
Entrer dans un grand magasin et espérer que votre produit se vende tout seul, c'est courir à l'échec. Il vous faut une intervention physique pour capter l'attention des clients.
Les présentoirs PLV (Publicité sur le Lieu de Vente) sont des structures autoportantes ou fixées sur étagère, conçues pour présenter des produits et perturber le flux de clients. Ces outils marketing utilisent des graphismes à fort contraste et du carton ondulé technique pour mettre en valeur les promotions, informer les consommateurs et inciter aux achats impulsifs directement dans les rayons.

Comprendre la définition de base est facile, mais le véritable défi commence lorsqu'on essaie de fabriquer et d'expédier physiquement ces unités à grande échelle.
Qu'est-ce qu'un exemple de présentoir PLV ?
On pourrait s'imaginer une immense structure en carton dominant une allée, mais la réalité impose un encombrement beaucoup plus restreint.
Un exemple de présentoir PLV est un présentoir de sol occupant un quart de palette. Ces unités autoportantes mesurent exactement 609,6 x 508 mm (24 x 20 pouces) et reposent sur des socles en bois, permettant aux détaillants de placer stratégiquement plusieurs campagnes de marque aux intersections à fort trafic des magasins sans bloquer les allées.

Mais connaître les dimensions ne garantit pas que votre présentoir résistera aux aléas du magasin.
Présentoirs de sol fractionnés et le piège de la taille
Même les designers les plus expérimentés partent souvent du principe qu'une campagne promotionnelle doit occuper tout un de 1219 x 1016 mm (48 x 40 pouces)aux normes de la GMA (Grocery Manufacturers Association) pour un impact visuel optimal. Ils conçoivent des présentoirs de sol massifs, grandeur nature, dans leurs logiciels de CAO (Conception Assistée par Ordinateur), ignorant complètement le fait que l'espace dans les allées des grandes surfaces est strictement limité. Cette approche binaire empêche fréquemment les lancements de produits plus modestes d'obtenir un emplacement privilégié aux intersections les plus fréquentées des magasins, ce qui entraîne un refus immédiat de la part des distributeurs.
Je constate constamment ce problème lorsque les équipes d'approvisionnement privilégient les présentoirs surdimensionnés sans tenir compte des directives d'agencement spécifiques du distributeur. Une marque livre un présentoir imposant et esthétique, mais un vendeur pressé le force à le caser dans un espace restreint, près d'une tête de gondole. Le frottement important du carton ondulé épais contre les étagères métalliques ruine le visuel avant même le lancement de la campagne. J'ai conçu des présentoirs de grande capacité aux dimensions fractionnaires standard, notamment les demi-palettes et les quarts de palettes. Ce découpage mathématique garantit que les différentes campagnes promotionnelles partagent parfaitement une même base, permettant ainsi aux acheteurs d'optimiser la densité de vente au détail, vous évitant des semaines de retouches manuelles coûteuses et préservant votre marge bénéficiaire.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Monopoliser une base complète | Empreinte fractionnée de 24×202 | Garanties d'approbation de placement |
| Ignorer les limites des allées du magasin | subdivision de la base mathématique | Empêche les dommages causés par le frottement forcé |
| Conceptions CAO surdimensionnées | Cibler les intersections en bout de rangée3 | Maximise la densité du trafic piétonnier |
Je refuse de concevoir des structures grandeur nature pour des lancements de produits non éprouvés, car leur empreinte au sol importante provoque immédiatement une réaction négative des détaillants.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre concept d'aménagement d'espace respectera les normes strictes d'espacement des allées ? 👉 Faites auditer votre empreinte au sol ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelle est la différence entre les présentoirs de point de vente (POS) et les présentoirs PLV (publicité sur le lieu de vente) ?
Confondre les allées ouvertes et les caisses est une erreur logistique qui ruine les lancements de produits.
La principale différence entre les présentoirs de point de vente (POS) et les présentoirs PLV réside dans leur encombrement et leur emplacement. Les présentoirs de point de vente sont installés dans les allées sur des palettes standardisées, tandis que les présentoirs PLV sont placés directement sur les comptoirs de caisse, en respectant des contraintes de hauteur strictes afin de ne pas obstruer la vue du caissier.

