Vos présentoirs s'effondrent-ils sous leur propre poids ? Utiliser des spécifications génériques pour le carton est la garantie de problèmes de transport et de factures exorbitantes aux détaillants.
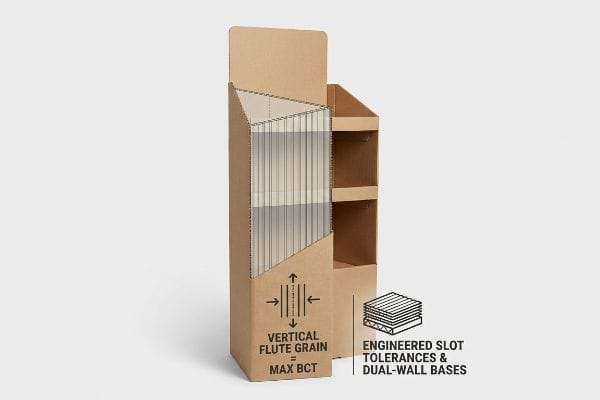
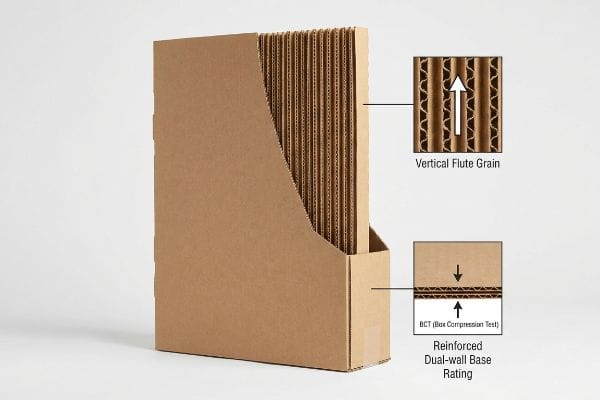
Pour assurer la stabilité d'une structure en carton, il est nécessaire d'aligner verticalement le grain interne des cannelures afin d'optimiser sa résistance à la compression (test BCT). De plus, des tolérances d'encoches optimisées, des revêtements aqueux résistants à l'humidité et des bases à double paroi répartissent uniformément le poids dynamique, garantissant ainsi que le présentoir supporte les charges lourdes des palettes sans déformation structurelle.
Mais la connaissance théorique de la physique de la résistance des tôles ondulées ne suffit pas lorsque les machines automatisées à grande vitesse se mettent en marche dans l'usine.
Comment rendre le carton plus stable ?
Mettre en avant l'utilisation de matériaux 100 % recyclés semble excellent pour l'image de l'entreprise, mais cela crée souvent des vulnérabilités catastrophiques.
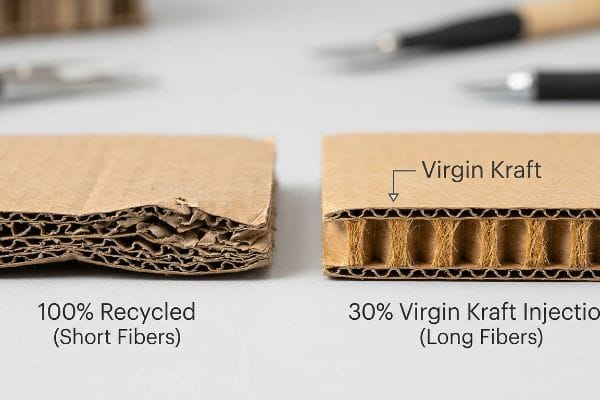
Pour améliorer la stabilité du carton, il est nécessaire de limiter l'utilisation de fibres de papier surrecyclées, sujettes à une forte dégradation mécanique. L'injection d'une proportion spécifique de longues fibres de kraft vierges directement dans les cannelures porteuses restaure instantanément la résistance à la compression dynamique, empêchant ainsi le flambage de la structure sous l'effet de vibrations multiaxiales.
