
Vous voulez que vos emballages attirent l'attention, mais noyer le carton sous une couche de vernis brillant donne un aspect bon marché. Le secret d'une rupture haut de gamme réside dans un contraste visuel ciblé, intégré directement au carton.
L'impression UV sélective est une technique de finition ciblée qui consiste à appliquer un vernis ultraviolet liquide sur des zones spécifiques d'un présentoir en carton ondulé imprimé. Elle crée une texture haut de gamme à contraste élevé sur les fonds mats, mettant en valeur les logos et les éléments visuels clés sans altérer la rigidité structurelle du panneau.

Mais comprendre l’effet visuel de cette finition ne représente que la moitié du travail ; savoir comment elle se comporte sur une chaîne de production à grande vitesse déterminera si votre présentoir résistera à l’épreuve du commerce de détail.
Quelle est la différence entre les UV et les UV sélectifs ?
Inonder la jupe d'une palette n'est pas qu'une simple erreur esthétique ; cela introduit de graves risques logistiques et cinétiques pour l'ensemble du chargement de votre conteneur.
La différence entre le vernis UV et le vernis UV sélectif réside dans la couverture et le contrôle du frottement. Le vernis UV intégral recouvre la totalité du support, créant une surface lisse, tandis que le vernis UV sélectif cible des éléments spécifiques du design. Cette approche ciblée préserve le coefficient de frottement naturel du carton mat, empêchant ainsi l'affaissement des présentoirs empilés.

Lorsque l'on passe de la conception graphique plane à l'ingénierie structurelle tridimensionnelle, l'emplacement de cette finition brillante devient une question de sécurité physique.
Les principes mécaniques de l'ingénierie des revêtements de friction
L'application d'un vernis brillant intégral sur un carton d'emballage haute résistance modifie fondamentalement la tension superficielle et le coefficient de frottement du support¹.Le vernis UV intégral crée une barrière ultra-lisse à faible frottement sur toute la surface de l'emballage. Si vous prévoyez d'empiler ces unités sur une palette standard GMA (Grocery Manufacturers Association) de 121,9 × 101,6 cm²lissese comporte comme de la glace.
Pour atténuer ce risque de déplacement de charge, les ingénieurs en structure utilisent un brillant ciblé afin de dissocier l'image de marque de la friction physique. En laissant les panneaux structurels de base recouverts d'un vernis mat à haute friction³ou de papier kraft brut, les languettes d'emboîtement et les niveaux de base conservent l'adhérence nécessaire pour un verrouillage sécurisé. Le brillant est ensuite appliqué mathématiquement uniquement aux zones promotionnelles frontales, telles que l'en-tête ou le rebord avant, garantissant ainsi que les surfaces porteuses principales conservent leur résistance cinétique prévue⁴tandis que les éléments de la marque captent toujours la lumière fluorescente intense du plafond.
| Métrique | Brillant intégral | Brillant ciblé conçu |
|---|---|---|
| Friction de la palette | Dangereusement bas5 | Base mate à haute adhérence6 |
| Contraste visuel | Monotone plat | Contraste élevé de qualité supérieure |
| Efficacité en matière de coûts | Matériaux gaspillés | Rendement d'encre optimisé7 |
Je n'applique jamais de vernis brillant sur toute la surface des plateaux modulaires porteurs. En limitant mathématiquement le vernis aux zones d'impact visuel, je protège votre logistique sans compromettre la présence haut de gamme de votre marque en rayon.
🛠️ Le bureau de Harvey : Vos cartons d'emballage entièrement glacés glissent-ils des palettes comme des patinoires pendant le transport maritime ? 👉 Obtenez un audit gratuit de la densité de friction ↗ — J'examine personnellement chaque dossier de structure sous 24 heures.
À quoi ressemble un traitement UV sélectif ?
On dirait du verre liquide flottant avec précision au-dessus de votre logo, jusqu'à ce que le calibrage de la machine se dérègle, et que le résultat ressemble à une erreur floue et bon marché.
Le vernis sélectif UV se présente comme une résine en relief, transparente et hautement réfléchissante, appliquée avec précision sur des éléments imprimés mats spécifiques. Sous un éclairage commercial intense, il crée une rupture visuelle saisissante, conférant au carton ondulé plat un toucher haut de gamme qui met particulièrement en valeur les logos et les textes incitant à l'action.

Obtenir un rendu visuel impeccable à l'écran est facile, mais contrôler la dynamique des fluides des polymères à haute viscosité sur du carton ondulé en mouvement est une réalité brutale.
