
S'appuyer sur une sortie numérique directe sur carte donne l'impression d'être une solution de facilité pour des déploiements rapides en magasin, jusqu'à ce que les couleurs de votre marque disparaissent complètement sous les lumières fluorescentes des entrepôts .
L'impression numérique présente plusieurs inconvénients : une vitesse de production en série plus lente, des coûts unitaires plus élevés pour les grandes quantités, une précision limitée des couleurs Pantone et des problèmes de tension superficielle sur les supports ondulés. Si elle est idéale pour le prototypage, la lamination offset traditionnelle est indispensable pour les grands présentoirs destinés à la vente au détail, afin de garantir une parfaite cohérence de la marque et une grande durabilité.

Passer d'un écran numérique lumineux à une ligne de test physique révèle les dures réalités de la fabrication que les tableaux de bord marketing classiques ignorent complètement.
Quels sont les inconvénients de l'impression numérique ?
Les marques insistent constamment sur l'impression numérique directe sur support pour réduire les coûts d'outillage, partant du principe qu'un processus standard s'adaptera parfaitement à leur charte graphique.
Les inconvénients de l'impression numérique résident généralement dans les importantes limitations de la correspondance des couleurs sur les supports de test vierges. Les presses numériques utilisant exclusivement des points de trame CMJN plutôt que des encres d'accompagnement prémélangées, les logos en aplat apparaissent souvent granuleux ou flous lorsqu'ils sont appliqués directement sur des panneaux ondulés non scellés, sous un éclairage d'entrepôt intense.

Lorsqu'on retire la couche protectrice d'une épreuve numérique haut de gamme, la physique brute des fibres de papier révèle brutalement ce défaut précis.
Le piège à boue en demi-teintes CMJN
Lors de mes audits de gabarits clients, je constate fréquemment que les équipes marketing convertissent des logos d'entreprise robustes en formats CMJN (Cyan, Magenta, Jaune, Noir) standard pour l'impression numérique directe à plat. Elles s'attendent à ce que l'impression en quadrichromie reproduise parfaitement l'éclat de leurs écrans de bureau rétroéclairés. Or, l'impression quadrichromie standard repose sur de minuscules points de trame qui se chevauchent et qui sont absorbés de manière inégale par les fibres poreuses et ondulées duondulé¹. Ce mélange optique présente des défauts mécaniques sur le carton non scellé, altérant ainsi l'image de marque avant même que le produit n'arrive en point de vente.
Dans mon atelier, je constate régulièrement que cette hypothèse théorique s'effondre dès le premier passage en atelier de test. Le trimestre dernier, un client nous a demandé d'imprimer son logo orange vif emblématique sur notre presse numérique CMJN afin d'éviter les coûts liés aux plaques d'impression traditionnelles. Lors de la mesure du rendu sous un éclairage d'inspection D50, le papier de test poreux 32 ECT (Edge Crush Test) avait absorbé l'encre de manière irrégulière, entraînant une chute de densité visuelle de 14,8 % et un aspect terne et délavé. En passant d'une impression numérique directe à un procédé d'impression en aplat de couleur, en remplaçant le mélange de points optiques par une encre d'accompagnement PMS (Pantone Matching System) unique et précisément dosée, j'ai rétabli l'opacité pigmentaire. Ce simple ajustement du matériau a garanti une visibilité optimale de la marque à 6,09 m de distance, éliminant ainsi le risque de refacturation par le détaillant, tout en conservant l'avantage logistique considérable du conditionnement à plat des cartons ondulés, permettant une économie de 70 % sur le volume de transport.
| Métrique/Fonctionnalité | CMJN numérique direct | Protocole de couleur d'accompagnement |
|---|---|---|
| Application de couleur | Fusion optique de demi-teintes2 | Inondation solide prémélangée3 |
| Absorption des fibres | Perte de haute densité4 | Surface scellée basse |
| Visibilité en magasin | Grain visuel délavé | Impact à contraste élevé |
Je refuse que des graphismes en demi-teintes flous gâchent le lancement d'une campagne haut de gamme en magasin. L'utilisation de couleurs unies garantit que votre identité de marque résiste à l'éclairage intense des allées des grandes surfaces sans compromettre vos marges bénéficiaires.
