Adapter vos présentoirs aux normes nord-américaines s'apparente à un véritable parcours du combattant. Une simple erreur de conception peut entraîner des remboursements massifs de la part des détaillants et anéantir vos marges bénéficiaires.
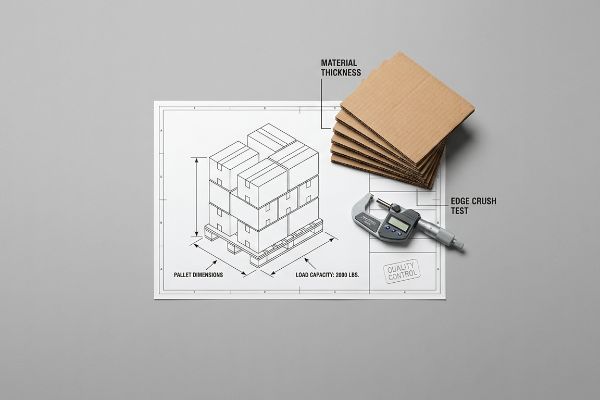
La transition vers une production américaine exige le strict respect de tolérances structurelles et logistiques de pointe. Ce changement opérationnel nécessite une parfaite maîtrise des dimensions standardisées des palettes, des capacités de charge dynamiques et des indicateurs de performance des matériaux afin de garantir une intégration fluide de la chaîne d'approvisionnement mondiale et de prévenir tout dommage catastrophique lors du transport à l'échelle internationale.

Mais la compréhension de ces indicateurs de base ne représente que le début de la bataille sur la chaîne de production.
Quels sont les principaux défis liés au développement des emballages pour les nouveaux produits ?
Le lancement d'une nouvelle référence (SKU) est déjà suffisamment stressant sans que les plateaux de marchandises ne s'assemblent correctement. La transformation physique des illustrations numériques en carton ondulé plié est un véritable casse-tête.
Le développement des emballages pour les nouveaux produits est un processus d'ingénierie rigoureux qui consiste à transformer des concepts numériques en structures physiquement viables. Cette phase prend en compte mathématiquement l'épaisseur des matériaux, les tolérances de pliage et les points de frottement cinétique afin de garantir un assemblage parfait des unités produites en série, sans déchirure, déformation ni altération de l'intégrité structurelle.

Obtenir la forme correcte sur un écran d'ordinateur est très différent du pliage forcé d'un véritable carton.
L'écart de compensation des étriers dans le développement de l'emballage
Les graphistes conçoivent fréquemment dans leurs logiciels des languettes d'emboîtement et des fentes de pliage dont la largeur correspond exactement à celle du panneau correspondant. Ils considèrent le carton ondulé comme une feuille de papier parfaitement plate et infiniment fine. Cette approche théorique ignore l' épaisseur physique des panneaux pliés¹,en supposant que les lignes numériques standard créeront naturellement un volume 3D fonctionnel.
C'est un piège courant, même pour les responsables de marque les plus expérimentés, lorsqu'ils me confient un gabarit de découpe. Ils oublient qu'un panneau en carton cannelé de 3 mm d'épaisseurse plie à 90 degrés, ce qui consomme physiquement de la matière. Si je n'élargis pas la fente de réception pour compenser le rayon extérieur du pli, l'équipe de conditionnement va en pâtir. J'ai vu des opérateurs transpirer à grosses gouttes sur la chaîne de montage, aux prises avec des fentes trop étroites, et entendre le bruit déchirant du carton brut qui se déchire lorsqu'ils forcent les pièces à s'emboîter. En appliquant automatiquement une tolérance de pliage paramétrique à chaque gabarit, j'élimine complètement ce frottement physique. Ce simple ajustement accélère la chaîne de montage manuelle d'environ 25 %³, réduisant ainsi directement les coûts de main-d'œuvre de conditionnement pour mes clients.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Languettes de dessin exactement de la même largeur que les fentes | Ajout de tolérances de pliage calculées pour l'étrier replié | Élimine les déchirures du carton brut lors de la mise en place |
| En négligeant l'épaisseur du matériau ondulé | Utilisation d'un logiciel de calcul de structures paramétriques pour ajuster les écarts | Accélère l'assemblage manuel d'environ 25 % |
| Forcer manuellement l'assemblage de composants étroits | Mécanismes d'emboîtement sans frottement | Empêche le ruban adhésif transparent disgracieux de nuire à la valeur de la marque |
Je ne fais jamais confiance à un fichier graphique plat sans avoir préalablement vérifié les calculs de structure. Calculer précisément la consommation d'épaisseur en amont est le seul moyen de protéger votre marque contre un désastre coûteux et fastidieux en magasin.
