
Vous investissez tout votre budget marketing dans le développement de produits, mais le fait de conditionner ces produits haut de gamme dans des emballages génériques entraîne des coins abîmés, des logos délavés et une perte de confiance des détaillants.
L'utilisation de cartons sur mesure optimise la solidité de la structure, élimine les espaces perdus lors du transport et transforme l'emballage en un élément de communication haut de gamme avec votre marque. Adapter vos dimensions aux exigences logistiques standard permet de réduire le gaspillage de matériaux, de prévenir les dommages pendant le transport et d'offrir une expérience de déballage optimale au consommateur final.

Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche ; la standardisation de ces mesures personnalisées exige une précision absolue en usine.
Quels sont les avantages des boîtes personnalisées ?
Adapter les dimensions de vos emballages ne se limite pas à l'esthétique ; cela agit comme un bouclier géométrique qui protège mathématiquement votre produit tout en réduisant considérablement vos coûts de transport international.
Les emballages sur mesure offrent de nombreux avantages : poids volumétrique optimisé, résistance à l’empilage accrue et réduction drastique des frais de transport dimensionnel. En concevant un emballage parfaitement adapté à votre produit, les marques éliminent les espaces vides, minimisent les mouvements internes et garantissent une densité maximale dans les conteneurs d’expédition standard.

Pour traduire cette efficacité théorique en logistique physique, il faut faire abstraction des graphiques et se concentrer entièrement sur les mathématiques dimensionnelles.
Optimisation maximale des conteneurs et efficacité volumétrique
Les marques émergentes ont souvent recours à des emballages standard pour réduire leurs coûts d'outillage initiaux. Elles pensent à tort que combler les espaces vides avec des matériaux de calage comme du papier bulle ou des chips de polystyrène est un compromis acceptable. Si cette approche semble moins coûteuse au premier abord, elle ignore totalement la dure réalité financière de la tarification au poids volumétrique appliquée par les transporteursinternationaux¹.
Je vois constamment des équipes d'approvisionnement commander des emballages surdimensionnés génériques, pour ensuite se rendre compte qu'elles paient pour transporter de l'air par-delà l'océan. Le trimestre dernier, j'ai vu un responsable d'entrepôt peiner à faire passer un carton principal encombrant et bombé dans un rayonnage standard ; la surface ondulée brute crissait contre les poutres d'acier car la largeur du carton était légèrement trop importante.
L'ingénierie sur mesure permet d'éliminer complètement ces contraintes en concevant spécifiquement pour le conteneur standard 40HQ² . En réduisant mathématiquement l' encombrement du carton principal pour correspondre exactement à la taille de votre produit, vous augmentez considérablement la densité de vos unités³ . Ce réglage dimensionnel précis vous permet de placer beaucoup plus d'unités par palette, ce qui réduit directement vos coûts d'expédition par unité et élimine totalement les dépenses de transport inutiles.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de conteneurs surdimensionnés standard | Dimensions sur mesure pour un ajustement parfait | Empêche les mouvements internes du produit4 |
| Payer pour du vent en transit | Optimisation volumétrique des conteneurs 40HQ5 | Réduction des frais de transport dimensionnels |
| Remplir les vides avec des cacahuètes désordonnées | Inserts ondulés structurels techniques6 | Accélère le processus de co-emballage |
Je n'accepte jamais que les tailles standard pour les expéditions à l'international. Investir dès le départ dans des dimensions sur mesure permet d'éviter définitivement les frais de transport inutiles et de ne payer que pour le transport du produit, et non pour le transport à vide.
🛠️ Le bureau d'Harvey : Vos stocks actuels grèvent-ils vos marges bénéficiaires à cause des pénalités liées au poids volumétrique ? 👉 Demandez un audit de vos calculs de transport ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les avantages de l'emballage en boîte carton ?
Le choix du matériau structurel approprié détermine l'ensemble de votre chaîne d'approvisionnement, offrant un équilibre unique entre protection renforcée et conformité environnementale requise.
