Les couleurs de votre marque sont parfaites sur votre écran lumineux, mais leur impression sur du carton ondulé poreux est une toute autre affaire. Des couleurs ternes et irrégulières nuisent aux ventes. Voici comment nous remédions à ce problème.
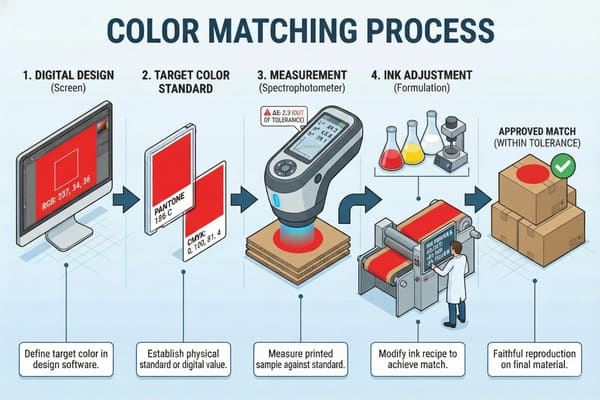
Le processus de correspondance des couleurs est une procédure de fabrication systématique qui aligne les fichiers de conception numérique avec les supports imprimés. Il utilise des spectrophotomètres et des profils standard pour garantir une reproduction exacte des couleurs de la marque sur différents supports, assurant ainsi une cohérence visuelle pour les campagnes marketing de vente au détail à l'échelle mondiale.
En tant que propriétaire d'usine, je vois chaque jour des créations d'agences brillantes gâchées à l'impression. Voyons précisément comment nous transposons vos visuels numériques en carton sans en altérer l'impact.
Quel est le processus de correspondance des couleurs ?
Valider les visuels d'emballage sur un écran d'ordinateur portable lumineux est risqué. L'encre liquide s'imprègne dans le papier et votre rouge éclatant vire soudainement à la rouille. Il est urgent de corriger ce processus.
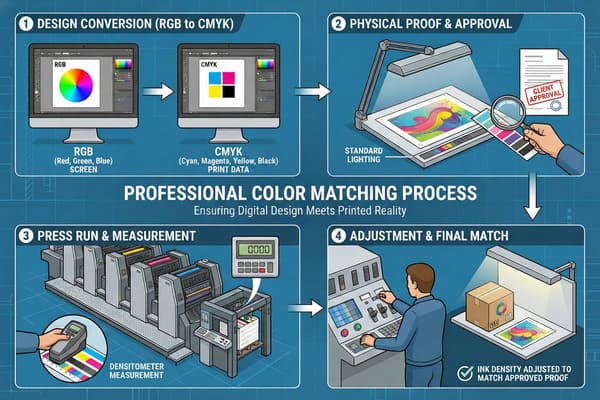
Le processus de correspondance des couleurs est une méthodologie séquentielle comprenant l'étalonnage des fichiers numériques, l'épreuvage physique et les réglages d'impression. Il nécessite un logiciel RIP (Raster Image Processor) pour convertir les données RVB en valeurs CMJN, suivi d'une analyse spectrale sur du carton ondulé d'une épaisseur maximale de 3 mm (0,12 pouce).
Le piège de la « couleur boueuse » et la réalité de la preuve GMG
J'ai appris ça à mes dépens. Il y a quelques années, un client new-yorkais du secteur des cosmétiques a approuvé un magnifique présentoir de sol magenta pour le lancement d'une importante campagne à l'occasion de la Saint-Valentin. Ils ont visualisé le PDF sur leurs écrans rétroéclairés et ont donné leur accord. Nous l'avons imprimé sur du carton standard cannelure B 32ECT avec des plaques offset CMJN classiques. Résultat ? L'encre magenta a imprégné le papier kraft poreux et a séché en un violet terne et délavé. Un vrai désastre. J'ai dû jeter 5 000 exemplaires. J'étais fou de rage.
Cet échec retentissant est la raison pour laquelle j'ai entièrement revu notre flux de prépresse. On ne peut pas se contenter d'imprimer dans Adobe Illustrator et espérer que tout se passe bien en usine. Le processus commence par une courbe de réduction mathématique dans notre logiciel RIP. Le carton ondulé est très sensible au « gain de point 1 ». Lorsque l'encre humide entre en contact avec un papier poreux, les points de trame se dilatent physiquement. Si votre fichier numérique nécessite un point cyan à 50 %, notre logiciel de prépresse réduit automatiquement la sortie de la plaque à 35 % de cyan pour anticiper cette dilatation physique.
