur la ligne de collage, vous vous retrouverez avec des bords bruts bruns exposés, entraînant un refus immédiat du détaillant et anéantissant toute votre marge bénéficiaire. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Cessez de deviner les seuils de production et laissez-moi auditer personnellement votre stratégie de production grâce à mon audit gratuit de pré-production ↗ afin d'aligner votre volume sur la réalité avant l'impression.
« Guide pas à pas pour l'installation de machines d'emballage », https://www.packagingdigest.com/automation/a-step-by-step-guide-to-installing-packaging-machinery . [Les manuels techniques d'impression et d'emballage commerciaux détaillent le travail manuel et le temps nécessaires au calibrage et aux changements de format des machines]. Rôle de la preuve : vérification factuelle ; type de source : manuel industriel. Appuie : la justification technique des quantités minimales de commande. Note sur la portée : s'applique principalement aux procédés offset et lithographiques traditionnels.
« Impression offset – Wikipédia », https://en.wikipedia.org/wiki/Offset_printing . [Une source faisant autorité en matière de production d'imprimés confirmerait que la lithographie offset nécessite des plaques physiques distinctes pour chaque couleur d'encre du procédé CMJN]. Rôle de la preuve : spécification technique ; type de source : manuel de l'industrie de l' imprimerie. Appuie : la nécessité des coûts de préparation pour une impression haute fidélité. Note de portée : s'applique spécifiquement à l'offset, et non à l'impression numérique.
« Impression offset : Qu’est-ce que le calage ? – Color Vision Printing », https://www.colorvisionprinting.com/blog/offset-printing-what-is-make-ready. [Les normes industrielles relatives au temps de calage en impression offset confirment l’importance du temps et de la main-d’œuvre nécessaires au calibrage des plaques et de l’encre]. Type de preuve : indicateur opérationnel ; source : directives de fabrication. Justification : des quantités minimales de commande basées sur le temps de calage. Remarque : le temps de calage varie selon le modèle et la complexité de la presse .
« Regroupement des prix pour les fondateurs d'entreprise : stratégies et définitions », https://www.fincome.co/blog/price-bundling-strategies. [Source expliquant comment le partage des coûts de mise en place entre plusieurs variantes de produits réduit le coût unitaire en impression commerciale]. Rôle de la preuve : justification technique ; type de source : guide de fabrication. Avantages : réduction des coûts grâce au regroupement. Remarque sur la portée : applicable lorsque les UGS partagent des spécifications de matériaux .
« Guide de l'impression offset : impression humide, sans eau, sèche, rotative, feuille à feuille | John… », https://www.linkedin.com/posts/john-wagogo-mwasa-520308144_printing-graphicdesign-packaging-activity-7381046023596470273-0mY -. [Documentation technique détaillant comment la gravure de précision des plaques et les supports de haute qualité empêchent les bavures d'encre lors du processus lithographique]. Type de preuve : spécification technique ; source : norme de l'industrie de l'imprimerie. Contribue à : la qualité d'impression et la prévention des bavures. Précision : spécifique à la lithographie offset.
« Peintures Pittsburgh Paints Anti-Scuff Interior – PPG Paints », https://www.ppgpaints.com/pittsburgh-paints-anti-scuff-interior. [Données scientifiques démontrant comment des revêtements anti-éraflures spécialisés protègent les couches d'encre de l'abrasion mécanique lors du transport et de la manutention]. Type de preuve : spécification technique ; source : fiche technique du fabricant de revêtements. Apport : durabilité de surface des écrans. Remarque : l'efficacité varie selon la composition chimique du revêtement et la méthode d'application .
« Tolérancement, partie 3 : Espace colorimétrique vs. Tolérance de couleur – X-Rite », https://www.xrite.com/blog/tolerancing-part-3. [Les normes industrielles en matière de gestion des couleurs décrivent l’utilisation de spectrophotomètres pour calculer le Delta-E comme principal indicateur de la différence de couleur]. Rôle de la preuve : vérification technique ; type de source : spécification technique. Justifie : l’exigence d’un matériel spécialisé pour atteindre la précision colorimétrique de la marque. Note de portée : le Delta-E mesure la distance entre deux couleurs dans un espace colorimétrique 3D .