Les avantages des emballages en carton résident dans leur rapport résistance/poids exceptionnellement élevé, leur recyclabilité mondiale en collecte sélective et leur adaptabilité économique à grande échelle. Les structures en carton ondulé offrent une absorption des chocs supérieure pour les produits fragiles tout en restant suffisamment légères pour éviter des surcoûts d'expédition excessifs, ce qui en fait le support privilégié des chaînes d'approvisionnement du commerce de détail mondial.
Cependant, considérer tout le carton comme une solution universelle et standardisée est précisément ce qui fait que la plupart des campagnes marketing commencent à perdre de l'argent.
La « taxe de durabilité » et la stratégie d’allègement
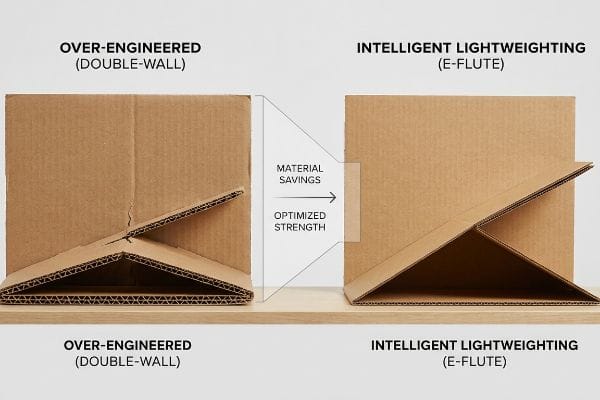
De nombreux acheteurs partent du principe qu'un emballage plus solide nécessite systématiquement des matériaux plus épais, plus lourds et plus coûteux. Ils exigent aveuglément des structures à double paroi dense pour grande consommation , croyant ainsi garantir leur sécurité. Ce surdimensionnement, qui ignore les progrès récents en physique du papier, engendre un surcoût inutile lié à l'environnement qui alourdit la facture finale.
Mes clients me demandent souvent s'il leur faut le carton le plus épais possible pour résister au transport. Je sors alors une feuille de carton double cannelure surdimensionnée et leur montre sa rigidité extrême : on entend les fibres craquer bruyamment lorsqu'on essaie de la plier à la main. Cette épaisseur rigide entrave en réalité le fonctionnement des plieuses automatisées, ralentissant la chaîne de montage d'environ 30 %et exaspérant l'équipe d'emballage.
Je les oriente plutôt vers un allègement intelligent grâce à l'utilisation de microcannelures haute performance comme la cannelure E ou R8.L'utilisation d'un revêtement kraft vierge haute densité sur un profil plus fin permet de maintenir la résistance à l'empilage vertical requise sans alourdir excessivement le matériau9.Cette réduction précise de l'épaisseur du matériau diminue considérablement les coûts des matières premières et garantit aux co-emballeurs une manipulation fluide lors de l'assemblage des plateaux modulaires .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Surdimensionnement avec double paroi épaisse | Allègement haute performance des tubes E | Empêche les blocages lors de l'assemblage automatisé10 |
| En supposant que plus épais signifie plus fort | Doublures en kraft vierge haute densité11 | Réduit le gaspillage global de matériaux |
| Ignorer la taxe sur la durabilité | Réduction de dimensionnement structurel précise12 | Réduit les coûts d'emballage unitaires |
Je privilégie toujours la légèreté intelligente à l'épaisseur brute. Trouver le juste équilibre entre une cannelure haute performance et un revêtement de qualité supérieure, c'est la clé pour protéger vos marchandises tout en atteignant sans effort vos objectifs de développement durable.
🛠️ Le bureau d'Harvey : Vos emballages actuels vous semblent-ils inutilement épais, difficiles à plier et lourds à expédier ? 👉 Obtenez une évaluation de réduction d'épaisseur des matériaux ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels sont les avantages d'utiliser du carton comme matériau de modelage ?
Le prototypage est la phase la plus déterminante du développement physique d'un produit, car il permet de tester rapidement la robustesse de géométries complexes avant d'investir dans un outillage en acier coûteux.
