Obtenir une commande de Walmart est une excellente nouvelle. Mais concevoir des présentoirs pour ce géant de la distribution exige une logistique d'approvisionnement physique solide, et pas seulement de beaux graphismes.
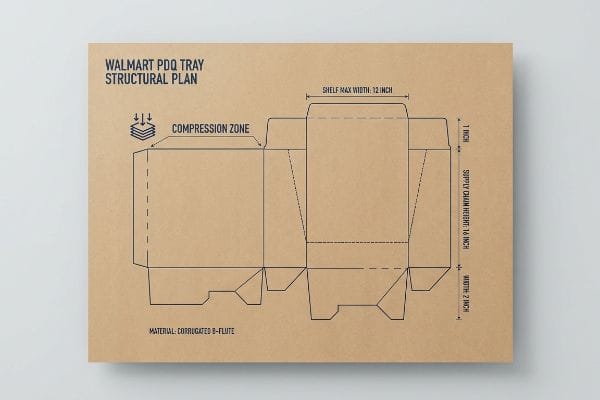
La conception des plateaux Walmart PDQ (présentation rapide des produits) exige une ingénierie adaptée à une logistique performante, des dimensions précises pour les rayons et un assemblage sans accroc. Un plateau mal conçu échouera aux tests de compression, entraînant des réclamations immédiates du distributeur et réduisant à néant la marge bénéficiaire de votre marque en magasin.

Le respect des exigences physiques strictes implique d'abandonner la conception graphique et de se lancer dans l'ingénierie structurelle.
Qu'est-ce qu'un PDQ chez Walmart ?
Bentonville se fiche de l'histoire de votre marque si votre emballage ralentit ses opérations de réapprovisionnement. Walmart exige une efficacité absolue en rayon.
Un PDQ chez Walmart est un plateau de présentation en carton ondulé, prêt à l'emploi et conçu pour un réapprovisionnement rapide des rayons. Ces unités permettent aux employés de transférer plusieurs produits directement du carton d'expédition à l'étagère en un seul geste, éliminant ainsi la nécessité de déballer chaque article individuellement.

Pour répondre à cette exigence de réapprovisionnement rapide, votre infrastructure physique doit fonctionner parfaitement sous pression.
Atteindre la norme d'assemblage zéro frustration
De nombreuses équipes marketing partent du principe qu'un plateau prédécoupé avec des languettes de pliage manuelles suffit pour un déploiement à grande échelle. Elles envoient des panneaux de carton ondulé plats et non assemblés à leurs prestataires logistiques (3PL)¹, misant sur une main-d'œuvre bon marché pour effectuer le pliage complexe. Cette approche standard sous-estime totalement les contraintes physiques inhérentes aux opérations de vente au détail à haut débit.
Je vois régulièrement des équipes d'approvisionnement expérimentées tenter de faire des économies de bouts de chandelle en supprimant le pré-collage en usine. Résultat ? Un préparateur de commandes passe trois minutes frustrantes à lutter contre un carton rigide 32ECT (test de résistance à la compression des bords)², finissant par utiliser du ruban adhésif transparent disgracieux lorsque les languettes s'ouvrent inévitablement dans un bruit sec et désordonné de déchirure du carton brut. Au lieu de m'appuyer sur le travail manuel, j'impose un système modulaire pré-collé avec des fonds autobloquants. Cela réduit immédiatement le temps d'assemblage à quatre secondes par unité³,diminuant drastiquement vos frais de conditionnement et garantissant que le plateau repose parfaitement d'équerre sur l'étagère.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Plateaux d'expédition plats avec languettes de friction manuelles | Bases modulaires pré-collées à verrouillage automatique | Réduit le temps d'assemblage de 85 % par unité4 |
| S'appuyer sur des sous-traitants pour plier des cartons rigides | Assemblage par collage mécanique en usine des joints structuraux5 | Évite les travaux de ruban adhésif maladroits en magasin |
| Sans tenir compte de la fatigue des employés lors du déballage, | Conception de panneaux à dégagement rapide escamotables | Assure une mise en rayon rapide |
Je ne laisse jamais un prototype non collé être mis en production. En imposant un pré-collage en usine, j'élimine les coûts de main-d'œuvre cachés et considérables qui grignotent silencieusement vos marges de vente en gros lors de la distribution.
🛠️ Le bureau d'Harvey : Vos plateaux de présentation prennent-ils plus de dix secondes à assembler ? 👉 Demandez un audit de temps de montage ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Que signifie PDQ Tray ?