🛠️ Le bureau d'Harvey : Vos languettes d'assemblage abîment-elles discrètement votre carton sur la chaîne de montage ? 👉 Obtenez un audit gratuit des frottements de vos découpes ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les défis auxquels est confrontée l'industrie manufacturière américaine ?
L'expédition de présentoirs de vente au détail en kit à travers les divers climats américains soumet les consommateurs à des contraintes environnementales extrêmes. Un emballage conçu pour les conditions arides se comportera de manière totalement différente sous l'humidité côtière.
Les défis auxquels est confrontée l'industrie manufacturière américaine comprennent la gestion des variations climatiques extrêmes selon les régions et des contraintes logistiques très spécifiques. Les fabricants doivent concevoir des emballages structurels capables de compenser mathématiquement le gonflement dû à l'humidité ambiante, garantir la conformité aux normes de transport régionales et maintenir des tolérances strictes tout au long des vastes réseaux de chaînes d'approvisionnement nationales décentralisées et des longs itinéraires de transit.
On peut parfaitement découper une planche dans un environnement à température contrôlée, mais le véritable test se déroule dans un centre de distribution humide et étouffant.
Comment la physique environnementale perturbe l'industrie manufacturière américaine
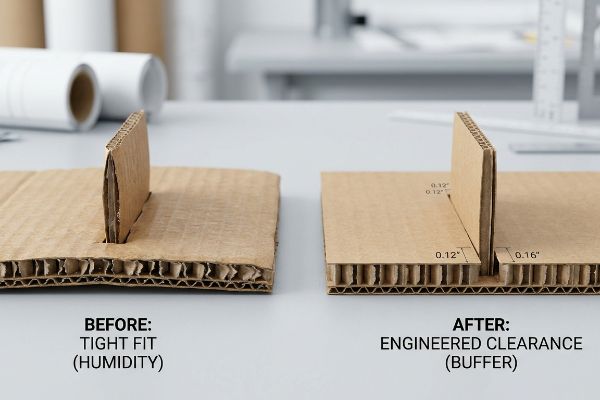
Les ingénieurs travaillant dans des bureaux climatisés et à température contrôlée définissent systématiquement les tolérances d'encoche en fonction du calibre absolu à sec du gabarit de test4.Ils supposent que les dimensions physiques du carton resteront constantes tout au long de la chaîne d'approvisionnement. Cette négligence fondamentale ignore totalement la porosité du papier kraft et sa réaction aux variations climatiques régionales5.
Lors de l'expédition de produits en kit vers des régions américaines à forte humidité comme la Floride ou le Texas, le phénomène de gonflement dû à l'humidité entre en jeu. J'ai constaté, dans des entrepôts à Houston, que l'air humide rendait littéralement les panneaux bruts 32ECT (Edge Crush Test) humides au toucher. La rainure de 3 mm (0,12 pouce) se rétrécit soudainement,devenant trop étroite pour l'emboîtement. Afin d'éviter que l'équipe d'assemblage n'écrase les cannelures lors du montage, j'intègre une marge d'humidité spécifique directement dans les fichiers structurels. En ouvrant préventivement les rainures de réception de seulement 1 mm (0,04 pouce) supplémentaire, je garantis un ajustement sans frottement. Ce micro-ajustement prévient les microfissures structurelles, réduisant considérablement le nombre d'unités endommagées et permettant un déploiement chez le détaillant parfaitement conforme au calendrier prévu.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Définir des tolérances strictes pour du carton parfaitement sec | Conception d'une zone tampon d'humidité de 1 mm8 | Assure une installation sans frottement dans les magasins côtiers humides |
| Négliger le gonflement dû à l'humidité ambiante dans les entrepôts9 | Calcul mathématique des limites d'expansion du papier10 | Prévient l'écrasement des cannelures et l'affaiblissement de la résistance des angles |
| En supposant que les emballages plats restent dimensionnellement statiques | Adapter les gabarits aux climats régionaux spécifiques | Élimine le besoin de forcer manuellement de manière agressive |
Je refuse que les caprices de la météo compromettent le succès d'un déploiement national. La conception d'une zone tampon d'évacuation de l'humidité garantit un assemblage impeccable de vos structures ondulées, quelles que soient les conditions d'humidité ambiante qui peuvent suffocer dans le centre de distribution local.