L'utilisation du carton comme matériau de modélisation présente plusieurs avantages : validation structurelle immédiate, rapidité d'itération et absence de coûts d'outillage initiaux. Sa souplesse et sa rigidité permettent aux ingénieurs en emballage de découper, de rainer et de plier rapidement des prototypes physiques précis afin de vérifier concrètement l'ajustement et l'équilibre de la charge utile.

Combler le fossé entre un rendu numérique et une unité physique porteuse nécessite des tests mécaniques rigoureux.
Prototypage rapide avec tables de découpe CNC (Commande Numérique par Calculateur)
Les marques s'appuient souvent exclusivement sur des PDF 2D ou des rendus 3D basiques pour valider une conception structurelle, partant du principe que les calculs numériques se transposeront parfaitement dans le monde physique. Elles négligent ainsi la phase de prototype physique pour gagner quelques jours sur le calendrier du projet. Cette confiance aveugle dans la géométrie numérique est une erreur fatale lorsqu'il s'agit d'assemblages complexes et d'étagères porteuses<sup>13</sup>.
Faire confiance à un fichier CAO (Conception Assistée par Ordinateur) sans maquette physique, c'est comme acheter un costume sur mesure sans l'avoir essayé. Un jour, un client a validé un document numérique à la hâte, pour ensuite se retrouver dans mes locaux, en sueur, à essayer de forcer une languette de verrouillage trop petite dans son logement ; le carton brut s'est déchiré sous la pression.
Ma règle est simple : si vous n’avez pas plié vous-même un échantillon blanc, le design n’est pas finalisé. J’utilise nos tables de découpe numériques pour obtenir des prototypes physiques parfaits en moins de 24 heures¹⁴,ce qui élimine complètement le besoin d’une matrice de découpe en acier¹⁵.Cette validation tactile prévient les effondrements structurels en magasin, vous évitant ainsi des dommages catastrophiques et supprimant tout risque de coûteuses réimpressions en production de masse.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Approuver uniquement sur la base d'un rendu 3D | Exiger un échantillon physique blanc | Élimine les angles morts structurels |
| Passer outre la phase de prototypage | Découpe rapide sur table CNC 24 heures sur 2416 | Accélère le calendrier des tests |
| Estimation des tolérances d'ajustement par friction | Tests de pliage et de verrouillage tactiles | Assure un assemblage en magasin sans encombre |
Je refuse de lancer la production en série d'un projet sans prototype physique signé. La réalisation d'un échantillon blanc ne prend qu'une journée, mais elle vous épargne des semaines de retards interminables et de remboursements exorbitants.
🛠️ Le bureau de Harvey : Vous craignez que votre gabarit numérique ne soit pas assez robuste pour supporter le poids de votre produit ? 👉 Demandez un échantillon blanc instantané ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur ajoutée.
Pourquoi les emballages en carton sont-ils meilleurs ?
Au-delà des simples économies de coûts, les supports ondulés offrent une adaptabilité inégalée, permettant aux ingénieurs de manipuler mathématiquement les fibres de papier pour résister aux contraintes environnementales dynamiques.
L'emballage en carton est préférable car il offre une flexibilité optimisée, une absorption des chocs supérieure et une excellente résistance à l'humidité. Contrairement aux plastiques rigides ou aux bois massifs, les structures en carton ondulé dissipent activement l'énergie d'impact pendant le transport, tout en offrant un support entièrement renouvelable et personnalisable pour un merchandising et un branding percutants en point de vente.
Il est facile de faire en sorte qu'un seul écran tienne parfaitement debout dans un laboratoire de test sec et climatisé, mais voici la dure réalité lorsqu'il s'agit d'en expédier 500 par-delà l'océan.