L'acronyme lui-même définit les exigences de performance physique. Impossible d'atteindre la vitesse maximale si vos matériaux cèdent lors du dernier kilomètre critique de la livraison au détail.
Le plateau PDQ (Product Display Quickly) est un emballage léger en carton ondulé, prêt à la vente, conçu pour transporter en toute sécurité les produits de grande consommation tout au long de la chaîne d'approvisionnement et se transformer instantanément en présentoir de rayon sans que les employés aient à manipuler chaque unité de produit.

Mais traduire cet acronyme en carton physique nécessite de surmonter de sérieuses limitations en matière de science des matériaux.
Pourquoi le gaufrage de qualité supérieure préserve vos plateaux
Lors de la conception de plateaux haut de gamme, les marques demandent souvent un gaufrage 3D à chaud prononcé pour que leurs logos ressortent nettement sous l'éclairage intense des magasins. Elles traitent le support en carton ondulé comme une brochure papier classique, partant du principe que les matrices métalliques lourdes ne risquent pas d'endommager les parois porteuses duplateau⁶.
C'est un piège courant qui prend même les designers les plus expérimentés. J'ai vu arriver à l'entrepôt de magnifiques plateaux gaufrés, pour constater que le revêtement en papier supérieur se déchirait complètement au niveau du pli, car le gaufrage avait étiré et aminci les fibres de manière excessive. Le bruit de ce carton épuisé qui craque sous le poids d'une palette est celui d'une campagne abandonnée. Si vous souhaitez un effet tactile luxueux sur un mur porteur, il vous suffit de retourner l'outillage pour créer un gaufrage intérieur. En appuyant sur la matrice métallique vers le bas, je comprime les cannelures internes en un bloc solide7, ce qui permet d'obtenir une texture à fort contraste tout en conservant 100 % de la résistance à la compression dynamique8.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Gaufrage extérieur sur les murs porteurs | Retourner l'outillage pour un gaufrage vers l'intérieur | Préserve la résistance à l'empilement critique9 |
| Étirage des fibres de papier avec des matrices 3D profondes | Compression des cannelures internes en blocs solides10 | Élimine le débordement du papier au niveau des plis |
| Traiter le carton ondulé comme des brochures plates | Conception d'une zone d'exclusion de gaufrage11 | Garantit le transport sécurisé des palettes lourdes |
Je refuse de sacrifier la solidité d'un plateau pour une simple amélioration esthétique. Opter pour une texture en relief confère à votre marque la présence haut de gamme qu'elle mérite en rayon, sans risque de dommages irréversibles lors du transport.
🛠️ Le bureau d'Harvey : Vous craignez que vos finitions cosmétiques n'altèrent secrètement la résistance à la compression de votre planche ? 👉 Obtenez une analyse des contraintes des matériaux ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Qu'est-ce que le PDQ dans la chaîne d'approvisionnement ?
Survivre au voyage de l'usine au magasin est l'épreuve la plus brutale que votre emballage puisse subir. La chaîne d'approvisionnement est déterminante.
En logistique de la chaîne d'approvisionnement, le terme PDQ désigne l'agencement et le déplacement stratégiques des présentoirs de vente au détail préremplis. Ces unités sont spécialement conçues pour résister aux vibrations multi-axes lors du transport maritime et routier, tout en garantissant un démoulage facile du plateau intérieur de son emballage extérieur protecteur à l'arrivée.

Faire en sorte que le plateau intérieur survive au voyage ne représente que la moitié du travail ; l'extraction est le point faible de la plupart des conceptions.
Déjouer le verrou de friction imbriqué
Les ingénieurs en emballage font souvent correspondre exactement les dimensions intérieures du carton d'expédition principal aux dimensions extérieures du plateau de vente au détail, à un ratio de1:12 . Ils partent du principe que cet ajustement parfait maintiendra la marchandise en place et assurera une protection maximale pendant le transport, même en cas de fortes turbulences.
