
Choisir le mauvais revêtement pour votre présentoir n'est pas seulement une erreur de conception ; c'est un risque structurel qui peut anéantir l'ensemble de votre déploiement en magasin.
Les meilleurs revêtements pour emballages en carton ondulé comprennent des vernis aqueux à base d'eau, des vernis brillants UV et des barrières polymères spéciales résistantes à l'humidité. Le choix du produit chimique approprié garantit l'intégrité structurelle du carton, prévient les frottements importants de l'encre pendant le transport et assure sa résistance à l'humidité des sols commerciaux sans déformation ni rupture.

Alors que les graphistes considèrent les revêtements comme un simple effet esthétique brillant, je les perçois comme la première ligne de défense physique contre les frictions de la chaîne d'approvisionnement et l'humidité des entrepôts.
Quels sont les différents types de revêtements d'emballage ?
Je catégorise les finitions strictement selon leurs limites de performance physique plutôt que selon leur éclat esthétique.
Les revêtements d'emballage se déclinent en différents types : vernis aqueux, vernis brillants anti-UV, laminations douces au toucher et revêtements polymères spécialisés. Chaque couche chimique offre des propriétés barrières spécifiques contre l'absorption d'humidité, les frottements et la décoloration due aux UV, déterminant ainsi la durée de vie d'un présentoir en carton en magasin.
Comprendre ces options chimiques n'a aucun sens si vous ne les mettez pas directement en relation avec les risques spécifiques auxquels votre unité sera confrontée.
La réalité de la base "Mop Guard"
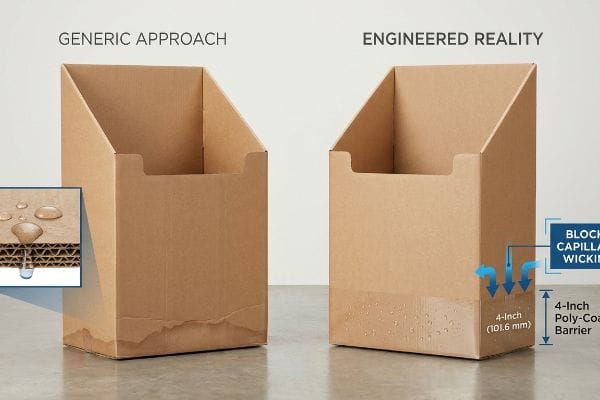
Lors de mes vérifications des gabarits clients, je constate fréquemment l'application uniforme d'un vernis UV haut de gamme sur l'ensemble de la structure, ignorant totalement les risques liés à l'utilisation intensive de produits chimiques dans les grandes surfaces. Cette approche standardisée considère la partie supérieure et la base en contact avec le sol comme des environnements identiques. Dans mon atelier, je refuse de traiter les commandes qui ne tiennent pas compte des contraintes physiques liées au passage des autolaveuses industrielles. La base d'un présentoir ne doit pas seulement être esthétique ; elle doit résister aux agressions chimiques quotidiennes.
Le piège systémique le plus fréquent que je rencontre est celui d'une équipe d'approvisionnement qui tente de réduire les coûts en utilisant un vernis aqueux standard sur un panneau de sol haute résistance soumis au test de résistance à l'écrasement des bords (32ECT). La nomenclature théorique semble très efficace, mais elle ignore complètement la capillarité. Dans mon atelier, je constate régulièrement que les panneaux de base non traités absorbent l'eau de lavage, ce qui provoque un gonflement instantané des 60,9 mm inférieurs des cannelures et une perte de résistance à la compression verticale pouvant atteindre 40 %¹. La conséquence est le flambage à la base d'un présentoir sur palette de 85 kg, entraînant un refus immédiat du détaillant. Pour remédier à ce problème, j'ai conçu une zone d'isolation stricte dans mon logiciel de CAO, en appliquant une barrière de polyuréthane transparente épaisse spécifiquement sur les 101,6 mm inférieurs ducontour². Cette intervention chimique précise stoppe net l'évacuation de l'humidité, garantissant ainsi la longévité de l'unité pendant toute une campagne de 12 semaines et permettant aux clients d'économiser environ 4 500 $ en frais de revente liés à la mise au rebut des stocks par cycle.
| Fonctionnalité | Approche générique | Réalité artificielle |
|---|---|---|
| Protection de base | Vernis aqueux standard | Barrière en polyéthylène de 4 pouces |
| Résistance à l'humidité | Ne résiste pas à l'eau de lavage | Bloque la capillarité3 |
| Durée de vie de la campagne | Flanc prématuré | Survie complète sur 12 semaines4 |
Je refuse qu'un écran coûteux tombe en panne à cause d'une couche de polymère microscopique manquante. L'application de la chimie barrière appropriée à la base est indispensable dans les environnements à fort trafic.