Bien que les définitions semblent simples, la confusion qui règne dans leurs processus d'ingénierie entraîne des manquements massifs en matière de conformité.
Contrainte spatiale ADA vs. GMA
Les équipes marketing juniors proposent souvent une conception modulable où une grande structure de point de vente peut être réduite de moitié pour servir de comptoir. Elles se basent sur une simple mise à l'échelle vectorielle de leurs fichiers graphiques, ignorant totalement les spécificités physiques et juridiques qui régissent ces deux zones de vente distinctes<sup>4</sup>. Réduire la taille d'une structure sur palette transforme un présentoir en un élément instable et dangereux pour la caisse<sup>5</sup>.
C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées, lorsqu'elles tentent de réduire les coûts d'outillage. On ne peut pas simplement réduire la taille d'un présentoir et espérer qu'il convienne à un comptoir étroit. J'ai vu un jour un gérant de magasin refuser catégoriquement un présentoir de comptoir réduit, car son panneau arrière haut obstruait complètement la vue de la caméra de sécurité. De plus, la modification hâtive et mal adhérente du panneau arrière par les commerciaux était inesthétique. J'ai donc séparé définitivement les processus d'ingénierie de ces présentoirs : les présentoirs de sol sont exclusivement liés à la logistique des palettes, tandis que les présentoirs de comptoir sont conformes aux normes d'accessibilité (ADA – 381 à 1219 mm) avec une portée avant de 15 cm. Cetteséparation permet de réduire considérablement le temps d'assemblage (environ 20 %) et d'éviter les refacturations immédiates des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des unités d'étage | canalisations d'ingénierie séparées | Empêche le basculement du centre de gravité7 |
| Ignorer les limites de portée de l'ADA | Conformité avant de 15 à 48 pouces8 | Élimine les refus des gestionnaires |
| Obstruer la vue des caissiers | Géométrie de caisse dédiée | Fluidifie les files d'attente aux caisses |
Je sépare strictement la conception des présentoirs de comptoir des calculs relatifs aux palettes au sol, car toute tentative de solution hybride nécessitant un ajustement précis se solde toujours par une défaillance structurelle catastrophique.
🛠️ Bureau de Harvey : Réduisez-vous aveuglément les dimensions de votre sol pour l'adapter au comptoir de caisse sans tenir compte des normes d'accessibilité ? 👉 Demandez un plan d'aménagement ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Qui fournit généralement les présentoirs PLV ?
S'approvisionner en carton auprès d'un fournisseur et en impression auprès d'un autre crée un véritable cauchemar opérationnel.
Les fabricants qui fournissent généralement les présentoirs PLV comprennent des ingénieurs spécialisés en emballage, des entreprises d'emballage à façon et des fournisseurs spécialisés en PLV. Ces partenaires centraux gèrent l'intégralité du cycle de vie, de la conception structurelle et de l'approvisionnement en carton ondulé brut jusqu'à la lithographie haute vitesse et la distribution en point de vente, garantissant ainsi l'intégrité structurelle tout au long de la chaîne d'approvisionnement.
Savoir qui embaucher est important, mais la manière dont vous structurez cette relation de fabrication détermine la survie de votre campagne.
Le piège de l'approvisionnement fragmenté
Les marques optent souvent pour un modèle de conditionnement à façon, où elles s'approvisionnent en matières premières, films imprimés et composants en carton ondulé auprès de différents fournisseurs afin de minimiser artificiellement les coûts unitaires. Elles partent du principe que n'importe quel sous-traitant peut assembler sans difficulté des pièces provenant de trois usines différentes. Elles ne tiennent pas compte des graves problèmes opérationnels liés à un approvisionnement fragmenté sur une chaîne d'assemblage à grande vitesse, où des écarts dimensionnels microscopiques engendrent des frictions immédiates .