Cette théorie de l'ajustement parfait ignore totalement le frottement important de la surface du carton brut non scellé. Je vois fréquemment des employés de magasin tirer violemment sur un plateau bien emboîté, pour ensuite entendre le craquement sec et désagréable du bord imprimé qui se déchire net, car les deux parois de carton se sont littéralement bloquées l'une contre l'autre pendant le transport. Pour éliminer ce frottement, j'intègre mathématiquement une tolérance de décalage stricte de 6,35 mm (0,25 pouce) directement dans le fichier CAO (Conception Assistée par Ordinateur) de la cavité extérieure. Ce minuscule espace tampon élimine complètement le blocage physique, permettant ainsi à l'employé de faire glisser le plateau lourd sans effort et de réduire le temps de déchargement d'environ 30 % .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de boîtes d'expédition emboîtables à l'échelle 1:1 exacte | Ajout d'une tolérance de décalage de 0,25 pouce (6,35 mm)15 | Empêche le verrouillage des murs extérieurs |
| En négligeant le frottement de la surface du carton brut16 | Utilisation de tampons spatiaux pour rompre le joint d'étanchéité par friction | Élimine les déchirures des lèvres de maintien avant |
| Obliger les employés à utiliser intensivement les outils graphiques | Extraction fluide et sans résistance grâce à une ingénierie | Accélère le processus de réapprovisionnement des rayons |
J'intègre systématiquement des décalages géométriques dans les systèmes d'emballage imbriqués. Se battre avec un carton d'expédition coincé au sol en magasin est le moyen le plus sûr de voir son présentoir imprimé, pourtant magnifique, finir directement au recyclage.
🛠️ Bureau Harvey : Vos plateaux pré-remplis se déchirent-ils lorsque les employés les déballent ? 👉 Demandez votre audit de compensation CAD ↗ — Pas de formulaires qui déclenchent des appels de vente interminables. Uniquement de la valeur.
Que signifie PDQ dans le secteur du commerce de détail ?
Une fois le colis arrivé en rayon, l'acronyme déplace l'attention de la logistique vers l'engagement du consommateur. Il doit vendre le produit instantanément.
En point de vente, un PDQ (Panneau de Vente à Point de Vente) est un dispositif conçu pour capter immédiatement l'attention du client et inciter aux achats impulsifs. Ces plateaux, très visibles, permettent une présentation soignée des produits en rayon, optimisant ainsi la communication de la marque tout en respectant les contraintes d'espace du magasin.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les écrans doivent réellement supporter un poids.
Pourquoi les gabarits standard échouent-ils en usine ?
Les agences de conception graphique fournissent fréquemment des gabarits numériques plats avec des languettes imbriquées dessinées à la même largeur que les fentes de réception17.Elles traitent un plateau plié comme un rendu numérique plat, en supposant que si les lignes se touchent sur un écran d'ordinateur, elles se connecteront parfaitement dans l'espace physique.
Dans mon atelier, je constate régulièrement que ces fichiers, pourtant théoriquement parfaits, provoquent des bourrages importants lors de l'assemblage final, car ils ne tiennent pas compte de la compensation physique du calibre. Lorsqu'un carton de 2,79 mm d'épaisseur se plie à 90 degrés, le matériau s'étire et occupe un certain volume. Si je teste cette découpe non ajustée, les languettes sont trop larges de 1,27 mm pour les encoches, obligeant les opérateurs à écraser les cannelures pour les faire rentrer, ce qui réduit le rendement structurel d'environ 4,2 %<sup>18</sup>. Pour remédier à ce problème, je relève les mesures micrométriques et effectue un ajustement paramétrique, élargissant mathématiquement les encoches de réception pour correspondre à la tolérance de pliage précise de ce type de papier. En imposant cette micro-tolérance, je garantis une réduction du temps d'assemblage en co-conditionnement jusqu'à 45 secondes par unité<sup>19</sup>, ce qui permet à mes clients d'économiser des milliers d'euros en pénalités de main-d'œuvre imprévues et leur assure un plateau parfaitement d'équerre et sans écrasement en rayon.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des languettes et des fentes de largeur identique | Application des algorithmes de compensation d'étrier | Assure un assemblage structurel sans frottement |
| En négligeant l'épaisseur physique de la planche pliée | Élargissement des fentes en fonction de tolérances de pliage spécifiques | Empêche le gauchissement des parois du bac |
| Forcer les languettes serrées et écraser les cannelures internes | Calcul des micro-tolérances précises | Maintient une force d'empilement dynamique maximale |
Je ne me fie jamais à un tracé visuel plat tant que je n'ai pas calculé l'épaisseur physique du panneau. Forcer un pli épais et ondulé dans une fente étroite compromet la solidité de la structure et fait exploser votre budget d'assemblage.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez vous procurer le carton brut le moins cher possible, mais si un plateau mal plié provoque un blocage par friction important à l'intérieur du carton principal, les graphismes déchirés et le retard de mise en rayon qui en résulteront anéantiront complètement la marge bénéficiaire de votre campagne. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Cessez de deviner les micro-tolérances et laissez-moi vérifier personnellement vos fichiers structurels grâce à mon audit de pré-production gratuit ↗ afin de détecter les erreurs dimensionnelles critiques avant d'autoriser la production en série.
