
Les marques investissent des sommes considérables dans le marketing en point de vente, pourtant la plupart des présentoirs en carton ondulé peinent à capter l'attention des consommateurs. Pour se démarquer dans les rayons, il faut une structure solide et un impact visuel saisissant.
Une conception de présentoir exceptionnelle exige une ingénierie structurelle stratégique associée à des éléments visuels à fort contraste. Elle repose sur une sélection précise des matériaux, une architecture porteuse et un message de marque ciblé afin de maximiser la visibilité en rayon tout en s'intégrant parfaitement aux chaînes logistiques et de conditionnement standard.

La théorie est séduisante sur un écran numérique, mais survivre dans un environnement d'entrepôt difficile exige une véritable vision à long terme en matière de fabrication.
Qu'est-ce qui rend une présentation attrayante ?
L'attrait visuel détermine si un client s'arrête ou continue son chemin. Il est donc essentiel de privilégier une clarté absolue des couleurs pour se démarquer dans un magasin bondé.
Pour un rendu attrayant, il est essentiel d'appliquer une couleur d'accompagnement uniforme sur les matériaux poreux. Ceci élimine les points de trame flous inhérents à l'impression quadrichromique standard, garantissant ainsi la netteté, l'éclat et la lisibilité optimale de vos logos, même sous l'éclairage fluorescent intense typique des grandes surfaces.

Mais ces maquettes numériques attrayantes masquent souvent la réalité peu reluisante de l'impression sur des fibres de papier brut.
Éviter les logos brouillés pour préserver l'attrait de votre affichage
La plupart des équipes de conception convertissent leurs éléments graphiques en fichiers CMJN (Cyan, Magenta, Jaune et Noir) standard avant de les envoyer à l'imprimeur. Elles comptent sur le logiciel de prépresse automatisé pour reproduire fidèlement les couleurs affichées à l'écran sur le papier. Cette approche standard convient parfaitement aux pages glacées des magazines, mais elle s'avère totalement inadaptée pour les emballages structurels robustes¹ .
L'erreur classique des débutants est de croire que le papier testliner ondulé brut et poreux absorbe l'encre comme un dépliant commercial lisse. Je constate fréquemment cette erreur lorsque des équipes utilisent le mélange optique CMJN standard sur du carton non scellé , ce qui donne un logo granuleux et délavé, illisible même à trois mètres. La solution ? Appliquer un protocole d'encrage en tons directs pour tous les logos principaux. En utilisant une seule couleur Pantone, mélangée avec précision , je crée une couche dense de pigment qui imprègne les fibres du papier. Vous sentirez littéralement l'encre épaisse et humide sécher sur la presse, mais ce simple changement élimine complètement les couleurs ternes, maximise le contraste et évite un refus d'impression coûteux de la part de votre directeur marketing.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression des logos en CMJN standard | Obligation d'utiliser les couleurs Pantone d'accompagnement4 | Contraste maximal à partir de 6 mètres |
| Négliger la porosité du papier | revêtement par submersion fonds unis5 | Prévient la décoloration de l'image de marque |
| Faire confiance aux couleurs de l'écran | Épreuve couleur d'éclairage D506 | Garantit la cohérence de la marque |
Je refuse systématiquement les conversions CMJN plates pour l'identité visuelle principale sur les supports non scellés. L'utilisation d'un mélange de couleurs d'accompagnement garantit que votre esthétique résistera au passage d'un écran rétroéclairé à un rayon de magasin exigeant.
🛠️ Le bureau d'Harvey : Vous vous demandez si vos fichiers graphiques sont optimisés pour l'impression en tons directs ? 👉 Demandez un audit de vos fichiers ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Qu'est-ce qu'un affichage efficace ?
La beauté n'a aucune valeur si le meuble s'effondre au bout de trois jours. Un véritable atout commercial doit résister aux interactions constantes des clients inattentifs et des vendeurs pressés.
Un présentoir efficace constitue un outil de merchandising durable et autonome, conçu pour résister aux environnements commerciaux à forte fréquentation. Il conserve son intégrité structurelle tout au long de son cycle de vie, supportant le poids des produits en toute sécurité et préservant l'image de marque malgré les interactions constantes avec les consommateurs et l'entretien quotidien du magasin.