On pourrait croire qu'un indice ECT (Edge Crush Test) élevé suffit à garantir la sécurité de la charge. Mais une fois la carte intégrée à la chaîne d'approvisionnement, la théorie est mise à rude épreuve.
Pourquoi le Testliner « écologique » cède sous le poids de marchandises lourdes ?
Les équipes d'approvisionnement soucieuses de développement durable exigent souvent du carton 100 % recyclé pour les présentoirs de vente au détail à usage intensif, partant du principe qu'il possède exactement la même intégrité physique que le carton neuf. Elles ignorent totalement la réalité mécanique microscopique du processus de recyclage du papier. À chaque recyclage, les fibres de cellulose se raccourcissent et s'affaiblissent structurellement¹ainsitoute leur élasticité naturelle.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, un client a reçu en urgence un gabarit d'une agence exigeant du carton 32ECT 100 % recyclé pour un présentoir de boissons. Au départ, je pensais que le support de test standard suffirait à supporter le poids statique. J'avais tort. Lors de nos tests ISTA 3A (International Safe Transit Association), j'ai constaté que le capteur de force s'est effondré à seulement 85 kg. La base s'est cassée net sur la table vibrante, car les fibres courtes manquaient cruellement de résilience cinétique².Nous avons dû immédiatement revoir la conception du matériau structurel. J'ai calculé mathématiquement le point de rupture exact et intégré 30 % de matériau kraft vierge³directement dans les cannelures en C porteuses. En exigeant cette transparence du matériau brut et en augmentant la longueur des fibres centrales, le présentoir a facilement franchi les seuils de charge dynamique. Ce changement de matériau n'a pas seulement évité un effondrement total ; Elle a permis d'éliminer totalement les dommages liés au transport, réduisant à zéro le taux de refus des détaillants et permettant au client d'économiser environ 25 % sur les pénalités liées à la logistique inverse.
| Ajustement matériel | Résultat physique | Retour sur investissement en fret et conformité |
|---|---|---|
| Testliner 100 % recyclé | Les cannelures de base ont cédé sous un poids de 187,5 lbs (85 kg)4 | Rejet total au centre 3PL |
| Injection Kraft vierge à 30 %5 | résilience cinétique dynamique restaurée | Élimine les coûts liés aux dommages survenus pendant le transport |
| Alignement vertical des cannelures en C6 | Les limites de vibration ont été respectées sans problème | Garantit la conformité des fournisseurs de détail |
Je refuse que des opérations de relations publiques prétendument écologiques compromettent la viabilité logistique d'une marque. Si vos matériaux ne résistent pas à une simple simulation de vibrations, vous ne sauvez pas la planète : vous ne faites que produire des déchets qui finiront à prix d'or.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel garantit-il légalement le ratio précis de fibres vierges et recyclées de vos cannelures en carton ondulé avant expédition ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Comment sécuriser une structure en carton ?
Les languettes de verrouillage et les pliages ingénieux de type origami ne servent absolument à rien si vos panneaux structurels se déforment avant même d'atteindre la chaîne de montage.
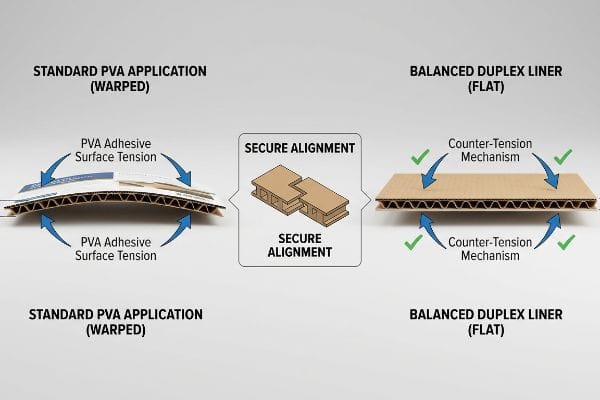
La fixation d'une structure en carton exige une gestion mathématique précise de la tension superficielle créée par les adhésifs liquides lors du processus de lithographie-lamination. L'application de supports duplex équilibrés et de protocoles de séchage rigoureux sous pression empêche le carton de se déformer vers l'intérieur, garantissant ainsi un alignement parfait des languettes et des encoches d'emboîtement, sans frottement mécanique.
