La création d'un présentoir en carton ondulé ne se limite pas à l'impression. Le gaufrage implique une manipulation physique du carton afin de créer des expériences tactiles et haut de gamme pour la marque.
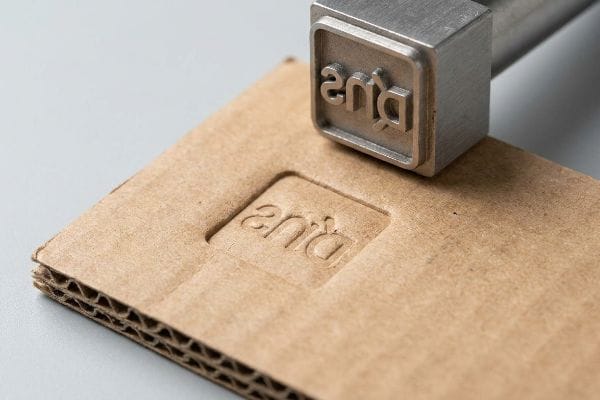
Le procédé de gaufrage consiste à presser un poinçon métallique sur mesure directement sur un support d'emballage afin de créer une dépression permanente. Cette technique physique comprime les fibres de papier internes vers le bas, conférant ainsi une texture tactile de qualité supérieure aux présentoirs sans compromettre leur résistance à la compression dynamique.
Comprendre les mécanismes de cette finition tactile fait toute la différence entre une présentation haut de gamme en magasin et une boîte en carton à la structure compromise.
En quoi consiste le procédé de débossage ?
Transformer une feuille plate de matériau ondulé en un support commercial à la texture riche exige une pression mécanique immense et des tolérances d'ingénierie très précises.
Le traitement d'une surface en creux nécessite l'alignement d'une matrice mâle usinée sur mesure sur le substrat cible et l'application d'une force verticale extrême. Cette compression mécanique écrase définitivement les cannelures internes pour former un bloc solide, créant ainsi un creux visuel et tactile distinct qui rehausse l'esthétique de l'emballage.

Cela paraît simple dans un studio de design climatisé, mais l'application d'une force brute sur un support en papier poreux introduit une friction importante.
La mécanique de la compression vers l'intérieur
De nombreux graphistes considèrent les effets tactiles 3D, comme le débossage et le gaufrage, comme des options esthétiques interchangeables sur leurs gabarits plats. Ils partent du principe que, tant que le fichier vectoriel est propre, l'usine peut simplement estamper le carton comme elle le souhaite. Cette approche théorique ignore totalement les différences d'impact physique de ces deux procédés sur le carton ondulé épais Testliner1.
Je vois fréquemment des designers expérimentés tenter d'imprimer un gaufrage prononcé sur des panneaux structurels porteurs. Or, lorsqu'on étire la couche de papier supérieure vers l'extérieur pour créer une protubérance, on amincit les fibres et on risque de provoquer des microfissuressous le poids de marchandises lourdes.
Je recommande plutôt d'utiliser un outil de gaufrage. En enfonçant la matrice métallique lourde vers le bas, je densifie physiquement les cannelures internes pour former un bloc solide. On entend le craquement sourd des fibres de papier qui s'imbriquent, ce qui préserve l'intégrité structurelle rigoureuse du test ECT (Edge Crush Test) tout en offrant une expérience tactile haut de gamme qui accélère la chaîne de conditionnement d'environ 10 %.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Panneaux porteurs en relief | Passer à un gaufrage vers l'intérieur | Empêche l'écrasement du niveau inférieur |
| En ignorant les limites d'étirement des fibres | Comprimer les cannelures en un bloc solide | Élimine les microfractures |
| Traiter les effets 3D de manière égale | Aligner l'outillage sur les normes ECT | Accélère les délais de co-emballage |
Je ne sacrifie jamais la fiabilité de la chaîne d'approvisionnement pour une finition esthétique. En concentrant la matière vers l'intérieur plutôt qu'en l'étirant vers l'extérieur, je garantis que vos plateaux structurels supporteront un poids important tout en préservant la netteté du logo de votre marque.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre logo 3D est placé sur un panneau porteur critique ? 👉 Obtenez un audit gratuit de vos fichiers ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
À quoi sert le débossage ?