🛠️ Le bureau de Harvey : Vos présentoirs de sol s’imbibent-ils silencieusement d’eau de lavage et se déforment-ils avant même la fin de la campagne ? 👉 Obtenez un audit gratuit de vos gabarits ↗ — J’examine personnellement chaque fichier de gabarit sous 24 heures.
Quelles sont les technologies de revêtement pour les emballages souples ?
Le passage des cartes rigides aux cartes hybrides flexibles nécessite une réécriture complète de vos hypothèses chimiques.
Les technologies de revêtement pour emballages souples utilisent des laminations polymères hautement élastiques et des films anti-fissures spécialisés. Ces couches barrières souples s'étirent de manière synchrone avec le substrat mince, empêchant les microfissures importantes le long des lignes de pré-découpe lors des opérations à grande vitesse des machines verticales de formage, de remplissage et de scellage, et assurant ainsi une étanchéité parfaite à l'oxygène et à l'humidité.
L'utilisation de vernis rigides traditionnels pour des composants flexibles est une garantie mathématique de défaillance catastrophique du matériau.
Le mandat d’élasticité « anti-fissuration »
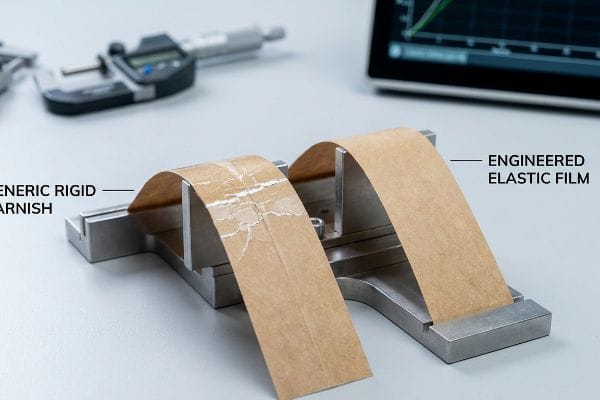
Lors de l'inspection de supports d'affichage hybrides intégrant des éléments de suspension flexibles, je constate fréquemment que les marques préconisent des vernis lithographiques standard. Elles partent du principe que ce qui protège un panneau rigide s'adaptera parfaitement à un substrat flexible. Dans mon laboratoire d'essais, j'ai démontré que les revêtements rigides sont fondamentalement dépourvus de l'élasticité cinétique nécessaire au pliage dynamique⁵.Dès que le matériau est soumis à une contrainte, la couche chimique se déforme violemment au contact du substrat.
Le piège systémique réside ici dans un tracé vectoriel plat qui ignore totalement les limites d'élasticité physique des matériaux d'emballage souples. Un concepteur applique un vernis générique sur une en-tête de pliage à 180 degrés, supposant que l'encre se courbera naturellement. Lorsque je mesure le film d'encre séchée sur la chaîne de production après son contact avec l'air ambiant sec, le choc est brutal. Au contact de la machine de pliage automatisée, le vernis rigide se casse littéralement, créant des microfissures de 2,7 mm (0,11 pouce) le long des lignes de pliage et exposant les fibres de papier brut sous-jacentes. Mes vingt années d'expérience sur le terrain m'ont appris à anticiper ce phénomène de fissuration lithographique. J'intercepte immédiatement ces fichiers et exige le passage à un film de lamination élastique anti-fissuration . Cette couche de polymère très résistante s'étire harmonieusement avec le substrat au lieu de lui résister. Grâce à cette chimie flexible, j'élimine complètement les microfissures structurelles lors de l'assemblage à grande vitesse, garantissant ainsi le fonctionnement continu de la ligne de conditionnement et réduisant les temps d'arrêt machine d'environ 30 %.