🛠️ Le bureau d'Harvey : Vos présentoirs, pourtant parfaitement découpés, risquent-ils de se déformer avant même d'arriver dans un entrepôt en Floride ? 👉 Demandez une vérification de tolérance climatique ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels défis entrevoyez-vous pour l'avenir de la conception et du développement des emballages qui pourraient être bénéfiques au secteur de l'import-export ?
Le commerce transfrontalier repose sur l'optimisation du remplissage des conteneurs sans endommager la cargaison. Les contraintes physiques du transport maritime de marchandises lourdes engendrent des risques importants de compression dynamique pour vos cartons principaux.
Les défis futurs en matière d'emballage auront un impact considérable sur l'efficacité du transport maritime mondial par conteneurs. Les ingénieurs doivent trouver un équilibre entre une densité dimensionnelle élevée et une résistance à la compression dynamique sans compromis, afin de garantir que les charges palettisées à plusieurs niveaux résistent aux fortes contraintes cinétiques lors des longs transports maritimes, sans sacrifier l'efficacité des matériaux ni enfreindre les protocoles logistiques internationaux strictement en vigueur.

Repousser les limites du volume des conteneurs conduit souvent à un compromis fatal en matière de résistance verticale brute.
La crise des surstocks de palettes dans la logistique d'import-export
Les équipes d'approvisionnement augmentent considérablement les dimensions des cartons d'expédition afin de maximiser le volume d'unités par conteneur, partant du principe que la résistance à la compression théorique(11) suffira à protéger les marchandises. Elles considèrent le volume d'expédition comme un simple calcul mathématique, ignorant totalement la complexité de la répartition des charges empilées. Cette approche conduit inévitablement à ce que les cartons dépassent légèrement du socle en bois(12).
C'est un piège courant qui atteint même les équipes d'approvisionnement expérimentées soucieuses de réduire leurs frais d'expédition. Tout comme une maison construite légèrement sur ses fondations, si un carton ondulé dépasse d'une palette standard de 121 × 101 cm (48 × 40 pouces), même de quelques millimètres, ses coins structurels ne supportent aucune charge¹³.Il m'est arrivé d'ouvrir des conteneurs au port et d'entendre le craquement distinct et inquiétant des plateaux inférieurs non soutenus qui se déformaient sous le poids des marchandises en entrepôt. Pour remédier à ce problème, j'impose un protocole strict de cartons sans débordement pour tous les envois à l'étranger. En réduisant artificiellement l'encombrement maximal autorisé de 12,7 mm (0,5 pouce) dans notre logiciel, je garantis que les coins structurels restent parfaitement soutenus. Cela rétablit la résistance à la compression critique de 60 % des coins¹⁴,éliminant ainsi tout dommage pendant le transport et les refacturations exorbitantes des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Optimiser la taille du carton au-delà du pont en bois | Appliquer une limite de boîte englobante à débordement nul | Empêche l'écrasement catastrophique du compartiment inférieur pendant le transport15 |
| Se fier uniquement aux données de compression des matériaux plats | Réduction de l'encombrement maximal de 12,7 mm exactement16 | Maintient l'alignement critique des angles sous charges lourdes |
| En négligeant la répartition verticale de la charge dans les conteneurs | Centrer parfaitement les cartons sur les longerons de palettes17 | Élimine les dommages coûteux aux produits et les remboursements des détaillants |
Je ne sacrifierai jamais la solidité des angles critiques pour pouvoir installer un élément de plus sur une plateforme en bois. Respecter les limites physiques de la palette est le seul moyen de garantir la survie de vos présentoirs durant le périlleux voyage transocéanique.
🛠️ Le bureau de Harvey : Vos cartons d'expédition sont-ils discrètement abîmés et perdent-ils 60 % de leur résistance ? 👉 Demandez votre audit logistique gratuit ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Pensez-vous que les entreprises américaines s'adaptent aux défis de la production mondiale ?
Gérer une chaîne d'approvisionnement internationale fragmentée représente un risque considérable. Les marques tentent de fédérer des fournisseurs disparates pour réduire artificiellement les coûts, mais la réalité les démasque rapidement.