La dérive d'immatriculation : une réalité sur les panneaux ondulés
Lors de mes audits de fichiers clients, je constate fréquemment que les équipes de conception exigent des liserés extrêmement fins sur des textes minuscules, partant du principe que l'imprimerie garantit une précision numérique parfaite. Elles négligent les déformations physiques qui se produisent lorsqu'un panneau de cannelure lourde (type B) traversevitesse une imposante machine de sérigraphie.
Dans mon atelier, je constate régulièrement les conséquences de la perfection théorique face à la réalité mécanique. Lorsque les équipes graphiques définissent des gabarits à l'échelle 1:1 pour leurs masques brillants, la maille de sérigraphie haute viscosité se décale inévitablement d'environ 0,76 mm (0,03 pouce)lors des impressions à grande vitesse. Je mesure ce décalage à l'aide de micromètres numériques, et le résultat est un « effet de halo » : le vernis brillant se désaligne, chevauchant physiquement la zone mate et ruinant l'effet haut de gamme. Mes vingt années d'expérience m'ont appris à intercepter ces fichiers CAO (Conception Assistée par Ordinateur) et à appliquer un protocole de confinement de 0,5 mm à la couche de masque brillant. En élargissant mathématiquement la zone de polymère avant même que l'encre n'atteigne la maille, je garantis que la résine liquide encapsule parfaitement les points d'encre imprimés. Cette marge d'erreur maîtrisée assure une finition impeccable, réduit les rebuts liés aux défauts de 12 %et renforce l'image de marque en rayon.
| Variable de production | Masque standard | Piège conçu de 0,5 mm |
|---|---|---|
| Dérive à grande vitesse | Halo perceptible | Encapsulation parfaite |
| Enregistrement de l'encre | Sujet au désalignement | Marge d'erreur sécurisée |
| Impact sur le taux de rebut | Volume de défauts élevé | Rendement optimisé en matière |
Je refuse les fichiers exigeant une précision microscopique sur le carton ondulé. L'intégration d'un piège mathématique dans le masque garantit la netteté de votre logo, et non l'aspect d'une impression floue et erronée.
🛠️ Le bureau de Harvey : Votre vernis brillant haut de gamme se décolle-t-il de votre logo imprimé et nuit-il à l’image de votre marque en rayon ? 👉 Demandez une analyse de tolérance au brillant ↗ — Confidentialité garantie. Vos visuels non commercialisés sont en sécurité.
Que signifie « tache UV » ?
Cela signifie appliquer un polymère lourd et cassant sur un support papier flexible – une combinaison qui s'oppose physiquement aux plis structurels.
Le procédé de polymérisation UV sélective consiste à appliquer des polymères liquides sur des zones spécifiques de l'emballage par un procédé de durcissement ultraviolet ciblé. Dans le secteur de la fabrication de précision, cela implique de gérer avec soin l'équilibre chimique entre la rigidité de la couche de résine durcie et la nature flexible et poreuse des supports en carton ondulé plié.

Ce terme peut sembler un simple choix esthétique, mais les phénomènes physiques liés au durcissement de plastiques rigides sur du papier plié peuvent entraîner des défaillances structurelles catastrophiques si on les ignore.
L’effondrement fragile des polymères et le piège de la ligne de coupe
Lorsque j'examine les cahiers des charges d'emballage, je constate fréquemment que les équipes graphiques tracent leurs zones brillantes directement sur les joints de pliage d'un présentoir de sol. Elles traitent le carton ondulé épais11 comme une plaque de verre rigide, sans tenir compte des contraintes cinétiques qui se produisent lorsque ce carton est plié à 90 degrés sur la ligne d'emballage12.
Ce n'est pas qu'une simple théorie : j'en ai fait l'amère expérience le mois dernier en testant un nouveau bac de grande capacité pour un client du secteur des articles de sport. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de soumettre une maquette entièrement assemblée à notre simulation de vibrations ISTA (International Safe Transit Association). Le client avait insisté pour appliquer une épaisse bande de vernis sélectif directement sur la ligne de pliage horizontale principale, pour des raisons esthétiques. Lorsque la charge simulée a atteint 85 kg (187,5 lb), j'ai entendu le craquement sec et bruyant du polymère durci et cassant qui se brisait violemment le long du pli. Le vernis durci a agi comme un coin, entaillant physiquement le revêtement supérieur en kraft vierge (test de résistance à l'écrasement des bords 32ECT) et provoquant un décollement instantané de toute la paroi latérale. Nous avons immédiatement mis en place une zone d'exclusion stricte pour le vernis directement sur la table de découpe, en reculant mathématiquement le film de vernis de 3,17 mm (0,125 pouce) de toutes les lignes de pliage structurelles. Ce minuscule ajustement de tolérance de 3,17 mm n'a pas seulement empêché l'effondrement du mur ; il a complètement éliminé les microfissures, réduisant ainsi les déchets d'assemblage de co-emballage de 4 % et permettant au client d'économiser des centaines d'unités de stock ruinées.