🛠️ Harvey's Desk : Vos couleurs unies s'estompent-elles et paraissent-elles granuleuses sur les panneaux ondulés bruts ? 👉 Demandez un audit gratuit d'étalonnage des couleurs ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Quels sont les 5 inconvénients du marketing digital ?
Les détaillants expérimentent fréquemment le remplacement des présentoirs par des écrans de marketing numérique, partant du principe que les pixels sont moins coûteux que l'encombrement physique lié au transport sur le long terme.
Les cinq principaux inconvénients du marketing numérique dans le commerce de détail sont la surcharge cognitive importante, les coûts élevés de maintenance du matériel, l'absence d'interaction tactile avec les produits, la limitation des perturbations périphériques et l'impossibilité de stocker physiquement les marchandises en toute sécurité. Les consommateurs ignorent systématiquement les écrans numériques passifs, tandis que les présentoirs physiques en bout de rayon favorisent une interaction immédiate et tangible avec les produits et incitent à des achats impulsifs.

Même si un écran lumineux peut paraître impressionnant sur une feuille de calcul d'approvisionnement, il ne reflète absolument pas la géométrie physique de la façon dont les humains se déplacent réellement dans les allées d'un magasin.
L'échec de l'engagement spatial 3-3-3
Même les équipes marketing les plus expérimentées conçoivent souvent des parcours marketing numériques en magasin uniquement pour une visualisation rapprochée sur leurs écrans, ignorant la réalité physique de la façon dont les clients circulent dans l'environnement animé des grands magasins. Elles ne comprennent pas la règle stricte du 3-3-3 en merchandising , qui stipule qu'un élément publicitaire doit capter l'attention visuelle à une distance de 9,14 m (360 pouces). Sans la perturbation visuelle 3D importante qu'offre un présentoir physique en carton ondulé , un écran numérique plat se fond simplement dans le décor du magasin, sans aucun impact visuel.
Dans mon agence, je vois régulièrement des clients tenter de sauver leurs campagnes numériques en magasin qui ont échoué en suppliant qu'on leur fournisse des présentoirs physiques en carton ondulé à la dernière minute. Une marque d'articles de chasse a récemment déployé des têtes de gondole numériques onéreuses, pour s'apercevoir que les clients les ignoraient complètement. La stratégie numérique, pourtant théorique, a échoué car elle n'offrait aucune possibilité de contact avec les produits et ne pouvait pas supporter le poids de leurs accessoires d'arbalète, qui pèsent 5,62 kg. Lorsque j'ai conçu leur présentoir physique de remplacement, j'ai optimisé mathématiquement l'ergonomie de l'étagère pour atteindre la zone de visibilité optimale de 1270 mm (50 pouces)⁶, en réduisant le rebord de maintien avant afin de garantir une visibilité des produits de 85 %⁷. Cette intervention structurelle audacieuse a transformé un point faible du numérique en un véritable moteur de merchandising, boostant instantanément les achats impulsifs et sauvant ainsi l'intégralité de leur budget promotionnel du troisième trimestre.
| Métrique/Fonctionnalité | Écran de marketing numérique | PLV physique |
|---|---|---|
| Engagement des acheteurs | visuel passif uniquement | Perturbation tactile 3D |
| Perturbation des allées | Fond plat fondu | Géométrie de découpe agressive |
| Détention de produits | Capacité de stockage nulle | Capacité de charge dynamique élevée |
Je vois quotidiennement des écrans numériques hors de prix complètement ignorés dans d'immenses entrepôts-magasins. Pour générer des ventes physiques, il faut une conception architecturale dynamique qui présente physiquement le produit au consommateur.
🛠️ Le bureau d'Harvey : Votre campagne de vente au détail numérique ou hybride actuelle n'arrive-t-elle pas à attirer les clients dans les allées les plus fréquentées ? 👉 Demandez votre analyse de visibilité gratuite ↗ — Confidentialité garantie à 100 %. Vos maquettes de vente non encore commercialisées sont en sécurité.