« De l’entrepôt au rayon : rationaliser la logistique d’emballage avec… », https://www.peoriapros.com/contract-packing/from-warehouse-to-shelf-streamlining-packaging-logistics-with-retail-ready-packaging/ . Vérification des pratiques logistiques standard des prestataires 3PL concernant la manutention et l’assemblage de présentoirs en carton ondulé livrés à plat pour la vente au détail. Rôle de la preuve : vérification des processus ; type de source : norme du secteur de la logistique. Appuie : l’affirmation selon laquelle les marques externalisent l’assemblage auprès de prestataires 3PL. Note relative au champ d’application : s’applique à la distribution de biens de consommation à grand volume.
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Validation technique de la norme 32 ECT comme mesure industrielle standard de résistance à l'écrasement des bords pour les emballages de vente au détail. Type de preuve : spécification technique ; source : norme industrielle. Sujet : propriétés physiques des matériaux utilisés dans la fabrication des présentoirs de présentation. Remarque : s'applique aux indices de résistance du carton ondulé .
« Combien coûte l’assemblage d’un présentoir de point de vente ? », https://www.industrialpackaging.com/blog/point-of-purchase-display-cost . Données comparatives montrant la réduction du temps de main-d’œuvre grâce à l’utilisation de systèmes modulaires pré-encollés par rapport à l’assemblage manuel. Élément de preuve : indicateur de performance ; type de source : étude opérationnelle. Confirme : l’affirmation concernant l’efficacité de l’assemblage. Remarque : les délais peuvent varier en fonction des dimensions spécifiques des plateaux.
« Présentoir de rayon Walmart PDQ – PopDisplay », https://popdisplay.me/walmart-pdq-shelf-display/ . Données sectorielles ou études de cas démontrant le gain d'efficacité quantitatif des bases à verrouillage automatique par rapport aux languettes manuelles en milieu de vente au détail. Rôle de la preuve : vérification quantitative ; type de source : étude logistique. Appuie : affirmation de productivité. Note de portée : basé sur des indicateurs de réapprovisionnement moyens en magasin.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/ . Documentation technique sur l’intégrité structurelle et la régularité des joints collés à la machine dans les présentoirs de point de vente. Rôle de la preuve : validation technique ; type de source : norme de fabrication. Appuie : allégation de contrôle qualité. Note de portée : compare la production en usine au conditionnement manuel.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . Analyse technique, issue de sources d’ingénierie de l’emballage, de l’influence du gaufrage/de la déformation profonde sur la résistance à la compression verticale des supports en carton ondulé . Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Sujet : risque de rupture structurelle des plateaux PDQ ; Remarque sur la portée : étude portant spécifiquement sur le carton ondulé.
« Guide pour comprendre les cannelures des boîtes en carton ondulé – Gentlelever », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/ . Explication technique du procédé de débossage qui comprime les cannelures du carton ondulé pour maintenir sa résistance structurelle , contrairement au gaufrage. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle le débossage préserve la résistance à la compression. Note relative au champ d’application : spécifique aux matériaux en carton ondulé.
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Données d'ingénierie comparant la résistance à l'écrasement vertical des parois ondulées gaufrées et débossées. Rôle de la preuve : validation quantitative ; type de source : étude des matériaux de structure. Appuie : l'affirmation selon laquelle le débossage ne dégrade pas la capacité portante. Note de portée : dépend de la profondeur de la matrice et de la qualité du carton.
« Gaufrage vs Débossage : Quelle est la différence et laquelle est la meilleure ? », https://www.wecustomboxes.com/blog/embossing-vs-debossing/ . Un guide technique sur les emballages structurels expliquerait comment le débossage préserve l’intégrité verticale des parois ondulées, contrairement au gaufrage. Preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Sujet : intégrité structurelle des plateaux PDQ. Remarque: spécifique aux parois porteuses.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Les spécifications techniques relatives à la découpe et au gaufrage démontrent comment la compression des cannelures empêche l'étirement et l'éclatement des fibres. Preuve : explication mécanique ; type de source : norme de fabrication. Objectif : prévention des défaillances de matériaux au niveau des plis. Remarque : applicable aux matrices 3D robustes.
