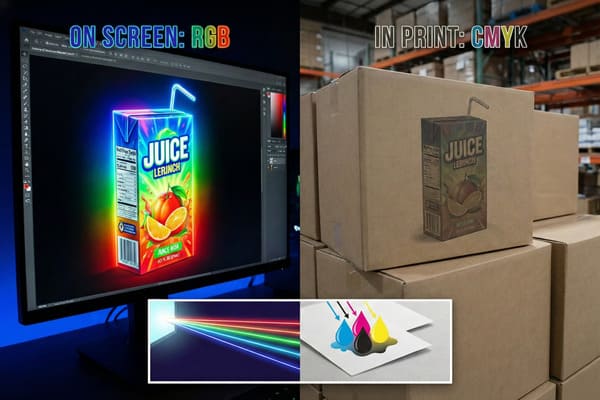
Concevoir l'emballage de sa marque sur un écran Retina 5K brillant est satisfaisant, mais ouvrir le conteneur d'expédition et découvrir des couleurs ternes et boueuses est un cauchemar.
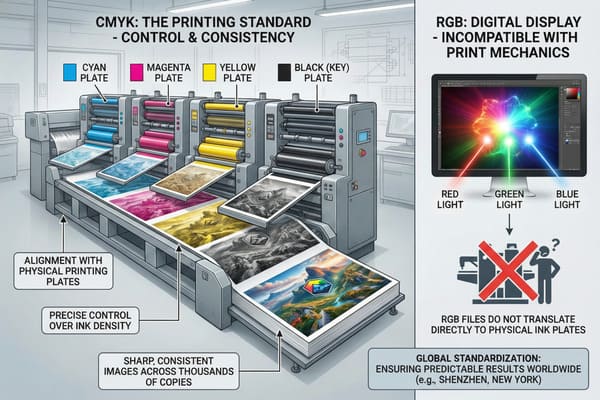
Le système RGB (Rouge, Vert, Bleu) n'est pas idéal pour l'impression et l'emballage car il utilise un modèle de synthèse additive, tandis que l'impression requiert le procédé soustractif CMJN (Cyan, Magenta, Jaune, Noir). Ce décalage physique comprime la gamme de couleurs, ce qui donne aux teintes vives affichées à l'écran un aspect terne ou délavé sur les supports physiques.
Alors, pourquoi votre écran vous induit-il en erreur ? Et surtout, comment pouvons-nous résoudre ce problème avant le lancement de la production de masse ?
Pourquoi le code RGB n'est-il pas utilisé pour l'impression ?
Envoyer un fichier RGB à une presse à imprimer, c'est un peu comme essayer de payer ses courses avec de l'argent de Monopoly : la valeur ne se traduit tout simplement pas.
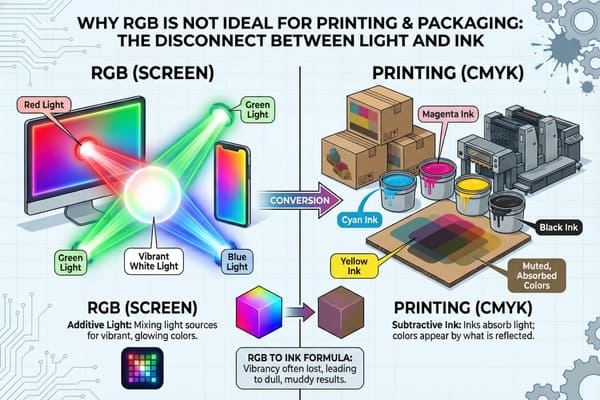
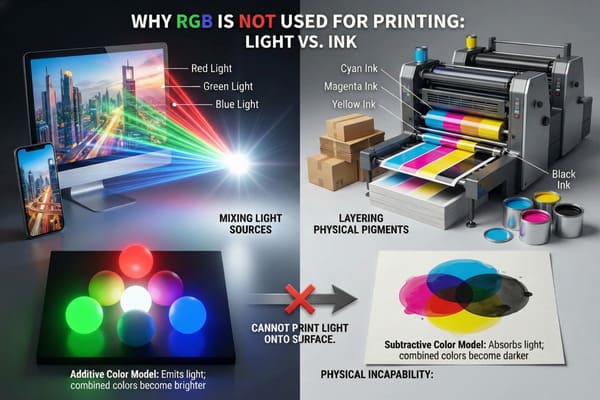
Le système RGB n'est pas utilisé pour l'impression car les presses commerciales utilisent des encres CMJN (Cyan, Magenta, Jaune, Noir) physiques qui absorbent la lumière, tandis que les périphériques RGB émettent de la lumière. Cette différence physique fondamentale crée un décalage de gamme, obligeant à compresser le large spectre des couleurs numériques en une gamme imprimable plus étroite et moins saturée.