Les marques investissent massivement dans les finitions tactiles pour garantir un positionnement haut de gamme dans les environnements de vente au détail difficiles, assurant ainsi que leur produit se démarque physiquement sur les rayons encombrés des grands magasins .
Le gaufrage est principalement utilisé pour créer des points focaux tactiles à fort contraste sur les emballages structurels haut de gamme. En modifiant physiquement la texture de la surface, cette technique améliore considérablement la perception de la marque, attire l'attention du consommateur lors de l'étape finale de l'achat et offre une esthétique sophistiquée sans ajout de lamination plastique.
Bien qu'un logo en creux soit esthétiquement plaisant, son véritable pouvoir réside dans son influence inconsciente sur le comportement du consommateur au moment de l'achat.
Activation de la conversion finale de trois pouces
Les équipes marketing junior conçoivent souvent les présentoirs en magasin uniquement pour une visualisation rapprochée sur leurs écrans d'ordinateur rétroéclairés. Elles demandent fréquemment un marquage en relief sur toute la surface, partant du principe qu'une large surface tactile attirera naturellement les clients. Or, cette approche ignore la réalité physique de la façon dont les êtres humains se déplacent dans un grand magasin³ .
Les acheteurs me demandent constamment s'il faut réaliser un débossage sur les panneaux latéraux principaux de 152,4 cm (60 pouces) pour attirer l'attention à 9,1 mètres (30 pieds). Je dois leur rappeler la règle des 3-3-3 en matière d'engagement client :à 9,1 mètres, un débossage est totalement invisible et votre présentoir se fond dans le décor.
Le gaufrage est un outil de conversion exclusif à trois pouces (7,6 cm). Lorsqu'un client pressé saisit enfin le produit à 127 cm du sol, ses doigts effleurent le bord net et en creux du logo gaufré. Ce retour tactile soudain crée instantanément une confiance psychologique⁵ , transformant une simple consultation en un achat concret et réduisant considérablement le taux d'abandon de panier⁶ .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Débossage de grands panneaux latéraux | Réserve pour le rebord de retenue avant | Capture l'engagement tactile7 |
| Conception exclusivement pour moniteurs | Appliquer la règle d'engagement 3-3-38 | Augmente les conversions d'impulsion |
| Gaspillage du budget d'outillage | Cibler la zone de frappe humaine9 | Optimise le retour sur investissement des finitions haut de gamme |
J'applique les finitions tactiles haut de gamme exclusivement aux zones physiques où les mains interagissent avec l'écran. Ce placement stratégique transforme un simple plateau en carton en un vendeur discret et performant.
🛠️ Harvey's Desk : Votre budget outillage est-il gaspillé dans des zones d'exposition que les clients ne toucheront jamais ? 👉 Demandez une analyse structurelle ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels sont les différents types de débossage ?
Le choix de la technique de moulage appropriée déterminera si votre boîte d'exposition finale dégagera une impression de luxe ou si elle se déformera physiquement sous l'immense pression de la logistique d'entrepôt.
