
Vous avez peaufiné les couleurs de votre marque sur un écran numérique, mais une fois sur les présentoirs en magasin , les graphismes paraissent ternes et délavés. Le problème vient généralement de votre espace colorimétrique.
Comprendre l'importance du CMJN en impression permet d'éviter des erreurs de correspondance des couleurs coûteuses lors de la fabrication. Alors que les écrans numériques utilisent la lumière pour créer des couleurs éclatantes, les presses d'imprimerie combinent le cyan, le magenta, le jaune et les encres de contraste pour reproduire les visuels sur du carton ondulé, des boîtes pliantes et autres matériaux d'emballage courants.

Combler le fossé entre les pixels lumineux de votre écran et l'encre physique sur le sol d'un magasin nécessite un processus de traduction rigoureux.
Pourquoi le CMJN est-il préféré pour l'impression ?
La transposition d'œuvres d'art numériques en supports marketing physiques pour la vente au détail nécessite un système de fabrication qui mélange physiquement les pigments plutôt que de projeter de la lumière artificielle.
Le procédé CMJN est privilégié pour l'impression car il repose sur le mélange soustractif des couleurs à l'aide d'encres physiques. En appliquant des couches distinctes de pigments cyan, magenta, jaune et noir sur un support, les presses offset et numériques commerciales peuvent reproduire fidèlement des milliers de combinaisons graphiques éclatantes pour les campagnes d'affichage en magasin à l'échelle mondiale.

Mais connaître la définition de base de ces quatre couleurs d'encre ne vous sauvera pas si vous faites trop confiance à votre écran numérique.
Déconnexion écran/substrat
Lors de la conception de présentoirs de sol pour points de vente (PLV), les équipes marketing examinent souvent les épreuves sur des écrans haute définition. Ces écrans lumineux projettent une lumière RVB (rouge, vert, bleu), dont la gamme de couleurs est extrêmement étendue¹, permettant d'afficher des verts néon et des bleus perçants qui n'existent tout simplement pas dans le spectre de l'encre physique.
Je vois constamment des fondateurs de marques approuver un PDF numérique éclatant sur leur téléphone, s'attendant à retrouver exactement les mêmes couleurs vives sur leur écran. Lorsque le test papier 32ECT (Edge Crush Test)sort de ma presse, ils paniquent car les couleurs semblent légèrement ternes. La dure réalité est que le carton absorbe l'encre ; on sent presque l'odeur du pigment humide qui sèche à mesure que les fibres poreuses du papier l'absorbent. On ne peut pas corriger automatiquement les réactions chimiques. Demandez toujours un test papier sous un éclairage standard D50avant la production en série.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Approuver les couleurs sur un smartphone | Examen des échantillons physiques sous lumière D504 | Garantit une représentation fidèle de la marque |
| Je m'attends à des couleurs néon RVB | Conversion en CMJN dès les premières étapes de la conception5 | Prévient le ternissement inattendu des couleurs |
| En ignorant la texture du support papier | Demande d'un tirage physique sur la planche6 | Élimine les frais de réimpression élevés |
Je refuse de lancer un tirage important sans validation physique des couleurs. Les écrans peuvent être trompeurs, mais l'encre séchée sous l'éclairage cru d'un magasin révèle la vérité absolue sur l'impact visuel de votre marque.
🛠️ Le bureau d'Harvey : Vous craignez que les couleurs néon de votre œuvre ne résistent pas à l'impression sur carton ? 👉 Obtenez une évaluation gratuite de votre œuvre avant impression ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Que se passe-t-il si j'imprime en RGB au lieu de CMYK ?
L'envoi direct d'un fichier non calibré à une chaîne de production déclenche une conversion logicielle automatisée qui force mathématiquement vos couleurs numériques à être converties en un profil d'encre physique.
L'impression en RVB au lieu de CMJN oblige les machines de prépresse automatisées à convertir de manière agressive les couleurs lumineuses non prises en charge en approximations d'encre. Ce changement mathématique brutal altère inévitablement l'éclat des couleurs, ce qui donne des graphismes d'emballage ternes, flous et très imprécis, ne répondant pas aux normes strictes de conformité visuelle de la marque lors de la production en série.

Laisser un logiciel automatisé deviner au hasard l'identité fondamentale de votre marque représente un pari énorme sur la chaîne de production.