Survivre au piège de la tolérance au gonflement dû à l'humidité
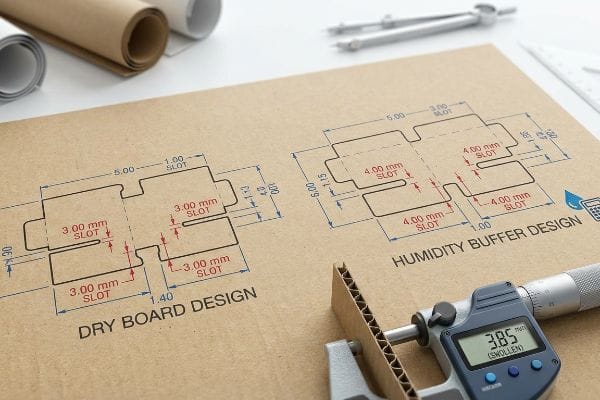
Dans mon atelier, je vois régulièrement des graphistes concevoir leurs languettes et encoches d'emboîtement en se basant uniquement sur l'épaisseur à sec du carton. Ils règlent une encoche pour un panneau de cannelure B à exactement 3 mm (0,12 pouce) ¹⁷ , en supposant que l'épaisseur du papier est une variable statique et constante. Ce raisonnement théorique est complètement déconnecté de la réalité dès que ces emballages plats sont exposés à un environnement humide ou subissent de longs transports¹⁸ .
Ce n'est pas qu'une théorie : je le constate sur le terrain lors des tests, notamment lorsqu'on simule des régions humides comme la Floride. Le support poreux 32 ECT (Edge Crush Test) se comporte comme une éponge, absorbant l'humidité ambiante et gonflant jusqu'à 1 mm (0,04 pouce)¹⁹. Soudain, une languette qui s'emboîtait parfaitement dans le logiciel de CAO nécessite une force considérable pour être fixée, et l'on entend le craquement sinistre des cannelures internes qui s'écrasent sous la pression de l'équipe de conditionnement qui force les pièces gonflées à s'assembler.
Je réalise des mesures micrométriques pour prouver qu'il n'est pas nécessaire de changer de matériaux ; un simple algorithme de compensation d'humidité intégré à nos gabarits suffit. En élargissant artificiellement les fentes de réception de 1 mm (0,04 pouce)précisément pour les commandes destinées au transport maritime, nous compensons mathématiquement la dilatation du papier. Le respect de cette micro-tolérance garantit à votre sous-traitant un assemblage sans accroc, permettant un gain de temps estimé à 42 secondes par unitéet l'élimination totale des dépassements de coûts de main-d'œuvre qui grèvent la marge bénéficiaire de votre campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception pour l'épaisseur des panneaux secs | Conception d'un tampon d'humidité22 | Empêche les déchirures des fentes et des languettes |
| Négliger le gonflement dû à l'humidité du papier | Élargissement des fentes de 0,04 po (1 mm)23 | Assure un conditionnement à façon sans effort |
| Écrasement des cannelures lors de l'assemblage | lignes de découpe adaptées mathématiquement24 | Réduit considérablement le temps de travail en entrepôt |
Je surveille scrupuleusement le taux d'humidité car le papier est un matériau vivant. Sans une marge de sécurité mathématique précise pour compenser le gonflement dû à l'humidité, vous risquez de perdre tout votre budget d'emballage.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux de dilatation hygrométrique exact de la cannelure B de votre fournisseur actuel avant la lithographie ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai la robustesse des calculs avant que vous n'engagiez des dépenses inutiles en production de masse.
Conclusion
Vous pouvez choisir un fournisseur générique, mais si le carton ECT 32, malgré sa précision de découpe, se dilate dans un entrepôt humide, les cannelures écrasées ralentiront votre ligne de conditionnement d'environ 30 % et anéantiront votre marge bénéficiaire. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux aléas de la physique environnementale : laissez-moi vérifier personnellement vos tolérances structurelles exactes grâce à mon audit pré-production gratuit ↗ afin de détecter les défaillances critiques avant le lancement de la fabrication.
« Différence entre le poids volumétrique et le poids réel », https://air7seas.com/blog/difference-between-dimensional-weight-and-actual-weight . [Les directives d'expédition officielles de transporteurs tels que FedEx, UPS et DHL expliquent comment le poids volumétrique est calculé pour facturer en fonction de la taille du colis plutôt que de son poids réel]. Rôle de la preuve : vérification factuelle ; type de source : norme sectorielle. Justifie : la pénalité financière pour les colis surdimensionnés. Note relative au champ d' application: s'applique à la plupart des envois commerciaux internationaux et nationaux.