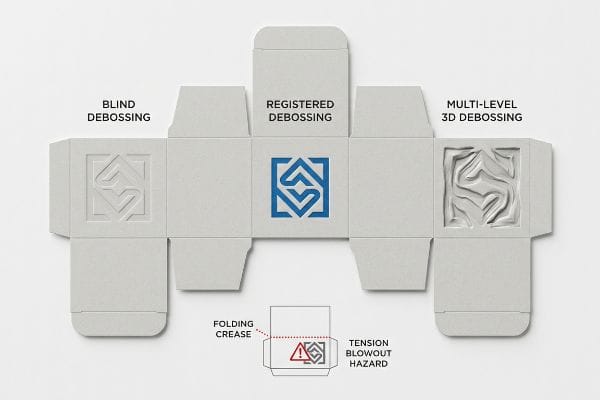
Il existe différents types de gaufrage, notamment le gaufrage à froid, le gaufrage en relief sur encre imprimée et le gaufrage 3D multiniveaux. Le gaufrage à froid laisse la zone en creux vierge pour une élégance discrète, tandis que le gaufrage en relief s'aligne précisément avec des couleurs spécifiques afin de créer un contraste à haute visibilité sur les supports de communication personnalisés.
Le choix entre une impression discrète et une frappe profonde à plusieurs niveaux nécessite une attention particulière à l'emplacement du motif sur le gabarit physique.
Gérer le risque de rupture de tension
Les designers aiment expérimenter avec le gaufrage 3D profond et à plusieurs niveaux pour donner à leurs emballages un aspect sculptural et saisissant. Ils placent souvent ces reliefs tactiles marqués juste à côté des plis principaux, manipulant le carton comme une pâte à modeler malléable. Cependant, le véritable gaufrage à plusieurs niveaux repose sur des matrices métalliques lourdesqui façonnent fortement les fibres brutes du carton pour obtenir cette profondeur.
Imaginez un carton ondulé épais comme un tissu à mailles serrées ; il ne peut s’étirer que jusqu’à un certain point avant de se déchirer. Lorsqu’un gaufrage 3D profond est placé directement sur un pli porteur critique, on crée une zone de doublecontrainte¹¹.
J'ai vu un jour un sous-traitant d'emballage tenter de plier un panneau latéral haut de gamme alors que le concepteur avait appliqué une forte pression directement sur la charnière ; les fibres, fragilisées, ont cassé net, arrachant complètement le coin. Pour éviter ce problème, j'applique une règle stricte de zone d'exclusion dès la phase de CAO (Conception Assistée par Ordinateur), en décalant mathématiquement toutes les textures profondes loin des plis principaux¹²,ce qui élimine totalement les dommages liés au transport et les retours coûteux des détaillants.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Débossage sur les plis de pliage | Mettre en place une zone d'exclusion structurelle | Empêche les éclatements de coins13 |
| Utilisation aléatoire de frappes 3D profondes | Utilisez des gâches aveugles sur les panneaux plats | Maintient la résistance à la compression de la boîte14 |
| En négligeant les limites de tension du matériau15 | Éloignez les textures des points de chargement | Élimine les reprises manuelles coûteuses |
Je refuse qu'un choix esthétique judicieux compromette l'intégrité physique d'un emballage. En créant des zones d'exclusion tactile, je garantis que votre œuvre d'art de qualité supérieure ne risque jamais de compromettre l'intégrité du transport.
🛠️ Le bureau de Harvey : Votre logo 3D profond est-il dangereusement proche d'une ligne de pliure critique ? 👉 Demandez votre vérification de découpe ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Qu'est-ce que le traitement Deboss ?
La mise en œuvre de cette finition haut de gamme sur une ligne de production active nécessite de combler le fossé entre la conception graphique délicate et les machines industrielles lourdes.
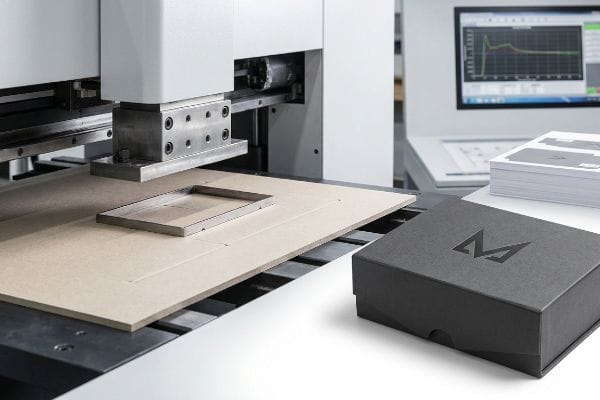
L'application du traitement de gaufrage nécessite le montage de matrices en acier spécifiques sur des plaques de découpe automatisées et le martelage de la matière première sous une forte pression. Ce procédé industriel permet de maîtriser la résistance physique des fibres de papier afin de produire des empreintes nettes et permanentes sans endommager la feuille de protection supérieure lors de la production en série.
