
Un fichier corrompu retarde le lancement de votre produit de plusieurs semaines. Vous nous envoyez votre visuel, nous le refusons, et c'est la frustration générale. Résolvons ce problème de prépresse dès maintenant.
La lecture des gabarits de découpe consiste à interpréter les contours vectoriels standard utilisés en prépresse pour la conception d'emballages. Ces gabarits sont des modèles plats en 2D indiquant où le carton sera coupé, plié ou collé. Ces lignes de contour standardisées et codées par couleur garantissent la précision des modifications structurelles par les machines de découpe automatisées.
Je constate les mêmes erreurs de prépresse tous les jours. Si vous comprenez ces lignes, votre graphiste ne perdra pas trois jours à corriger les marges perdues.
À quoi ressemblent les lignes de découpe ?
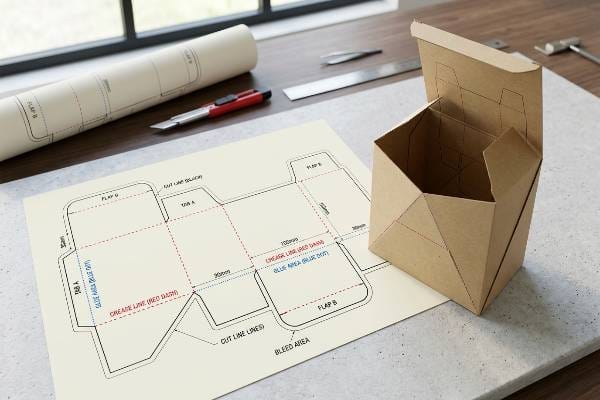
Ouvrez un PDF fourni par votre architecte structure et vous obtiendrez un document qui ressemble à un plan aux couleurs criardes. Déconcerter les traits colorés qui se chevauchent est déroutant si vous ne connaissez pas le code du fabricant.
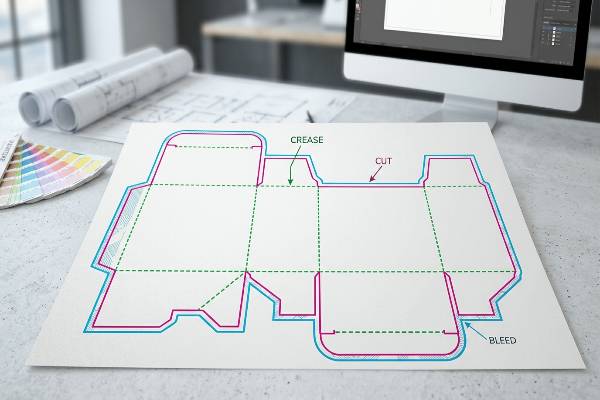
Les lignes de découpe ressemblent à des tracés vectoriels colorés superposés sur un fond blanc. Ces gabarits structurels utilisent généralement des couleurs d'accompagnement à fort contraste, comme le magenta, le cyan ou le vert, pour distinguer les zones de découpe, de rainage et de fond perdu. L'utilisation de couleurs d'accompagnement distinctes évite que les plaques d'impression ne reproduisent accidentellement les lignes du gabarit.
Le plan néon des structures en carton
L'an dernier, un client new-yorkais a insisté pour dessiner lui-même les lignes de son gabarit en noir CMJN standard. Catastrophe ! Notre logiciel RIP a interprété ces lignes comme des illustrations imprimables au lieu d'instructions d'impression. Résultat : 500 cartes d'en-tête avec d'affreux contours noirs superposés à leur logo. J'ai dû jeter tout le lot et assumer les frais. J'étais fou de rage !.
Désormais, j'applique rigoureusement la séparation des couleurs d'accompagnement¹ . Lorsque vous regardez un gabarit professionnel généré par mon logiciel ArtiosCAD, il ressemble à une structure filaire. Vous y verrez une ligne rouge continue. Cela signifie que la lame en acier coupe entièrement le carton cannelure B 32ECT (test de résistance à l'écrasement des bords). Vous verrez une ligne verte. Cela signifie qu'une règle de rainage arrondie écrase les fibres du papier pour un pliage net, sans déchirer le support kraft.
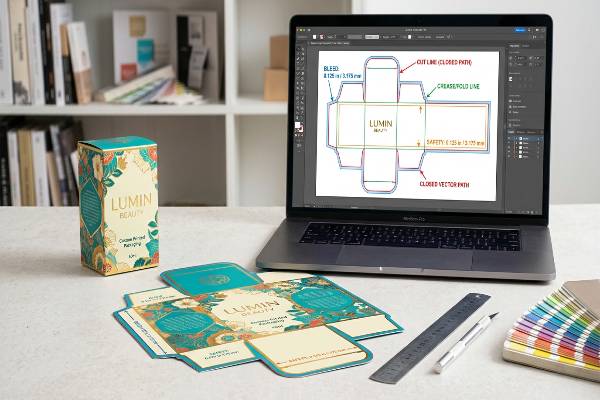
Je recommande à tous les graphistes d'activer l'option « Surimpression » dans Adobe Illustrator. Si vous la laissez sur le réglage par défaut « Écrasement », un fin liseré blanc apparaît à l'endroit de la découpe. Les machines de découpe ont une tolérance de décalage mécanique d'environ 1 mm. Si votre illustration ne déborde pas d'au moins 3,175 mm au-delà de la ligne de découpe rouge, le carton brun risque d'apparaître sur le bord de votre présentoir cosmétique haut de gamme. Cela donne une impression de bas de gamme. Nous appliquons une limite d'encre totale de 260 % sur ces zones de débordement pour conserver des bords nets sans déformer le carton.