L'impression numérique est-elle une bonne chose ?
Au-delà des limitations des trames de demi-teintes, le fait de contourner les goulots d'étranglement de la prépresse grâce à la technologie sans plaque change fondamentalement la rapidité avec laquelle vous pouvez réagir aux demandes des détaillants.
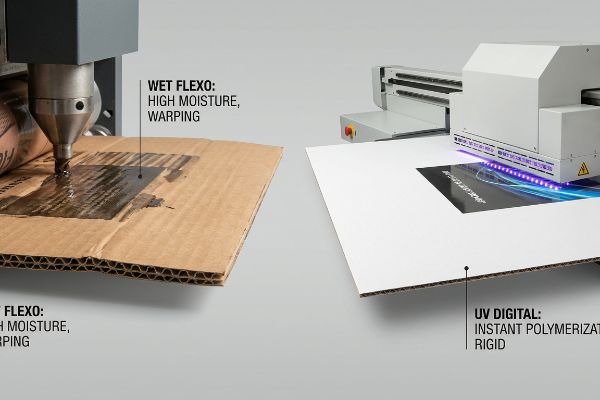
Oui. L'impression numérique est idéale pour le prototypage rapide, les tests de production ultra-rapides en magasin et pour s'affranchir des contraintes liées aux plaques de prépresse coûteuses. Grâce à l'utilisation de plateaux d'impression spécialisés, l'encre liquide se solidifie instantanément en un film polymère, permettant ainsi d'obtenir des graphismes à contraste élevé directement sur des supports structurés, sans risque important de déformation due à l'humidité.
Lorsque l'on supprime les adhésifs traditionnels riches en humidité du processus de fabrication, le comportement physique du carton change radicalement.
L'avantage de la polymérisation instantanée
La lithographie traditionnelle nécessite le collage d'une feuille imprimée sur des cartons épais de type cannelure Bà l'aide d'adhésifs PVA (acétate de polyvinyle) à base d'eau. Ce procédé de collage humide introduit une quantité importante d'humidité dans les fibres de papier brut, ce qui risque d'entraîner un gauchissement important si le séchage n'est pas effectué correctementsous de lourdes charges. L'impression numérique à plat élimine totalement ce risque chimique en projetant l'encre directement sur le support brut, supprimant ainsi l'étape de lithographie et maintenant les cannelures du noyau parfaitement sèches et rigides.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience le mois dernier en testant une nouvelle plateforme de point de vente hybride dans notre laboratoire de R&D. J'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un lot de plateaux de comptoir avec des encres directes à base d'eau standard sur notre ancienne machine flexographique. Je me souviens précisément de l'odeur âcre et acide de l'encre humide lorsque le support de test a absorbé l'humidité, provoquant le décollement instantané de la cannelure E de 1,5 mm (0,05 pouce)et son gauchissement sous le testeur Mullen à seulement 64,54 kg (142,3 lb) de force. Nous sommes immédiatement passés à notre ligne CNC (Commande Numérique par Calculateur) à plat UV. Grâce à des têtes d'impression associées à des matrices de lumière UV qui polymérisent instantanément l'encre liquide en un film polymère solidedès qu'elle entre en contact avec le support, nous avons complètement évité l'absorption des fibres. Je perds du temps et de l'argent dans mon laboratoire de test pour que vous ne perdiez pas de profits en magasin. Ce calibrage machine n'a pas seulement préservé l'intégrité structurelle ; Cela a réduit notre cycle de prototypage de 48 heures, permettant au client d'obtenir rapidement l'approbation des détaillants et de garantir un déploiement national massif en avance sur le calendrier prévu.
| Métrique/Fonctionnalité | Procédé flexographique humide | Impression numérique UV |
|---|---|---|
| Impact de l'humidité | Gonflement des fibres élevé12 | Absorption de liquide nulle |
| Vitesse de durcissement | Verrouillage du poids pendant 24 heures13 | polymérisation instantanée14 |
| Coût d'installation | Frais d'immatriculation élevés | Aucun outillage requis |
Je m'appuie énormément sur les imprimantes numériques à plat UV pour pallier les retards de prépresse des campagnes marketing agiles. Lorsqu'il est nécessaire d'obtenir rapidement des échantillons haute fidélité sans compromettre la résistance à la compression des supports, la polymérisation instantanée est indispensable.