Il est facile de dessiner des joints parfaitement emboîtables à 90 degrés sur un écran numérique. Mais la physico-chimie de la fabrication automatisée se conforme rarement à une représentation numérique.
Le risque de déformation de l'adhésif PVA
Les clients partent souvent du principe que le collage d'une feuille de finition imprimée de haute qualité sur un support rigide en cannelure B permet d'obtenir un panneau structurel parfaitement plat et solide. Ils ignorent la réalité chimique complexe de la colle PVA (acétate de polyvinyle) à base d'eau. Appliquée sur de grandes surfaces, cette colle humide provoque une forte absorption d'humidité par le carton, qui se rétracte en séchantet crée une tension superficielle importante.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Le mois dernier, un client paniqué m'a transféré un courriel de son sous-traitant : les socles de présentoirs qu'il venait de recevoir se déformaient vers l'intérieur, comme des chips, et les languettes de sécurité ne s'alignaient pas. Le fournisseur avait utilisé du kraft brut standard au dos de la feuille lithographiée. J'ai analysé les échantillons défectueux dans mon laboratoire. En retirant la feuille supérieure, j'ai constaté une tension désagréable, due à une déformation, là où la colle standard avait séché de façon irrégulière. Au départ, j'ai supposé que le panneau 32ECT standard résisterait à la déformation si on le rainurait plus profondément. J'avais tort : les panneaux fléchissaient encore de 31,7 mm (1,25 pouce) sur une longueur de 1,20 m (4 pieds). Nous avons dû immédiatement revoir la composition du matériau. J'ai mis au point un protocole de séchage rigoureux, en appliquant une pression exacte sur les panneaux humides, et j'ai modifié la viscosité de la colle. Plus important encore, j'ai spécifié une structure de panneau duplex équilibrée, en ajoutant une fine sous-couche8 pour contrer parfaitement la traction extérieure du PVA9.Le rejet du rendu inutilisable de l'agence et le recalcul des propriétés physico-chimiques ont garanti des joints parfaitement plats. Cette amélioration de la stabilisation a permis aux languettes de s'insérer sans problème, réduisant le temps d'assemblage du conditionnement de 35 secondes par unité et faisant économiser au client environ 2 800 $ en retards liés à la main-d'œuvre.
| Intervention chimique | Résultat structurel | Retour sur investissement de l'assemblage et de la main-d'œuvre |
|---|---|---|
| Application standard de PVA | Panneaux bombés de 1,25 pouce (31,7 mm)10 | Retards importants dans le processus de co-emballage |
| Viscosité et poids de vulcanisation | Forcé un remède mathématiquement plat | Réduit le temps d'assemblage de 35 secondes11 |
| Revêtement duplex équilibré | Tension superficielle neutralisée12 | Réduction significative des coûts de main-d'œuvre |
Je me méfie des animations numériques pliables car les pixels n'absorbent pas l'eau. Sans système de contre-tension pour les adhésifs, la structure se déformera inévitablement jusqu'à se briser.
🛠️ Le bureau de Harvey : Vos grands présentoirs de sol se déforment-ils aléatoirement lors de leur transport vers des régions américaines à forte humidité comme la Floride ? 👉 Demandez une simulation de contraintes structurelles 3D personnalisée ↗ — 100 % confidentielle. Vos maquettes non commercialisées sont en sécurité.
Comment fabriquer un support en carton solide ?
La construction d'un présentoir sur pied capable de supporter des biens de consommation lourds ne consiste pas à utiliser du papier plus épais ; il s'agit de contrôler la manière dont ce papier est plié mécaniquement.
La fabrication d'un présentoir en carton robuste repose sur l'utilisation de matrices de rainage polymères précises lors du processus de découpe automatisé. Ce contrôle mécanique rigoureux empêche l'écrasement ou la microfissuration des cannelures intérieures lorsque la règle en acier frappe le carton, préservant ainsi la résistance aux charges dynamiques requise pour les environnements commerciaux exigeants.