| Type de ligne | Couleur d'usine standard | Action de la machine | Implication de la conception |
|---|---|---|---|
| Ligne de coupe | Rouge uni / Magenta | La lame en acier tranche le carton ondulé | L'œuvre d'art doit déborder de cette ligne2 |
| Ligne de pli | Vert uni / Cyan | Une règle émoussée écrase les fibres pour un pliage à 90 degrés | Maintenez les logos essentiels à une distance de 3,175 mm (0,125 pouce)3 |
| Ligne de saignement | Bleu uni / Noir | Indique le bord absolu de l'encre imprimée | Remplissez cette zone avec la couleur de fond |
| Zone de collage | Hachuré / Ombré | Papier brut non imprimé pour application adhésive | Ne jamais mettre d'encre ni de vernis ici |
Je réalise des contrôles préalables sur chaque fichier afin de détecter les erreurs d'éjection avant la gravure. Si vous m'envoyez un fichier corrompu, je le convertirai en un modèle 3D ArtiosCAD propre et vous le renverrai. Je peux vous montrer une vidéo du logiciel en train de supprimer les vecteurs défectueux.
Qu'est-ce qu'une ligne de découpe dans le domaine de l'emballage ?
Considérez-le comme la structure de votre boîte. Sans elle, vos magnifiques visuels ne sont que de simples affiches plates qui ne pourront contenir aucun produit.
Un gabarit de découpe en emballage est un modèle structurel de référence qui définit les dimensions physiques exactes et les plis mécaniques d'un matériau plat. Les gabarits de découpe constituent le lien numérique fondamental entre les logiciels de conception graphique 2D et la fabrication physique 3D, garantissant un alignement précis lors des processus de découpe automatisés à grande vitesse.

Le pont entre Adobe Illustrator et la machine de découpe
Vous pouvez avoir les meilleurs graphismes du monde, mais si le gabarit est incorrect, votre présentoir s'effondrera dans un entrepôt en Floride. J'en ai fait l'amère expérience. Une marque nous avait envoyé un gabarit acheté sur un site de vente de produits bon marché pour un présentoir de palettes de boissons. Ce gabarit ne tenait pas compte de l'épaisseur du carton ondulé double cannelure EB. Au pliage, la pression interne a arraché les charnières. Nous avons perdu une semaine entière à corriger la géométrie, tandis que le client paniquait à cause du retard.
Un gabarit d'emballage réel calcule l'épaisseur du carton . Lorsque mes ingénieurs conçoivent un gabarit pour un bac de 22,68 kg (50 lb) de croquettes pour chien, ils effectuent des micro-ajustements précis aux tolérances de pliage. Ceci garantit que le carton de 6,35 mm (0,25 pouce) d'épaisseur se replie parfaitement sur lui-même sans se déformer ni déchirer la surface imprimée.
Cela détermine également l'emplacement des languettes de collage. Si un graphiste applique un vernis UV sélectif ou une encre épaisse sur une languette de collage du gabarit, la colle à base d'eau utilisée en usine n'adhérera pas. Le présentoir s'ouvre alors instantanément en magasin. J'intègre systématiquement des « Zones d'exclusion de vernis brillant 5 » sur mes gabarits. Nous décalons tous les masques de vernis de 3,175 mm (0,125 pouce) précisément des bords coupés et des languettes de collage. Votre graphiste n'a qu'à déposer son visuel sur le calque vierge, et mon usine se charge du reste pour assurer sa stabilité.
| Composant d'emballage | Exigence de traçage | Erreur courante de conception | Conséquences de l'usine |
|---|---|---|---|
| Marges de pliage | Compenser pour l'étrier de planche | Utilisation d'une marge de 0 pour les tôles ondulées épaisses | Le panneau se déchire aux coins lors de l'assemblage |
| Rabats de colle6 | Doit être du papier kraft brut non imprimé | Rabat recouvert d'encre épaisse/vernis | La colle lâche, le présentoir s'effondre en magasin |
| Murs porteurs | alignement du grain7 | Orienter les cannelures horizontalement | rupture par compression de la boîte sous le poids |
| Canaux de distribution des prix au détail | Dégagement de 1,25 pouce (3,175 cm) | Placer des textes critiques dans le canal | Les étagères des magasins bloquent le message de la marque |
C’est pourquoi je vous fournis un modèle standardisé avant même que vous ne commenciez la conception. Je donne à votre équipe une base vierge parfaitement adaptée à l’épaisseur de vos cannelures. Cela évite les échanges d’e-mails interminables et garantit la solidité de la structure en cas de chute.
