Lors du déploiement d'un rayon en point de vente, les présentoirs en carton ondulé sont vos atouts majeurs. Mais transformer du carton plat en un outil de vente performant exige une ingénierie rigoureuse, et pas seulement un design soigné.
Un présentoir temporaire sur mesure pour point de vente est un présentoir en carton ondulé conçu pour des campagnes marketing de courte durée. Ces unités, d'une durée de vie généralement de quatre à douze semaines, permettent de stocker physiquement les produits tout en utilisant des graphismes à fort contraste et un positionnement stratégique en rayon afin de perturber le parcours des clients et de susciter des achats impulsifs.

Mais connaître la définition théorique ne vous évitera pas des pertes si un plateau rempli s'effondre sur le sol humide d'un entrepôt. Laissons de côté le jargon marketing et penchons-nous sur la physique réelle des emballages de vente au détail.
Combien coûtent les présentoirs sur le lieu de vente ?
L'établissement du prix d'un présentoir en carton ondulé ne se limite pas au coût de l'encre et du papier. Le coût réel réside dans les compromis structurels nécessaires pour respecter un budget fictif.
Cela dépend. Le coût des présentoirs de point de vente varie selon la qualité des cartons, les outils de prépresse spécialisés et les finitions de lithographie. Si les équipes d'approvisionnement se concentrent souvent sur le prix unitaire brut, le véritable calcul financier doit prendre en compte les économies logistiques en aval, l'efficacité du conditionnement automatisé et une protection absolue contre les refacturations pour dommages liés au transport.

Mais se fier à un devis théorique établi à partir d'une feuille de calcul est dangereux lorsque les machines se mettent en marche.
Le prix caché du piège de la « dégradation ECT »
Les services d'approvisionnement tentent souvent de compenser le coût élevé des finitions cosmétiques haut de gamme, comme le pelliculage intégral, en abaissant discrètement la note de résistance à la compression du carton ondulé de base. Il semble judicieux, d'un point de vue comptable, de passer d'un carton à 32 ECT (test d'écrasement des bords) à un carton moins cher à 26 ECT¹afin d'économiser quelques centimes par unité, en supposant que le film métallisé épais assure une rigidité structurellesuffisante².
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Un client a un jour exigé une spécification ECT inférieure (26) pour obtenir une finition mate haut de gamme. Au départ, j'ai supposé que le revêtement plus léger résisterait aux conditions de vente habituelles. J'avais tort. Lors de notre simulation de transport ISTA 3A (International Safe Transit Association),le du test de compression de boîte (BCT)4 s'est stabilisé à seulement 85 kg (187,5 lb). Les cannelures structurelles présentaient une densité interne nulle, ce qui a provoqué une déformation visible de toute la couche inférieure et un affaissement catastrophique sous le poids simulé d'une palette. J'ai immédiatement retiré le film coûteux, rétabli mathématiquement la norme ECT initiale du matériau (32) et appliqué une finition aqueuse brillante à haute teneur en solides.
| Solution technique | Résultat physique | Retour sur investissement financier |
|---|---|---|
| Restauration de la base 32 ECT5 | Restaure la compression du noyau de la cannelure | Élimine les dommages coûteux liés au transport |
| Retirer la pellicule de protection | Empêche la microfracturation des surfaces rigides6 | Réduction du budget des matières premières |
| Appliquer une solution aqueuse à haute teneur en solides | Maintient un brillant contrasté, idéal pour la vente au détail | Garantit une conformité absolue en matière de recyclabilité7 |
Je refuse que des améliorations esthétiques compromettent l'intégrité structurelle de vos écrans. Seule une carte électronique de meilleure qualité, associée à une optimisation des revêtements, me permet de garantir leur résistance aux aléas de la logistique, sans engendrer de frais supplémentaires exorbitants de la part des distributeurs.
🛠️ Le bureau d'Harvey : Vos présentoirs actuels utilisent-ils secrètement du papier testliner de qualité inférieure pour masquer des coûts d'impression cosmétiques onéreux ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Comment créer un présentoir de point de vente ?
La fabrication d'un présentoir en carton ondulé nécessite de faire le lien entre la conception numérique et la science des matériaux. Il s'agit d'une séquence précise de découpe, de collage et de pliage.