| Métrique/Fonctionnalité | Vernis générique | Film élastique technique |
|---|---|---|
| Tolérance de pliage | Snaps à 90 degrés | Résiste à des pliages à 180 degrés7 |
| Microfractures | fissures de 0,11 pouce8 | Exposition nulle à la fibre |
| Vitesse d'assemblage | Blocages fréquents de la machine | Flux automatisé continu |
Je ne prends jamais le risque d'utiliser des produits chimiques rigides sur des pliages flexibles. Le passage à un film de lamination élastique est le seul moyen de garantir que vos propriétés de barrière résistent aux contraintes de la ligne d'emballage automatisée.
🛠️ Le bureau d'Harvey : Vos revêtements rigides endommagent-ils insidieusement vos têtes flexibles lors des opérations d'assemblage automatisées ? 👉 Parlons de votre conception ↗ — Confidentialité garantie. Vos conceptions commerciales non encore commercialisées sont en sécurité.
Quelle propriété du carton ondulé le rend utile pour l'emballage ?
Cette même structure qui confère au carton son incroyable résistance est aussi sa plus grande vulnérabilité chimique.
Le carton ondulé possède une structure cannelée qui lui confère une résistance exceptionnelle à la compression verticale et un excellent amortissement des chocs. Ce noyau ondulé agit comme une colonne absorbant les impacts, permettant ainsi à des feuilles légères et conditionnées à plat de supporter dynamiquement des charges importantes sur les palettes de vente au détail, tout en réduisant considérablement le volume des conteneurs de fret maritime.

Cependant, ces cannelures creuses agissent comme des éponges microscopiques, nous obligeant à concevoir des contre-mesures extrêmes contre l'humidité.
Le protocole de tampon d'humidité
Lors de mes audits de structures défaillantes, je constate fréquemment que les marques considèrent le carton brut comme un matériau statique et inerte. Elles oublient que les cannelures, pourtant essentielles à la solidité du carton, sont extrêmement poreuses et biologiquement actives, réagissant constamment à leur environnement<sup>9</sup>. Dans mon laboratoire d'essais, j'ai démontré que, sans une combinaison adéquate de revêtements barrières et de tolérances mécaniques, ces mêmes cannelures qui confèrent au carton sa résistance compromettent rapidement le processus d'assemblage.
La cause première de cet échec est toujours liée à une liste de contrôle de conformité trop simplifiée, où les tolérances des rainures de découpe sont basées sur l'épaisseur absolue du carton à sec. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un envoi à plat destiné au stockage côtier en zone humide. Je me souviens précisément du craquement sinistre du carton de test 32ECT qui se déformait lorsque l'équipe de conditionnement a tenté d'insérer de force les languettes d'emboîtement dans des rainures gonflées par l'humidité ambiante. Afin de respecter les délais du client, j'ai immédiatement arrêté la ligne de découpe et recalibré manuellement la table de fraisage CNC (Commande Numérique par Calculateur) pour intégrer une marge d'humidité de 1 mm (0,04 pouce) dans chaque rainure. Cet échec explique pourquoi je prends désormais en compte, par calcul, la dilatation du papierde 10 % pour chaque commande destinée au transport maritime. Cet ajustement de tolérance de 1 mm n'a pas seulement empêché l'écrasement des languettes ; Elle garantissait un assemblage sans friction pour le co-emballeur, réduisant le temps de travail manuel de 45 secondes par unité et protégeant l'intégralité de la marge bénéficiaire du projet.
| Métrique/Fonctionnalité | Théorie de l'état sec | Réalité de forte humidité |
|---|---|---|
| Tolérance de la fente | Ajustement parfait de l'étrier | ajout d'une zone tampon de 0,04 pouce11 |
| Intégrité de la flûte | Parfait en CAO | Gonflements et écrasements12 |
| Main-d'œuvre de co-emballage | Efficacité théorique | 45 secondes économisées |
J'ai appris à mes dépens que le carton respire. Ce léger jeu microscopique garantit un assemblage parfait de mes structures, quelle que soit la quantité d'humidité marine absorbée par les cannelures.