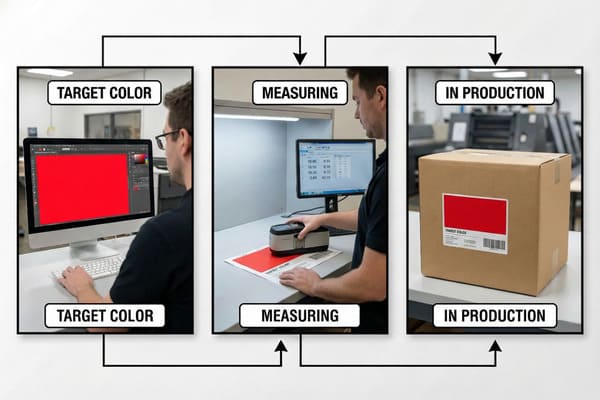
Mais notre véritable atout, c'est notre système d'épreuvage couleur GMG 2. Avant même de poser une plaque métallique sur notre presse Heidelberg Speedmaster, je vous envoie par courrier express une épreuve physique imprimée sur le exact que vous avez commandé. Pas de papier photo glacé, mais du carton véritable. Nous le mesurons au spectrophotomètre pour garantir une tolérance Delta-E parfaite. Si vous expédiez des présentoirs vers un climat sec comme l'Arizona ou un entrepôt humide comme la Floride, le taux d'humidité influence la fixation de l'encre. Nous fixons la couleur physiquement, dans le monde réel, et pas seulement numériquement sur un écran.
| Étape du processus | Approbation numérique (défectueuse) | GMG Épreuve physique (Expert) |
|---|---|---|
| Substrat | Écran RGB rétroéclairé | Véritable carton ondulé Kraft/CCNB |
| Compensation des gains en points | Aucun | Courbe de réduction mathématique RIP3 |
| Humidité variable | Ignoré | Prise en compte dans l'essai physique |
| Mesure de précision | globe oculaire humain | Spectrophotomètre (Delta-E < 2,0)4 |
Les clients détestent l'entendre, mais votre écran d'ordinateur vous trompe. Ne signez pas un PDF numérique pour un lancement en magasin à grande échelle. J'exige que mes acheteurs approuvent d'abord l'épreuve papier GMG. Demandez-moi une vidéo de notre spectrophotomètre mesurant la couleur spécifique de votre marque.
Qu'est-ce que le système de correspondance des couleurs ?
Standardiser l'impression chez différents fournisseurs internationaux est un véritable casse-tête. Sans langage commun, le bleu de votre marque imprimé en Chine ne correspondra pas à celui imprimé aux États-Unis.
Le système de correspondance des couleurs est un cadre normalisé, tel que le PMS (Pantone Matching System) ou l'échelle de gris G7, utilisé pour communiquer des spécifications d'encre précises à l'échelle mondiale. Il fournit des formules de mélange exactes et des cibles d'étalonnage, garantissant ainsi que les emballages produits dans plusieurs usines restent visuellement identiques sous l'éclairage des points de vente.

Combler le fossé entre les États-Unis et la Chine grâce à l'étalonnage G7 Master
Une idée fausse très répandue dans ce secteur est que l'impression se résume à déverser de l'encre colorée sur des rouleaux en caoutchouc. Un client de Chicago a insisté pour faire appel à un imprimeur local américain pour ses emballages principaux et à mon usine pour ses présentoirs temporaires. Il pensait qu'un code Pantone identique suffirait à garantir une parfaite harmonie des couleurs. Lorsque les présentoirs de 152 cm (60 pouces) ont été installés dans le magasin Walmart, juste à côté des emballages, le contraste des couleurs était catastrophique.
J'ai d'abord refusé d'imprimer ainsi car j'en connaissais le risque. L'usine américaine était calibrée selon la norme G7, tandis que mon ancienne presse utilisait la norme japonaise FOGRA. La structure des points et la balance des gris étaient fondamentalement différentes. J'ai donc dû moderniser mon atelier. Aujourd'hui, toute ma ligne de production est G7 Master Calibrated 5. C'est la norme américaine absolue. Lorsqu'un graphiste américain m'envoie un fichier Adobe Illustrator avec un profil GRACoL, ma presse Heidelberg le lit exactement comme le ferait une presse d'imprimerie à Chicago.