Définir l'efficacité est simple jusqu'à ce que l'on réalise à quel point les consommateurs traitent les installations temporaires des commerces de détail avec agressivité.
La règle des 50 points de contact pour une structure d'affichage efficace
Dans le secteur, il est courant d'utiliser des tôles d'aluminium simple cannelure de type B pour construire des socles de plancher temporaires , afin de réduire les coûts initiaux des matériaux. Les acheteurs partent du principe que, puisque le meuble ne doit contenir que quelques articles légers, une structure minimale suffit. Ils se basent sur des tableaux de charges statiques théoriques plutôt que d'observer le comportement réel des clients dans un magasin fréquenté.
Les clients ne manipulent pas les produits avec précaution ; ils s'appuient sur les étagères, heurtent les socles avec leurs chariots et renversent leurs boissons. Si vous utilisez des panneaux à simple cannelure, le socle se déformera en moins d'une semaine, laissant un amas de produits froissés et bancals qui nuira à votre image de marque. J'applique la règle des 50 contacts pour mes clients, exigeant des socles en carton ondulé double cannelure pour tout présentoir en contact avec le sol.En passant la main sur un coin rigide et indéformable d'un socle double cannelure, vous sentirez la différence de résistance. L'utilisation d'un matériau de socle de qualité supérieure empêche toute déformation prématurée, vous évitant ainsi un refus immédiat de la part du détaillant et garantissant la disponibilité de vos produits pendant toute la durée de la campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de bases à simple paroi en cannelure B | Optez pour des bases à double paroi | Survit aux impacts des chariots d'achat |
| Ignorer l'interaction avec le consommateur | Appliquer la règle des 50 contacts | Prolonge la durée de vie active de la campagne |
| Optimisation pour charge statique | Ingénieur pour les abus dynamiques | Élimine l'effondrement en milieu de campagne |
Je refuse que mes clients expédient des socles à simple paroi aux grandes surfaces. Investir un peu plus dans la rigidité des socles protège l'intégralité de votre investissement promotionnel des aléas liés au passage incessant des clients.
🛠️ Le bureau de Harvey : Vos présentoirs actuels résistent-ils aux exigences d'une campagne promotionnelle de six semaines ? 👉 Demandez une analyse structurelle ↗ — Téléchargement sécurisé. N'hésitez pas à me contacter si vous avez des questions.
Comment réaliser une bonne présentation ?
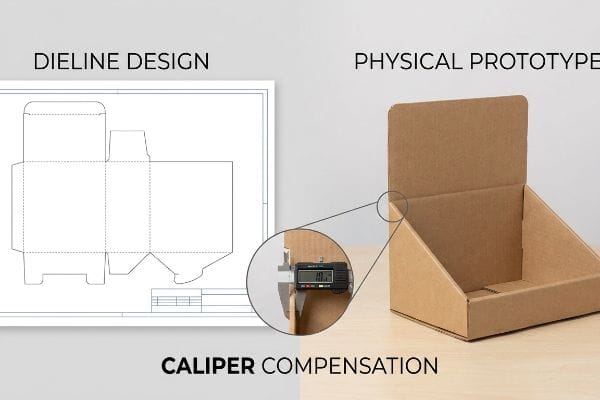
La production ne se limite pas à tracer des lignes sur un écran. Il faut traduire une géométrie plane en une réalité tridimensionnelle en calculant l'épaisseur physique exacte des matériaux.
La fabrication d'un présentoir de qualité exige une ingénierie paramétrique précise qui tient compte de l'épaisseur du matériau lors du pliage. Ceci garantit un alignement parfait de chaque languette d'emboîtement et de chaque encoche, assurant ainsi un assemblage sans frottement et une résistance maximale à la charge sans écraser les fibres de papier internes.
Dessiner une boîte est facile, mais forcer une feuille de papier rigide à se plier à 90 degrés nécessite un calcul mathématique précis.