« Utilisation des dimensions 20 pieds, 40 pieds et 40HQ pour le fret – JCtrans », https://www.jctrans.com/en/news-knowledge/13211. [Les spécifications standard du secteur du transport maritime définissent les dimensions internes précises des conteneurs High Cube de 40 pieds, permettant aux ingénieurs d'optimiser le chargement]. Type de preuve : spécification factuelle ; source : norme du secteur du transport maritime. Appui : faisabilité de la conception d'emballages adaptés aux contraintes spécifiques des conteneurs. Note relative à la portée : se réfère aux conteneurs High Cube conformes à la norme ISO .
« Impact de l’emballage sur les coûts d’expédition | Onramp Funds », https://www.onrampfunds.com/resources/how-packaging-impacts-shipping-costs. [Des études en logistique et en ingénierie de l’emballage démontrent que la réduction des espaces vides grâce à des dimensions personnalisées augmente le nombre d’unités par mètre cube]. Rôle de la preuve : vérification technique ; type de source : étude logistique. Appuie : l’affirmation selon laquelle la réduction de l’encombrement conduit à une densité unitaire plus élevée. Remarque : les gains réels dépendent de la géométrie du produit et de la stratégie de palettisation .
« Comment mesurer les produits rectangulaires pour des solutions d'emballage robustes », https://www.printingblue.com/knowledge-center/posts/measure-product-for-packaging . [Les principes d'ingénierie de l'emballage expliquent comment la réduction des espaces vides empêche le produit de se déplacer, diminuant ainsi l'impact et les dommages.] Preuve : validation technique ; source : manuel scientifique sur l'emballage. Objectif : protection du produit. Remarque : limité aux boîtes rigides sur mesure.
« Conteneur maritime High Cube de 40 pieds – Dimensions, tailles et poids », https://www.icontainers.com/help/40-foot-high-cube-container/. [Les manuels de logistique et les directives des transporteurs maritimes quantifient comment l'optimisation du volume du conteneur minimise l'impact de la tarification au poids volumétrique]. Rôle de la preuve : vérification factuelle ; type de source : norme du secteur de la logistique. Avantages : réduction des coûts de transport. Remarque : Spécifique au transport maritime et terrestre international .
« Emballage de protection – Calage, calage, assemblage », https://www.atlanticpkg.com/protective/ . [Des études sur l’efficacité de la chaîne d’approvisionnement démontrent que les inserts en carton ondulé sur mesure réduisent le temps d’assemblage par rapport au calage manuel]. Preuve : performance technique ; type de source : étude de gestion des opérations. Avantages : amélioration de la vitesse de conditionnement. Remarque : applicable aux environnements à volume élevé de références.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Un rapport industriel de référence ou un manuel technique sur l'automatisation de l'emballage devrait fournir des données sur la façon dont une rigidité excessive du carton réduit la vitesse de cycle des équipements de pliage automatisés]. Rôle de la preuve : validation quantitative ; type de source : livre blanc industriel ou manuel technique. Appuie : le coût opérationnel du surdimensionnement des emballages. Note de portée : la perte d'efficacité varie selon les spécifications de la machine. ↩
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqLOwMKitL98fU_D96gk5mlHPXqQqflsj7VpaQSrGp5mlDkjaT-. [Une norme industrielle faisant autorité dans le secteur de l'emballage devrait définir les dimensions et les propriétés mécaniques des cannelures E et R en tant qu'options de micro-ondulation pour l'allègement des emballages]. Rôle de la preuve : Vérification technique ; type de source : Norme industrielle d'emballage. Supports : La classification technique des cannelures E et R. Note sur la portée : Limité aux spécifications du carton ondulé .
« [PDF] Examen comparatif des propriétés physiques des revêtements recyclés… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. [Les données en science des matériaux devraient démontrer que les revêtements en kraft vierge haute densité offrent une résistance à la compression supérieure, permettant une réduction de l’épaisseur du matériau tout en préservant sa capacité portante]. Rôle de la preuve : Validation technique ; type de source : Étude en science des matériaux. Appui : L’efficacité de la réduction de l’épaisseur des matériaux grâce à l’utilisation de revêtements haute performance. Note de portée : Se concentre sur la résistance à la compression verticale .