Physique de l'émission de lumière et de l'absorption de l'encre
Au début, ça me rendait fou. Je me souviens d'un client new-yorkais qui nous avait envoyé un fichier avec un fond bleu électrique fluo pour une présentation de cosmétiques. Sur son écran, l'image paraissait lumineuse et futuriste. Mais une fois imprimée sur notre presse offset Heidelberg Speedmaster, elle ressemblait à un bleu marine délavé. Il était furieux, mais les lois de la physique sont les lois de la physique. On ne peut pas imprimer de la « lumière ». Cela s'explique par le fait que les écrans utilisent un modèle de couleur additif (modèle 1) : ils partent d'un écran noir et projettent de la lumière rouge, verte et bleue sur nos yeux pour créer du blanc. Plus on ajoute de lumière, plus l'image est lumineuse. L'impression sur carton, en revanche, utilise un modèle de couleur soustractif 2 ). On part d'un papier blanc – généralement du papier couché ou du kraft vierge – et on y superpose des encres cyan, magenta, jaune et noire. Ces encres absorbent la lumière réfléchie par le papier au lieu de l'émettre.
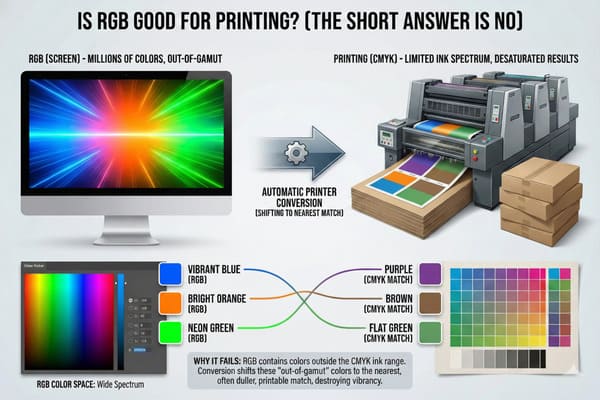
Ce décalage physique est à l'origine de la fameuse déception liée aux « couleurs boueuses » . Le gamut RVB (l'ensemble des couleurs possibles) est immense et contient des millions de couleurs, y compris les néons ultra-lumineux. Le gamut CMJN est nettement plus restreint. Lorsque votre fichier RVB arrive dans notre logiciel RIP (traitement d'images raster), celui-ci est contraint de « tronquer » les couleurs hors gamut pour les remplacer par la couleur imprimable la plus proche. Généralement, cette correspondance est plus terne et plus sombre, car il est impossible de mélanger physiquement des pigments pour reproduire l'intensité d'une ampoule. De plus, il faut tenir compte du support lui-même. Si l'impression se fait sur du carton ondulé standard 32 ECT (test de résistance à la compression des bords) , le papier absorbe l'encre comme une éponge, provoquant un « gain de point Un fichier RVB converti en CMJN entraîne souvent une forte couverture d'encre, qui se répand sur les fibres poreuses du papier, rendant l'image encore plus sombre et boueuse que prévu. Si vous concevez en RGB, vous concevez pour un monde rétroéclairé qui n'existe tout simplement pas en production.
| Fonctionnalité | RGB (Rouge, Vert, Bleu) | CMJN (Cyan, Magenta, Jaune, Clé) |
|---|---|---|
| Physique | Additif (Émet de la lumière) | Soustractif (Réfléchit la lumière) |
| Toile de base | Écran noir | Livre blanc/Tableau |
| Gamme de couleurs | Large gamme de couleurs (plus de 16 millions de couleurs) | Étroit (Des milliers de couleurs) |
| Utilisation principale | Moniteurs, caméras, Web | Impression offset, impression numérique |
| Capacité néon | Excellent | Impossible (sans encres spéciales pour les taches) |
Pour éviter toute panique en cas de changement de couleurs, nous utilisons les systèmes d'épreuvage couleur GMG. Je ne me fie pas à l'écran. Je me fie à l'épreuve papier.
Le RGB est-il adapté à l'impression ?