La compensation d'étrier détermine comment réaliser un bon affichage
Les graphistes conçoivent généralement les languettes d'emboîtement et les fentes de pliage dans les logiciels, en respectant scrupuleusement la largeur du panneau correspondant. Ils traitent le carton ondulé comme un pixel plat et immatériel, ignorant totalement son épaisseur physique. Il en résulte un gabarit numérique d'apparence irréprochable, validé sans discussion par les services d'approvisionnement.
Imaginez la difficulté de fermer un livre à couverture rigide épais, comparée à celle de fermer un magazine fin : la reliure épaisse nécessite plus d’espace pour se plier. Lorsqu’on plie une feuille de carton cannelé B de 3 mm d’épaisseur , le matériau occupe de l’espace, et si la fente de découpe n’est pas élargie, la languette ne s’emboîtera tout simplement pas. Je vois les emballeurs transpirer et pester, déchirant littéralement le carton brut en essayant de forcer des languettes mal alignées, ce qui compromet totalement la résistance à la compression de l’ensemble. J’applique automatiquement une compensation paramétrique d’épaisseur à chaque pli dans mon logiciel de CAO (Conception Assistée par Ordinateur), en ajoutant des tolérances de pliage spécifiques. Cet ajustement mathématique garantit un assemblage sans frottement, réduisant ainsi le temps de main-d’œuvre de vos emballeurs d’environ 20 % et préservant l’intégrité structurelle.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessin des emplacements d'accouplement 1:1 | Ajouter les tolérances de pliage du matériau10 | Assemblage de fente sans frottement |
| En négligeant l'épaisseur du circuit imprimé | Compensation paramétrique CAO11 | Empêche les déchirures de la feuille supérieure |
| Imposer des liens étroits | Élargir les fentes de réception12 | Accélère les lignes de conditionnement à façon |
Je retravaille toujours les gabarits à plat des clients avant la découpe. Sans calculer le rayon de pliage, on ne fait pas de l'ingénierie, on se contente de dessiner des formes.
🛠️ Le bureau de Harvey : Vos sous-traitants se plaignent de languettes déchirées et de pliages difficiles ? 👉 Demandez votre audit de découpe gratuit ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Quels sont les facteurs pris en compte lors de la création d'un espace d'exposition ?
Obtenir un emplacement dans un grand magasin est un combat permanent. Il faut concevoir son aménagement de manière à s'intégrer parfaitement à la logistique spatiale rigoureuse du détaillant.
Lors de la création d'un espace d'exposition, plusieurs facteurs sont pris en compte, notamment la surface de vente disponible, la circulation dans les allées et les dimensions standard des palettes. Une planification optimale de l'espace permet de subdiviser mathématiquement les bases logistiques standard afin de maximiser la densité de produits dans l'unité promotionnelle, tout en respectant les règles de circulation et de sécurité du magasin.
Les acheteurs rêvent souvent d'installations promotionnelles massives, mais les gérants de magasins rationnent drastiquement chaque centimètre carré de leurs allées.
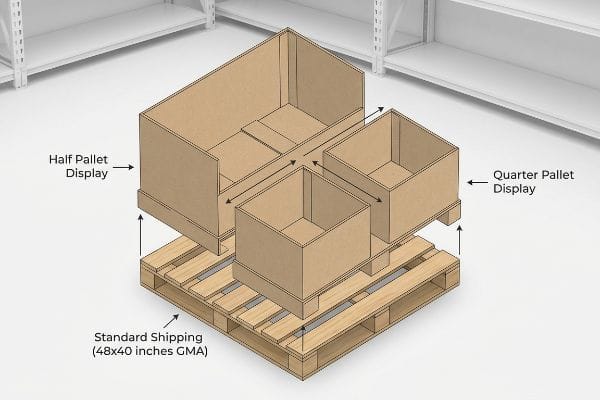
Navigation dans les palettes fractionnées lors de la création d'une zone d'affichage
Les responsables de marques proposent fréquemment des présentoirs géants de 1219 × 1016 mm (48 × 40 pouces) occupant toute une palette¹³,partant du principe qu'une approche radicale est nécessaire pour un impact maximal. Ils conçoivent des structures imposantes qui impressionnent lors des présentations en salle de réunion, mais qui ne tiennent pas compte des réalités des espaces de vente partagés. Cela se traduit souvent par un refus immédiat de la part des acheteurs des grandes surfaces, qui ne peuvent se permettre de sacrifier un emplacement stratégique pour une seule gamme de produits.