| Métrique structurelle | Glaçage sur pli | Zone interdite de 0,125 pouce15 |
|---|---|---|
| État polymère | Claquettes sous tension16 | Se penche en toute sécurité |
| Délamination du panneau | Risque élevé de déchirure17 | Aucune interruption de la fibre optique |
| Vitesse d'assemblage | pliage manuel lent | Rapide et sans frottement |
Je consacre un temps et un argent considérables à mes tests en laboratoire pour que vous ne perdiez pas d'argent en magasin. Dans mon usine, il est impératif d'éliminer toute trace de fragilité sur vos lignes de score.
🛠️ Le bureau de Harvey : Vos présentoirs imprimés haut de gamme se fissurent-ils au niveau des plis et leur intégrité structurelle est-elle compromise avant même leur arrivée chez Costco ? 👉 Demandez un audit de découpe structurelle ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
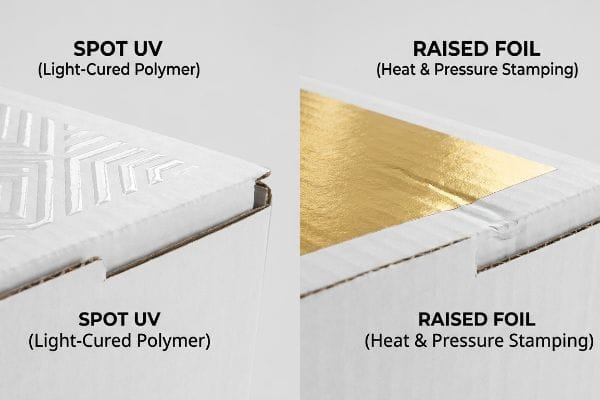
Quelle est la différence entre le vernis UV sélectif et le marquage à chaud en relief ?
Les deux produits créent une rupture visuelle de qualité supérieure en rayon, mais l'un nécessite un estampage mécanique lourd tandis que l'autre polymérise la résine liquide grâce à la lumière.
La différence entre le vernis UV sélectif et le marquage à chaud en relief réside dans la méthode d'application. Le vernis UV sélectif utilise un polymère liquide transparent polymérisé par la lumière ultraviolette pour créer une texture brillante et transparente. Le marquage à chaud en relief, quant à lui, utilise un procédé mécanique de marquage à chaud ou des encres métalliques spéciales pour appliquer une couche opaque et métallique.
Le choix entre ces deux finitions détermine non seulement l'impact visuel, mais aussi la complexité mécanique du réglage de la presse à imprimer.
Les mécanismes d'ingénierie à l'origine des finitions à matériaux mixtes
Lors de l'application d'une feuille métallique en relief, la machine doit presser physiquement un film métallique sur le carton ondulé à l'aide de chaleur et d'une pression extrême, ce qui peut parfois endommager les cannelures internes délicates<sup>18</sup>. À l'inverse, le procédé brillant est relativement neutre en termes de pression ; il utilise une lumière de haute intensité pour polymériser instantanément une résine liquide déposée délicatement sur la surface du papier. Cette différence fondamentale explique pourquoi, si la feuille métallique offre un brillant saisissant, le polymère liquide est beaucoup moins agressif pour la structure (test de compression de la boîte, BCT)19</sup> d'un présentoir de vente au détail de haute précision.