Le piège de la conversion prépresse incontrôlée
De nombreux graphistes exportent leurs gabarits directement depuis des logiciels de dessin numérique sans vérifier le mode colorimétrique du document. Lorsque ces fichiers sont traités par le logiciel RIP (Raster Image Processing) d'impression, la machine détecte les données colorimétriques incompatibles et les convertit automatiquement en valeurs de procédé disponibles les plus proches, sans intervention humaine.
J'ai eu une cliente au bord des larmes lorsque son catalogue de cosmétiques pour 500 magasins est arrivé avec une teinte kaki au lieu d'un vert d'eau éclatant. Ils avaient sauté l'étape de conversion manuelle des couleurs pour gagner trois jours de prépresse. Lorsque les machines automatisées ont transformé leur vert numérique lumineux en un mélange quadri imprimable,le résultat était une masse terne et boueuse. Décoller un présentoir mal coloré et inutilisable de son carton est une expérience déchirante pour un responsable de marque. Convertissez vos fichiers au plus tôt et ajustez manuellement les courbes pour garder un contrôle total sur le résultat.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Laisser les fichiers en mode RGB | Conversion manuelle en CMJN dans le logiciel | Permet un contrôle total des variations de couleur |
| Omettre les preuves matérielles | Nécessitant un balayage au spectrophotomètre | Garantit une conformité visuelle exacte à la marque |
| Application à l'aveugle des laminations | Utilisation d'une courbe de compensation de stratification | Empêche un assombrissement optique de 5 % en magasin |
Je ne laisse jamais une machine deviner à l'aveuglette la valeur de la marque d'un client. Cinq minutes consacrées à la gestion manuelle de l'espace colorimétrique en prépresse permettent d'économiser des semaines de fastidieuses corrections manuelles et d'éviter les refus catastrophiques des distributeurs.
🛠️ Le bureau d'Harvey : Vos superbes fichiers de conception numérique cachent-ils un désastre de conversion imminent ? 👉 Téléchargez votre checklist prépresse ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Dois-je utiliser le mode CMJN pour l'impression ?
Bien que le procédé quadri standard convienne à la plupart des graphismes photographiques, son utilisation exclusive pour des logos de marques très spécifiques conduit souvent à une dégradation visuelle importante.
Oui. Le CMJN est nécessaire pour les images photographiques standard et les dégradés complexes. Cependant, pour les logos d'entreprise précis et les fonds unis, le recours exclusif à la quadrichromie engendre souvent des incohérences visuelles. Dans ces cas, des couleurs d'accompagnement spécifiques sont utilisées pour garantir une densité de couleur optimale et une visibilité parfaite en point de vente.

Savoir quand sortir des limites standard des quatre couleurs distingue un emballage amateur d'une exécution haut de gamme en magasin.
Le dilemme de la boue en demi-teintes
L'impression en quadrichromie classique repose sur le dépôt de millions de points microscopiques et superposésque nos yeux fusionnent pour former une image continue. Si cette illusion d'optique convient parfaitement à la photographie d'une pomme, elle devient très problématique pour un logo d'entreprise net et précis, imprimé sur du carton ondulé poreux.
Imaginez essayer de peindre un mur avec un million de minuscules éponges de couleurs différentes : de près, le résultat sera toujours texturé et granuleux. Lorsque ces minuscules points d'encre sont absorbés de façon irrégulière par les fibres du papier brut, le logo devient une masse délavée et brouillée sous l'éclairage fluorescent des magasins. J'ai récemment vu un vendeur plisser les yeux, frustré, en essayant de scanner un code QR flou, imprimé en demi-teintes, sur un présentoir au sol, avant de finalement abandonner et de s'éloigner. Si votre marque repose sur une couleur très spécifique, je recommande toujours de mélanger une encre Pantone Matching System (PMS) dédiée, de couleur11, pour obtenir une couche uniforme et impeccable de pigment pur.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Impression de logos via les points CMJN | Obligation d'un remplissage de couleur Pantone | Assure un contraste maximal à une distance de 6 mètres (20 pieds) |
| Utilisation de quatre couleurs pour les codes-barres | Impression de codes-barres à l'encre 100 % noire | Élimine les erreurs de réception des scanners par les prestataires logistiques tiers |
| Fusion de points optiques fiable | Utilisation de pigments solides denses et prémélangés | Crée une esthétique haut de gamme et sans grain |
Je dis toujours à mes clients que la précision exige les bons outils. Mélanger une seule encre de couleur unie garantit une cohérence absolue de la marque et élimine complètement le mélange optique granuleux qui nuit aux présentoirs à contraste élevé en magasin.