Considérer votre présentoir comme un simple puzzle où chaque pièce s'emboîte est une entreprise risquée. Lorsque des composants d'emballage incompatibles arrivent sur les machines automatisées, le bruit sourd et le grincement d'un carton pliant bloqué par un capteur obligent le sous-traitant à interrompre immédiatement la production. Ce dernier facturera alors des pénalités horaires importantes pour l'arrêt machine, car votre feuille supérieure bon marché s'est gondolée sous la colle PVA (acétate de polyvinyle)<sup>10</sup>. J'exige un protocole de consolidation clé en main où un partenaire unique et centralisé contrôle l'ingénierie structurelle, l'approvisionnement en matières premières et l'assemblage final. Centraliser la compatibilité des composants sur un seul site garantit un coût unitaire fixe et élimine les renvois de responsabilité qui ralentissent la chaîne de production d'environ 30 %<sup>11</sup>.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'approvisionner auprès de plusieurs fournisseurs | Fabrication centralisée clé en main | Met fin aux retards dus aux accusations mutuelles |
| Négliger les tolérances machine | Ingénierie structurale unifiée | Élimine les blocages des lignes automatisées12 |
| Paiement des frais horaires d'indisponibilité | Coûts d'assemblage fixes par unité13 | Protège les marges bénéficiaires des campagnes |
Je refuse d'assembler des composants disparates provenant d'imprimantes bas de gamme, car je sais exactement à quelle vitesse des tolérances médiocres paralyseront ma chaîne de production.
🛠️ Le bureau de Harvey : Vos fournisseurs se renvoient la balle à cause de cartons ondulés qui refusent de s'emboîter ? 👉 Réclamez votre plan de consolidation des fournisseurs ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Qu'est-ce qu'un présentoir PLV ?
Un rendu numérique paraît parfait sur votre écran, mais le papier est une matière vivante, qui respire.
Un présentoir PLV est une structure physique en carton ondulé, conçue pour résister aux contraintes physiques de son environnement. Au-delà de son aspect visuel, il s'agit d'un dispositif porteur qui doit supporter les variations de température dues à l'humidité, la forte compression exercée par le haut et les chocs liés au transport, afin de survivre à son acheminement de l'usine jusqu'aux rayons du magasin.
Faire tenir un seul écran debout dans un laboratoire de conception sec et climatisé est facile, mais voici la dure réalité lorsqu'il s'agit d'en expédier 500 par-delà l'océan.
La réalité de la tolérance au gonflement dû à l'humidité
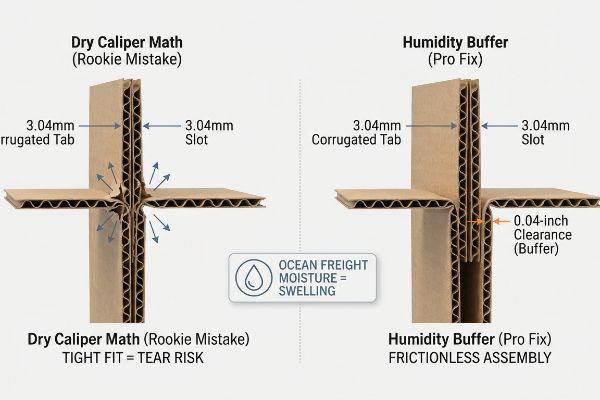
Dans des bureaux climatisés, les graphistes et les ingénieurs en structure définissent souvent les tolérances des rainures de découpe en se basant uniquement sur l'épaisseur absolue du carton sec. Ils supposent qu'un écart précis de 3,04 mm (0,12 pouce) accueillera parfaitement une languette de cannelure B de 3,04 mm (0,12 pouce)¹⁴. Ils ignorent la réalité microscopique du processus de repulpage du papier, oubliant que le testliner brut est très poreux et absorbe facilement l'humidité ambiante¹⁵lors des longs transports maritimes ou du stockage dans les régions humides des États-Unis.