L'erreur fréquente est de ne pas prendre en compte le fait que l'espace de vente est un système très réglementé. Je vois de jeunes marques se faire bloquer définitivement leurs campagnes parce qu'elles exigent un socle en bois GMA complet(14) alors que le magasin ne dispose que d'un emplacement en tête de gondole . Pour y remédier, je conçois mes présentoirs en utilisant exclusivement des géométries fractionnées, notamment des demi-palettes et des quarts de palettes(15). On constate aisément la solidité de l'emboîtement des socles en bois massif lorsque deux expéditeurs indépendants, occupant chacun un quart de palette, partagent parfaitement une même palette principale sur le quai de chargement. Ce découpage précis permet aux responsables de magasin d'intégrer votre campagne à celles de marques non concurrentes, augmentant ainsi considérablement vos chances d'approbation en magasin et accélérant votre déploiement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Déposer uniquement des palettes complètes | Utilisez les mathématiques des palettes fractionnaires | Taux d'approbation des détaillants plus élevé |
| Ignorer les limites de circulation des magasins | Unités de quart de palette d'ingénieur | S'adapte aux allées étroites |
| Gaspillage d'espace de base partagé | Standardiser les empreintes d'expédition | Optimise la densité au sol |
Je ne laisse jamais un client risquer un refus de la part d'un détaillant à cause d'un agencement trop rigide. Savoir adapter les calculs aux espaces fractionnaires prouve au détaillant que vous comprenez ses contraintes spatiales.
🛠️ Le bureau d'Harvey : Vos présentoirs grand format sont-ils refusés par les responsables de magasin ? 👉 Demandez une stratégie d'implantation ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels éléments artistiques interviennent dans la conception d'un présentoir ?
Les graphismes haut de gamme distinguent les marques de luxe des produits bas de gamme. Cependant, l'application de ces visuels époustouflants sur du carton physique engendre d'importantes limitations mécaniques que les artistes numériques anticipent rarement.
Les éléments artistiques mis en œuvre dans la conception des présentoirs comprennent l'impression lithographique haute résolution, l'application stratégique de vernis sélectifs et la découpe précise des structures. Ces composants visuels doivent être conçus avec soin pour résister aux variations mécaniques inhérentes à la fabrication automatisée, afin que les bords des matières premières ne compromettent jamais l'esthétique finale du présentoir une fois plié.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que votre belle œuvre d'art commence à dériver physiquement.
Pourquoi la purge standard échoue-t-elle en usine ?
Les graphistes appliquent systématiquement un fond perdu standard de 3 mm (0,125 pouce) à tous leurs visuels d'emballage. Ils traitent les présentoirs en carton ondulé épais comme des cartes de visite, en supposant que les machines de montage automatisées fonctionnent sans la moindre variation mécanique. Cette tolérance stricte convient parfaitement aux papiers fins, mais elle ne tient pas compte des contraintes physiques importantes liées à la lithographie-lamination .