🛠️ Le bureau de Harvey : Les longs délais de prépresse et les coûts d'outillage élevés vous empêchent-ils de prototyper de nouvelles structures pour vos points de vente ? 👉 Obtenez une analyse gratuite d'un échantillon numérique en 24 h ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Quelle est la meilleure option : l’impression numérique ou la sérigraphie ?
Le choix entre ces deux méthodes d'application distinctes revient à trouver un équilibre entre la flexibilité graphique à haute vitesse et les améliorations de surface épaisses et tactiles.
La sérigraphie est idéale pour l'application de vernis spéciaux épais et à haute viscosité, comme les vernis UV sélectifs ou les apprêts métalliques, offrant une durabilité tactile inégalée. À l'inverse, l'impression numérique est plus adaptée à l'impression rapide de données variables sans plaque et aux illustrations photographiques multicolores complexes, où le prototypage rapide et la réactivité des campagnes sont primordiaux.

Il est absolument nécessaire de comprendre comment ces deux systèmes d'alimentation en encre distincts interagissent avec les supports de papier brut avant de finaliser les lignes de découpe pour la production en série.
Les mécanismes d'ingénierie à l'origine de l'encrassement à haute viscosité
La sérigraphie fonctionne fondamentalement comme un procédé de pochoir physique, projetant d'épaisses couches d'encre très visqueuse à travers un pochoir tissé directement sur le support. Cette action mécanique permet d'obtenir des couches incroyablement denses de pigments et de vernis spéciaux, impossibles à réaliser avec les têtes d'impression numériques sans risque de colmatage<sup>15</sup>. Cependant, ce procédé analogique lourd nécessite un écran différent pour chaque couleur ou revêtement, ce qui le rend intrinsèquement rigide et chronophage comparé à l'impression numérique à plat, agile et pixel par pixel.
Lors de la conception d'un emballage pliant haut de gamme ou d'un présentoir en carton ondulé, les concepteurs structurels doivent définir avec précision les zones d'intersection entre le vernis sélectif UV, les textures en relief et les éléments graphiques standards. L'impression sérigraphique, qui dépose un film polymère plus épais<sup>16</sup>, exige une attention particulière au décalage de repérage pour un alignement parfait sur une couche de base imprimée numériquement. Une tolérance de 0,5 mm (0,02 pouce)17 </sup> afin de compenser le léger décalage mécanique entre les deux machines d'impression. Ce calibrage prépresse très précis garantit un recouvrement parfait entre la couche de sérigraphie à haute viscosité et l'encre numérique, évitant ainsi la transparence de tout interstice microscopique de papier brut. En confiant les opérations tactiles importantes à la sérigraphie et l'impression couleur rapide à l'impression numérique, les ingénieurs exploitent au mieux les propriétés mécaniques des deux systèmes pour une présentation impeccable en point de vente.
| Métrique/Fonctionnalité | Impression numérique | Sérigraphie |
|---|---|---|
| Viscosité de l'encre | microgouttelettes faibles | Livraison à mailles hautes18 |
| Données variables | Très flexible | pochoir fixe impossible19 |
| Revêtements tactiles | Capacités limitées | Idéal pour les UV sélectifs20 |
Je conseille toujours aux équipes d'approvisionnement d'adapter la machine aux exigences spécifiques de friction et d'esthétique de la campagne. Privilégiez les matrices numériques pour la rapidité et la netteté photographique, mais optez pour la sérigraphie traditionnelle lorsque vous avez besoin d'un impact tactile fort.
🛠️ Le bureau de Harvey : Vos vernis UV sélectifs haut de gamme se décalent-ils et nuisent-ils à la présentation visuelle de vos présentoirs ? 👉 Demandez un audit gratuit de votre prépresse ↗ — J’examine personnellement chaque fichier de structure sous 24 h.