Obtenir un écran parfait sous un microscope de laboratoire est facile, mais voici la dure réalité lorsqu'on fait passer 5 000 unités dans une presse à grande vitesse.
Pourquoi la configuration standard des presses échoue-t-elle en usine ?
Les équipes d'approvisionnement supposent souvent que l'application d'un traitement de débossage est une opération simple et rapide pour l'imprimerie. Elles supposent que l'usine se contente de fixer une plaque métallique sur la presse et d'imprimer sur le panneau. Cette vision simpliste ignore complètement les chocs importants qui se produisent lorsqu'on enfonce une matrice métallique massive dans un panneau épais, lithographié et laminé,à grande vitesse.
Dans mon atelier, je constate régulièrement les conséquences de réglages de presse génériques où la force mécanique brute provoque le flambage des cannelures internes, fissurant instantanément la feuille supérieure magnifiquement imprimée17.Lorsque je mesure la perte de rendement sur des réglages bon marché, une baisse de 4,2 % de matériau utilisable est courante18 car les fibres de papier ne peuvent tout simplement pas supporter la tension d'impression non régulée.
Pour remédier à ce problème, j'impose un canal de rainage femelle spécifique, monté directement sur la plaque de découpe opposée à la matrice. Ce canal en polymère de 1,2 mm fait office d'enclume<sup>19</sup>, contrôlant avec précision l'étirement des fibres de papier lors de l'impact du métal. Grâce à ce profilage précis de la matrice, je garantis une compression uniforme du carton, réduisant ainsi les temps d'arrêt machine et permettant à mes clients d'économiser environ 2 100 $ en gaspillage de matériaux<sup>20 </sup> sur une campagne standard.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de matrices métalliques non réglementées | Canaux femelles de la matrice polymère de montage21 | Empêche la fissuration de la couche supérieure |
| Négliger l'allongement des fibres sous tonnage | Contrôlez la compression avec les profils d'enclume22 | Réduit les temps d'arrêt machine |
| Accepter une perte à haut rendement | Profil de la tension de frappe de la matrice23 | Élimine les déchets de matériaux coûteux |
Je m'appuie sur des canaux polymères ultra-précis pour maîtriser la dynamique des machines à forte puissance. En gérant mathématiquement la tension des fibres lors de la frappe, je garantis une finition tactile haut de gamme impeccable, même à grande échelle.
🛠️ Le bureau d'Harvey : Connaissez-vous la tolérance de frappe exacte utilisée par votre usine avant que le support imprimé ne se fissure ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez inutilement votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fabricant moins cher pour vos finitions tactiles, mais si des défauts de frappe entraînent des fissures dans le lithographie sur des milliers d'unités, ralentissant la chaîne de production d'environ 30 %, votre déploiement en magasin sera confronté à des coûts importants. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances de vos machines : laissez-moi auditer personnellement votre configuration grâce à mon Audit de Moulage Gratuit ↗ afin de détecter les problèmes structurels coûteux avant le lancement de la production.
« Gaufrage vs Débossage : Connaître la différence et choisir la meilleure option ? », https://www.wecustomboxes.com/blog/embossing-vs-debossing/ . [Un guide technique industriel ou un article scientifique sur les matériaux détaillerait comment les forces de compression lors du débossage, par opposition aux forces d'expansion lors du gaufrage, modifient l'intégrité structurelle des cannelures et des supports de test en carton ondulé]. Rôle de la preuve : validation technique ; type de source : manuel de fabrication industrielle. Appui : distinction physique entre le gaufrage et le débossage sur les cartons ondulés. Note sur la portée : limité aux supports de testliner ondulés épais.