La fabrication d'un présentoir de point de vente implique la conception d'un gabarit sur mesure, l'application de graphismes haute résolution par lithographie et l'utilisation de fraiseuses CNC (Commande Numérique par Calculateur) ou de matrices en acier pour découper et rainer le support ondulé. Enfin, les éléments structurels sont conditionnés à plat ou pré-assemblés pour une distribution optimisée en point de vente.
Mais connaître la théorie ne suffit pas lorsque l'humidité ambiante de l'usine commence à interférer avec les adhésifs.
La réalité chimique de la déformation due à l'humidité du PVA
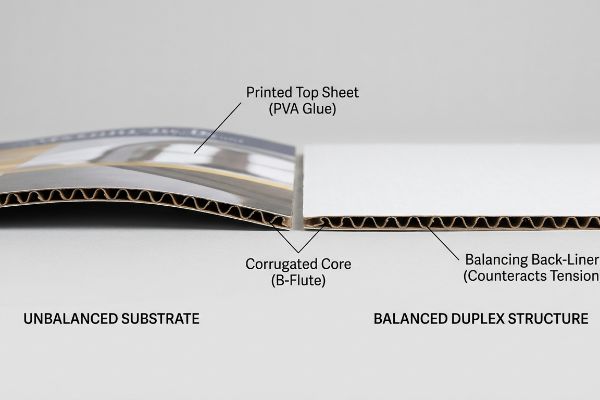
Même les concepteurs les plus expérimentés supposent souvent que le montage d'une feuille de surface imprimée de haute qualité sur un carton ondulé rigide de type B donnera naturellement un panneau d'affichage parfaitement plat. Ils envisagent le processus de fabrication d'un point de vue purement numérique, ignorant la physico-chimie des adhésifs PVA (acétate de polyvinyle) à base d'eau utilisés lors de la lithographie à grande vitesse<sup>8.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Lors de la production d'un prototype important pour un présentoir de sol haut , nous avons appliqué de la colle PVA standard sur les panneaux latéraux de 152,4 cm (60 pouces). Pendant le séchage de la colle à l'air ambiant de l'usine, je pouvais littéralement sentir l'humidité s'évaporer. La tension superficielle importante a provoqué une déformation complète du substrat, qui s'est courbé vers l'intérieur comme une chips, dépassant ainsi notre tolérance de déformation stricte de 12,7 mm ( 0,5pouce). J'ai dû abandonner les rendus initiaux de l'agence et refaire la composition chimique de A à Z. J'ai conçu une structure de panneau duplex rigoureusement équilibrée, en ajoutant une fine couche de protection au dos pour compenser parfaitement la tension de séchage de la colle PVA et redresser mathématiquement le panneau.
| Solution technique | Résultat physique | Retour sur investissement de l'assemblage |
|---|---|---|
| ajout de doublure arrière duplex | Contrecarre la tension adhésive du PVA11 | Empêche le rejet de déformation des panneaux |
| Séchage contrôlé sur 24 heures12 | Normalise la teneur en humidité du panneau | Garantit un assemblage parfaitement droit |
| Remplacement de colle à haute viscosité | Réduit les taux d'absorption d'eau13 | Accélère le temps de fonctionnement de la machine |
Je ne fais pas confiance aux adhésifs classiques pour la conception de panneaux grand format destinés à la vente au détail. En équilibrant mathématiquement la tension superficielle de vos supports, je garantis que chaque présentoir reste parfaitement droit, même sous l'éclairage intense des grandes surfaces .
🛠️ Le bureau d'Harvey : Vos emballages lithographiés présentent-ils une légère courbure vers l'intérieur qui compromet leur alignement structurel ? 👉 Demandez une simulation 3D personnalisée des contraintes structurelles ↗ — 100 % confidentielle. Vos maquettes non commercialisées sont en sécurité.
Quelle est la différence entre les présentoirs de point de vente (POS) et les présentoirs PLV (publicité sur le lieu de vente) ?
La maîtrise du vocabulaire du commerce de détail permet d'éviter des erreurs d'agencement catastrophiques. Elle détermine la position légale et logistique de votre point de vente au sein du magasin.