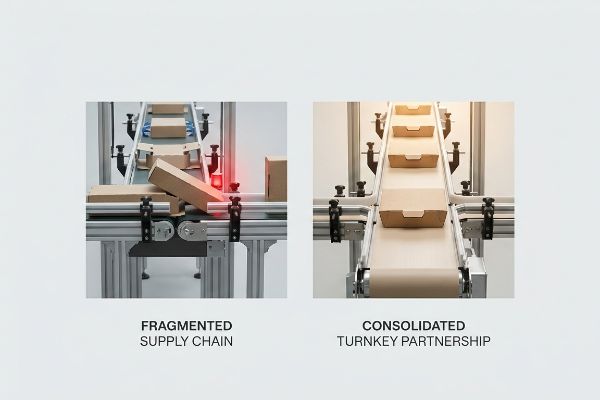
Oui. Les entreprises américaines s'adaptent à la mondialisation de la production en abandonnant progressivement les modèles de sous-traitance fragmentés au profit de partenariats clés en main consolidés. Cette consolidation stratégique atténue les frictions au sein de la chaîne d'approvisionnement, garantit mathématiquement la compatibilité entre les composants et protège les marges des marques contre les pertes considérables dues aux arrêts machine lors de l'assemblage automatisé à grande vitesse.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les différents composants refusent de s'aligner.
Pourquoi les chaînes d'approvisionnement fragmentées échouent-elles en usine ?
Les marques optent souvent pour un modèle de sous-traitance, s'approvisionnant en matières premières, films imprimés et composants en carton ondulé auprès de fournisseurs distincts afin de minimiser artificiellement les coûts unitaires. Elles partent du principe qu'un co-emballeur tiers peut simplement assembler ces éléments disparates comme des briques de construction. Cette stratégie d'approvisionnement fragmentée ignore les tolérances mécaniques microscopiques requises pour les lignes d'emballage automatisées à grande vitesse<sup>18</sup>.
Faire tenir un présentoir debout en laboratoire est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500 vers une usine de conditionnement à grande vitesse. Dans mon usine, je constate régulièrement les dégâts causés par l'envoi, par un client américain, de panneaux litho-laminés d'un fournisseur et de clips de verrouillage en plastique d'un autre. Lorsque je mesure les rainures du carton ondulé, l' écart est souvent de seulement 2 mm (0,08 pouce)¹⁹, ce qui suffit à bloquer instantanément la plieuse-colleuse automatisée. La machine s'arrête, les alarmes retentissent et le client subit immédiatement des pénalités horaires considérables pour temps d'arrêt machine, anéantissant les économies escomptées. Je résous ce problème en appliquant un protocole de consolidation clé en main, regroupant l'ingénierie structurelle et l'approvisionnement en matériaux au sein d'une même structure. En contrôlant simultanément l'épaisseur exacte du panneau et la découpe, je garantis une ligne d'assemblage continue et sans accroc, permettant à mes clients d'économiser environ 30 % sur les coûts de main-d'œuvreinutiles²⁰.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'approvisionner en composants disparates auprès de fournisseurs bon marché | Utiliser un partenaire de fabrication centralisé clé en main | Élimine les points de friction lors de l'assemblage automatisé |
| Négliger les tolérances dimensionnelles entre les composants | Contrôle simultané de la découpe et des matériaux | Évite les pénalités importantes liées aux temps d'arrêt machine horaires |
| En supposant que les sous-traitants corrigent les erreurs d'approvisionnement | Conception d'un ajustement précis avant la production en série | Garantit des coûts de main-d'œuvre prévisibles et des déploiements rapides |
Je mets systématiquement en garde mes clients contre le risque de faire appel à plusieurs fournisseurs aux interlocuteurs différents. Centraliser l'ingénierie structurelle et l'assemblage final est la seule méthode éprouvée pour éviter les blocages de machines coûteux et préserver la marge bénéficiaire de votre projet.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez tenter le coup avec des calibres de carton non testés, mais si vos cartons dépassent la palette de seulement 1,25 cm, l'effondrement catastrophique du carton inférieur entraînera des refus immédiats de la part des détaillants et des semaines de retouches manuelles coûteuses. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro défaut d'impression. Cessez de deviner les tolérances spatiales complexes et laissez-moi auditer personnellement la conception de votre emballage grâce à mon contrôle préalable gratuit des gabarits ↗ afin de détecter les erreurs cinétiques critiques avant le lancement de la production.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Un guide technique de référence en matière d'emballage expliquerait comment l'épaisseur du matériau, ou calibre, nécessite des décalages dimensionnels dans la conception des encoches et des languettes pour garantir un assemblage correct]. Rôle de la preuve : Validation technique ; type de source : Manuel de conception industrielle. Appuie : L'affirmation selon laquelle négliger l'épaisseur du matériau entraîne des défaillances d'assemblage. Note relative à la portée : Spécifique aux supports en carton ondulé et en carton pliant .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Les fiches techniques des matériaux définissent l’épaisseur standard et la hauteur de cannelure du carton ondulé de type B]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Supporte : la précision de l’épaisseur du matériau. Remarque : de légères variations peuvent exister entre les fabricants.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . [Des études d'efficacité opérationnelle en ingénierie de l'emballage quantifient la réduction du temps d'assemblage lorsque l'épaisseur du matériau est prise en compte dans les gabarits]. Type de preuve : indicateur de performance ; type de source : étude de cas industrielle. Objectif : amélioration de la productivité. Remarque : le pourcentage peut varier en fonction de la complexité de la référence produit.