Réponse courte : Non. Réponse longue : C’est la recette pour créer un sentiment de « leurre et de substitution » qui nuit à la valeur de votre marque et crée des risques structurels.
Le mode RGB n'est pas adapté à l'impression car il induit une illusion d'optique, les pigments physiques ne pouvant se reproduire fidèlement sur les supports poreux. Si le RGB fonctionne parfaitement pour les écrans numériques, son utilisation pour l'emballage entraîne des variations de couleur imprévisibles, des tons ternes et une perte de saturation lors de la conversion nécessaire.
Le fossé de déception entre « l'écran et la réalité »
Je traite votre essai de 100 unités comme un déploiement à 10 000 unités, mais cela se complique si le fichier source est en RGB. Le problème majeur n'est pas seulement le changement de couleurs ; c'est qu'il est imprévisible et peut endommager la structure du carton. Lorsqu'un graphiste travaille en RGB, il utilise souvent, sans le savoir, un « noir riche » (R=0, V=0, B=0) pour le texte ou les arrière-plans. À l'impression, cela ne se traduit pas simplement par K=100 (encre noire). On obtient souvent un mélange complexe des quatre couleurs (par exemple, C=75, M=68, J=67, K=90). Cela dépose une quantité importante d'encre humide sur la surface du carton, parfois avec une couverture supérieure à 300 %.
Voici la dure réalité de l'atelier : le carton est essentiellement composé de colle et d'air. Si l'on applique une telle quantité d'encre liquide sur une feuille de carton ondulé de type B pour tenter d'obtenir la même profondeur de couleur qu'un écran RVB, le papier gonfle et perd de sa rigidité. Cela provoque des craquelures lithographiques . J'en ai été témoin : on plie l'écran, et la surface imprimée se fissure le long des plis car les fibres, saturées d'encre, sont fragilisées. J'ai dû jeter des palettes entières d'écrans car l'épaisseur de l'encre avait provoqué le décollement du support dans un entrepôt humide. De plus, il faut tenir compte de l' effet de surface ondulée . Le carton ondulé présente des ondulations internes. Si l'on imprime une image haute fidélité convertie à partir du RVB, la légère désaturation, combinée à la surface ondulée du carton ondulé standard, donne à l'image un aspect texturé et de mauvaise qualité. Pour mes clients les plus exigeants, comme les marques de haute technologie, nous utilisons du papier E-Flute 7 ) ou du Litho-Lam afin de minimiser cette texture. Cependant, si le fichier couleur est de mauvaise qualité dès le départ, même un papier lisse ne pourra pas corriger les tons ternes. C'est un combat perdu d'avance contre le matériau lui-même.
| Entrée de couleur RVB | Sortie d'impression CMJN probable | Pourquoi? |
|---|---|---|
| Vert fluo | Vert forêt | Le mode CMJN est dépourvu de fluorescence. |
| Orange vif | Terre de Sienne brûlée | L'orange est notoirement difficile à mélanger avec le C+M+J. |
| Bleu profond | Bleu violacé | L'encre cyan tire souvent vers le bleu-vert. |
| Violet électrique | Violet boueux | Hors gamme ; nécessite un violet Pantone pour être corrigé. |
Mon processus consiste à utiliser un spectrophotomètre pour vérifier le Delta-E. Si votre fichier RGB convertit une couleur dont le Delta-E s'écarte de plus de 2,0 de votre norme de marque, nous arrêtons l'impression.
Pourquoi utiliser le CMJN en impression plutôt que le RVB ?
Les géants de la distribution comme Walmart et Costco se fichent de l'apparence de votre design sur un iPad ; ce qui les intéresse, c'est son apparence sous les néons des allées de leurs magasins.
Le CMJN est utilisé en impression plutôt que le RVB car il correspond au procédé standardisé de séparation des quatre couleurs requis pour les machines offset industrielles. Ce modèle de couleur soustractif permet aux fabricants de contrôler précisément la densité d'encre, garantissant ainsi que l'épreuve physique validée corresponde au tirage final, dans des tolérances strictes.