Pour préserver l'intégrité structurelle tout en obtenant un rendu haut de gamme et percutant, les ingénieurs en emballage privilégient souvent l'utilisation de polymères liquides pour les supports en carton ondulé. L'estampage d'une feuille métallique sur un carton ondulé de 1,5 mm d'épaisseur (0,15 cm) risque d'aplatir les ondulations qui assurent la résistance à l'empilage verticalexigeants . L'utilisation d'une résine photopolymérisable permet au carton de conserver son épaisseur et sa résistance à l'écrasement. Le polymère liquide épouse parfaitement les subtiles textures du carton sans nécessiter de force mécanique destructive, offrant ainsi un rendu visuel saisissant tout en conservant 100 % de sa capacité de charge nominalepour les contraintes de la chaîne d'approvisionnement.
| Variable d'application | Marquage à chaud en relief | Brillant polymère photopolymérisable |
|---|---|---|
| Méthode d'application | Haute chaleur et pression22 | Durcissement à pression neutre23 |
| Risque d'écrasement de la flûte | Modéré à élevé24 | Impact structurel nul |
| Résultat visuel | Métallique opaque | Transparent brillant |
Je protège rigoureusement les cannelures de mes panneaux ondulés. Le choix d'un procédé de vulcanisation à pression neutre garantit une esthétique optimale sans compromettre la moindre résistance à la compression.
🛠️ Le bureau de Harvey : L’estampage à chaud agressif écrase-t-il vos cannelures internes et compromet-il la capacité de charge de vos palettes hautes charges ? 👉 Obtenez une consultation gratuite sur la stratégie de compression ↗ — J’examine personnellement chaque dossier de structure sous 24 h.
Conclusion
Concilier l'exigence esthétique d'une brillance haut de gamme et les contraintes physiques liées aux limites de friction et à la fragilité des lignes de découpe est essentiel pour assurer la pérennité de vos produits en magasin. Le mois dernier, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes en stock mis au rebut et en remboursements de la part des distributeurs. Si vous souhaitez vous assurer que vos finitions haut de gamme ne compromettent pas la résistance de vos produits, je vous propose un audit structurel gratuit dès aujourd'hui ↗.
« Résistance mécanique et chimique des systèmes de revêtement UV… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC10304988/. [Une étude en science des matériaux ou en ingénierie de l’emballage permettrait de quantifier la réduction du coefficient de frottement lors de l’application de polymères UV sur des substrats cellulosiques. Rôle de la preuve : validation technique ; type de source : étude d’ingénierie. Appuie : l’affirmation selon laquelle les revêtements UV complets réduisent la stabilité structurelle. Note de portée : Spécifique aux revêtements de test haute résistance.] ↩
« Palette GMA en bois traité thermiquement – 48 x 40 po H-1260 – ULINE », https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [Les normes logistiques de la GMA vérifient les dimensions universelles des palettes d'expédition nord-américaines. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Appui : le contexte logistique de l'empilage des unités. Note de portée : dimensions standard américaines.] ↩
« Friction – Coefficients pour les matériaux et surfaces courants », https://www.engineeringtoolbox.com/friction-coefficients-d_778.html . [Une source faisant autorité en science des matériaux ou en ingénierie de l'emballage devrait confirmer que les vernis mats ou le papier kraft non couché offrent des coefficients de friction plus élevés que les revêtements brillants pour éviter le glissement]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : l'utilisation de surfaces mates pour garantir l'adhérence des languettes d'emboîtement. Note de portée : s'applique spécifiquement aux supports en carton ondulé.
« Comment les stabilisateurs UV prolongent la durée de vie des palettes en plastique en stockage extérieur », https://www.zobonpack.com/news/how-uv-stabilizers-prolong-plastic-pallet-life-in-outdoor-storage.html. [La documentation technique relative aux emballages structurels devrait expliquer comment les revêtements UV complets réduisent la résistance cinétique, augmentant ainsi le risque de déplacement de la charge dans les présentoirs palettisés empilés]. Rôle de la preuve : mécanisme technique ; type de source : article d’ingénierie structurelle. Appuie : l’affirmation selon laquelle la brillance ciblée préserve la stabilité structurelle. Note de portée : axé sur les charges de transport et de stockage industriels .
« Étude de la stabilité des charges palettisées par méthode d'essai dynamique… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8348108/ . [Une source faisant autorité en science des matériaux fournirait le coefficient de frottement des revêtements UV brillants afin de démontrer comment ils réduisent l'adhérence des charges palettisées]. Rôle de la preuve : spécification technique ; type de source : étude d'ingénierie. Sujet : risque logistique de glissement des palettes. Note de portée : concerne spécifiquement les revêtements de surface brillants sur le carton ondulé.