« Effet de la pression de gaufrage sur les propriétés mécaniques et la souplesse… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Une étude de science des matériaux sur la déformation mécanique du carton lors du gaufrage permettrait de vérifier que l’étirement des fibres réduit l’épaisseur du matériau et crée des points de concentration de contraintes]. Rôle de la preuve : validation technique ; type de source : revue scientifique. Justification : risque de rupture structurelle des panneaux porteurs gaufrés. Remarque : l’effet dépend du grammage du support et de la profondeur de gaufrage .
« Évaluation de l’attention et de l’excitation du consommateur par l’observation oculaire… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8380820/. [Les recherches en psychologie du commerce de détail et en design environnemental expliquent les hiérarchies visuelles et les déclencheurs liés à la distance qui attirent les clients à distance, par opposition à ceux qui les incitent à acheter en rayon]. Rôle de la preuve : corroboration d’un fait ; type de source : revue scientifique ou étude sur le comportement du consommateur. Appuie : l’affirmation selon laquelle les effets tactiles sont inefficaces pour l’attraction à distance. Note de portée : l’accent est mis sur la distinction entre l’attraction visuelle à distance et l’engagement tactile de proximité .
« La règle des 3 secondes pour capter l'attention du public – Data Axle », https://www.data-axle.com/resources/blog/the-retailers-3-second-rule-of-audience-engagement/. [Une source faisant autorité en matière de merchandising visuel ou de psychologie du consommateur définit la règle des 3-3-3 concernant la distance et le temps nécessaires pour capter l'attention du consommateur. Rôle de la preuve : vérification ; type de source : norme sectorielle. Appuie : l'affirmation selon laquelle certains éléments de design sont invisibles à des distances spécifiques. Note de portée : applicable spécifiquement aux environnements de vente au détail physiques. ]
« Comment le design sensoriel des emballages influence-t-il les consommateurs… », https://www.baywaterpackaging.com/how-does-sensory-packaging-design-influence-consumers-purchasing-decisions-in-2024/ . La recherche universitaire en marketing sensoriel explique comment la stimulation haptique est corrélée à une confiance accrue et à une valeur perçue plus élevée pour les produits haut de gamme. Type de preuve : validation psychologique ; type de source : revue à comité de lecture. Affirme : le lien entre le toucher et la confiance. Note sur la portée : limitée à l’interaction tactile.
« Comment faire de l’emballage un levier de croissance (et non un simple coût) », https://www.retailtouchpoints.com/executive-viewpoints/how-to-turn-packaging-into-a-revenue-driver-not-just-another-cost/156444/ . Les analyses du secteur de la vente au détail et les études sur le comportement des consommateurs fournissent des données sur la manière dont l’interaction tactile au point de vente augmente la conversion et réduit les abandons de panier. Type de preuve : données statistiques ; source : rapport sectoriel. Objectif : réduction des abandons de panier. Périmètre : applicable aux environnements de vente au détail à forte concurrence.
« Indices tactiles et leur influence sur le consommateur… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC6678767/ . [Des études en psychologie du consommateur et en haptique démontreraient comment des finitions tactiles telles que le débossage favorisent l’engagement physique et la perception de la valeur du produit]. Type de preuve : comportementale ; source : étude de psychologie du consommateur ; arguments : le débossage sélectif sur les bords de maintien accroît l’interaction. Remarque: l’efficacité dépend du matériau du support.