🛠️ Le bureau de Harvey : Vos logos, si importants pour votre marque, sont-ils devenus flous et granuleux sur du carton ? 👉 Demandez un audit gratuit de vos fichiers ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Pourquoi les imprimantes utilisent-elles le mode CMJN et non le mode RVB ?
Le passage des pixels numériques à la production physique ne se résume pas à la simple correspondance des teintes ; il s'agit aussi de gérer rigoureusement l'intégrité structurelle du papier lui-même.
Les imprimantes utilisent le mode CMJN et non le mode RVB car il contrôle mathématiquement le volume physique d'encre liquide appliquée sur un support. Les valeurs RVB peuvent entraîner une quantité excessive de pigments, ce qui sature, déforme et détruit les matériaux poreux en carton lors des procédés de fabrication lithographiques et numériques à grande vitesse.
Faire tenir un seul écran debout dans un laboratoire est facile, mais voici la dure réalité lorsqu'on en expédie 500 et qu'on ignore la dynamique des fluides.
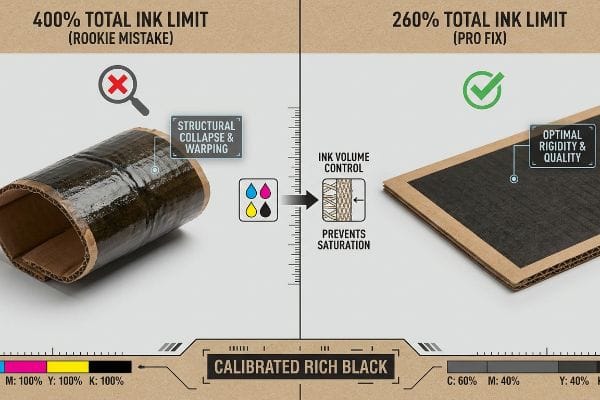
L'effondrement structurel de Total Ink Limit
Les graphistes poussent souvent les curseurs de couleur à saturation maximale pour créer des ombres profondes et riches. Ils supposent que si le rendu est bon à l'écran, l'impression le reproduira sans problème. Or, ils ignorent totalement la physico-chimie des interactions entre de grandes quantités de pigments liquides et les fibres organiques dupapier¹².
Il ne s'agit pas que de théorie : je constate ce phénomène en production lorsque les fichiers dépassent la limite d'encre totale (TIL) de 260 %¹³. Si un fond noir numérique est mal converti, la presse dépose 100 % d'encre cyan, 100 % de magenta, 100 % de jaune et 100 % de noir sur un seul point. Cela représente une couverture liquide de 400 %. Lorsque je mesure l'absorption d'humidité sur un support kraft vierge, cet excès d'encre humide fragilise physiquement la structure cannelée. On peut sentir les fibres de papier humides gonfler de 3,5 mm¹⁴,déformant le carton comme une chips, tandis que la colle PVA (acétate de polyvinyle) à base d'eau tente de durcir. En imposant une limite stricte de 260 % en prépresse, j'élimine ce gonflement dû à l'humidité, ce qui évite tout frottement important sur la chaîne de montage et réduit les coûts de main-d'œuvre liés au conditionnement d'environ 18 % par campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Pousser les ombres au maximum | Application d'une limite d'encre totale de 260 %15 | Empêche la déformation physique du substrat16 |
| Utilisation de 400 % de « Registration Black »17 | Utilisation d'un mélange « Rich Black » calibré | Maintient la rigidité structurelle du panneau |
| En ignorant le volume d'encre humide | Exécution des tests de saturation du logiciel RIP | Élimine les temps d'arrêt de la chaîne de montage |
Je refuse qu'une mauvaise gestion des couleurs numériques endommage physiquement un socle d'affichage rigide. En limitant mathématiquement les volumes d'encre avant l'impression, je préserve à la fois l'esthétique dynamique de la marque et la capacité de charge dynamique requise pour le transport de marchandises lourdes.
🛠️ Le bureau d'Harvey : Connaissez-vous le pourcentage exact de votre limite d'encre totale actuellement caché dans les zones les plus sombres de votre design ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous ne gaspilliez votre budget en production de masse.
Conclusion
Négliger l'étalonnage des couleurs en prépresse est risqué. Une saturation excessive de l'encre peut déformer vos cartons ondulés 32ECT, ralentissant ainsi la chaîne de conditionnement d'environ 30 %. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter ces erreurs fatales dès les premières étapes. Ne vous fiez plus aux tolérances chimiques des encres : laissez-moi analyser vos fichiers grâce à mon audit de données prépresse gratuit ↗ afin de détecter les conversions problématiques avant la production.