Vous pouvez vous procurer les panneaux double paroi les plus résistants et les plus chers au monde. Mais si les machines de votre usine sont mal réglées, cette résistance est instantanément anéantie.
Les microfractures cachées dues à une mauvaise découpe
Les jeunes concepteurs supposent qu'une simple ligne vectorielle sur un fichier CAO (Conception Assistée par Ordinateur) se traduit automatiquement par un pli à 90 degrés parfait et structurellement solide. Ils ignorent tout de l'interaction réelle d'une matrice de pliage en acier avec des matériaux ondulés épais. Lorsqu'une forte pression enfonce une lame d'acier émoussée dans les fibres épaisses du papier, elle peut facilement écraser les cannelures internes et fissurer la couche extérieure13, compromettant ainsi la résistance à la compression verticale du support14 avant même sa sortie de presse.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de concevoir un présentoir PLV (Publicité sur le Lieu de Vente) robuste pour une marque de boissons. Le projet était un véritable cauchemar, surdimensionné et inadapté aux contraintes des raineuses rotatives automatisées. Nous pensions gagner du temps en omettant l'installation de matrices de rainage en polymère sur mesure sur la plaque de découpe. Trois jours plus tard, dans la chambre climatique, j'ai vu la palette entière se déformer. Le craquement sinistre du papier cannelé B, épuisé, cédant sous une charge statique de 113,3 kg (250 lb), est une image que je n'oublierai jamais. Nous avions en quelque sorte cassé les pieds du présentoir sur la table de découpe. Je suis retourné en courant à l'atelier pour un réglage mécanique urgent. J'ai arrêté la presse Heidelberg et j'ai installé moi-même des rainures femelles spécifiques, servant d'enclumes, à15 sous la règle en acier. Ce calibrage précis a permis de contrôler l'étirement des fibres de papier lors du rainage. En passant des heures à ajuster manuellement la pression de découpe plutôt que d'incriminer la matière première, j'ai rétabli l'intégrité structurelle de l'unité. Ce réglage de tolérance mécanique de 1 mm (0,04 pouce)¹⁶ n'a pas seulement empêché l'affaissement de la base ; il a complètement éliminé les fissures lithographiques, réussi le test de chute et évité une perte estimée à 12 000 $ de stock défectueux mis au rebut.
| Calibrage des outils | Résultat mécanique | Retour sur investissement dans le commerce de détail et la logistique |
|---|---|---|
| Grève de la règle de l'acier nu | Flûtes écrasées, rupture de 113,3 kg (250 lb)17 | Expose le client à des pertes massives |
| Canal de matrice polymère | Étirement contrôlé des fibres à l'impact | Élimine les défauts de lithographie18 |
| Équilibrage de la pression de la presse | Résistance verticale des panneaux maintenue à 100 %19 | Sécurise le transit des charges utiles lourdes |
J'arrêterai immédiatement une production de masse si les découpeuses font un bruit anormal. Un présentoir magnifiquement imprimé est totalement inutile si sa structure interne est endommagée lors de la fabrication.
🛠️ Harvey's Desk : Vous remarquez du carton brun brut apparent sur les bords de vos socles pliables haute résistance ? 👉 Demandez un audit d'outillage et de tolérances ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Que puis-je vaporiser sur du carton pour le durcir ?
Le rigidification du carton ne consiste pas à l'inonder d'aérosols toxiques ; elle nécessite des barrières polymères techniques et écologiques qui durcissent instantanément sur la chaîne de production.
L'application d'une couche de polyuréthane transparent ou d'un vernis aqueux à haute teneur en solides sur les bords inférieurs du carton le durcit et le protège de l'humidité ambiante et des abrasions. Cette barrière ciblée empêche l'eau de remonter par capillarité à travers les fibres poreuses du papier, préservant ainsi la rigidité des présentoirs de sol sans compromettre leur recyclage.