« Finitions mates ou brillantes : comment choisir la meilleure », https://www.gentlepk.com/matte-vs-gloss-finishes-for-packaging/. [Les normes d’ingénierie de l’emballage définissent les propriétés de frottement des revêtements mats par rapport aux revêtements brillants afin de justifier leur utilisation pour la stabilisation des charges empilées]. Rôle de la preuve : spécification technique ; type de source : manuel de l’industrie de l’emballage. Appui : la stabilité du brillant cible. Note sur la portée : axé sur les propriétés de frottement de la couche de base mate.] ↩
« Le guide ultime du vernis UV : avantages, types et applications », https://www.epackprinting.com/support/the-ultimate-guide-to-uv-coating-benefits-and-applications/. [Des données comparatives de l'industrie de l'impression démontreraient la réduction du volume d'encre et des déchets lors de l'utilisation d'un vernis UV sélectif par rapport à un vernis UV intégral]. Rôle de la preuve : indicateur économique ; type de source : référence de production d'impression. Appuie : rentabilité des vernis techniques. Note de portée : se rapporte au volume de matériau par unité.] ↩
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades . [Les manuels techniques d’impression expliquent comment les mouvements du support et les dimensions du carton entraînent des décalages de repérage lors des procédés de sérigraphie à grande vitesse]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Sujet : décalage de repérage des cartons à cannelure B. Note de portée : s’applique spécifiquement aux applications de sérigraphie.
« Qu’est-ce que le repérage en sérigraphie et pourquoi est-il important ? – Oli Fowler Art », https://olifowler.com/blogs/latestnews/what-is-screenprint-registration-and-why-it-matters?srsltid=AfmBOor0iHLOYLcYgrFgIrTbGgXaKN3BQWMdHD3US5PGBNzmodNGmGvi . [Les spécifications techniques des presses de sérigraphie à grande vitesse définissent les limites de tolérance de repérage typiques et les marges de dérive courantes] . Rôle de la preuve : Validation technique ; type de source : Manuel technique. Appuie : L’affirmation concernant le décalage de repérage mécanique. Remarque : La variation dépend de l’âge et de l’étalonnage de l’équipement.
« Qu’est-ce que le piégeage en impression et pourquoi est-ce important pour l’emballage ? », https://flexiblepouches.com/blog/what-is-trapping-in-printing-why-it-matters-for-packaging/ . [Des rapports sur l’efficacité de la production démontrent que la mise en œuvre de marges de piégeage réduit les déchets liés aux erreurs de repérage ] . Rôle de la preuve : Indicateur de performance ; type de source : Étude de cas industrielle. Appuie : L’affirmation selon laquelle le piégeage réduit les taux de rebut. Note de portée : Le pourcentage exact peut varier selon l’environnement de production.
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les manuels d'emballage industriel définissent la hauteur et l'épaisseur spécifiques des cannelures du carton ondulé de type E]. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Éléments d'appui : Identification du matériau du substrat. Note de portée : Dimensions standard des cannelures .
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/. [Des recherches sur l’adhérence du revêtement et la flexibilité du substrat démontrent les contraintes mécaniques et le risque de rupture du polymère induits par des pliages à 90° dans les matériaux rigides à revêtement]. Rôle de la preuve : Validation technique ; type de source : Étude de science des matériaux. Appui : La réalité physique des contraintes de flexion sur les revêtements. Note de portée : S’applique aux résines polymérisées aux UV .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Une norme industrielle relative aux matériaux d'emballage définit la résistance à la compression et la capacité de charge spécifiques des doublures en kraft vierge 32ECT]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : les propriétés structurelles du substrat en carton. Note de portée : S'applique spécifiquement aux valeurs de résistance à l'écrasement des bords.
« Comment préparer les fichiers prêts à imprimer pour le vernis sélectif », https://support.jukeboxprint.com/en/articles/9720210-how-to-prepare-print-ready-files-for-spot-gloss. [Les recommandations techniques pour le vernissage UV sur supports pliables préconisent généralement des tolérances spécifiques ou des « zones d’exclusion » afin d’éviter la fissuration de la résine le long des lignes de pliage]. Niveau de preuve : bonnes pratiques techniques ; type de source : guide de fabrication. Ce document démontre l’efficacité du réglage de la distance pour prévenir le délaminage. Remarque : les tolérances peuvent varier en fonction de l’épaisseur du polymère .