« Modèles de couleurs additifs et soustractifs > Pavillon DINFOS > Article », https://pavilion.dinfos.edu/Article/Article/2355687/additive-subtractive-color-models/. [Une documentation scientifique de référence sur la couleur explique que la synthèse additive (RVB) offre un gamut nettement plus étendu que la synthèse soustractive (CMJN) car elle émet de la lumière au lieu de la réfléchir. Rôle de la preuve : spécification technique ; type de source : manuel scientifique. Appuie : la différence entre les épreuves numériques et les impressions physiques. Note de portée : les différences de gamut varient selon la norme d’affichage (par exemple, sRVB ou Adobe RGB).] ↩
« Nouvelle configuration d'essai de compression des bords améliorée par la mesure de la déformation en champ complet… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Les normes d'emballage industriel définissent l'essai de compression des bords (ECT) comme une mesure de la résistance à la compression du carton ondulé]. Rôle de la preuve : spécification technique ; type de source : norme de matériau industriel. Appui : utilisation de qualités de substrat spécifiques en impression. Note de portée : spécifique au carton ondulé .
« Correspondance colorimétrique normalisée selon la norme ISO 3664:2009 – JUST-Normlicht », https://www.just-normlicht.com/us/iso-3664-2009.html. [La norme ISO 3664 spécifie D50 comme illuminant standard pour la visualisation et l’évaluation des documents imprimés afin de garantir la cohérence des couleurs dans différents environnements]. Rôle de la preuve : norme technique ; type de source : norme ISO. Justifie : l’exigence d’un éclairage contrôlé lors de l’épreuvage couleur. Note relative au champ d’application : s’applique aux arts graphiques et à l’industrie de l’imprimerie .
« Contrôle colorimétrique D50 pour les arts graphiques | JUST-Normlicht », https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html. [Une source de référence du secteur définirait le D50 comme l'illuminant standard de 5 000 K utilisé pour les arts graphiques afin de garantir une évaluation colorimétrique cohérente]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supporte : éclairage standard pour le contrôle des couleurs. Note relative à la portée : spécifique aux normes colorimétriques en impression .
« La conversion de RGB en CMJN rend l'image terne. Comment… », https://community.adobe.com/questions-712/converting-from-rgb-to-cmyk-makes-the-image-dull-how-do-i-fix-1181048. [La documentation sur la colorimétrie explique que le RGB possède un gamut plus étendu que le CMJN, ce qui signifie que certaines couleurs vives ne peuvent pas être reproduites à l'impression et apparaissent plus ternes]. Rôle de la preuve : mécanisme technique ; type de source : guide technique. Contribue à : la prévention des décalages de couleur inattendus. Remarque sur le champ d'application : s'applique au mélange soustractif des couleurs .
« Un procédé numérique pour de meilleurs essais d’encrage », https://www.pffc-online.com/news/16490-a-digital-process-to-create-better-ink-drawdowns . [Les manuels d’impression commerciale définissent un essai d’encrage comme une méthode d’application d’encre sur un support afin de vérifier la fidélité des couleurs et l’absorption avant la production en série]. Rôle de la preuve : norme de procédure ; type de source : manuel de fabrication. Supports : tests d’interaction avec le support. Note de portée : axé sur l’épreuvage physique.
« Résultats optimaux lors de la conversion RVB vers CMJN – Communauté Adobe », https://community.adobe.com/questions-585/best-results-when-changing-rgb-to-cmyk-308359. [La documentation technique de prépresse explique le processus mathématique utilisé par le logiciel RIP pour convertir les valeurs RVB hors gamme en leurs équivalents CMJN les plus proches]. Rôle de la preuve : Vérification technique ; type de source : Norme industrielle ou documentation logicielle. Sujet : Mécanisme de conversion automatique des espaces colorimétriques. Remarque : Les algorithmes de conversion spécifiques varient selon le fournisseur du RIP .
« Photoshop : comment passer de RVB à CMJN sans perte de couleur », https://graphicdesign.stackexchange.com/questions/83985/photoshop-how-to-change-from-rgb-to-cmyk-without-any-color-loss . [La documentation professionnelle sur la gestion des couleurs explique que les couleurs RVB hors du gamut CMJN sont approximées mathématiquement lors de la conversion automatique, ce qui entraîne souvent une perte de saturation et des variations de teinte]. Type de preuve : Explication technique ; source : Manuel de l'industrie de l' imprimerie. Sujet : Risque de dégradation des couleurs lors de la conversion automatique en prépresse. Remarque : Les spécificités dépendent du profil d'encre cible.