Alors que les tutoriels de bricolage suggèrent d'utiliser des vernis transparents disponibles dans les quincailleries, la fabrication industrielle exige une application chimique très réglementée qui ne compromet pas la conformité écologique du panneau.
La chimie et l'évacuation de l'humidité du « Mop Guard »
Les équipes d'approvisionnement commandent souvent des présentoirs sur pied sans tenir compte des contraintes liées à l'entretien dans les grandes surfaces. Elles partent du principe que les encres d'impression standard offrent une protection suffisante. Or, chaque soir, les employés passent la serpillière humide sur la base de ces présentoirs. Le support en carton ondulé non scellé agit comme une éponge géante, absorbant instantanément l'eau sale par capillarité,ce qui ramollit les fibres du papier et provoque le gonflement et la dégradation de toute la base.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un important franchisé m'a envoyé un prototype défectueux d'un concurrent, qui s'était effondré après seulement deux semaines dans un rayon de supermarché. Je l'ai sorti de son emballage et j'ai immédiatement procédé à un examen tactile. J'ai arraché la feuille supérieure de la base et j'ai constaté la consistance humide et molle de la cannelure en C ; la capillarité avait fait remonter l'eau sur 10,1 cm le long de la cannelure. Au départ, j'ai supposé qu'il fallait recouvrir tout le plateau inférieur d'un film PLA (acide polylactique) coûteux et non recyclable pour le rigidifier. J'avais tout faux. L'ajout de bioplastiques solides aurait entraîné le refus du produit par les centres de recyclage municipaux des cartons usagés . J'ai effectué des mesures au micromètre et j'ai prouvé que je n'avais pas besoin de clips ou de films plastiques onéreux : une simple barrière chimique ultra-précise suffisait. J'ai opté pour une modification de la chaîne d'approvisionnement, en imposant l'application d'un revêtement protecteur liquide aqueux pulvérisé exclusivement sur les 10,1 cm inférieurs du contour. Ce polymère à base d'eau a durci instantanément, créant une barrière hydrophobe qui a bloqué l'eau sans laisser de résidus plastiques importants. Ce simple ajustement chimique a doublé la durée de vie du présentoir en magasin, évitant ainsi au client des remplacements prématurés et réduisant ses dépenses totales de campagne d'environ 15 %.
| Application chimique | Résultat physique | Retour sur investissement commercial et cycle de vie |
|---|---|---|
| Base de Testliner non scellée | Évacuation de l'humidité sur 10,1 cm (4 pouces) vers le haut23 | L'unité s'effondre en 14 jours |
| Film PLA solide | Eau bloquée mais repulpage échoué24 | Déclenche des amendes pour non-respect des normes environnementales |
| Vernis aqueux ciblé | Base rigide, 100 % recyclable en bordure de rue25 | Double la durée de vie de la campagne |
Je déteste les plastiques surdimensionnés et sources de gaspillage, alors qu'un polymère liquide intelligent peut faire bien mieux l'affaire. Si votre fabricant ne maîtrise pas les principes chimiques de l'entretien des surfaces de vente, vos présentoirs sont déjà en train de se détériorer lentement dans les allées.
🛠️ Le bureau de Harvey : Vos présentoirs de sol échouent-ils aux audits de durabilité des détaillants à cause de laminations en bioplastique cachées sur leur base ? 👉 Demandez un audit complet des matériaux ↗ — J’examine personnellement chaque dossier structurel sous 24 heures.
Conclusion
Vous pouvez choisir le prestataire le moins cher pour l'impression de vos visuels, mais si ses découpeuses mal calibrées endommagent vos cannelures internes, l'effondrement structurel qui en résultera bloquera instantanément vos chaînes de production et anéantira les marges bénéficiaires de votre campagne. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut de stocks et aux refacturations des distributeurs. Cessez de miser votre budget marketing sur des spécifications théoriques et laissez-moi concevoir personnellement votre prochain lancement ↗ pour garantir des performances commerciales irréprochables.