Dans mon atelier, je constate régulièrement que des tirages magnifiquement imprimés sont complètement détruits car le support physique a gonflé pendant le transport. Lorsqu'un sous-traitant tente d'assembler ces emballages plats fragilisés par l'humidité, les encoches de réception sont obstruées par le gonflement. Le vendeur doit alors forcer, ce qui provoque le craquement du carton brut lorsque les cannelures s'écrasent et que la feuille supérieure lithographiée se déchire aux coins. Je teste ce phénomène à l'aide de chambres à humidité contrôlée et j'intègre automatiquement une marge d'humidité dans nos fichiers de conception assistée par ordinateur pour tous les envois en climat humide. J'ajoute précisément 1,01 mm (0,04 pouce) de jeu¹⁶spécifiquement aux encoches de réception des mécanismes d'emboîtement, éliminant ainsi tout risque de déchirure et réduisant le temps d'assemblage par le sous-traitant d'environ 25 %¹⁷.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du calcul au pied à coulisse à sec | Ajout d'une zone tampon d'humidité de 0,04 pouce18 | Arrête la forçage de l'onglet |
| En négligeant l'humidité du fret maritime19 | Géométrie de la fente de réception étendue20 | Empêche la déchirure des feuilles supérieures lithographiées |
| Forcer les fentes en papier gonflées | Assemblage sans frottement et sans déchirure | Réduit le temps d'assemblage |
J'intègre une tolérance de dilatation mathématique spécifique dans chaque fente, car espérer que le papier reste parfaitement sec dans un conteneur d'expédition est une garantie d'échec.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si votre carton ondulé à gonfle dans un entrepôt humide, le frottement des rainures ralentira l'assemblage d'environ 30 %, anéantissant ainsi votre marge bénéficiaire. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne laissez plus les tolérances au hasard : laissez-moi analyser vos fichiers grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les erreurs mécaniques avant le lancement de la production en série.
« Palettes GMA 48×40 » | Premier fabricant et fournisseur de palettes », https://www.palletone.com/products/gma-pallets/ . Vérification des dimensions standard des palettes de la Grocery Manufacturers Association (GMA) utilisées comme supports pour les présentoirs de vente au détail. Type de preuve : spécification technique ; type de source : manuel de normes industrielles. Supporte : la mesure de référence pour les présentoirs de sol grandeur nature. Note relative au champ d’application : cette norme s’applique spécifiquement à la palettisation dans le commerce de détail nord-américain.
« Types de présentoirs sur palette : pleine, demi et quart – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Vérification des dimensions standard du secteur pour les présentoirs de sol fractionnés afin de garantir leur approbation en point de vente. Rôle de la preuve : spécification technique ; type de source : guide de merchandising. Appuie : l’utilisation d’une surface au sol de 24 × 20 pour l’approbation de l’emplacement. Remarque : les dimensions spécifiques peuvent varier selon les chaînes de distribution .
« Comment les présentoirs de tête de gondole peuvent-ils booster les ventes ? – PopDisplay », https://popdisplay.me/how-can-endcap-displays-boost-sales/. Une étude confirme que le placement de présentoirs à l’intersection des têtes de gondole maximise la visibilité auprès des clients et la densité du flux piétonnier. Niveau de preuve : efficacité stratégique ; type de source : rapport d’analyse du commerce de détail. Conclusion : le ciblage des intersections maximise le trafic. Remarque : l’efficacité dépend de l’agencement et de la circulation dans le magasin .
« Présentoirs sur le lieu de vente (PLV) : fonctionnement et impact sur le commerce de détail… », https://www.optisigns.com/post/point-of-purchase-pop-display-how-they-work-their-retail-impact. Brève explication des différences de réglementation en matière de zonage et de sécurité pour les présentoirs en allée ouverte et les présentoirs de caisse. Rôle de la preuve : vérification réglementaire ; type de source : guide de conformité pour le commerce de détail. Affirme : existence de contraintes légales distinctes pour les présentoirs sur le lieu de vente et les PLV. Note sur la portée : se concentre sur les environnements de vente au détail commerciaux .