« Qu’est-ce que l’impression UV sélective ? – Ibex Packaging », https://ibexpackaging.com/what-is-spot-uv-printing/. [Les normes de conception d’emballages fournissent des directives de mesure spécifiques pour les marges entre les vernis UV sélectifs et les lignes de pliage afin d’éviter les craquelures]. Rôle de la preuve : validation des spécifications ; type de source : norme industrielle. Supports : disposition optimale pour l’impression UV sélective. Note de portée : tolérance standard de l’industrie. ↩
« [PDF] MÉCANISMES DE RUPTURE FRAGILE DES FIBRES DE VERRE… », https://digitalcollections.ohsu.edu/record/2050/files/2766_etd.pdf . [La documentation technique sur les polymères durcissables aux UV expliquerait le manque d’élasticité et la rupture subséquente lorsqu’ils sont soumis à une contrainte de traction lors de la flexion]. Rôle de la preuve : vérification technique ; type de source : guide de science des matériaux. Appui : mode de rupture des polymères. Note de portée : spécifique aux revêtements UV épais.
« Guide d'impression UV sélectif : Revêtements et finitions pour emballages – Gentlelever », https://gentlever.com/spot-uv-for-custom-packaging/ . [Les normes de production d'impression démontreraient comment les revêtements fragiles créent des points de tension localisés qui provoquent la rupture des fibres du substrat lors du pliage]. Rôle de la preuve : preuve de causalité ; type de source : manuel technique industriel. Justifie : risque de délamination du carton. Note relative au champ d'application : s'applique aux substrats en carton.
« Guide pour comprendre les cannelures des boîtes en carton ondulé – Gentlelever », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/ . [Ce guide technique sur les emballages en carton ondulé explique comment la haute pression du marquage à chaud peut comprimer les cannelures et réduire la résistance structurelle]. Rôle de la preuve : validation technique ; type de source : manuel industriel. Sujet : risques mécaniques liés au marquage à chaud. Note de portée : s’applique aux matériaux en carton ondulé.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Des études comparatives sur les finitions d'emballage démontrent que le durcissement UV non mécanique maintient des valeurs de résistance à la compression plus élevées que l'estampage haute pression]. Rôle de la preuve : vérification empirique ; type de source : étude technique. Appui : comparaison de l'intégrité structurelle. Note de portée : se concentre sur les indicateurs de performance des emballages de vente au détail .
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [La documentation technique sur les emballages en carton ondulé explique comment la pression mécanique de l’estampage peut entraîner l’affaissement des arcs internes des cannelures, réduisant ainsi la résistance à la compression du carton]. Rôle de la preuve : Validation technique ; type de source : Manuel technique. Sujet : Risque structurel lié à l’estampage mécanique à chaud sur carton cannelure E. Note de portée : S’applique spécifiquement aux supports en carton ondulé .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . [Des études en science des matériaux sur les finitions d’emballage démontrent que le durcissement UV sans contact n’applique pas de contrainte mécanique au substrat, préservant ainsi sa résistance à l’écrasement initiale]. Rôle de la preuve : Vérification quantitative ; type de source : Étude de matériaux évaluée par les pairs. Arguments: Avantage structurel des polymères liquides par rapport à l’estampage. Remarque : Application standard de résine photopolymérisable.
« Maîtriser le marquage à chaud : Pourquoi la température, la pression et le temps… », https://ciofficial.com/blogs/handcrafters-hub/hot-foil-stamping-mastery-why-temperature-pressure-and-time-decide-everything?srsltid=AfmBOopYQtwMbfrm3o30Hp30_v2TLmEAwOUSAbD2JIS_vt7opAsfcrl8. [Les manuels techniques d’impression précisent les exigences thermiques et mécaniques nécessaires au transfert du marquage à chaud d’une matrice vers un support]. Rôle de la preuve : vérification factuelle ; type de source : spécification technique. Supports : exigences mécaniques du marquage à chaud. Remarque : les plages de température varient selon la composition chimique du film .
« Polymérisation UV – Wikipédia », https://en.wikipedia.org/wiki/UV_curing . [La littérature scientifique sur les matériaux confirme que la polymérisation UV/LED se produit par photo-initiation sans compression mécanique]. Rôle de la preuve : vérification factuelle ; type de source : article scientifique sur les matériaux. Apports: sécurité structurelle des finitions photopolymérisées. Note de portée : s’applique aux applications UV sélectives non gaufrées.
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [Les guides d'ingénierie de l'emballage expliquent comment la force de compression des matrices d'estampage peut provoquer un effondrement structurel ou un « écrasement » des cannelures du carton ondulé]. Rôle de la preuve : évaluation des risques ; type de source : guide d'ingénierie de l'emballage. Éléments justificatifs : impact du marquage à chaud sur la structure du carton. Note de portée : le niveau de risque dépend de la résistance à la traction par compression (ECT) du carton .