Il nous faut également composer avec la matière première elle-même. Prenons l'exemple du problème de l'argenté PMS 877. Les marques adorent les textes argentés brillants pour leur aspect haut de gamme. Or, le carton ondulé brut absorbe les particules métalliques comme une éponge. Si l'on imprime directement de l'argenté sur un carton kraft, le résultat est un gris sale et terne. Pour contourner cette limitation, nous devons d'abord imprimer une sous-couche d'encre blanche (6) afin de sceller les fibres du papier, puis appliquer l'encre métallique par-dessus. Cela ajoute une étape de production, mais c'est la seule façon d'obtenir un produit commercialisable.
| Norme du système | Région principale | Équilibre des niveaux de gris | Compatibilité du carton |
|---|---|---|---|
| FOGRA | Europe / Asie (Héritage) | TVI (augmentation de la valeur tonale) basé sur7 | Tendance à des tons moyens ternes |
| G7 Master | États-Unis / Amérique du Nord | Équilibre visuel basé sur la balance des gris8 | Excellent pour l'absorption Kraft |
| PMS (Métallique) | Mondial | Formulation d'encre solide | Nécessite une sous-couche blanche |
L'étalonnage du système est ce qui fait la différence, souvent invisible, entre les usines à bas coût et les partenaires fiables. J'ai investi considérablement pour obtenir la certification G7 afin que vos fichiers GRACoL s'impriment parfaitement ici, sans les variations de couleur habituelles entre les États-Unis et la Chine. Si vous avez besoin d'une homogénéité absolue pour différents formats d'emballage, je peux réaliser un test.
Qu'est-ce que la règle 70-20-10 pour les couleurs ?
Inonder une structure d'affichage de dix couleurs vives différentes crée un véritable chaos visuel. Les clients passent devant des présentations surchargées sans même les remarquer. Pour optimiser vos ventes, vos visuels doivent impérativement respecter une hiérarchie visuelle claire.
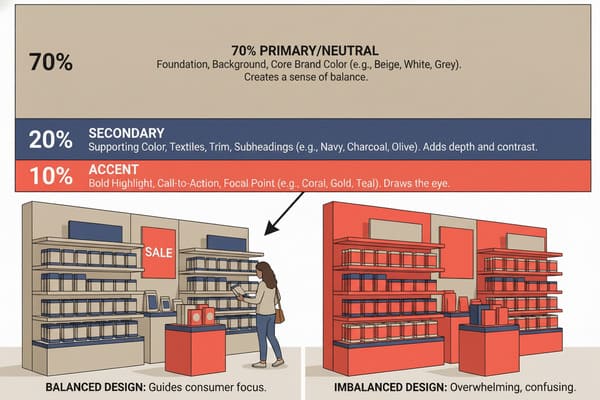
La règle du 70-20-10 est un principe de conception fondamental qui stipule qu'un agencement doit comporter 70 % de couleur dominante, 20 % de couleur secondaire et 10 % de couleur d'accent. Cette répartition proportionnelle guide l'attention du consommateur, crée un équilibre visuel et favorise les achats impulsifs dans les environnements commerciaux à forte affluence.
Gestion de la limite totale d'encre (TIL) pour l'intégrité structurelle
Appliquer la règle visuelle 70/20/10 peut sembler relever de la pure théorie marketing, mais en production, c'est littéralement une question de survie. Permettez-moi de vous expliquer le principe physique de l'encre. Un graphiste m'a un jour envoyé le fichier d'un bac de récupération de boisson énergisante où la couleur dominante à « 70 % » était en fait un amas massif de « noir Photoshop » (C75 M68 J67 N90). Cela correspond à une couverture d'encre totale de 300 %.
Lors du passage dans la presse, le volume important d'encre liquide a immédiatement imbibé le carton de couverture cannelure B 32ECT. Le carton est devenu mou et pâteux sur la palette. Lors du test de compression de la boîte (BCT) 9 , le présentoir s'est déformé sous un poids de seulement 18,1 kg. L'encre liquide, très dense, a complètement détruit la résistance à la traction du papier. Pour remédier à cette défaillance catastrophique, nous appliquons désormais une limite d'encre totale (TIL) stricte de 260 % 10 dans notre service de prépresse. Nous transformons ce noir dangereux à 300 % en un « noir riche sûr » (C40 M30 J30 N100). Il est visuellement identique à l'œil nu sous les éclairages fluorescents de Target ou CVS, mais sa fabrication nécessite beaucoup moins d'encre.