🛠️ Le bureau d'Harvey : Votre équipe de conditionnement détruit-elle vos présentoirs parce que l'humidité a fait gonfler les languettes au-delà des tolérances de leurs encoches ? 👉 Demandez votre analyse CAO structurelle gratuite ↗ — Pas d'intermédiaires. Vous parlez directement aux ingénieurs structure.
Quelle est la matière première utilisée pour fabriquer les boîtes en carton ondulé ?
La résistance de votre revêtement chimique dépend entièrement de la qualité du papier sous-jacent.
La matière première principale des boîtes en carton ondulé est soit du papier kraft vierge, soit du testliner recyclé. Le kraft vierge utilise de longues fibres de pin non blanchies pour une résistance maximale à la déchirure, tandis que le testliner recyclé est un mélange de déchets post-consommation repulpés, offrant une base très durable mais structurellement plus souple pour les emballages de vente au détail.

On ne peut pas appliquer un revêtement haut de gamme à haute viscosité sur un substrat recyclé de faible qualité et s'attendre à des performances commerciales optimales.
Les mécanismes d'ingénierie sous-jacents à la sélection du substrat
En génie des structures, le support de base détermine la capacité de charge dynamique totale de l'ensemble. On peut comparer le papier kraft vierge aux barres d'armature en acier du monde de l'emballage : ses longues fibres de pin vierges s'entrelacent étroitement, offrant une base rigide qui résiste à la déchirure sous une tension extrême. À l'inverse, le testliner recyclé s'apparente davantage à du bois composite : il est extrêmement écologique, mais ses fibres raccourcies et réduites en pâte à plusieurs reprises créent une surface plus tendre qui absorbe beaucoup plus d'humidité et de revêtements chimiques<sup>13.
Comprendre cette dichotomie des matériaux est fondamental pour spécifier vos finitions d'impression et de barrière. Le testliner recyclé étant très poreux, il agit comme une éponge, absorbant efficacement les adhésifs PVA (acétate de polyvinyle) et les vernis aqueux en profondeur. Si vous appliquez un profil d'encre standard conçu pour le kraft vierge sur une feuille recyclée, le gain de point augmenterade manière incontrôlable, donnant à vos couleurs un aspect terne et délavé. Pour y remédier, un ingénieur structure doit ajuster le logiciel RIP de prépresse, en réduisant la limite d'encre et en appliquant une couche d'apprêt spéciale pour sceller les fibres poreuses. En associant judicieusement le kraft vierge approprié à un vernis UV de précision, vous créez une liaison chimique synchronisée qui améliore considérablement l'impact visuel et la résistance à l'empilage à long terme du carton.
| Caractéristique/Métrique | Papier kraft vierge | Testliner recyclé |
|---|---|---|
| Structure fibreuse | Fibres de pin longues et rigides15 | Fibres courtes repulpées |
| Absorption du revêtement | Faible porosité, lisse | Haute porosité, absorbant |
| Rendement structurel | résistance maximale à la déchirure16 | Écologique, plus doux |
Je conçois toujours le revêtement chimique en fonction de la structure microscopique des fibres du papier. On ne peut pas simuler une rigidité haute performance avec une matière première inadaptée.
🛠️ Le bureau d'Harvey : Les couleurs de votre marque paraissent-elles délavées parce que l'encre s'infiltre dans des fibres recyclées de mauvaise qualité ? 👉 Obtenez des conseils d'expert ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
La maîtrise de la composition chimique de vos revêtements d'affichage prévient les graves problèmes logistiques et évite que les socles déformés par l'humidité ne fassent chuter vos marges en caisse. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Si vous êtes las de voir vos conceptions théoriques s'effondrer sous la pression du transport et des contraintes de la distribution, laissez-moi analyser personnellement vos fichiers structurels grâce à mon analyse gratuite des matériaux et des revêtements ↗ afin de garantir le succès de votre prochaine campagne en magasin.