« Qu'est-ce que la règle 3-3-3 en marketing ? Définition, exemples… », https://galaxymarketingservices.com/2026/02/26/3-3-3-rule-in-marketing/ . [Une source faisant autorité en matière de conception ou de marketing de détail définirait la règle 3-3-3 et fournirait des données sur son efficacité pour capter l'attention du consommateur]. Rôle de la preuve : définition technique ; type de source : norme sectorielle ; Appuie : l'affirmation selon laquelle l'application de cette règle spécifique augmente les achats impulsifs. Remarque sur la portée: l'application peut varier entre les boutiques et les clubs-entrepôts.
« Analyse de l’impact du système de distribution automatique de balles dans… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12738780/. [Les recherches ergonomiques ou les guides de merchandising définissent la « zone de contact humain » comme la zone spatiale optimale pour l’interaction avec le consommateur]. Rôle de la preuve : spécification ergonomique ; type de source : manuel de conception de points de vente ; Appuie : la stratégie de ciblage de zones physiques spécifiques pour maximiser le retour sur investissement des finitions. Note de portée : les coordonnées de la zone varient en fonction de la hauteur des étagères .
« Débossage : définition, procédé, matériaux et types – Xometry », https://www.xometry.com/resources/sheet/debossing/. [Un manuel d’impression ou d’emballage de référence détaillerait les exigences mécaniques et les matériaux des matrices nécessaires pour obtenir différentes profondeurs dans le carton. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Sujet : exigences physiques du débossage 3D. Note de portée : s’applique à la production d’emballages à l’échelle industrielle.] ↩
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Une source faisant autorité en matière d'emballage structurel expliquerait comment la combinaison du débossage et du pliage crée des concentrations de contraintes localisées qui compromettent l'intégrité du carton.] Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Justifie : le risque physique de défaillance des matériaux dans les emballages personnalisés. Note sur la portée : limité aux cartons ondulés épais .
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/. [Une source faisant autorité en ingénierie de l'emballage confirmerait que la présence de creux profonds près des lignes de pliage compromet l'intégrité structurelle des fibres de papier, provoquant leur rupture lors du pliage]. Rôle de la preuve : validation technique ; type de source : manuel de référence industriel. Justification : risque structurel de débossage près des charnières. Remarque sur la portée : l'applicabilité dépend de l'épaisseur du matériau et de la profondeur du débossage .
« [PDF] PLIEAGE ET FERMETURE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Un guide de référence sur l’intégrité structurelle des emballages expliquerait comment le gaufrage aux points de pliage crée des concentrations de contraintes pouvant entraîner une rupture du matériau]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Justifie : le risque de rupture structurelle au niveau des plis. Note relative à la portée : spécifique aux coffrets de luxe pliables .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Des recherches en science des matériaux sur les emballages rigides démontrent que des creux 3D profonds réduisent la capacité de charge verticale du substrat]. Rôle de la preuve : validation technique ; type de source : revue de science des matériaux. Appuie : la nécessité d’un positionnement stratégique des creux profonds. Note de portée : s’applique aux emballages de vente au détail soumis à des charges .
« Débossage : définition, procédé, utilisation, matériaux et types », https://www.thomasnet.com/articles/custom-manufacturing-fabricating/debossing/. [Les fiches techniques des fabricants spécifient les limites maximales de déformation et de tension des substrats afin d'éviter toute déformation ou déchirure structurelle permanente]. Rôle de la preuve : spécification technique ; type de source : fiche technique du matériau du fabricant. Appuie : la nécessité d'éloigner les textures des points de forte tension. Remarque sur la portée : varie selon l'épaisseur du matériau et le type de substrat .
« Le guide ultime des plastifieuses lithographiques pour emballages de haute qualité… », https://laminatorfc.com/the-ultimate-guide-to-litho-laminators-for-high%E2%80%91quality-corrugated-cardboard-packaging/. [Un manuel technique d'ingénierie d'impression ou de science des matériaux détaillerait les forces de compression et les contraintes structurelles exercées sur les substrats plastifiés lors de l'emboutissage]. Rôle de la preuve : Validation technique ; type de source : Manuel technique. Sujet : L'intensité physique du processus de débossage industriel. Note de portée : S'applique spécifiquement aux environnements de production à grande vitesse .