Dans mon atelier, je constate régulièrement que des fichiers magnifiquement conçus deviennent inutilisables car le graphiste a sous-estimé la tolérance de la machine. Lors du collage d'une feuille de couverture sur un carton épais à cannelures C, le papier humide s'étire et se déforme physiquement jusqu'à 5,5 mm (0,22 pouce) sous l'effet du pressage à grande vitesse. Lorsque je retire un exemplaire plié de la chaîne et que j'inspecte les coins, un fond perdu standard provoque des bavures : du carton brun disgracieux apparaît là où le visuel était censé se recouvrir parfaitement. Pour remédier à ce problème, j'impose une marge de fond perdu de 12,7 mm (0,5 pouce), bien au-delà des lignes de découpe CAO. Cette marge de sécurité absorbe le décalage de la lamination, garantissant une couverture graphique à 100 % et éliminant les défauts visuels qui entraînent des rejets coûteux au contrôle qualité (CQ) du centre de distribution.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un saignement standard de 3 mm | Imposer un saignement de 12,7 mm18 | Élimine les bords bruns apparents19 |
| En négligeant la variance des machines | Étendre les arrière-plans des illustrations | Masque le décalage de la stratification20 |
| Traiter les planches comme du papier | Concevoir un filet de sécurité visuel | Empêche les rejets du contrôle qualité |
Je renvoie systématiquement les fichiers de prépresse si le fond perdu est trop faible. Une belle image numérique ne sert à rien si ma table de découpe expose du papier kraft brut.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez engager le meilleur graphiste numérique, mais si un fond perdu trop important en prépresse provoque des bavures de lamination importantes sur vos panneaux en cannelure C, cela entraîne un rejet visuel immédiat et une réimpression complète coûteuse. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances mécaniques : laissez-moi vérifier personnellement vos fichiers graphiques grâce à mon service d'analyse prépresse gratuit ↗ afin de détecter les erreurs d'alignement critiques avant le lancement de la production en série.
« Guide comparatif des papiers brillants et mats pour l'emballage et l'impression… », https://www.ecofibers.com/glossy-vs-matte-paper-comparison-guide-for-packaging-and-print-finishes/ . [Un guide de production d'impression faisant autorité expliquerait comment l'absorption d'encre et le gain de point sur les supports poreux dégradent la précision des couleurs CMJN par rapport aux papiers couchés brillants]. Rôle de la preuve : vérification technique ; type de source : manuel de l'industrie de l'imprimerie. Appuie: l'affirmation selon laquelle l'impression quadrichromique standard ne convient pas à certains matériaux d'emballage. Note de portée : concerne spécifiquement l'interaction encre-support.
« Modélisation mathématique et stratégies de compensation pour l'impression de points… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/. [Les guides de l'industrie de l'imprimerie expliquent comment les supports poreux non scellés entraînent une absorption excessive d'encre et un gain de point, ce qui donne un aspect délavé à l'impression en quadrichromie (CMJN)]. Rôle de la preuve : mécanisme technique ; type de source : manuel d'impression. Supports : défauts d'impression CMJN sur carton brut. Note de portée : se concentre sur l'interaction encre-support .
« Pantone vs CMJN pour les emballages personnalisés – EcoEnclose », https://www.ecoenclose.com/blog/pantone-vs-cmyk-for-custom-branded-packaging?srsltid=AfmBOoosJ4IXdzGt88L2qDh3NbzVw7GYnqParhe4UoedeEy_upurUDYY. [Les spécifications techniques des couleurs d'accompagnement confirment que les encres monopigmentaires offrent une opacité et un pouvoir couvrant supérieurs sur les matériaux absorbants par rapport aux trames CMJN superposées]. Type de preuve : solution technique ; source : norme d'arts graphiques. Justifie : l'efficacité des couleurs d'accompagnement pour la clarté des logos. Remarque : concerne les exigences de saturation élevée .
« Couleurs d'accompagnement vs. couleurs quadri | Adobe », https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html . [Les normes industrielles de l'imprimerie expliquent comment les couleurs d'accompagnement offrent une saturation et une homogénéité des couleurs supérieures aux couleurs quadri CMJN, améliorant ainsi la visibilité à distance]. Type de preuve : spécification technique ; type de source : manuel de l'industrie de l' imprimerie. Appui : utilisation des couleurs d'accompagnement pour un contraste maximal. Note sur la portée : se concentre sur la chimie des encres et le gamut de couleurs.
« [PDF] DISPERSIONS CAB-O-SPERSE POUR REVÊTEMENTS RÉCEPTEURS D'ENCRE… », https://www.cabotcorp.com/-/media/files/guides/fumed-metal-oxides/application-guide-cab-o-sperse-dispersions-for-ink-receptive-coatings.pdf?la=en&rev=a2dc2ab7843a4930a64a998e68614b60. [Les guides techniques relatifs aux supports papier expliquent comment le revêtement par immersion empêche l'encre de pénétrer dans les matériaux poreux, préservant ainsi la densité de la couleur et évitant un aspect délavé]. Rôle de la preuve : procédé technique ; type de source : guide technique d'impression. Objectif : prévention du délavage du marquage. Remarque : applicable aux papiers poreux .