« Le processus d’harmonisation des couleurs dans l’emballage : garantir la précision et… », https://epacflexibles.com/the-color-matching-process-in-packaging-ensuring-precision-and-consistency/?srsltid=AfmBOor1pFMycUdOSH3gBvdaR2n8qC5dsZMyspOdwmi_lkMES8PUz5GB. [Une source faisant autorité en colorimétrie expliquerait comment les spectrophotomètres fournissent des valeurs numériques objectives pour garantir une harmonisation précise des couleurs de marque entre différents lots de production]. Rôle de la preuve : validation technique ; type de source : manuel technique. Appuie : l’utilisation de la spectrophotométrie pour l’harmonisation des marques. Note sur la portée : limité à la précision de la mesure des couleurs .
« Les avantages d'une sous-couche blanche en impression UV – MTuTech », https://www.mtutech.com/BlogforUVPrinter/The-Benefits-of-White-Underbase-in-UV-Printing-1754.html. [Les guides techniques sur les supports d'impression expliquent comment une sous-couche blanche empêche l'encre de pénétrer dans les matériaux poreux, augmentant ainsi la saturation et l'éclat des couleurs]. Type de preuve : explication technique ; type de source : manuel d'impression. Sujet : avantage des sous-couches sur les matériaux absorbants. Note sur la portée : absorption du support .
« Le flux de travail amélioré de gestion des couleurs de GMG pour l'emballage est désormais disponible… », https://www.printing.org/content/2019/10/02/gmg's-enhanced-color-management-workflow-for-packaging-now-available. [La documentation sectorielle sur les systèmes d'épreuvage GMG démontre comment les épreuves couleur haute fidélité réduisent le risque de rejet du produit final en alignant le rendu numérique avec l'encre physique]. Rôle de la preuve : norme industrielle ; type de source : spécification technique. Justifie : la nécessité d'un épreuvage professionnel pour la vente au détail. Remarque sur la portée : spécifique à la technologie GMG .
« Le processus de découpe à l'emporte-pièce dans l'emballage | Blog Pakfactory », https://pakfactory.com/blog/die-cutting-process-in-packaging/?srsltid=AfmBOopFbL9O6D9PNb_CNF9XgiSPhDbJaB8v-rKxGrX55nTFrgcv93xS. [Un manuel industriel sur la découpe à l'emporte-pièce expliquerait la construction des matrices en acier et leur rôle dans la création de formes d'emballage personnalisées]. Rôle de la preuve : spécification technique ; type de source : guide de fabrication industrielle. Justifie : exigence relative à l'outillage physique ; Remarque sur la portée : spécifique aux méthodes de découpe à l'emporte-pièce traditionnelles .
« Découpe numérique vs découpe à l'emporte-pièce : laquelle est la meilleure pour l'emballage ? », https://www.eastsign.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html . [La documentation technique sur la fabrication numérique confirme l'utilisation de tables CNC pour le prototypage rapide d'échantillons d'emballage sans outillage physique]. Rôle de la preuve : vérification de processus ; type de source : manuel d'ingénierie. Appui : utilisation de la découpe numérique pour les échantillons ; Remarque sur la portée : principalement utilisée pour les prototypes et les petites séries.
« Les avantages cachés de l'utilisation d'un séparateur de plateau de haute qualité », https://www.premier-packaging-products.com/products/tray-divider/ . [Des études sur la conception d'emballages démontrent que les séparateurs flottants offrent une stabilisation et une absorption des chocs supérieures aux plateaux fixes]. Rôle de la preuve : validation des performances ; type de source : étude de conception. Contribue à : la sécurité des produits. Note relative à la portée : principalement pour les articles de détail de grande valeur ou fragiles.