Conclusion
Se fier à des hypothèses d'impression numérique non vérifiées peut rapidement compromettre votre campagne, transformant des trames CMJN imprécises et un mauvais repérage prépresse en pertes de revenus importantes pour les détaillants. Ce contrôle technique précis a récemment permis de déceler une erreur de tolérance critique de 2 mm avant la production d'un important déploiement national. Ne laissez plus des pixels non calibrés anéantir votre retour sur investissement ; laissez-moi analyser personnellement vos fichiers de structure grâce à un audit prépresse gratuit pour carton ondulé ↗ afin de garantir que votre prochaine livraison en gros massive arrive avec des couleurs parfaitement assorties, une structure irréprochable et prête à conquérir les rayons des grandes surfaces.
« [PDF] 1. Le gain de point correspond à l’augmentation de la taille des points de trame lorsque l’encre est absorbée par… », https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Un guide technique sur les supports d’impression pour emballages expliquerait comment la forte porosité des fibres ondulées brutes provoque la diffusion de l’encre et une absorption inégale des points de trame]. Rôle de la preuve : mécanisme technique ; type de source : manuel de l’industrie de l’imprimerie. Appuie : l’affirmation selon laquelle l’impression en quadrichromie (CMJN) échoue sur du carton non scellé. Note de portée : traite spécifiquement des supports ondulés non scellés .
« Demi-teinte », https://en.wikipedia.org/wiki/Halftone . [Les manuels techniques d'impression numérique expliquent comment les procédés CMJN utilisent des points de trame pour simuler un ton continu par fusion optique dans l'œil du spectateur]. Rôle de la preuve : définition technique ; type de source : manuel d'impression. Appuie : le mécanisme d' application numérique de la couleur. Note de portée : s'applique aux procédés numériques de trame standard.
« CMJN vs. Couleurs d'accompagnement dans l'impression d'emballages », https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/ . [Les normes d'impression industrielles pour les couleurs d'accompagnement décrivent l'application d'encres prémélangées en aplats pour garantir l'homogénéité et l'opacité des couleurs]. Rôle de la preuve : définition du processus ; type de source : norme de l'industrie de l' imprimerie. Appui : la méthode d'application des protocoles de couleurs d'accompagnement. Note de portée : typique de l'impression sérigraphique ou offset.
« Revêtements et absorption d'encre | Impression et reliure américaines – Goodprint », https://goodprint.com/blogs/print-bind-closer-look/the-science-behind-ink-absorption . [Des recherches en science des matériaux sur la porosité des substrats permettraient de vérifier que l'absorption d'encre numérique par les fibres non traitées entraîne une perte mesurable de densité optique]. Rôle de la preuve : indicateur de performance ; type de source : article scientifique sur les matériaux. Sujet : impact de l'absorption par les fibres sur la qualité d'impression numérique. Précision : spécifique aux substrats poreux et non scellés.
« Qu’est-ce que la règle des trois en merchandising visuel ? », https://proportionlondon.com/blog/what-is-the-rule-of-three/ . [Un guide de conception ou un manuel de merchandising faisant autorité en matière de vente au détail devrait définir la règle 3-3-3 et vérifier l’exigence d’une distance de 360 pouces pour une capture visuelle optimale]. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Appuie : les exigences spatiales spécifiques pour l’ efficacité de l’affichage en magasin. Note sur la portée : s’applique principalement aux environnements de grande surface à fort trafic.
« Chapitre 2 : Choisir la hauteur d’affichage adaptée à vos clients », https://www.creativedisplaysnow.com/guides/understanding-the-retail-customer/chapter-2-how-to-choose-the-right-display-height-for-your-customers/. [Les normes de conception de points de vente et les études ergonomiques de référence définissent la plage de hauteur optimale pour la « zone d’interaction », où le regard et les mouvements de la main du consommateur sont les plus fréquents]. Type de preuve : Spécification technique ; source : Recherche ergonomique ou manuel de conception de points de vente. Objectif : Optimiser la hauteur des étagères pour accroître l’engagement du consommateur. Remarque : La hauteur optimale peut varier légèrement en fonction de la taille du public cible .