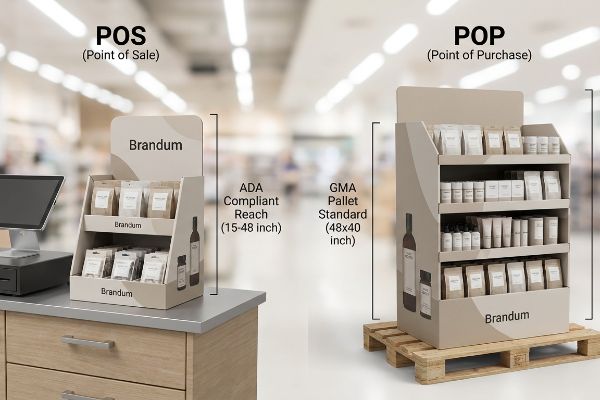
Un présentoir de point de vente (PDV) est placé directement à la caisse pour capter les achats impulsifs immédiats, tandis qu'un présentoir de point de vente (PLV) occupe les allées classiques pour présenter des volumes plus importants. La principale différence réside dans leur encombrement au sol et leur proximité avec la caisse enregistreuse.
Mais confondre ces deux concepts dans le logiciel de CAO (Conception Assistée par Ordinateur) entraînera des rejets massifs pour non-conformité en magasin.
La contrainte spatiale « ADA vs. GMA »
De nombreuses sociétés commerciales mettent souvent en avant un concept de conception adaptable, suggérant qu'un grand présentoir de sol peut être mathématiquement réduit de moitié pour servir de présentoir. Elles abordent la question sous l'angle d'un simple redimensionnement vectoriel numérique, ignorant totalement les strictes contraintes juridiques et logistiquesdétail distinctes aux États-Unis.
Lorsque des clients me demandent ce que cette différence signifie concrètement, je leur explique généralement les contraintes spatiales définies sur mon espace de test. Je sépare systématiquement les processus de fabrication des présentoirs PLV et des terminaux de point de vente (TPV) car ils obéissent à des normes totalement différentes. Un présentoir PLV doit être solidement fixé aux dimensions maximales d'une palette en bois GMA (Grocery Manufacturers Association) de 121,9 × 101,6 cm (48 × 40 pouces) pour résister à la logistique d'entrepôt et aux fortes charges dynamiques. À l'inverse, un présentoir de point de vente est soumis aux exigences strictes de la loi américaine sur l'accessibilité (ADA), ce qui impose une fenêtre d'accès très précise de 38,1 à 121,9 cm (15 à 48 pouces) . Si je réduisais simplement la taille d'un modèle d'exposition pour qu'il tienne sur un comptoir, l'angle d'accès au produit ne serait pas conforme aux normes d'accessibilité, et les responsables de magasin retireraient immédiatement le présentoir de la caisse.
| Solution technique | Résultat physique | Retour sur investissement en matière de conformité |
|---|---|---|
| Ancrage de palettes GMA | L'encombrement au sol est limité à 48×4017 | Assure une réception en entrepôt sans faille |
| optimisation de la portée ADA | Ajuste la hauteur d'interaction du comptoir18 | Empêche les rejets au registre légal |
| Séparation stricte des pipelines | Met fin aux hypothèses de mise à l'échelle dangereuses | Réduit le temps de retouche CAO |
Je considère les systèmes de point de vente (POS) et de PLV (publicité sur le lieu de vente) comme des écosystèmes mathématiques totalement distincts. En adaptant vos solutions de merchandising à leurs contraintes réglementaires spécifiques dès le premier jour, j'élimine le risque de rejets catastrophiques en magasin.
🛠️ Harvey's Desk : Vos comptoirs de caisse sont-ils conformes aux dernières normes d'accessibilité (hauteur maximale autorisée par l'ADA) ? 👉 Demandez une évaluation de votre infrastructure commerciale ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Qui peut créer des présentoirs dans votre magasin ?
Acheminer le produit jusqu'au magasin ne représente que la moitié du travail. L'assemblage final incombe généralement à un personnel de vente pressé, qui n'a aucune patience pour les instructions complexes.
L'assemblage des présentoirs de point de vente est généralement assuré par les vendeurs, les merchandisers externes ou les centres de conditionnement automatisés. Compte tenu du fort taux de rotation du personnel et des contraintes de temps importantes propres au commerce de détail, ces présentoirs doivent être dotés de mécanismes d'emboîtement pré-collés et sans friction permettant à un personnel non qualifié d'en créer la structure finale en quelques secondes.

Mais connaître la théorie ne suffit pas lorsqu'un employé surmené tente d'ouvrir votre carton principal.