« Chaos des couleurs en cabine d'éclairage : pourquoi D50 est l'illuminant idéal pour vos emballages… », https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Les normes internationales (telles que l'ISO) définissent D50 comme l'illuminant standard pour les arts graphiques afin d'éliminer le métamérisme et d'assurer la cohérence des couleurs dans différents environnements]. Rôle de la preuve : norme industrielle ; type de source : norme ISO. Contribue à : la cohérence de la marque grâce à un éclairage standardisé. Note sur la portée : axé sur les environnements professionnels d'étalonnage des couleurs .
« Boîtes en carton ondulé simple cannelure vs double cannelure | Guide ultime », https://lansbox.com/single-wall-vs-double-wall-corrugated-boxes/. [Les spécifications techniques des matériaux ondulés fournissent des données sur la capacité de charge verticale et la résistance à l'écrasement accrues du carton double cannelure par rapport au carton simple cannelure pour les structures sur pied]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Supports : Exigences relatives aux matériaux pour prévenir le flambage structurel. Note de portée : Concerne spécifiquement les présentoirs temporaires en carton pour la vente au détail .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Un manuel d'emballage standard ou une fiche technique de matériau confirme les spécifications d'épaisseur typiques du carton ondulé de cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Éléments pris en compte: paramètres d'épaisseur du matériau. Remarque : l'épaisseur peut varier légèrement selon le fabricant.
« Ingénierie de l’emballage structurel : pourquoi c’est le plus important… », https://www.zenpack.us/blog/structural-packaging-engineering/. [Les rapports sur l’efficacité de la production ou les études de cas de production au plus juste quantifient la réduction de la main-d’œuvre lorsque des ajustements paramétriques éliminent les frictions d’assemblage]. Rôle de la preuve : résultat quantitatif ; type de source : rapport industriel. Appuie : affirmation d’efficacité opérationnelle. Note de portée : pourcentage estimé basé sur des données d’optimisation de la production. ↩
« Calculateur gratuit de tolérance de pliage de tôle | FIRGELLI Engineering », https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOopIJt9qswa49DDGL6EKcrcMZQY9kKtAzHrt6e2KtvCv8vOkHiHK . Les normes d'ingénierie industrielles relatives à la tolérance de pliage expliquent comment le calcul de la déformation du matériau lors du pliage garantit un ajustement précis et un assemblage sans frottement. Rôle de la preuve : validation technique ; type de source : manuel de fabrication. Justifie : la nécessité des tolérances de pliage pour un rainurage sans joint. Remarque sur la portée : varie selon l'épaisseur du matériau.
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/. La documentation technique sur la conception paramétrique explique comment l'ajustement des dimensions en fonction de l'épaisseur du matériau permet d'éviter les tensions structurelles et les déchirures lors de l'assemblage. Rôle de la preuve : validation technique ; type de source : guide d'ingénierie CAO. Appuie : le rôle de la compensation paramétrique dans la prévention des déchirures de la feuille supérieure. Note de portée : spécifique aux flux de travail de modélisation paramétrique .
« Tolérances RSC pour les machines d'assemblage et d'emballage de caisses – AICC Now », https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/ . Des études de fabrication sur les tolérances d'assemblage indiquent que l'optimisation de la largeur des fentes réduit la résistance, augmentant ainsi le débit des lignes de conditionnement . Rôle de la preuve : démonstration d'efficacité opérationnelle ; type de source : étude logistique. Appui : la corrélation entre la largeur des fentes et la vitesse d'assemblage. Note sur la portée : limitée par l'exigence de stabilité structurelle.
« Guide des dimensions standard des palettes – Explication des dimensions et des types – 48forty », https://www.48forty.com/blog/standard-pallet-size-guide-dimensions-types-explained. [Une source faisant autorité en matière de logistique ou de chaîne d'approvisionnement de détail confirmerait que 48 × 40 pouces est la dimension standard des palettes en Amérique du Nord, utilisée comme base pour les unités de marchandisage en magasin]. Rôle de la preuve : spécification technique ; type de source : documentation standard de l'industrie. Concerne : la taille standard de l'empreinte au sol des palettes complètes. Note sur la portée : s'applique principalement à la logistique de détail en Amérique du Nord .