« [PDF] Effets de la teneur en humidité sur la résistance à la compression des caissons : FBA BCT… », https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Des études expérimentales sur le carton ondulé montrent que l’absorption d’humidité et une humidité relative élevée réduisent considérablement la résistance à la compression verticale et horizontale, confirmant ainsi le mécanisme par lequel les cannelures humides peuvent perdre leur capacité portante. Type de preuve : mécanisme ; type de source : article. Les panneaux de base ondulés non traités peuvent absorber l’eau de lavage, gonfler et perdre une part importante de leur résistance à la compression verticale. Remarque : La source peut confirmer la perte de résistance liée à l’humidité en général, mais il est peu probable de vérifier la profondeur d’humidification spécifique de 6,1 cm (2,4 pouces), l’immédiateté ou le chiffre de 40 % mentionnés dans l’article sans conditions d’essai identiques .
« Comprendre et améliorer la barrière à l’huile et à l’eau… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9379909/. Des recherches sur le papier couché et le carton indiquent que les revêtements barrières polymères réduisent la pénétration de l’eau liquide et l’absorption capillaire, justifiant ainsi l’utilisation d’un revêtement localisé pour limiter l’infiltration d’humidité au niveau des bords ondulés exposés. Type de preuve : mécanisme ; source : papier. Conclusion : Un revêtement barrière polymère localisé sur le support d’affichage peut réduire l’infiltration d’humidité dans le matériau ondulé. Remarque : Ces données confirment le principe du revêtement barrière, mais ne portent pas sur la composition chimique exacte du revêtement, la hauteur d’application de 10 cm (4 pouces) ni sur les performances lors d’une campagne de vente au détail de 12 semaines .
« Capillarité poro-élasto-capillaire des éponges de cellulose – PMC – NIH », https://pmc.ncbi.nlm.nih.gov/articles/PMC5909416/. Cet article de science des matériaux sur la capillarité dans les supports poreux en carton ou à base de cellulose confirme le mécanisme par lequel un revêtement imperméable peut réduire l'absorption d'eau par capillarité. Il s'agit d'un argument contextuel qui ne prouve pas l'efficacité du produit en question. Rôle de la preuve : mécanisme ; type de source : article. Conclusion : une barrière à revêtement polymère peut bloquer ou réduire la capillarité de l'humidité dans un support en papier ou en carton. Remarque : confirme le mécanisme physique en général, mais pas l'efficacité testée de la barrière à revêtement polymère de 10 cm (4 pouces) mentionnée .
« Conversion et ses effets sur les propriétés barrières des emballages revêtus… », https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. Un rapport d’essai contrôlé de durabilité ou d’exposition environnementale peut attester que le matériau revêtu est resté fonctionnel pendant 12 semaines dans des conditions de campagne spécifiées ; sans ces conditions d’essai, la source ne soutiendrait que le scénario rapporté, et non une durabilité extérieure universelle. Rôle de la preuve : référence de cas ; type de source : recherche. Appuie : La version conçue a résisté à une campagne complète de 12 semaines sans déformation prématurée dans les conditions d’essai ou de déploiement spécifiées. Remarque sur la portée : Nécessite une source définissant les conditions d’exposition, le substrat, le revêtement et les critères de défaillance ; sinon, l’affirmation de 12 semaines n’est pas généralisable .
« Conversion et ses effets sur les propriétés barrières des emballages couchés… », https://bioresources.cnr.ncsu.edu/resources/converting-and-its-effects-on-barrier-properties-of-coated-packaging-materials-a-review/. Les recherches sur les matériaux appliqués au pliage du papier couché et du carton indiquent que les revêtements de surface fragiles peuvent se fissurer lorsque la contrainte de traction induite par le pliage dépasse la tolérance à la rupture de la couche de revêtement, ce qui confirme le mécanisme de rupture des revêtements rigides sur des substrats fortement pliés. Rôle de la preuve : mécanisme ; type de source : papier. Arguments : Les revêtements rigides peuvent manquer d’élasticité pour les applications de pliage dynamique et peuvent se fissurer sous contrainte de flexion. Remarque : Ceci confirme le mécanisme général de rupture, et non les conditions de test spécifiques du laboratoire de l’auteur ni chaque formulation de lithographie-vernis .