« Guide du carton ondulé cannelure E : avantages et applications », https://www.accbox.com/blog/a-guide-to-e-flute-corrugated-what-its-good-for-and-when-to-use-it/. [Un manuel technique industriel sur l'automatisation de l'emballage confirmerait comment le profil plus fin de la cannelure E réduit les erreurs d'alimentation et les bourrages sur les lignes de pliage automatisées]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appuie : l'avantage de l'allègement par rapport à une construction épaisse à double cannelure. Note de portée : s'applique spécifiquement aux systèmes de distribution automatisés à grande vitesse .
« Papiers de base ondulés : Explication du revêtement et des cannelures », https://www.dunapack-packaging.com/company/news-and-blog/detail-view/types-of-containerboard-what-you-should-know-about-liners-and-flutings/. [Des recherches en science des matériaux sur la longueur des fibres de cellulose appuient l’affirmation selon laquelle les revêtements en kraft vierge offrent une résistance à l’éclatement et une rigidité supérieures à celles des fibres recyclées]. Rôle de la preuve : vérification des matériaux ; type de source : revue scientifique à comité de lecture spécialisée en science des matériaux. Appuie : l’affirmation selon laquelle la densité du matériau est plus critique que l’épaisseur de la paroi pour la résistance. Note relative à la portée : Exclut certains revêtements enduits de polymères .
« Stratégies de réduction des coûts des matériaux d'emballage | ICPG », https://blog.icpg.co/your-packaging-materials-are-costing-you-money . [Des analyses logistiques et de la chaîne d'approvisionnement démontreraient comment la réduction de l'épaisseur des matériaux grâce à une ingénierie de précision diminue les dépenses en matières premières et le poids des expéditions]. Rôle de la preuve : validation économique ; type de source : étude de cas en gestion de la chaîne d'approvisionnement. Appuie : l'affirmation selon laquelle la réduction de l'épaisseur diminue les coûts unitaires d'emballage. Note de portée : l'impact varie en fonction des prix du marché des matières premières.
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/. [Des sources faisant autorité en ingénierie de l'emballage démontrent que les simulations numériques ne prennent souvent pas en compte l'épaisseur des matériaux, la compression et les tolérances des joints d'emboîtement et des éléments porteurs de la structure]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie industriel. Arguments : nécessité d'un échantillonnage physique à blanc plutôt qu'une validation exclusivement numérique. Note relative au champ d'application : spécifique aux matériaux en carton ondulé et plié .
« Tables de découpe FAO – Systèmes de découpe de précision Kongsberg », https://www.kongsbergsystems.com/en/solutions/cam-table . [Les spécifications des tables de découpe Kongsberg attestent de la vitesse et de la précision requises pour un prototypage physique rapide , même en une nuit]. Preuve : Indicateur de performance ; source : Fiche technique du fabricant. Avantages : Vitesses d’itération rapides. Remarque : Le délai de réalisation réel dépend de la complexité de la conception.
« Guide de découpe : procédés, outils et applications », https://www.interwell.cn/resources/understanding-die-cutting-a-comprehensive-guide . [Ce document technique sur la découpe CNC pour l'emballage explique comment le traçage numérique remplace les matrices physiques en acier pour la production d'échantillons]. Rôle de la preuve : Validation technique ; type de source : Livre blanc industriel. Avantages : Aucun coût d'outillage initial. Remarque sur la portée : Limité à l'échantillonnage en faible volume.
« Délais de production CNC : de 3 jours à 6 semaines expliqués | RivCut », https://www.rivcut.com/blog/cnc-machining-lead-times. [Les normes de fabrication industrielles ou les guides de services de prototypage rapide permettraient de valider la faisabilité d'un délai de 24 heures pour la découpe numérique CNC d'échantillons de carton]. Type de preuve : spécification technique ; source : livre blanc industriel. Objectif : démontrer l'efficacité des délais de prototypage rapide. Remarque : les délais peuvent varier en fonction de la complexité de la conception et de la capacité de l'atelier .