« Palette américaine GMA. Dimensions, types et bien plus encore. », https://acrosslogistics.com/blog/en/american-pallet-gma. [La documentation de la Grocery Manufacturers Association ou les normes logistiques du secteur permettraient de vérifier les dimensions standardisées de la palette GMA comme référence pour l'expédition de produits de détail en Amérique du Nord]. Rôle de la preuve : norme factuelle ; type de source : organisation sectorielle. Appuie : la définition de la base logistique standard. Note sur la portée : s'applique principalement aux marchés de détail nord-américains .
« Types de présentoirs sur palette : pleine, demi et quart – GreenDot Packaging », https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Les guides de merchandising et de logistique pour le commerce de détail précisent les dimensions et l’utilité des palettes fractionnées pour optimiser l’espace au sol dans les zones à forte densité]. Type de preuve : spécification technique ; type de source : manuel de logistique. Appui : l’utilisation de géométries fractionnées pour améliorer l’espace au sol. Note sur la portée : axé sur l’optimisation de l’empreinte au sol .
« L’impression avec fond perdu : définition et utilisation – Binders, Inc. », https://www.bindersinc.com/resources/what-is-bleed-printing. [Les manuels d’impression professionnels confirment qu’un fond perdu de 3,175 mm (0,125 pouce) est la norme généralement acceptée pour les projets d’impression commerciale courants]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Appui : pratiques d’impression standard. Note de portée : Impression commerciale générale .
« Microflute lithographiée – MM Group », https://mm.group/packaging/technologies/lamination/ . [La documentation technique relative au procédé de lithographie explique les décalages mécaniques et les variations d'alignement qui surviennent lors du collage des feuilles imprimées sur les mandrins ondulés]. Rôle de la preuve : spécification technique ; type de source : guide de fabrication. Sujet : les limites des tolérances serrées dans la conception des présentoirs. Note de portée : Spécifique aux procédés de montage sur carton ondulé.
« [PDF] RÈGLES RELATIVES AUX ÉTABLISSEMENTS DE DÉTAIL ALIMENTAIRE DU COLORADO ET… », https://www.parkcountyco.gov/DocumentCenter/View/4650. [Les guides de conception de PLV (Publicité sur le Lieu de Vente) de référence préconisent des marges de fond perdu plus importantes, souvent de 12,7 mm (0,5 pouce), afin de tenir compte des tolérances importantes de la découpe industrielle]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Appuie : la norme professionnelle pour le fond perdu dans les présentoirs en carton ondulé. Note sur la portée : Spécifique aux supports en carton grand format.] ↩
« Les 10 principaux problèmes des découpeuses de boîtes en carton et leurs solutions… », https://www.giantcorrugated.com/article/cardboard-box-die-cutter-problems-and-solutions.html. [Les normes d'ingénierie de l'emballage expliquent en détail comment un fond perdu insuffisant entraîne l'apparition de bords « blancs » ou « bruns » lorsque l'outil de découpe dévie de la ligne prévue]. Rôle de la preuve : norme de contrôle qualité ; type de source : manuel d'ingénierie. Justifie : l'avantage commercial que représentent des marges de fond perdu plus importantes. Remarque sur la portée : limité aux matériaux en carton ondulé non blanc .
« Du travail manuel à la production intelligente : comment l’automatisation… », https://www.purmachinefactory.com/newsinfo-from-manual-craft-to-intelligent-powerhouse-how-automatic-lamination-machines-are-redefining-the-modern-packaging-printing-industry.html. [La documentation technique sur la lamination industrielle explique comment la dérive mécanique lors du collage de films plastiques sur du carton crée des décalages d’alignement]. Rôle de la preuve : explication technique ; type de source : guide de fabrication. Justifie : la nécessité d’utiliser des fonds graphiques étendus pour masquer les variations de la machine. Note de portée : s’applique à la lamination par pressage à chaud et par pressage à froid .