« Département de la Justice : Les entreprises peuvent prévoir moins de 36 pouces d’espace libre », https://www.adatitleiii.com/2019/03/justice-department-businesses-can-provide-less-than-36-of-clear-sales-service-counter-space-if-counter-is-at-an-accessible-height/. Brève explication des normes de sécurité relatives à la hauteur et à la stabilité des présentoirs de caisse afin d’éviter toute obstruction et tout risque de basculement pour le caissier. Rôle de la preuve : vérification de la sécurité ; type de source : norme de sécurité au travail. Sujet : risques liés à la réduction de la taille des présentoirs au sol pour les comptoirs. Note sur la portée : s’applique à l’ergonomie de la zone de caisse .
« Chapitre 3 : Éléments fonctionnels – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Les normes officielles de l’ADA relatives à la conception accessible spécifient les hauteurs et les portées des éléments accessibles. Rôle de la preuve : vérification ; type de source : réglementation gouvernementale. Applicabilité : contraintes spécifiques de hauteur d’accès pour les présentoirs de comptoir. Note relative au champ d’application : s’applique aux établissements recevant du public aux États-Unis .
« CONCEPTION STRUCTURELLE DES PRÉSENTOIRS INTERACTIFS… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . Brève explication de la manière dont l'ingénierie structurelle et la répartition du poids empêchent le basculement des présentoirs autoportants. Rôle de la preuve : vérification technique ; type de source : norme de sécurité industrielle. Sujet : stabilité structurelle des présentoirs PLV. Note de portée : principes généraux de physique et de sécurité en magasin.
« Normes ADA pour la conception accessible, Titre III, Règlement 28 CFR… », https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Brève explication de la manière dont les normes ADA pour la conception accessible spécifient les portées pour l’accessibilité. Rôle de la preuve : vérification des faits ; type de source : réglementation gouvernementale. Appui : conformité réglementaire en matière de hauteur pour les présentoirs de vente au détail. Note sur la portée : Spécifique aux normes ADA américaines .
« Résilience de la chaîne d'approvisionnement 2026 : Ingénierie optimisée pour les coûts d'emballage », https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOooJF3k8KpO3So4UqvlopWIev3wOLuVsoUQc2Zu9uhAcy5KdZoKP. Analyse technique issue de guides d'ingénierie de fabrication démontrant comment les écarts de tolérance des composants provenant de différents fournisseurs entraînent des blocages mécaniques sur les lignes à grande vitesse. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie. Sujet : Risque opérationnel lié à la fragmentation des achats. Note de portée : Concerne spécifiquement l'assemblage automatisé .
« Colle PVA – Adhésifs à base d'eau », https://www.intercol.info/index.php/pva-glue/. Explication technique de la façon dont la teneur en eau des adhésifs PVA peut entraîner une déformation ou un gondolage du support pendant le processus de polymérisation. Rôle de la preuve : Vérification technique ; type de source : Manuel d'ingénierie des adhésifs. Appui : La cause chimique de la défaillance structurelle. Note de portée : Les effets varient en fonction du grammage et de la porosité du support .
« Analyse du coût des arrêts imprévus des lignes de conditionnement », https://www.harpak-ulma.com/resources/breaking-down-the-cost-of-unplanned-packaging-line-downtime/. Données sectorielles quantifiant la réduction des temps d'arrêt opérationnels et des retards de ligne lors du passage d'un approvisionnement fragmenté à des fournisseurs clés en main intégrés. Type de preuve : Validation quantitative ; type de source : Étude opérationnelle de fabrication. Contribue à : Gain d'efficacité grâce au contrôle centralisé par un partenaire. Remarque : Le pourcentage peut varier selon le secteur et le niveau d'automatisation .
« Défis courants lors de la transition vers une production américaine pour… », https://popdisplay.me/common-challenges-when-transitioning-to-us-manufacturing-for-packaging-and-pop-displays/ . La documentation technique sur l’ingénierie de l’emballage démontre comment des tolérances structurelles précises préviennent les blocages mécaniques sur les lignes automatisées de préparation et d’assemblage. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie ou livre blanc sectoriel. Appui : Le lien entre une ingénierie structurelle unifiée et la fiabilité opérationnelle. Note de portée : S’applique aux environnements de vente au détail automatisés à haut volume.