« Carton ondulé – Base de connaissances sur l’emballage », http://pkgsolutions.co.uk/kb/Corrugated_Flutes.php. [Les normes techniques d’emballage définissent l’épaisseur nominale du carton ondulé de type B pour vérifier cette mesure spécifique]. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Supporte : épaisseur de la cannelure B. Remarque : l’épaisseur peut varier légèrement selon le fabricant .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. [Des études sur l'hygroscopicité des fibres de papier démontrent que l'absorption d'humidité entraîne une instabilité dimensionnelle et un gonflement du carton ondulé]. Rôle de la preuve : explication du mécanisme ; type de source : étude en science des matériaux. Éléments justifiant l'étude : impact de l'humidité sur l'épaisseur du carton. Remarque : l'effet est plus marqué sur les cartons non couchés .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Une étude technique ou une fiche technique sur les matériaux du carton ondulé fournirait des mesures empiriques de la dilatation dimensionnelle causée par l'absorption d'humidité hygroscopique. Rôle de la preuve : vérification technique ; type de source : norme d'ingénierie de l'emballage ou revue scientifique sur les matériaux. Appui : la mesure spécifique du gonflement du matériau dans le carton 32 ECT. Remarque : les taux de dilatation peuvent varier en fonction de la composition des fibres et des niveaux d'humidité relative.] ↩
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Une source faisant autorité en matière de science des matériaux d’emballage permettrait de vérifier le taux d’expansion typique des fibres de papier ondulé dans des conditions de transport maritime à forte humidité]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie. Appuie : la mesure spécifique du tampon pour le gonflement dû à l’humidité. Note de portée : les taux d’expansion peuvent varier en fonction de la qualité du revêtement et du type de cannelure .
« Amélioration de la productivité grâce à l'équilibrage des chaînes d'assemblage… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10788436/ . [Des études de temps et mouvements réalisées en génie industriel permettraient de déterminer comment la précision de l'ajustement des composants influe sur la vitesse d'assemblage manuel dans les environnements de conditionnement ] . Rôle de la preuve : validation quantitative ; type de source : étude de génie industriel. Appuie : l'affirmation concernant la réduction du temps de travail. Remarque : les économies réelles dépendent de la complexité du processus d'assemblage.
« Quelle est la différence entre les boîtes en carton et les boîtes en carton ondulé ? », https://popdisplay.me/what-is-the-difference-between-cardboard-and-corrugated-boxes/. [Une étude en science des matériaux explique comment l'intégration de coussins d'expansion prévient les défaillances structurelles et les déchirures du matériau au niveau des encoches et des languettes en cas de fluctuations de l'humidité relative]. Type de preuve : relation de cause à effet mécanique ; type de source : revue scientifique sur les matériaux. Arguments : le rôle des coussins dans la prévention des défaillances mécaniques. Remarque : l'efficacité varie selon la qualité du papier et le type de laminage .
« [PDF] EXIGENCES GÉNÉRALES RELATIVES AUX BOÎTES EN CARTON ONDULÉ – Snap-on », https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforCorrugatedBoxConstruction.pdf. [Les normes techniques d'ingénierie de l'emballage spécifient des tolérances dimensionnelles précises pour compenser la dilatation hygroscopique des fibres de papier en milieu humide]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Appui : mesure précise pour la compensation d'humidité. Note relative au champ d'application : Spécifique aux applications en carton ondulé .
« Estimation de la résistance à l’écrasement des bords du carton ondulé à l’aide de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Les recommandations de conception d’emballages décrivent l’utilisation de marges de pliage calculées et de lignes de découpe décalées pour éviter l’écrasement des cannelures internes lors de l’assemblage]. Rôle de la preuve : méthodologie technique ; type de source : manuel de conception d’emballages. Apports : intégrité structurelle et efficacité de la main-d’œuvre. Note de portée : s’applique aux géométries de pliage complexes .