La règle des 70/20/10 incite les graphistes à utiliser l'espace négatif et des couleurs dominantes claires. Cela permet de conserver le carton ondulé sec et rigide. En misant sur une petite touche de couleur (10 %), comme un jaune fluo vif, pour attirer l'attention du client, vous économisez de l'encre, réduisez le temps de séchage en usine et vous vous assurez que le présentoir puisse supporter les 68 kg de produits pour lesquels il a été conçu.
| Élément de conception | Couverture artistique | Réalité d'usine (Carton) | Impact structurel |
|---|---|---|---|
| 70 % dominant | Inondation sombre et intense (>300% TIL)11 | Le panneau devient saturé/mou | Échec au test de charge de 150 lb (68 kg) |
| 70 % dominant | Lumière/Espace négatif | La planche reste sèche/rigide | Réussit les tests de chute ISTA12 |
| Accent de 10 % | Couleur vive | Temps de séchage UV rapide | Contraste visuel net |
Un visuel magnifique ne sert à rien si le présentoir s'effondre dans les rayons. En optimisant la consommation d'encre grâce à des proportions de conception intelligentes, je protège à la fois votre image de marque et votre produit. Veuillez transmettre vos fichiers AI à mon équipe de conception structurelle avant de finaliser votre mise en page.
Quelle est la règle pour l'assortiment des couleurs ?
Ne présumez jamais que la machine d'impression sait ce que vous voulez. Sans règles mathématiques strictes, la température et l'humidité de l'usine, ainsi que l'usure de la machine, modifieront constamment les couleurs de votre marque pendant la production.
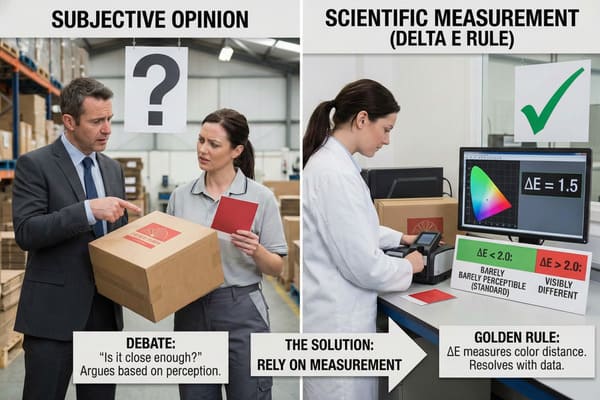
La règle de correspondance des couleurs est une exigence de contrôle qualité stricte qui impose que les impressions présentent une tolérance Delta-E inférieure à 2,0 par rapport à l'échantillon de référence approuvé. Cette règle mathématique garantit que les variations de couleur restent totalement imperceptibles à l'œil nu, même pour des lots de production importants.
Protocole d'échantillon doré et enregistrement final
La règle d'or sur ma chaîne de production est impitoyable, mais indispensable : la 5 000e unité doit être parfaitement identique à la première. Maintenir cette constance sur un tirage de trois jours est extrêmement difficile. Les rouleaux de la presse chauffent. L'humidité ambiante dans l'usine varie entre le matin et le soir. Sans un contrôle constant de la production, les couleurs se dégradent.
Nous luttons contre cette réalité industrielle grâce au protocole de « l'échantillon de référence ». Avant le lancement de la production en série, je valide personnellement une feuille imprimée parfaite, vérifiée au spectrophotomètre. Cette feuille est placée directement sur la console de la presse Heidelberg. Toutes les 100 feuilles produites sont scannées et comparées mathématiquement à cet échantillon de référence. Si la valeur Delta-E dépasse 2,0, la machine est immédiatement arrêtée.