« L’importance de la visibilité quasi temps réel des produits en rayon – Circana », https://www.circana.com/post/the-importance-of-near-real-time-on-shelf-visibility. [Des études quantitatives en merchandising visuel démontrent la corrélation entre la hauteur du rebord de maintien d’un produit en rayon et le pourcentage de produit visible par un client selon un angle d’approche standard]. Rôle de la preuve : Validation métrique ; type de source : Étude de merchandising visuel. Appuie : L’affirmation selon laquelle les modifications structurelles du rebord de maintien augmentent directement la visibilité du produit. Note de portée : Le pourcentage varie en fonction des dimensions du produit .
« Guide pratique du contrecollage lithographique pour l'impression d'emballages », https://gleepackaging.com/litho-lamination-for-packaging-printing/. [Les manuels industriels sur l'emballage en carton ondulé décrivent le procédé standard de contrecollage lithographique, qui consiste à coller du papier pré-imprimé sur du carton ondulé à l'aide d'adhésifs]. Rôle de la preuve : Vérification du procédé ; type de source : Manuel de l'industrie de l'emballage. Appuie : La définition du contrecollage lithographique traditionnel. Note de portée : S'applique aux flux de production d'impression offset conventionnels .
« Les principales causes du gauchissement des panneaux de couverture – Bindwel », https://bindwel.com/the-primary-causes-of-warped-cover-boards/. [La documentation technique sur l'application d'adhésifs explique comment les colles à base d'eau provoquent le gonflement des fibres et le gauchissement du support, nécessitant une pression mécanique pour le redresser]. Rôle de la preuve : Validation technique ; type de source : Manuel d'ingénierie industrielle. Appui : Le lien de causalité entre les colles humides et la déformation des matériaux. Note de portée : Spécifique aux adhésifs PVA à base d'eau .
« Guide sur les défauts de surface du carton et la qualité d'impression des boîtes d'expédition », https://www.linkedin.com/pulse/paperboard-surface-defects-shipping-box-print-quality-ricky-fang-cms2e. [Les sources en ingénierie de l'emballage devraient confirmer que les encres à base d'eau peuvent pénétrer les revêtements ondulés et compromettre les liaisons adhésives, entraînant un décollement]. Rôle de la preuve : Mécanisme factuel ; type de source : Manuel d'ingénierie de l'emballage. Justification : Le risque de défaillance structurelle induite par l'humidité. Note de portée : Concerne spécifiquement les matériaux ondulés à cannelures fines .
« Comment la lumière UV transforme l’encre liquide en impressions solides – kenteer », https://kenteer.com/uv-ink-curing-mechanism-how-uv-light-transforms-liquid-ink-into-solid-prints/. [Un guide technique sur les encres polymérisables aux UV explique la polymérisation rapide déclenchée par le rayonnement UV pour créer un film solide]. Rôle de la preuve : Vérification technique ; type de source : Manuel de science des matériaux. Sujet : Le mécanisme de polymérisation instantanée. Note de portée : S’applique aux formulations polymérisables aux UV .
« Déformation et gonflement transitoires du papier par des solutions aqueuses… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9906801/. [Des articles techniques sur les interactions avec les substrats décrivent comment les encres liquides provoquent l'expansion des fibres de cellulose lors du procédé flexographique, ce qui peut affecter la stabilité dimensionnelle]. Rôle de la preuve : explication du mécanisme ; type de source : revue scientifique sur les sciences de l'impression. Sujet : impact de l'humidité en flexographie humide. Note de portée : principalement applicable aux substrats à base de cellulose .
« Impression flexographique – un aperçu | ScienceDirect Topics », https://www.sciencedirect.com/topics/engineering/flexographic-printing . [Les normes industrielles relatives à l'impression flexographique à base d'eau précisent la durée requise pour l'évaporation de l'humidité et la stabilisation du support afin d'éviter le gauchissement]. Rôle de la preuve : validation métrique ; type de source : manuel de l'industrie de l' imprimerie. Appuie : la vitesse de séchage plus lente des procédés flexographiques humides. Note de portée : la durée peut varier en fonction de la porosité du support et de l'humidité ambiante.