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Les normes industrielles de conception d’emballages détaillent l’utilisation de mesures à sec au pied à coulisse pour le calcul des tolérances d’encoches des matériaux ondulés]. Rôle de la preuve : vérification des normes industrielles ; type de source : manuel technique ou norme TAPPI. Appui : pratiques d’ingénierie courantes en conception de carton. Note de portée : spécifique aux spécifications du carton ondulé .
« Facteurs affectant la stabilité dimensionnelle des papiers décoratifs… », https://bioresources.cnr.ncsu.edu/resources/factors-affecting-the-dimensional-stability-of-decorative-papers-under-moistening/ . [Une source en science des matériaux fournirait le coefficient de dilatation hygroscopique du papier kraft afin de valider comment l'absorption d'humidité entraîne des variations dimensionnelles]. Rôle de la preuve : validation scientifique ; type de source : base de données sur les propriétés des matériaux ou manuel d'ingénierie. Sujet : impact du climat sur les dimensions du carton. Note de portée : spécifique aux matériaux à base de cellulose.
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Une étude de science des matériaux ou un manuel d’ingénierie de l’emballage fournit des données sur la dilatation dimensionnelle des cartons ondulés ECT en conditions d’humidité élevée]. Rôle de la preuve : validation technique ; type de source : revue de science des matériaux. Sujet : l’effet physique de l’humidité sur les rainures structurelles précises. Note de portée : spécifique aux spécifications des cartons 32ECT .
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. [Les normes industrielles en matière d'emballage spécifient les ajustements de tolérance nécessaires pour les matériaux hygroscopiques afin d'éviter les frottements ou l'écrasement lors de l'assemblage dans des conditions climatiques variables]. Rôle de la preuve : vérification des meilleures pratiques ; type de source : guide d'ingénierie de l'emballage. Appui : utilisation de micro-ajustements pour garantir un assemblage sans frottement. Note relative à la portée : applicable aux présentoirs de vente au détail à plat .
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Une source faisant autorité en ingénierie de l'emballage validerait les tolérances de jeu spécifiques requises pour tenir compte de la dilatation hygroscopique du carton]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : la solution spécifique pour la dilatation due à l'humidité. Remarque : les mesures spécifiques peuvent varier selon la qualité du matériau .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Des recherches en science des matériaux sur les emballages à base de cellulose confirment qu'une humidité relative élevée augmente la teneur en humidité, entraînant un gonflement dimensionnel et une réduction de la résistance à la compression verticale]. Type de preuve : affirmation factuelle ; type de source : revue scientifique à comité de lecture spécialisée en science des matériaux. Sujet : impact de l'humidité sur l'intégrité structurelle. Note de portée : porte sur la physique des matériaux ondulés .
« Coefficient de dilatation hygroscopique linéaire des papiers à base de ciment… », https://pmc.ncbi.nlm.nih.gov/articles/PMC6981539/. [Les normes industrielles relatives à l’ingénierie papetière fournissent des coefficients de dilatation linéaire et de taux d’absorption d’humidité utilisés pour prédire les variations dimensionnelles]. Rôle de la preuve : procédé technique ; type de source : norme industrielle. Appuie : la faisabilité de la prédiction mathématique du gonflement du papier. Note de portée : dépend de la qualité du papier et de l’orientation des fibres .
« [PDF] Prédiction de l’effet des espaces entre les planches de palettes sur… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1053&context=japr. [Les normes techniques d’emballage, telles que ASTM ou ISO, précisent que les valeurs théoriques de résistance à la compression supposent un alignement vertical parfait, ce qui est invalidé par les variations d’empilage réelles]. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Appuie : L’affirmation selon laquelle les valeurs théoriques sont insuffisantes pour prédire la protection réelle des marchandises. Note de portée : Se concentre sur l’écart entre les résultats du test de compression de boîtes (BCT) en laboratoire et les performances sur le terrain .