Mais la correspondance des couleurs ne se limite pas à l'encre liquide CMJN. Elle concerne aussi les finitions haut de gamme. Les marques de luxe adorent appliquer un vernis sélectif UV (un brillant transparent) sur leur logo. Or, le carton ondulé se déforme légèrement sous l'immense pression des cylindres de la presse. Si la plaque UV est découpée parfaitement à l'identique de la plaque d'impression, cette infime déformation provoque un léger décalage du vernis sur le logo, créant un résultat flou et mal aligné. Je résous ce problème en intégrant une marge de « piégeage » de 0,5 mm (0,02 pouce) dans notre procédé de sérigraphie haute viscosité. Nous retirons également le masque UV rigide à exactement 3 mm (0,12 pouce) de chaque ligne de pliage. Si le polymère UV séché est plié lors de l'assemblage en magasin, il se fissure et s'écaille, laissant des débris de plastique coupants.
| Point de contrôle qualité | Norme industrielle | Notre protocole d'usine |
|---|---|---|
| Cohérence des lots | contrôle visuel | Spectrophotomètre toutes les 100 feuilles13 |
| Variation de couleur | Delta-E < 4,0 (Visible) | Delta-E < 2,0 (Imperceptible)14 |
| Enregistrement UV sélectif | Correspondance exacte 1:1 (Drifts) | Chevauchement de piégeage de 0,02 pouce (0,5 mm) |
| Lignes de pli | Brillance sur les plis (fissures) | Zone d'exclusion brillante de 3 mm (0,12 pouce) |
Je refuse de laisser la réputation de votre marque au hasard ou à des opérateurs de machines fatigués. Nos règles strictes en matière de Delta-E et nos tolérances de piégeage optimisées garantissent l'absence de mauvaises surprises à l'arrivée de votre conteneur maritime au centre de distribution. N'hésitez pas à me demander de prélever un échantillon de production au hasard, directement sur la presse.
Conclusion
La maîtrise des couleurs sur carton exige une rigueur industrielle implacable, et pas seulement un bon graphisme. Ne risquez plus vos campagnes marketing avec des impressions ternes et des supports fragiles. Demandez un devis instantané et laissez-nous bâtir votre succès.
Comprendre le gain de point est crucial pour toute personne impliquée dans la production d'imprimés, car il a un impact direct sur la précision des couleurs et la qualité d'impression finale. ↩
Découvrir le système d'épreuvage couleur GMG vous permettra de comprendre comment l'épreuvage avancé garantit que les couleurs imprimées correspondent à vos attentes, réduisant ainsi les erreurs coûteuses. ↩
Découvrez comment les courbes de réduction mathématiques des RIP améliorent la précision d'impression et la cohérence des couleurs, essentielles pour un emballage de haute qualité et des épreuves professionnelles. ↩
Découvrez pourquoi l'utilisation d'un spectrophotomètre avec un Delta-E < 2,0 est cruciale pour une correspondance précise des couleurs dans la production d'impression et le contrôle de la qualité. ↩
La compréhension de l'étalonnage G7 Master permet de garantir la cohérence des couleurs dans l'impression internationale, ce qui est crucial pour les marques et les designers du monde entier. ↩
Découvrir l'apprêt pour encre à base blanche permet d'obtenir des finitions métalliques haut de gamme sur les emballages, en évitant les résultats ternes ou boueux. ↩
Découvrez comment l'équilibre des niveaux de gris basé sur l'indice TVI influe sur la qualité d'impression et pourquoi il est important pour obtenir une reproduction précise des couleurs dans les systèmes existants. ↩
Découvrez les avantages de l'équilibre visuel des gris en impression et comment il permet d'obtenir des résultats supérieurs, notamment pour les supports difficiles comme le Kraft. ↩
Découvrez comment le test de compression de boîte (BCT) évalue la résistance des emballages, garantissant ainsi que vos présentoirs peuvent supporter en toute sécurité des produits lourds. ↩
Découvrez pourquoi l'application d'une limite totale d'encre de 260 % est cruciale pour maintenir l'intégrité structurelle des emballages en carton ondulé et éviter des défaillances coûteuses. ↩
Découvrez comment une forte couverture d'encre affecte les matériaux d'emballage et pourquoi elle peut entraîner la saturation du carton et une défaillance structurelle dans des applications concrètes. ↩
Découvrez l'importance des tests de chute ISTA pour les emballages et comment ils garantissent la sécurité et la durabilité des produits pendant le transport et la manutention. ↩
Découvrez comment l'utilisation d'un spectrophotomètre toutes les 100 feuilles peut améliorer considérablement la précision et la cohérence des couleurs dans votre processus de production d'impression. ↩
Découvrez pourquoi le maintien d'un Delta-E < 2,0 garantit des différences de couleur imperceptibles, ce qui se traduit par une qualité d'impression supérieure et la satisfaction du client. ↩