« La science derrière la polymérisation efficace des encres dans le séchage UV LED… », https://goodiuv.com/the-science-behind-efficient-ink-polymerization-in-led-uv-curing-systems/ . [Une source faisant autorité sur le séchage UV explique comment les photo-initiateurs déclenchent une polymérisation immédiate sous l’effet de la lumière UV, éliminant ainsi le temps de séchage]. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Appuie : l’avantage du séchage rapide de l’ impression numérique UV. Note sur la portée : spécifique aux encres polymérisables aux UV.
« L’impact de la viscosité de l’encre sur la qualité d’impression | INX International », https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality. [La documentation technique sur la rhéologie de l’encre et le diamètre des buses illustre les seuils de viscosité maximaux pour les têtes d’impression à jet d’encre, comparés aux pâtes à haute viscosité utilisées en sérigraphie]. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie d’impression industrielle. Appuie : L’affirmation selon laquelle l’impression numérique est limitée par la viscosité de l’encre. Note de portée : Concerne spécifiquement les technologies jet d’encre piézoélectriques et thermiques de qualité commerciale .
« Sérigraphie vs Qualité d'impression numérique – PrintRAR », https://printrar.com/comparison/screen-print-vs-digital-print-quality/ . [La documentation technique sur les taux de dépôt d'encre confirme que la sérigraphie applique une couche d'encre ou de polymère nettement plus épaisse que le film mince des impressions jet d'encre ou toner numériques ]. Preuve : spécification technique ; source : manuel de l'industrie de l'imprimerie. Argument avancé : différence mécanique de volume d'encre. Précision : s'applique spécifiquement aux revêtements spéciaux à haute viscosité.
« Comment fixer les visuels pour la sérigraphie : 4 étapes essentielles pour éviter… », https://screenprintingmag.com/how-to-trap-artwork-for-screen-printing-4-essential-steps-to-avoid-gaps-and-misregistration/. [Les directives d’ingénierie prépresse définissent les tolérances de fixation afin d’atténuer les dérives de repérage mécanique lors de la combinaison de différents procédés d’impression sur un même support]. Niveau de preuve : norme industrielle ; type de source : guide technique prépresse. Supporte : la métrique d’étalonnage spécifique pour le repérage. Remarque : la tolérance peut varier en fonction de la précision de la presse .
« Mélange d'encres de sérigraphie : contrôle de la viscosité et de la fidélité des couleurs », https://cndinggroup.com/screen-printing-ink-mixing-controlling-viscosity-and-color-accuracy/ . [Un manuel technique d'ingénierie de l'impression expliquerait comment les encres à haute viscosité sont appliquées à travers un écran de sérigraphie pour créer des couches épaisses et agréables au toucher]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Sujet : mécanisme d'application de l'encre en sérigraphie. Note de portée : spécifique aux applications d'encres à haute viscosité.
« Contrôler les variables qui affectent le dépôt d'encre en sérigraphie », https://anatol.com/controlling-the-variables-that-affect-your-screen-printing-ink-deposit/. [Les normes industrielles de la sérigraphie confirment que l'utilisation d'un pochoir à émulsion statique empêche toute modification des données d'une impression à l'autre]. Type de preuve : limite factuelle ; type de source : guide d'impression industrielle. Affirme : l'incapacité de la sérigraphie à gérer les données variables. Note relative à la portée : exclut les systèmes hybrides numérique-sérigraphie .
« Sérigraphie vs Impression UV numérique : une comparaison industrielle complète… », https://www.imagoprinter.com/en/blog/uv-led-printing/screen-printing-vs-digital-uv-printing-a-complete-industrial-technology-comparison/. [Une analyse comparative des épaisseurs de revêtement démontre que la sérigraphie permet d’obtenir l’épaisseur de film d’encre nécessaire pour des effets UV sélectifs à fort volume, ce que l’impression numérique ne peut égaler]. Type de preuve : performance comparative ; type de source : livre blanc technique. Arguments : supériorité de la sérigraphie pour les revêtements tactiles. Note sur la portée : axée sur le volume de dépôt .