Le risque de dégagement dû au frottement imbriqué
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées : elles conçoivent des cartons d'expédition aux dimensions extérieures exactes de leurs plateaux pré-remplis. Elles supposent qu'un ajustement parfait garantit une protection maximale pendant le transport, oubliant qu'un vendeur de 19 ans sera chargé d'extraire brutalement le lourd présentoir au milieu d'une allée bondée.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Lors d'un audit de déballage de routine pour un client de conditionnement automatisé, j'ai inspecté physiquement un carton d'expédition retourné. J'ai arraché la feuille supérieure et constaté l'intense friction de la surface du carton ondulé brut. Le plateau était complètement bloqué par le vide dans le carton d'expédition de même dimension. La résistance était telle que lorsque j'ai essayé de retirer l'ensemble, la languette de retenue imprimée s'est complètement déchirée. J'ai immédiatement effectué des mesures au micromètre et démontré que nous n'avions pas besoin de languettes en plastique coûteuses ; il suffisait de calculer mathématiquement une marge de sécurité minimale de 6,3 mm (0,25 pouce)tout autourplateau. Cela a permis de débloquer le système et d'éliminer le gaspillage inutile.
| Solution technique | Résultat physique | Retour sur investissement opérationnel |
|---|---|---|
| Décalage de périmètre de 0,25 pouce20 | Romp le frottement des surfaces ondulées | Élimine les déchirures liées au déballage manuel |
| Retrait des languettes en plastique | Simplifie la nomenclature des matières premières | Baisse immédiatement le coût unitaire |
| tolérancement dynamique imbriqué21 | Assure une extraction du plateau sans frottement | Réduit le temps d'assemblage des commis |
Je conçois des emballages adaptés à la manipulation parfois impatiente. Grâce à des calculs mathématiques précis des jeux d'extraction, je garantis que votre présentoir arrivera en parfait état de son emballage à l'étagère.
🛠️ Le bureau de Harvey : Vos plateaux pré-remplis sont-ils endommagés par les vendeurs qui les arrachent brutalement des cartons d'emballage trop serrés ? 👉 Demandez un audit d'imbrication dynamique ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez négocier le prix unitaire le plus bas du marché, mais si votre socle ECT 26, de qualité inférieure, se déforme sous le poids d'une charge humide en entrepôt, l'effondrement de la palette qui en résulte anéantira la marge bénéficiaire de votre campagne. Récemment, une erreur de tolérance fatale de 2 mm (0,07 pouce) a été détectée lors d'un important déploiement national, avant même la production. Cessez de gaspiller votre budget marketing en raison de défauts structurels invisibles et laissez-moi personnellement concevoir votre prochain déploiement ↗ afin de garantir la fiabilité de vos présentoirs en carton ondulé tout au long de la chaîne d'approvisionnement.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoo2X9PriNrUTeT-Qp3ArEidKtOpsyITuJuYyZss7Qd_NDwyBeWp . Vérification des valeurs de résistance à l'écrasement des bords (ECT), une norme industrielle, afin de confirmer les différences relatives de résistance et de coût entre les qualités ECT 32 et 26. Type de preuve : spécification technique ; source : norme de l'industrie de l' emballage. Confirme : l'hypothèse selon laquelle une réduction de la valeur ECT diminue le coût des matériaux. Remarque : s'applique au carton ondulé standard.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Analyse technique visant à déterminer si les laminations de surface (comme les films métallisés) offrent un renforcement structurel significatif par rapport à la résistance à la traction du carton ondulé de base (ECT). Rôle de la preuve : validation technique ; type de source : guide de science des matériaux ou d’ingénierie de l’emballage. Appuie : l’affirmation concernant la rigidité perçue par rapport à la rigidité réelle des cartons laminés. Note de portée : porte sur les propriétés mécaniques des films métallisés .
« Tests d’emballage ISTA – Intertek », https://www.intertek.com/performance-testing/packaging/ista/ . Confirmation qu’ISTA 3A est la norme mondiale pour la simulation des environnements d’expédition et de transport des marchandises de détail. Rôle de la preuve : Validation technique ; type de source : Norme professionnelle. Permet : L’utilisation d’ISTA 3A pour déterminer les défaillances structurelles. Note relative au champ d’application : S’applique à la logistique des colis.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ . Documentation technique expliquant la relation mathématique entre la capacité de charge de l’essai d’écrasement des bords (ECT) et celle de l’essai de compression de la boîte ( BCT). Rôle de la preuve : Spécification technique ; type de source : Guide de science des matériaux. Appui : La corrélation entre la qualité du carton et la rupture structurelle. Note de portée : Dépend des dimensions de la boîte.