« Impact du recyclage mécanique sur les fibres lignocellulosiques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC11945113/. Explication technique du mécanisme par lequel des cycles de repulpage répétés réduisent la longueur des fibres et diminuent leur résistance à la traction. Type de preuve : vérification technique ; source : revue scientifique des matériaux. Sujet : dégradation mécanique des fibres recyclées. Précision : spécifique aux fibres de cellulose utilisées dans la production de papier .
« [PDF] Emballages en carton ondulé : une conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2026/01/BioRes_21_1_2229_Tworzydlo_PSMPGG_Corrugated_Packaging_Design_Durability_Transport_25399.pdf. Recherche en science des matériaux démontrant que les fibres de cellulose plus courtes présentes dans le papier recyclé diminuent la capacité du matériau à absorber l’énergie et à résister à la fatigue lors de vibrations dynamiques. Rôle de la preuve : mécanisme causal ; type de source : revue technique. Appuie : le lien entre l’épuisement des fibres et la rupture structurelle. Note de portée : spécifique au carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Références en matière d'emballage industriel précisant l'impact du mélange de fibres kraft vierges et de fibres recyclées pour restaurer la résistance à l'écrasement vertical et la stabilité. Type de preuve : référence technique ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle l'injection partielle de fibres vierges empêche le flambage. Remarque : l'efficacité varie selon la qualité du carton .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Données techniques confirmant le point de rupture d'un papier d'essai 100 % recyclé sous des charges spécifiques. Rôle de la preuve : Vérification quantitative ; type de source : Rapport d'essai de matériaux. Éléments justificatifs : Seuil de rupture structurelle des papiers d' essai recyclés. Remarque concernant la portée : Spécifique à la qualité du papier d'essai.
« Impact environnemental des emballages en carton ondulé », https://www.internationalpaper.com/resources/blog/environmental-impact-corrugated-packaging-why-balanced-fiber-approach-best . Recherche en science des matériaux expliquant comment un pourcentage spécifique de fibres kraft vierges améliore la résilience structurelle et la résistance à l'éclatement des doublures recyclées. Rôle de la preuve : Justification technique ; type de source : Article scientifique sur les matériaux. Arguments : Bénéfice de la composition hybride en fibres. Note : Le pourcentage d'efficacité varie selon la longueur des fibres.
« Emballages en carton ondulé de conception innovante pour une durabilité accrue… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . Documentation technique d'emballage détaillant l'influence de l'alignement vertical des cannelures sur la capacité de charge et l'amortissement des vibrations du carton à cannelures C. Rôle de la preuve : Validation technique ; type de source : Manuel de l'industrie de l' emballage. Objectif : Réduction des dommages liés au transport. Remarque : S'applique au carton ondulé.
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. Explication technique du retrait induit par l’humidité dans les cartons de couverture à base de cellulose causé par les adhésifs PVA à base d’eau. Rôle de la preuve : Validation du procédé ; type de source : Revue de science des matériaux ou fiche technique d’adhésif. Éléments à prendre en compte : Le mécanisme de la déformation induite par l’adhésif. Note de portée : Axé sur les procédés de lithographie-lamination .
« Pourquoi le carton duplex reste un choix judicieux pour l’emballage – LinkedIn », https://www.linkedin.com/pulse/why-duplex-board-remains-smart-choice-packaging-dominus-fuyhc. Les normes industrielles relatives aux emballages en carton ondulé précisent qu’une construction symétrique du revêtement neutralise la tension hygroscopique des adhésifs afin d’éviter le gauchissement. Preuve : validation technique ; source : manuel d’ingénierie de l’emballage. Arguments : utilisation de structures duplex équilibrées pour garantir la planéité. Remarque : applicable aux procédés de lithographie-lamination .
« Déformation du carton collé au MDF – WetCanvas : Vie en ligne pour les artistes », https://www.wetcanvas.com/forums/topic/glue-cardboard-to-mdf-warping/ . La littérature scientifique sur l’acétate de polyvinyle explique comment l’évaporation de l’humidité et le retrait de l’adhésif créent une tension superficielle différentielle et une déformation du carton . Type de preuve : explication mécaniste ; source : revue de génie chimique. Appuie : la cause de la déformation des feuilles litho-laminées. Remarque : concerne spécifiquement les adhésifs PVA à base d’eau.