« Pourquoi votre devis inclut-il des frais d'outillage, de conception graphique et de mise en place ? », https://www.smartshieldpackaging.com/blog/why-is-there-tooling-artwork-and-set-up-fees-on-your-quote. [Des guides de fabrication de référence expliquent comment le fraisage CNC élimine le besoin de matrices physiques coûteuses lors de la phase de prototypage]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Avantages : réduction des coûts lors des tests à faible volume. Remarque concernant le champ d'application : applicable aux matériaux d'emballage rigides .
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic . [Les normes d'ingénierie relatives au pliage des matériaux définissent la tolérance de pliage comme l'ajustement nécessaire du matériau pour obtenir un angle spécifique sans déformation]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Supports : assemblage sans frottement. Remarque sur la portée : varie en fonction de l'épaisseur et du matériau du carton.
« Comment déterminer la marge de fond perdu à utiliser ? », https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use . [Les guides techniques d'impression et les normes industrielles confirment que 0,125 pouce est la marge de fond perdu standard pour l'impression offset et numérique commerciale]. Type de preuve : Spécification technique ; type de source : Manuel industriel. Convient aux exigences de mise en page standard. Remarque : S'applique aux impressions sur papier standard, contrairement aux emballages volumineux.
« Litho-lamination : Problèmes de déformation », https://www.capitaladhesives.com/litho-lamination-tunneling-challenges/. [Les guides techniques sur la litho-lamination expliquent en détail comment les adhésifs PVA à base d'eau et les rouleaux de compression provoquent le déplacement du carton ondulé]. Rôle de la preuve : Explication technique ; type de source : Manuel d'ingénierie. Éléments à l'appui : Lien de causalité avec les bavures d'alignement. Remarque sur la portée : Spécifique aux procédés d'adhésifs à base d'eau .
« Lamination lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopWmZzCZPp7cKypwR4C2F2JlTpS1XlUZkT9EQVh7XrBBkvoUMHh . [Les normes industrielles relatives aux emballages en carton ondulé spécifient des tolérances minimales de fond perdu afin de compenser les décalages de repérage lors de la lamination]. Rôle de la preuve : Vérification comparative ; type de source : Norme industrielle. Justifie : L’exigence de fond perdu étendu. Remarque : La tolérance varie en fonction de la précision de la machine.
« Emballage 101 : Fond perdu, rognage et zone de sécurité ? », http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/ . [Les directives de l’industrie de l’emballage précisent les dimensions de fond perdu nécessaires pour éviter les bords non imprimés sur les supports en carton ondulé]. Type de preuve : spécification technique ; source : manuel industriel. Objectif : prévenir les bords bruns exposés. Remarque : s’applique spécifiquement aux emballages lithographiés et aux cartons ondulés.
« Études de cas d’implémentation de machines à coller les boîtes en carton ondulé », https://pinlongmachinery.com/article/detail/real-life-applications-case-studies-of-corrugated-box-gluing-machine-implementations.html . [Les manuels de fabrication des plieuses-colleuses détaillent les tolérances de dérive mécanique à prendre en compte dans la conception structurelle]. Rôle de la preuve : processus de fabrication ; type de source : guide technique de production . Contribue au maintien d’une esthétique haut de gamme. Note de portée : se concentre sur l’assemblage automatisé à grand volume.
« Cannelure E vs cannelure B : laquelle choisir pour vos boîtes personnalisées ? », https://custompackaginghouse.com/e-flute-vs-b-flute-which-one-is-right-for-your-custom-boxes/?srsltid=AfmBOoqahYHEYTsWdu-aulrKFm5LBqIUqWx9FTe_GYFJHq-yJ_ynT0z5 . [Les données techniques sur le cannelage du carton confirment que la cannelure E est la norme pour le commerce de détail haut de gamme en raison de son épaisseur et de la qualité d'impression]. Preuve : spécification des matériaux ; source : manuel d'ingénierie de l'emballage. Avantages : réduction des rejets en magasin. Remarque: à comparer avec les options de cannelure B ou C.