« Coût moyen de fabrication par unité : définition, formule et application… », https://tractian.com/en/glossary/average-manufacturing-cost-per-unit. L’analyse financière des achats de fabrication démontre que les modèles de tarification fixe par unité atténuent le risque de pics imprévisibles des coûts de main-d’œuvre liés aux temps d’arrêt. Rôle de la preuve : validation financière ; type de source : guide d’achat ou étude de comptabilité analytique. Appuie : l’affirmation selon laquelle les coûts fixes protègent les marges bénéficiaires des campagnes. Note de portée : comparaison entre les taux horaires variables et les coûts unitaires fixes .
« Carton ondulé et qualités de matériaux – Stratégies d’emballage », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . Vérification de l’épaisseur standard du carton ondulé de cannelure B. Rôle de la preuve : spécification technique ; type de source : norme de l’industrie de l’emballage. Supports : la référence dimensionnelle spécifique utilisée pour le calcul des tolérances d’encoche. Remarque : de légères variations peuvent exister entre les fabricants.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf . Explication technique des propriétés hygroscopiques et de la porosité du papier Testliner utilisé dans les emballages en carton ondulé. Rôle de la preuve : vérification des propriétés du matériau ; type de source : référence en science des matériaux ou en ingénierie de l’ emballage. Appuie : l’affirmation selon laquelle l’humidité ambiante entraîne le gonflement du carton. Note sur la portée : s’applique spécifiquement aux papiers Testliner non couchés.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Ce document de référence en matière d'ingénierie de l'emballage propose des ajustements de tolérance spécifiques pour compenser la dilatation hygroscopique des supports en carton ondulé. Niveau de preuve : validation technique ; type de source : manuel d'ingénierie. Il prend en charge : la mesure spécifique utilisée pour les tampons d'humidité. Remarque : la tolérance dépend de la qualité du carton et du taux d'humidité.
« Modélisation des erreurs d'assemblage et optimisation des tolérances pour les moteurs… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12922696/. Des études de cas en logistique d'emballage quantifient la réduction du temps de travail grâce à l'optimisation des tolérances d'assemblage physique afin d'éviter le blocage des matériaux. Rôle de la preuve : validation métrique ; type de source : rapport d'efficacité opérationnelle. Appuie : la réduction du temps d'assemblage en pourcentage annoncée. Remarque : le pourcentage est basé sur des estimations opérationnelles .
« Qu’est-ce que l’humidité relative et comment affecte-t-elle vos emballages ? – Billerud », https://www.billerud.com/products/packaging-materials/corrugated-materials/knowledge-center/humidity . Les spécifications techniques des manuels d’ingénierie de l’emballage confirment les tolérances standard utilisées pour compenser la dilatation hygroscopique du carton. Preuve : Spécification technique ; type de source : Manuel d’ingénierie. Éléments pris en compte : La mesure précise de 1 mm (0,04 pouce) pour la compensation de l’humidité. Remarque: La valeur peut varier en fonction de la qualité et de l’épaisseur du papier.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Ce document, spécialisé en logistique et science des matériaux, explique comment une humidité relative élevée dans les conteneurs d'expédition provoque l'absorption d'humidité et le gonflement des matériaux à base de papier. Type de preuve : causalité factuelle ; type de source : livre blanc sur la logistique. Appuie : l'affirmation selon laquelle le transport maritime introduit de l'humidité dans les matériaux. Note sur la portée : varie en fonction de la ventilation du conteneur et de la durée du transport .
« Que sont les présentoirs PLV ? – Emballages transparents Printex », https://www.ptpackaging.com/blog/what-are-pop-displays-2/. Les normes de conception d’emballages fournissent des recommandations sur l’ajustement des dimensions des fentes afin de garantir un assemblage sans frottement malgré le gonflement du matériau. Niveau de preuve : Bonnes pratiques ; type de source : Guide de conception d’emballages. Démonstration : Efficacité de l’élargissement de la géométrie des fentes pour prévenir les déchirures. Précision : Applicable spécifiquement aux méthodes d’assemblage par languette et fente .