« Estimation de la résistance à la compression du carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [La littérature technique sur la mécanique des structures du carton ondulé explique comment une force verticale excessive provoque l’affaissement des cannelures et la rupture de la surface]. Rôle de la preuve : Explication technique ; type de source : Manuel de science des matériaux. Justification : Cause mécanique de la rupture de surface. Remarque sur la portée : Spécifique aux supports cannelés .
« Dix erreurs courantes des fabricants de boîtes en carton ondulé et dix solutions », https://www.testronixinstruments.com/blog/ten-mistakes-corrugated-box-manufacturers-make-ten-solutions/?srsltid=AfmBOopPaRCbAO1iOEHWPcY1sGT2viQ4biJnBUFtnIt6xcovxxl_N-VS. [Les normes industrielles pour la production d'emballages fourniraient des données quantitatives sur les pertes de rendement dues à une pression mécanique imprécise lors du débossage]. Rôle de la preuve : Validation quantitative ; type de source : Rapport industriel. Données : Indicateurs de gaspillage de matériaux. Remarque : Les données peuvent varier en fonction de l'épaisseur du support .
« Lehigh Preserve Institutional Repository », https://preserve.lehigh.edu/_flysystem/fedora/2023-11/preserve30885.pdf . [La documentation technique sur la découpe et le rainage industriels explique comment les canaux de la matrice polymère servent d'enclumes de contre-pression pour éviter la rupture des fibres]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie industrielle ; Appui : utilisation de canaux spécialisés pour le contrôle des fibres. Remarque : les spécifications des matériaux varient généralement en fonction de l'épaisseur du substrat et du grammage.
« Guides de prévention de la pollution : L'industrie de l'imprimerie commerciale », https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=30004DVX.TXT . [Des données de référence sectorielles sur les déchets de production d'impression en finition haut de gamme permettraient de vérifier l'impact financier typique des pertes de matières premières lors des réglages] . Rôle de la preuve : indicateur ; type de source : analyse des coûts de production d'impression ; Appui : l'efficacité financière des réglages de presse optimisés. Remarque : Les économies dépendent de l'envergure du projet et du coût des matières premières.
« Analyse expérimentale de la fissuration de la matrice dans les composites renforcés de fibres de verre… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9183008/. La documentation technique relative au débossage doit expliquer comment les canaux de la matrice polymère répartissent la pression plus uniformément que les matrices métalliques rigides afin de prévenir la fissuration de surface. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie industrielle. Appuie : l’efficacité des canaux polymères dans la prévention de la fissuration. Note relative à la portée : Spécifique aux substrats sujets à la rupture fragile .
« Presses d'étirage | Presse à bras oscillant – Macrodyne », https://macrodynepress.com/hydraulic-presses/stretch-forming-presses/. Les spécifications des presses industrielles détaillent comment les profils d'enclume calibrés gèrent l'étirage des fibres du matériau sous forte pression afin de réduire les erreurs de réglage et les temps d'arrêt. Preuve : vérification technique ; type de source : spécification de la machine. Appuie : le lien entre les profils d'enclume et la réduction des temps d'arrêt machine. Remarque : l'efficacité varie selon l'épaisseur du matériau et la pression de la presse .
« Effet d'une matrice de réduction multiple sur les contraintes résiduelles de l'emboutissage… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7999069/. Les normes de fabrication pour les finitions haut de gamme décrivent comment la tension de frappe de la matrice de profilage garantit une profondeur constante et réduit les défauts du substrat. Rôle de la preuve : vérification technique ; type de source : norme de fabrication. Contribue à : la réduction du gaspillage de matière grâce au profilage par tension. Note de portée : applicable à la fabrication de précision en grande série .