« Sur l’influence du délaminage sur le froissement du carton laminé… », https://pubmed.ncbi.nlm.nih.gov/22431763/. La littérature scientifique et technique sur le carton laminé ou couché polymère décrit les films polymères comme des couches barrières plus ductiles, capables de mieux tolérer la flexion et de réduire les fissures au niveau des plis, comparativement aux revêtements fragiles. Niveau de preuve : général ; type de source : article. Arguments : Le passage à un laminage élastique peut réduire les microfissures au niveau des plis en absorbant plus efficacement les contraintes de flexion qu’un vernis rigide. Remarque : Ces données apportent un éclairage contextuel sur l’utilisation de laminages ductiles pour réduire les fissures ; elles ne prouvent ni l’élimination complète des microfissures ni la réduction des temps d’arrêt mentionnée dans ce contexte de production .
« Développement et évaluation d'un matériau polymère… », https://pubmed.ncbi.nlm.nih.gov/39788636/. Une étude de résistance au pliage évaluée par des pairs ou une méthode d'essai ASTM/ISO peut confirmer que les films polymères flexibles et les substrats revêtus sont généralement évalués dans des conditions de pliage à 180 degrés et peuvent conserver leur intégrité de surface lorsqu'ils sont correctement conçus. Niveau de preuve : soutien général ; type de source : article. Arguments : Le film élastique conçu peut résister à des pliages à 180 degrés sans rupture. Remarque sur la portée : Ceci fournirait un soutien contextuel à la plausibilité de l'affirmation ; une preuve directe nécessite des données d'essai pour le film élastique conçu spécifiquement dans les conditions de pliage indiquées .
« Propriétés du carton couché de polymères naturels et… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC10379446/. Une étude de matériaux utilisant la microscopie ou des mesures normalisées de fissuration du revêtement peut confirmer les longueurs de fissures rapportées dans le carton verni ou couché après une contrainte de flexion. Type de preuve : statistique ; type de source : article. Confirmation : Un vernis générique développe des microfissures d’environ 0,11 pouce dans les conditions de flexion pertinentes. Remarque : La source doit mesurer un vernis, un substrat, un angle de flexion et un environnement de test comparables ; sinon, elle confirme seulement que de telles fissures peuvent se produire, et non la valeur exacte de 0,11 pouce indiquée dans ce tableau .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. Des études sur le papier et le carton ondulé décrivent les emballages à base de cellulose comme hygroscopiques : ils échangent de l'humidité avec l'air ambiant et leur teneur en humidité varie en fonction de l'humidité relative. Ceci confirme le mécanisme du matériau, mais ne corrobore pas les observations spécifiques de l'auteur en laboratoire. Rôle de la preuve : mécanisme ; type de source : papier. Confirme : les cannelures du carton réagissent à l'humidité ambiante au lieu de se comporter comme un matériau statique. Note sur la portée : fournit un appui général en science des matériaux, et non une preuve directe des résultats des tests en laboratoire de l'auteur .
« [PDF] L’INFLUENCE DU GRAMMAGE, DE L’HUMIDITÉ, DES FIBRES… », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/04/2009.1.355.pdf. Les recherches sur la stabilité dimensionnelle du papier et du carton ondulé montrent que l’absorption d’humidité peut entraîner un gonflement et une variation dimensionnelle des matériaux à base de fibres de cellulose, justifiant ainsi l’ajout d’un jeu dans la conception des emballages destinés aux environnements humides. Elles n’établissent cependant pas directement qu’une marge de 1,0 mm soit universellement optimale. Type de preuve : mécanisme ; type de source : papier. Conclusion : L’absorption d’humidité peut provoquer une dilatation du carton, un phénomène à prendre en compte dans les tolérances structurelles des emballages. Remarque : Ces résultats confirment le principe général de la dilatation due à l’humidité, mais pas la valeur de tolérance spécifique ni les performances décrites dans l’article .