Standardisation et cohérence de la marque à l'échelle mondiale
En usine, on ne peint pas ; on sépare. Pour la fabrication des plaques d'impression, on crée quatre plaques d'aluminium distinctes : une pour le cyan, une pour le magenta, une pour le jaune et une pour le noir. C'est la norme internationale pour la lithographie offset. L'utilisation du CMJN 8 nous offre un contrôle précis sur le résultat final. Si j'imprime un présentoir pour une marque d'arbalètes de chasse (comme la vôtre, David), et que le « vert camouflage » paraît trop jaune sur la première feuille, je peux ajuster manuellement les touches d'encre de la presse Roland 900 pour réduire la densité du jaune de 5 %. Si vous m'aviez envoyé un fichier RVB, je devrais faire la conversion au pif, car les données ne correspondent pas directement à mes touches d'encre. Avec le CMJN, nous parlons le même langage. Nous pouvons ajuster le flux de chaque canal de couleur pour corriger les problèmes instantanément, sans tâtonnement.
Nous respectons scrupuleusement la d'étalonnage des couleurs G7 9. Cette norme américaine essentielle garantit que nos niveaux de gris et notre équilibre des couleurs correspondent à ce que vous voyez sur une épreuve calibrée, notamment grâce aux profils GRACoL 10. De nombreuses usines chinoises utilisent des normes japonaises qui ont tendance à imprimer des couleurs plus foncées et plus épaisses, ce qui pose problème aux acheteurs américains. En utilisant le CMJN et la norme G7, je garantis que le rouge de votre emballage correspondra à celui de votre présentoir, même si ces impressions ont été réalisées à plusieurs semaines d'intervalle. Cependant, le CMJN ne suffit parfois pas. Pour les couleurs essentielles à l'image de marque (comme le rouge Coca-Cola ou l'orange Home Depot), nous n'utilisons aucun mélange CMJN. Nous utilisons une couleur d'accompagnement 11 (Pantone/PMS). Il s'agit d'un mélange d'encres pré-dosé que nous versons dans une cinquième station de la presse. Cela garantit une correspondance parfaite à chaque impression. Toutefois, pour utiliser efficacement les couleurs d'accompagnement, vos fichiers doivent être configurés pour l'impression, et non pour l'affichage à l'écran.
| Capacité | Flux de travail RVB | Flux de travail CMJN + tons directs |
|---|---|---|
| Contrôle de l'encre | Aucun (Conversion automatique) | Précis (Réglages manuels sur presse) |
| Cohérence | Faible (variable selon l'appareil) | Élevée (valeurs standardisées) |
| Appariement mondial | Difficile | Facile (selon les normes ISO/G7) |
| Coût | Faible (numérique uniquement) | Installation plus coûteuse (plaques), coût unitaire inférieur |
Nous utilisons un système de « référence absolue ». Une fois que la couleur CMJN est correcte dès le premier tirage, je signe l'unité. Elle reste sur la chaîne de production et toutes les 100 boîtes sont comparées à cette référence.
Quelles sont les limites du RGB ?
Il ne s'agit pas seulement d'un problème de couleur ; il s'agit d'un problème technique qui perturbe ma chaîne de production et entraîne un refus chez le détaillant.
Les limitations du format RGB résident dans son incapacité à définir des données de séparation précises pour les plaques d'encre physiques, telles que les vernis sélectifs ou les finitions métalliques. Les fichiers RGB ne possèdent pas les attributs de surimpression nécessaires, ce qui entraîne des erreurs de repérage, un texte flou et des espaces blancs sur les bords de l'emballage final lors de la découpe.

Au-delà de la couleur : les goulots d’étranglement techniques de la prépresse
Voici un problème récurrent auquel je suis confronté chaque semaine : la lisibilité des petits caractères. En RGB, le texte noir est simplement « noir » (R0 V0 B0). Mais lors de la conversion en CMJN, ce texte noir devient souvent un « noir riche » composé de quatre points (cyan, magenta, jaune et noir). Si la presse à imprimer vibre, même légèrement (0,1 mm environ) , ces quatre points ne sont plus parfaitement alignés. C’est ce qu’on appelle le « dérive de repérage 12 » . Résultat : les petits caractères d’instruction apparaissent flous et entourés d’un halo coloré, ce qui les rend illisibles pour les personnes âgées. Si vous aviez conçu en CMJN, vous auriez paramétré ce texte à 100 % de noir (K uniquement), ce qui utilise une seule plaque et garantit une netteté optimale en toutes circonstances.