« Demi-teintes – Wikipédia », https://en.wikipedia.org/wiki/Halftone . [Un manuel technique sur l'impression offset explique comment le procédé de demi-teintes utilise des motifs de points pour simuler des tons continus par fusion optique]. Rôle de la preuve : définition technique ; type de source : manuel de l'industrie de l'imprimerie. Supports : mécanisme de l'impression en quadrichromie. Note de portée : impression en quadrichromie en général.
« PMS vs CMJN pour l’emballage : lequel est le meilleur ? – PAX Solutions », https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Les normes de l’industrie de l’emballage détaillent comment le gain de point et l’absorption d’encre sur les supports poreux comme le carton ondulé dégradent la saturation des aplats de couleur.] Rôle de la preuve : justification technique ; type de source : guide d’ingénierie de l’emballage. Argument : nécessité des couleurs d’accompagnement pour les logos sur supports poreux. Remarque sur le champ d’application : s’applique aux matériaux poreux .
« Couleurs d'accompagnement vs CMJN : différences essentielles expliquées », https://unicopacking.com/en/new/spot-color-vs-process-color.html . [Les normes d'impression de l'industrie démontrent que les couleurs d'accompagnement utilisent des pigments prémélangés pour garantir une densité uniforme et une précision des couleurs, évitant ainsi les motifs de points de l'impression quadri]. Rôle de la preuve : spécification technique ; type de source : manuel de l'industrie de l' imprimerie. Appui : utilisation du PMS pour les aplats de couleur. Note sur le champ d'application : s'applique principalement à l'impression offset et sérigraphique professionnelle.
« Évolution de la qualité des matériaux en fibres recyclées. Partie 1. Facteurs influençant… », https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. [Une source en science des matériaux ou en ingénierie de l’impression expliquerait comment une saturation excessive en liquide entraîne le gonflement et la déformation structurelle des fibres de cellulose]. Rôle de la preuve : mécanisme technique ; type de source : manuel d’ingénierie de l’impression. Appui : physico-chimie de l’interaction encre-substrat. Note de portée : spécifique aux substrats organiques poreux .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les normes techniques d'impression spécifient les pourcentages maximaux de couverture d'encre afin d'éviter la saturation du support et les défauts de séchage]. Type de preuve : spécification technique ; type de source : manuel industriel. Justifie : la nécessité de limiter la quantité d'encre en prépresse pour garantir l'intégrité structurelle. Remarque : les limites varient selon la qualité du papier et le couchage.
« Propriétés mécaniques et hygroscopiques des produits en pâte moulée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8512325/. [Des études empiriques en sciences papetières quantifient la variation dimensionnelle des fibres de cellulose exposées à un volume de liquide élevé]. Niveau de preuve : indicateur technique ; type de source : revue scientifique des matériaux. Arguments : démonstration physique du gauchissement du substrat causé par une couverture d’encre excessive. Précision : spécifique aux matériaux de couverture kraft vierges .
« Gestion de la couverture d'encre en impression : Guide de la couleur sélective… », https://www.printing.org/content/2024/04/23/adjustinginklimits.april2024 . Un guide d'impression de référence définirait le pourcentage maximal de couverture d'encre standard utilisé dans l'industrie pour éviter les problèmes de séchage et la saturation du papier . Preuve : spécification technique ; type de source : manuel d'impression. Argument : nécessité de limiter le volume d'encre pour préserver l'intégrité du papier. Remarque : les limites peuvent varier en fonction du grammage et de la porosité du papier.
« Adéquation des substrats à base de papier pour l’électronique imprimée – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/ . Les sources scientifiques sur l’interaction entre le papier et l’encre expliquent comment l’humidité excessive de l’encre entraîne le gonflement des fibres de cellulose et leur déformation. Rôle de la preuve : mécanisme causal ; type de source : document technique. Appuie : le lien entre les limites de l’encre et l’intégrité structurelle. Note de portée: le degré de déformation dépend fortement du grammage du substrat.
« Noir standard vs Noir riche | Mixam », https://mixam.com/support/standardvsrichblack . La documentation technique sur le mélange des couleurs explique que le noir de repérage est composé à 100 % des quatre canaux CMJN, soit une couverture d’encre totale de 400 %. Rôle de la preuve : définition technique ; type de source : norme de conception graphique. Apport : identification des risques de surdosage d’encre. Remarque : cette valeur correspond à la couverture maximale théorique d’un procédé quadrichromique.