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Vérification technique de l’indice de résistance à l’écrasement des bords (ECT) et de sa corrélation avec la résistance à la compression des cannelures du carton ondulé. Type de preuve : Spécification technique ; source : Norme industrielle. Justifie : L’utilisation d’un ECT de 32 pour garantir l’intégrité structurelle. Précision : Spécifique aux qualités de carton ondulé.
« Comprendre le revêtement aqueux pour boîtes imprimées », https://www.wecustomboxes.com/blog/what-is-aqueous-coating/. Explication, du point de vue des matériaux, de la façon dont les laminations rigides en feuille d'aluminium provoquent des microfissures superficielles dans les supports en carton ondulé, comparativement aux alternatives flexibles. Type de preuve : Analyse des propriétés physiques ; type de source : Document technique. Argument : La suppression de la lamination en feuille d'aluminium prévient les microfissures. Note sur la portée : Ce document porte sur les contraintes mécaniques dans les emballages .
« [PDF] Norme volontaire pour le repulpage et le recyclage des papiers couchés ou traités… », https://www.fibrebox.org/assets/2025/07/2025_Voluntary_-Standard.pdf. Vérification que les revêtements aqueux à haute teneur en solides répondent aux normes industrielles et réglementaires en matière de recyclabilité du papier, comparativement aux laminés à base de plastique. Rôle de la preuve : Conformité réglementaire ; type de source : Certification environnementale. Appuie : Le lien entre les revêtements aqueux et la recyclabilité. Note de portée : Basé sur les lignes directrices actuelles en matière de gestion des déchets .
« Adhésifs à base d’eau pour l’emballage », https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html . Des directives industrielles de fabrication faisant autorité valident l’utilisation de colles PVA à base d’eau dans le procédé de lithographie-lamination des matériaux ondulés. Rôle de la preuve : vérification factuelle ; type de source : manuel technique ou article scientifique sur les matériaux. Éléments d’appui : la composition chimique des adhésifs utilisés dans les présentoirs PLV. Note relative au champ d’ application : applicable à la lamination standard à grande vitesse.
« Comment stabiliser une structure en carton ? – PopDisplay », https://popdisplay.me/how-to-make-a-cardboard-structure-stable/. La documentation technique sur la chimie des adhésifs explique comment l’absorption d’humidité et la tension superficielle lors du durcissement du PVA provoquent une instabilité dimensionnelle des substrats à base de cellulose. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Appui : lien de causalité entre le durcissement du PVA et le gauchissement. Note de portée : s’applique spécifiquement aux adhésifs à base d’eau sur matériaux poreux .
« [PDF] Déformation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. Les manuels d’ingénierie de l’emballage expliquent comment une construction équilibrée du carton et l’ajout de doublures permettent d’égaliser la tension sur les surfaces opposées afin d’éviter le gondolage. Rôle de la preuve : méthodologie d’ingénierie ; type de source : norme de l’industrie de l’emballage. Appuie : l’efficacité de l’équilibrage structurel pour corriger la déformation. Note de portée : se concentre sur l’équilibre de la tension mécanique .
« Glossaire de l'industrie de l'emballage en carton ondulé pour les équipes de contrôle qualité », https://epssw.com/blog/corrugated-packaging-industry-glossary. Documentation technique sur l'ingénierie structurelle du carton ondulé démontrant comment l'ajout d'une doublure duplex compense les contraintes internes dues au séchage du PVA. Rôle de la preuve : validation technique ; type de source : manuel technique. Appui : l'utilisation de doublures duplex pour prévenir le gauchissement. Note de portée : applicable spécifiquement aux adhésifs PVA .
« Combien de temps faut-il pour que la colle PVA sèche sur le bois, le papier et le carton ? | lux-x », https://lux-x.com/en/novosti/skilki-sohne-klej-pva-na-riznih-poverhnyah/. Normes industrielles relatives aux temps de séchage des adhésifs dans les emballages à base de papier afin d'atteindre l'équilibre hygrométrique et d'éviter l'instabilité dimensionnelle. Rôle de la preuve : validation des spécifications ; type de source : norme de fabrication. Supporte : le délai de séchage de 24 heures. Remarque : le temps réel peut varier en fonction de l'humidité ambiante .