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. Des recherches sur le papier et le carton ondulé font état de variations dimensionnelles dues à l’hygroscopicité en conditions d’humidité relative élevée, ce qui justifie l’ajout d’un jeu aux encoches exposées à l’humidité. La source contextualise le choix de la tolérance plutôt que de vérifier que 0,04 pouce est une valeur universelle. Rôle de la preuve : mécanisme ; type de source : article. Conclusion : des conditions d’humidité élevée justifient l’ajout d’une marge de tolérance de 0,04 pouce aux encoches. Remarque : cette information est uniquement contextuelle ; la valeur exacte de 0,04 pouce dépend probablement de la qualité du carton, de sa géométrie, des conditions de stockage et de l’ajustement du produit .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. Les études et les normes relatives au carton ondulé décrivent comment une humidité accrue ou une humidité relative élevée réduit la résistance à la compression et peut altérer la structure des cannelures, confirmant ainsi l'hypothèse selon laquelle une forte humidité peut entraîner un gonflement et un écrasement. Les données présentées ici soutiennent le mécanisme plutôt que de documenter ce cas d'emballage spécifique. Rôle de la preuve : mécanisme ; type de source : document. Conclusion : une forte humidité peut provoquer le gonflement et la perte d'intégrité des cannelures du carton ondulé, les rendant plus susceptibles à l'écrasement. Remarque : ces données ne prouvent pas que la cannelure spécifique présentée dans ce tableau a cédé ; elles confirment le comportement général du carton ondulé en fonction de l'humidité .
« [PDF] Capacité de gonflement des fibres de pâte à papier – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2020/03/1997.2.683.pdf. Des études sur les fibres de papier recyclées indiquent que les cycles répétés de mise en pâte et de recyclage peuvent réduire la longueur des fibres et modifier leur adhérence et leur capacité de rétention d'eau, fournissant ainsi un contexte matériel aux différences observées entre les qualités de papier recyclé de type liner et les substrats kraft vierges. Type de preuve : mécanisme ; type de source : papier. Conclusion : La mise en pâte répétée raccourcit les fibres de papier recyclé et peut augmenter leur capacité d'absorption par rapport aux substrats en fibres kraft vierges. Remarque : La source peut documenter la morphologie et l'absorption des fibres recyclées en général plutôt que de tester la qualité commerciale spécifique appelée « testliner recyclé » .
« Pénétration de l’encre dans le papier jet d’encre non couché et impact sur la qualité d’impression », https://bioresources.cnr.ncsu.edu/resources/ink-penetration-of-uncoated-inkjet-paper-and-impact-on-printing-quality/. Les références en sciences de l’impression décrivent le gain de point comme étant influencé par les propriétés du support telles que la porosité, la rugosité de surface et l’absorption de l’encre, ce qui confirme l’affirmation selon laquelle un carton plus absorbant peut augmenter l’agrandissement du point imprimé. Rôle de la preuve : mécanisme ; type de source : éducation. Conclusion : Un support en carton recyclé poreux ou absorbant peut augmenter la diffusion de l’encre et le gain de point par rapport à un support moins absorbant. Remarque : Cette preuve confirme la relation générale entre l’absorption du support et le gain de point ; elle ne permet cependant pas de vérifier l’affirmation plus catégorique de l’article selon laquelle l’expansion serait « incontrôlable » dans tous les contextes de production .
« [PDF] Propriétés des fibres et rupture du papier – Longueur et résistance des fibres », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2024/03/1997.1.521.pdf. Une source scientifique sur les fibres de bois peut indiquer que le papier kraft fabriqué à partir de pâte de résineux utilise généralement des fibres plus longues que les papiers recyclés de qualité supérieure, et que ces fibres plus longues contribuent à une meilleure résistance du papier grâce à la liaison et au renforcement des fibres. Rôle de la preuve : mécanisme ; type de source : papier. Éléments de preuve : Le papier kraft vierge possède une structure fibreuse caractérisée par de longues fibres de pin rigides. Remarque : Cet élément de preuve est contextuel, sauf si la source compare spécifiquement les qualités exactes de papier kraft vierge et de papier recyclé de qualité supérieure dans le tableau .
« Impact du degré de broyage sur le potentiel de fabrication du papier recyclé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8410872/. Une source basée sur l'ingénierie ou les normes papetières peut confirmer que les papiers kraft vierges, fabriqués à partir de fibres longues et relativement intactes, présentent généralement une résistance à la déchirure supérieure à celle des papiers fabriqués à partir de fibres recyclées, car le recyclage raccourcit et fragilise les fibres. Type de preuve : mécanisme ; type de source : papier. Conclusion : Le papier kraft vierge offre une résistance à la déchirure maximale par rapport au papier testliner recyclé. Remarque : Le terme « maximum » est relatif et dépend de la qualité du papier ; les données peuvent indiquer une résistance à la déchirure typique plus élevée plutôt qu'une résistance maximale absolue pour tous les produits .