"[DOC] Version soumise (672,09 Ko) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Des études d'ingénierie logistique démontrent que même un faible débordement de palette peut réduire la résistance à la compression effective d'un carton ondulé de plus de 30 %]. Rôle de la preuve : Validation technique ; type de source : Revue de logistique à comité de lecture. Appui : Le lien de causalité entre l'optimisation des dimensions et la rupture structurelle. Note de portée : S'applique spécifiquement aux charges empilées à plusieurs niveaux dans le transport maritime .
« Modélisation prédictive de l'influence du débordement des palettes sur la résistance à la compression des cartons », https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [Les principes de l'ingénierie de l'emballage démontrent que la capacité portante verticale des cartons ondulés est concentrée dans les angles, et que tout débordement empêche ces éléments verticaux de transférer la charge à la surface de la palette]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l'emballage. Éléments d'appui : le mécanisme de rupture mécanique des cartons en débordement. Note de portée : étude de la résistance à la compression verticale .
« Prédiction de l’effet du débordement de la palette sur la compression des boîtes… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58 . [Les études techniques sur les essais de compression des boîtes quantifient le pourcentage de perte de capacité portante lorsque les boîtes dépassent les dimensions de la palette, faisant souvent état de baisses importantes de l’intégrité structurelle]. Rôle de la preuve : vérification quantitative ; type de source : document technique. Appui : la mesure spécifique de la récupération de la résistance par alignement. Remarque : les pourcentages peuvent varier selon la qualité du carton ondulé.
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur les emballages en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Des sources faisant autorité en logistique et en ingénierie de l’emballage expliquent comment le débordement des palettes réduit considérablement la résistance à l’empilement de la couche inférieure de cartons, entraînant un effondrement structurel]. Rôle de la preuve : mécanisme causal ; type de source : document technique. Arguments : risques liés à l’augmentation de la taille des cartons au-delà du plateau. Note sur la portée : se concentre sur les emballages en carton ondulé .
« [PDF] Étude de l'influence du schéma d'empilage des palettes sur le pontage des charges unitaires », https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf ?. [Les normes industrielles d'optimisation du chargement des palettes spécifient des tolérances précises afin d'éviter les débordements et d'assurer la stabilité lors de la manutention automatisée]. Type de preuve : spécification quantitative ; source : norme industrielle. Permet : ajustements précis de l'encombrement pour l'alignement des angles. Remarque : s'applique généralement aux palettes standard nord-américaines ou ISO.
« [PDF] Étude de l'effet des cartons ondulés sur la répartition des contraintes », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Les données d'ingénierie de l'emballage indiquent que l'alignement du chargement avec les longerons de la palette maximise la capacité de charge verticale et minimise la déformation]. Rôle de la preuve : optimisation technique ; type de source : étude d'ingénierie. Appuie : stratégies de répartition verticale de la charge. relative
« Technologie d'emballage CoWoS : Systèmes d'automatisation avancés dans… », https://www.wevolver.com/article/cowos-packaging. [Un livre blanc technique ou une norme industrielle de l'emballage détaillerait les tolérances précises nécessaires au bon fonctionnement de composants disparates sur des lignes à grande vitesse. Rôle de la preuve : vérification technique ; type de source : manuel technique industriel. Appuie : l'affirmation selon laquelle la fragmentation provoque une défaillance mécanique. Note de portée : se concentre sur l'automatisation à grande vitesse. ]
« Les 4 problèmes les plus courants des plieuses-colleuses (+ solutions) [+ …], https://impack.ca/learning-center/common-folder-gluer-packer-problems-and-solutions. [Les normes industrielles relatives aux machines d'emballage automatisées à grande vitesse précisent que des variations millimétriques dans les dimensions des matériaux peuvent entraîner des blocages mécaniques]. Rôle de la preuve : validation technique ; type de source : manuel de spécifications de la machine. Appui : exigences de tolérance des matériaux. Note de portée : spécifique à l'automatisation à grande vitesse. ↩
« Consolidation des fournisseurs dans l’emballage : pourquoi moins de fournisseurs livrent… », https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/. [Une étude comparative sur les modèles de production consolidés démontre une réduction significative des coûts indirects de main-d’œuvre liés aux erreurs d’assemblage]. Type de preuve : données quantitatives ; source : étude de gestion de la chaîne d’approvisionnement. Avantages : économies sur les coûts de main-d’œuvre. Remarque : les estimations varient selon le volume de production .