« Préparation des adhésifs pour carton ondulé – Pkg Solutions », http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Données de science des matériaux comparant différentes viscosités de colles PVA et leur profondeur de pénétration dans des substrats cellulosiques poreux. Type de preuve : preuve empirique ; source : fiche technique des propriétés chimiques. Constat : corrélation entre une viscosité plus élevée et une absorption d’eau réduite. Remarque : la portée varie selon la formulation de la colle .
« PLV vs PLV : La différence – TPH Global Solutions », https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/retail-pop-vs-pos-displays-what-you-need-to-know/. Vérification des exigences réglementaires américaines spécifiques (par exemple, accessibilité ADA et espacement GMA) qui différencient les zones de caisse des allées. Rôle de la preuve : corroboration ; type de source : normes juridiques/sectorielles. Appuie : l'affirmation selon laquelle les zones de PLV et de point de vente sont soumises à des contraintes juridiques distinctes. Note de portée : axée sur le droit du commerce de détail américain .
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/ . Vérifiez les dimensions standard des palettes GMA pour garantir leur compatibilité logistique avec les présentoirs de sol. Preuve : spécification technique ; source : norme industrielle. Conforme à l’exigence d’encombrement de 48×40 pouces. Remarque : norme pour la logistique de détail en Amérique du Nord.
« Chapitre 9 : Éléments intégrés – Access-Board.gov », https://www.access-board.gov/ada/chapter/ch09/. Vérifier les exigences de l’ADA concernant les distances d’accès vers l’avant afin de garantir l’accessibilité des présentoirs de vente aux personnes handicapées. Rôle de la preuve : conformité légale ; type de source : réglementation gouvernementale. Applicabilité : la zone d’accès spécifique aux terminaux de point de vente. Remarque sur la portée : spécifique aux directives d’accessibilité de l’ADA américaine .
« Quelles sont les directives de la GMA concernant les palettes pour l’industrie alimentaire ? », https://www.kampspallets.com/gma-pallet-guidelines/. Vérification des dimensions standard des palettes de la Grocery Manufacturers Association (GMA) afin de confirmer l’emprise au sol de 48 × 40 pouces. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Objectif : Validation de l’emprise au sol des palettes GMA. Remarque concernant la portée : Dimensions standard des palettes en Amérique du Nord .
« Exigences de l’ADA pour les commerces de détail : normes et conformité », https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/. Confirmation des exigences de l’Americans with Disabilities Act (ADA) concernant la hauteur maximale des comptoirs de service et de transaction accessibles. Rôle de la preuve : Conformité légale ; type de source : Réglementation gouvernementale. Éléments pris en charge : Spécifications d’optimisation de la portée de l’ADA. Note de portée : Spécifique à la loi fédérale américaine sur l’accessibilité .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. La documentation technique relative aux tolérances des emballages en carton ondulé confirme l’espace nécessaire pour éviter les frottements et le blocage par le vide lors de l’extraction. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Appui : la mesure précise du jeu requis pour un retrait facile. Remarque : les tolérances peuvent varier en fonction de l’épaisseur du carton et de son taux d’humidité .
« Tolérance pour les fabricants sur RSC – AICC Now », https://now.aiccbox.org/tolerance-for-manufacturers-joint-on-rsc/. Spécifications techniques d'emballage confirmant qu'un décalage périmétrique spécifique minimise le frottement entre les surfaces des matériaux ondulés. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle ce décalage réduit le frottement de surface des ondulations. Note de portée : spécifique aux applications de carton ondulé .
« Plateaux emboîtables – CoPack Connect », https://copackconnect.com/contract-packaging/nesting-trays/. Directives d'ingénierie relatives à l'application de tolérances dynamiques aux composants emboîtables afin de garantir un mouvement sans frottement lors de l'extraction. Rôle de la preuve : principe de conception ; type de source : norme industrielle. Appuie : l'affirmation selon laquelle le tolérancement dynamique garantit une extraction sans frottement des plateaux. Note de portée : axé sur la conception industrielle des présentoirs de vente au détail emboîtables .