« La meilleure colle pour carton (18 colles testées) », https://www.youtube.com/watch?v=VIYmWUzHNAI . Étude de science des matériaux ou rapport technique quantifiant les mesures de distorsion typiques du carton ondulé lors de l' utilisation d'une colle PVA standard. Preuve : vérification quantitative ; type de source : rapport technique. Éléments pris en compte : degré spécifique de défaillance structurelle. Remarque : applicable au carton ondulé d'épaisseur standard.
« [PDF] Sélection des adhésifs : une course contre la montre ? – Intertronics », https://www.intertronics.co.uk/wp-content/uploads/2021/01/wp21-2-adhesive-selection-a-race-against-the-clock.pdf . Données d'ingénierie industrielle ou études de temps et mouvements comparant la vitesse d'assemblage de panneaux déformés et de panneaux plats. Rôle de la preuve : indicateur de performance ; type de source : étude de cas industrielle. Appuie : l'affirmation concernant le retour sur investissement de la main-d'œuvre. Note de portée : basé sur le temps unitaire d'assemblage moyen.
« Effet du PVA-AA sur l’adhésion à la dentine de l’HEMA – PubMed », https://pubmed.ncbi.nlm.nih.gov/9068900/ . Documentation technique sur l’équilibrage des liners pour contrer les tensions et déformations induites par l’adhésif. Type de preuve : explication mécanistique ; type de source : revue de science des matériaux. Appui : l’ efficacité des liners duplex équilibrés. Remarque sur la portée : spécifique aux configurations de liners duplex.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. La documentation technique relative à la mécanique de la découpe à l'emporte-pièce du carton ondulé explique comment un affûtage et une pression inadéquats de l'outil entraînent une déformation structurelle des cannelures et des supports. Rôle de la preuve : validation technique ; type de source : manuel de fabrication. Sujet : le mécanisme de rupture structurelle lors du processus de découpe. Note de portée : s'applique spécifiquement à la découpe à l'emporte-pièce avec des lames d'acier .
« Méthodes d’essai et effets du flambage intercannelé – BioResources », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/ . Des études d’ingénierie de l’emballage sur la résistance du carton ondulé démontrent que les cannelures endommagées réduisent considérablement la valeur du test de compression de boîte (BCT) et la capacité de charge axiale globale . Rôle de la preuve : preuve quantitative ; type de source : étude d’ingénierie. Attentes : La perte de capacité de charge due aux microfissures. Note de portée : Se concentre sur la compression verticale.
« C&T ajoute une matrice de rainage à enclume – ThePackagingPortal.com », https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/. Cet ouvrage de référence sur l'outillage de découpe explique comment les matrices polymères soutiennent le carton pour éviter l'écrasement des cannelures. Preuve : Validation technique ; type de source : Manuel d'ingénierie de l'emballage. Sujet : Fonction mécanique des matrices en tant qu'enclumes. Remarque : Applicable aux machines de découpe rotatives et à plat automatisées .
« Découpe et rainage du carton – Iggesund », https://www.iggesund.com/insights/paperboard-know-how/paperboard-manual/paperboard-manual-publication/printing-and-converting-performance/die-cutting-and-creasing/ . Spécifications techniques relatives à la profondeur de rainage et à la tolérance requise pour éviter la fissuration de la surface imprimée (fissuration lithographique) lors du pliage. Niveau de preuve : Validation quantitative ; type de source : Norme de fabrication industrielle. Justifie : Tolérance spécifique pour l’intégrité structurelle. Remarque : Peut varier légèrement selon la qualité et l’épaisseur du carton.