« Emballages en carton ondulé de conception innovante pour… », https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/ . Les normes de logistique et d'emballage démontrent que l'absence de gaufrage dans les zones de forte contrainte prévient l'effondrement structurel lors du transport sur palettes. Niveau de preuve : meilleures pratiques du secteur ; type de source : guide de sécurité logistique. Contribue à : la sécurité du transport de charges lourdes. Note sur la portée : analyse du comportement du carton ondulé.
« Règles d'emballage dimensionnel : comment les utiliser pour améliorer… », https://shipperhq.com/blog/dimensional-packing-rules . Vérification technique de l'alignement des dimensions internes des emballages et externes des plateaux avec les normes industrielles. Niveau de preuve : norme technique ; type de source : manuel d'ingénierie. Appui : pratiques courantes de conception d'emballages. Note sur la portée : se concentre sur les normes industrielles par rapport aux meilleures pratiques.
« Le coût réel des délais de traitement des emballages trop longs dans le commerce de détail », https://www.sutherlandpackaging.com/the-real-cost-of-slow-packaging-turnaround-time-in-retail/ . Vérification technique des tolérances de jeu standard utilisées dans les logiciels de CAO pour les emballages en carton ondulé emboîtés afin d'éviter le blocage par friction. Type de preuve : spécification technique ; source : manuel d'ingénierie. Évalue l' efficacité d'une marge de 6,35 mm (0,25 pouce). Remarque : peut varier selon l'épaisseur du matériau.
« Emballages PDQ : Améliorer la visibilité de la marque et l’efficacité du commerce de détail », https://innorhino.com/blog/about-business/pdq-packaging-brand-visibility?srsltid=AfmBOopK9wYfQKaiPApwMM2a0AGbj6YJKGRTqc1wUDaKMKAbqWORgShz . Analyse quantitative ou étude de cas démontrant la corrélation entre la réduction des frictions liées aux emballages emboîtables et l’efficacité du travail en magasin. Type de preuve : indicateur de performance ; source : étude logistique. Appuie : l’affirmation d’un gain d’efficacité de 30 %. Note de portée : valeur estimée basée sur des références opérationnelles.
« Méthodes de fabrication de boîtes métalliques emboîtables à haute tolérance », https://www.scienceforums.net/topic/128063-high-tolerance-nested-metal-boxes-manufacturing-methods/. Spécification technique détaillant le jeu standard requis pour éviter le blocage par le vide dans les boîtes en carton ondulé emboîtables. Type de preuve : spécification technique ; source : manuel d’ingénierie de l’emballage. Démontre l’efficacité d’un décalage de 6,35 mm (0,25 pouce). Remarque : applicable aux épaisseurs de carton standard .
« Essais du coefficient de frottement | Centre d'emballage et de charge unitaire… », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Données scientifiques concernant le coefficient de frottement du carton brut et son impact sur la liaison mécanique dans les structures emboîtées. Rôle de la preuve : validation d'une propriété physique ; type de source : revue scientifique sur les matériaux. Appuie : l'affirmation selon laquelle le frottement à l'origine du verrouillage est une propriété du matériau. Remarque sur la portée : peut varier selon la qualité du carton .
« Qu'est-ce qu'une ligne de découpe en emballage et impression ? – PopDisplay », https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Cette documentation technique sur l'ingénierie de l'emballage explique pourquoi les lignes de découpe à tolérance zéro échouent en raison de l'épaisseur du matériau (calibre) et des facteurs de pliage. Preuve : spécification technique ; type de source : manuel industriel. Argument : les languettes de largeur exacte ne peuvent pas être insérées dans l'espace disponible. Remarque sur le champ d'application : s'applique aux matériaux en carton ondulé et en boîte pliante .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/ . Étude technique ou manuel d’emballage détaillant comment la détérioration de l’intégrité des cannelures lors d’un assemblage forcé réduit la capacité de charge. Rôle de la preuve : validation quantitative ; type de source : manuel technique. Appui : la métrique spécifique de perte structurelle. Note de portée : spécifique aux matériaux de carton ondulé.
« Comment calculer la tolérance et la déduction de pliage… », https://www.youtube.com/watch?v=21Ky5ayg_q8. Analyse comparative des vitesses d'assemblage en ingénierie industrielle, avec et sans ajustement des gabarits de découpe, dans un contexte de co-emballage. Preuve : indicateur d'efficacité opérationnelle ; type de source : étude de cas industrielle. Appuie : l'affirmation relative au gain de temps. Remarque : dépend de la complexité totale de l'unité .