Se pose ensuite la question des finitions spéciales. Impossible de concevoir des teintes « or » ou « argent » en RGB. Il m'est arrivé que des graphistes m'envoient un fichier avec un dégradé jaune et gris, pensant obtenir un rendu or métallisé à l'impression. Le résultat est décevant : une teinte jaune et grise boueuse. Pour obtenir un véritable argent, il nous faut un canal séparé pour le Pantone 877C 13. Un fichier RGB ne possède tout simplement pas la structure de données nécessaire pour indiquer à la machine « Insérer l'encre brillante ici », le logiciel RIP l'ignore donc. De plus, nous sommes confrontés au problème de la surimpression par rapport à l'ébarbage. Dans les logiciels vectoriels comme Illustrator, si les lignes de découpe ne sont pas configurées en surimpression, le motif sous-jacent est supprimé (ébarbage). Un décalage de quelques fractions de millimètre de la machine de découpe crée une vilaine ligne blanche sur le bord du produit. Les fichiers RGB aplatissent souvent ces calques, ce qui empêche mon équipe de prépresse de corriger ces problèmes de surimpression sans reconstruire l'intégralité du fichier, retardant ainsi le lancement de plusieurs jours.
| Problème technique | Cause en RGB | Résultat en rayon |
|---|---|---|
| Texte flou14 | Conversion en noir 4 couleurs | Instructions illisibles ; mauvaise expérience utilisateur. |
| Pas de métallisé | Absence de chaînes Spot | « L'or » ressemble à un jaune sale. |
| Espaces blancs | Couches aplaties/Pas de piégeage | Des cheveux blancs disgracieux sur les contours du visage. |
| Erreurs de fichier | Confusion logicielle RIP | Retards de production ; dates de lancement manquées. |
Je vous fournis un gabarit de découpe standardisé avant de commencer. Il définit les règles de base afin que votre concepteur ne se retrouve pas dans une impasse.
Conclusion
C’est le décalage entre un design d’écran attrayant et un présentoir physique en carton qui engendre des dépassements de budget. Il vous faut un partenaire qui maîtrise à la fois les principes physiques de l’encre et les exigences du commerce de détail américain.
Si vous avez des doutes concernant votre visuel actuel ou si vous souhaitez simplement visualiser le rendu de votre design une fois imprimé, je peux vous aider. Souhaiteriez-vous recevoir gratuitement une modélisation 3D de la structure ou un échantillon physique blanc à votre bureau afin de vérifier l'ajustement avant de lancer l'impression ?
Comprendre le modèle de synthèse additive des couleurs est essentiel pour saisir comment les couleurs sont créées sur les écrans par rapport aux supports imprimés. ↩
L’étude du modèle de couleur soustractif vous aidera à comprendre les limites de la reproduction des couleurs à l’impression par rapport aux écrans numériques. ↩
Découvrez les causes des couleurs ternes pour éviter les pièges courants en matière de conception et garantir des résultats d'impression éclatants. ↩
Découvrez comment le gain de point influe sur la qualité d'impression et la précision des couleurs, une connaissance essentielle pour tout graphiste travaillant avec des supports imprimés. ↩
Comprendre le phénomène de fissuration lithographique peut vous aider à éviter des erreurs d'impression coûteuses et à garantir des résultats de haute qualité. ↩
Découvrez l'effet de planche à laver pour améliorer vos techniques d'impression et obtenir une meilleure qualité visuelle. ↩
Découvrez les avantages du papier cannelé E pour des impressions de haute qualité et comment il peut améliorer vos solutions d'emballage. ↩
Découvrir l'importance du CMJN en impression vous permettra de mieux comprendre la gestion des couleurs et l'importance de la précision des couleurs dans vos projets. ↩
La compréhension de l'étalonnage des couleurs G7 Master est essentielle pour obtenir une qualité de couleur constante à l'impression, garantissant ainsi une représentation fidèle des couleurs de votre marque. ↩
L’exploration des profils GRACoL vous aidera à comprendre comment obtenir une reproduction optimale des couleurs dans vos projets d’impression, un élément crucial pour la cohérence de votre marque. ↩
L'apprentissage des couleurs d'accompagnement peut enrichir vos connaissances en impression, notamment pour obtenir des couleurs de marque précises qui se démarquent sur le marché. ↩
Comprendre la dérive de repérage est essentiel pour garantir la qualité d'impression et éviter des erreurs coûteuses dans vos projets. ↩
Apprenez à utiliser efficacement le Pantone 877C pour obtenir de superbes finitions métalliques dans vos créations. ↩
Découvrez des techniques pour éviter le flou de texte et garantir ainsi la clarté et le professionnalisme de vos documents imprimés. ↩