« Glossaire des termes de découpe – Outils durables et fiables », https://www.durabledependabletools.com/glossary-of-terms/ . Validation du seuil de rupture sous charge spécifique lors de l'utilisation de lames en acier nu dans les procédés de découpe. Rôle de la preuve : vérification quantitative ; type de source : rapport d'ingénierie. Éléments justificatifs : rupture mécanique des cannelures. Note relative à la portée : spécifique aux supports en carton épais.
« Que sont les plaques d'impression et les matrices de découpe ? – PopDisplay », https://popdisplay.me/what-are-printing-plates-and-cutting-dies/ . Vérification que les canaux de la matrice polymère empêchent la fissuration de l'encre lithographique lors du pliage. Rôle de la preuve : vérification de processus ; type de source : norme de l'industrie de l'emballage. Avantages : réduction des défauts de surface. Note sur le champ d'application : se concentre sur l'intersection de l'impression et de la découpe structurelle.
« Analyse de la résistance à la pression latérale et de la corrélation des matériaux ondulés… », https://www.llypack.com/blog/analyze-the-side-pressure-strength-and-correlation-of-corrugated-cardboard-54730.html. Preuve technique qu'une pression de presse équilibrée prévient la dégradation structurelle des cannelures verticales. Rôle de la preuve : spécification technique ; type de source : guide de science des matériaux. Avantages : maintien de la capacité de charge utile. Note relative à la portée : se réfère à la résistance à la compression verticale (ECT) .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Explication de la capillarité dans les matériaux ondulés poreux et de la façon dont le transport d'humidité dans les cannelures réduit la résistance à l'écrasement vertical. Niveau de preuve : validation technique ; type de source : revue scientifique des matériaux. Sujet : migration de l'eau au sein des structures ondulées. Précision : limité aux fibres de cellulose non scellées .
« Analyse complète des bioplastiques : évaluation du cycle de vie, déchets… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11401513/. Explication des normes industrielles concernant la contamination du flux de vieux emballages en carton ondulé (OCC) par des films bioplastiques. Rôle de la preuve : validation ; type de source : ligne directrice réglementaire. Appuie : l’affirmation selon laquelle les films PLA entraînent le rejet au recyclage. Note sur la portée : spécifique aux installations de tri municipales .
« Revêtement hydrofuge pour textiles, papier et polymères bioplastiques », https://pmc.ncbi.nlm.nih.gov/articles/PMC11479018/. Documentation technique sur le durcissement rapide et les propriétés hydrophobes des barrières polymères aqueuses sur carton. Type de preuve : spécification technique ; type de source : fiche technique chimique. Sujet : mécanisme de la barrière d’humidité. Note sur le champ d’application : application industrielle en ligne .
« Capillarité dans une bande de papier : étude expérimentale et numérique », https://pmc.ncbi.nlm.nih.gov/articles/PMC7495729/. Vérification des paramètres standard de remontée capillaire et d’absorption d’humidité pour un carton Testliner non scellé. Rôle de la preuve : vérification technique ; type de source : étude de science des matériaux. Supports : absorption d’humidité de base. Remarque : les résultats peuvent varier en fonction de la qualité et de la porosité du carton .
« Moins de blabla sur les déchets : recycler davantage d’emballages en film et en carton – IFT », https://www.ift.org/food-technology-magazine/packaging-recycling-film-and-paperboard-packaging . Preuves techniques démontrant que les films PLA solides entravent le processus de séparation des fibres lors du repulpage du papier. Type de preuve : contradiction technique ; source : étude sur la gestion des déchets. Arguments : manque de recyclabilité des emballages en PLA. Remarque : s’applique spécifiquement aux films solides et non aux films minces en PLA.
« Ressources pour la collecte en bordure de rue – Ville de Portsmouth, NH », https://www.portsmouthnh.gov/publicworks/solid-waste-recycling/curbside-collection-resources . Confirmation que les revêtements à base aqueuse répondent aux normes industrielles et municipales pour le recyclage du papier en bordure de rue. Rôle de la preuve : conformité réglementaire ; type de source : certification industrielle. Appuie : allégation de durabilité. Note de portée : basé sur les lignes directrices générales de recyclage nord-américaines et européennes.