Quelles sont les règles relatives aux lignes de découpe ?
Enfreindre les règles, c'est s'arrêter la production. Les machines se moquent de votre vision artistique ; elles ne comprennent que les vecteurs mathématiques précis et les jeux exacts.
Les règles relatives aux tracés de découpe exigent que tous les vecteurs soient des tracés continus et fermés sur un calque dédié non imprimable. Ces règles imposent une marge de fond perdu minimale de 3,175 mm (0,125 pouce) à l'extérieur des lignes de coupe et une zone de sécurité de 3,175 mm (0,125 pouce) à l'intérieur des lignes de pliage afin de compenser les décalages mécaniques.
Respect strict des normes de production à grande vitesse
Si on ne respecte pas les marges de sécurité, il y a des conséquences. J'avais un client de Chicago qui voulait absolument un logo surdimensionné, collé au pli d'un présentoir de terminal de paiement. Je lui ai conseillé de le réduire. Il a refusé, persuadé de mieux savoir. Lors de la découpe, le papier a bougé de 1 mm, ce qui est tout à fait normal. La moitié de son logo s'est retrouvée écrasée dans le pli et est devenue illisible. Il m'a accusé, mais les chiffres sont implacables.
Voici la réalité implacable de l'atelier. Il vous faut un fond perdu de 3,175 mm (0,125 pouce) à 8 cm au-delà de la ligne de coupe rouge. Il vous faut également une marge de sécurité de 3,175 mm (0,125 pouce) à l'intérieur de la ligne de pliure verte. Aucun logo, aucun texte légal, aucun code-barres dans cette zone de sécurité. Point final.
Règle suivante : pas de masques d’écrêtage ni de lignes pixellisées. Ma table de découpe numérique Kongsberg fonctionne avec des vecteurs. Si vous m’envoyez un JPEG d’une ligne, la machine ne fonctionne pas. Tous les tracés doivent être joints. Si votre graphiste laisse de petits espaces entre les segments de ligne, la lame en acier crée des interstices dans le carton. Si le vendeur essaie de découper l’en-tête, il arrache un gros morceau de papier imprimé car la découpe n’est pas continue. Respectez ces règles et vous obtiendrez des bords parfaitement nets à chaque fois.
| Règle de découpe | Spécifications techniques | Raison d'être de la règle |
|---|---|---|
| La règle du saignement | Prolongez le motif de 3,175 mm (0,125 pouce) au-delà de la découpe | Empêche le déplacement des bords du papier blanc par la machine |
| La règle de la zone de sécurité | Les logos doivent rester à 3,175 mm (0,125 pouce) à l'intérieur des plis | Empêche la destruction ou la dissimulation de textes essentiels |
| La règle vectorielle | Tracés vectoriels 100 % fermés, épaisseur de trait 9 | Les machines CNC ne peuvent pas lire les images raster ni les espaces vides |
| La règle des couches | Placer la ligne de découpe sur une couche supérieure verrouillée et séparée 10 | Empêche les lignes de se fondre accidentellement avec les illustrations |
J'applique ces règles car un présentoir ne doit jamais être raté à cause d'un infime décalage. Si votre agence ne maîtrise pas ces tolérances de prépresse, laissez-moi gérer la conversion. Demandez-moi la vidéo de notre table Kongsberg en train de découper un échantillon parfait.
Que représente une ligne pointillée sur une ligne de découpe ?
Toutes les découpes ne sont pas nettes. Parfois, il faut que le carton se déchire proprement ou se replie sur lui-même sans se casser complètement.
Une ligne pointillée indique une perforation ou une zone de détachement spécifique sur une découpe. Les pointillés indiquent à la machine de découpe d'utiliser une lame en acier segmentée, créant ainsi des découpes alternées et des attaches en papier intactes. Cette technique de perforation spécifique permet aux utilisateurs de détacher manuellement des sections de carton sans avoir besoin d'outils de découpe externes.

La physique des perforations et des déchirures
Une simple erreur de perforation peut gâcher l'expérience du déballage. Je vois constamment des marques faire cette erreur. Il y a deux ans, un emballage prêt à la vente a connu un fiasco retentissant. La perforation était trop fragile. Les cartons ont vibré à l'arrière d'un semi-remorque traversant les États-Unis, et les perforations ont cédé. Des milliers de flacons de shampoing, pourtant lourds, se sont répandus partout avant même d'atteindre le centre de distribution. Un véritable cauchemar.
Nous ne procédons pas au hasard. Nous concevons un « Taux d'entaillement 11 » spécifique, adapté à la qualité exacte du carton. Avec un carton 44ECT robuste, un ratio standard 50/50 entre l'entaille et la fixation est trop important pour qu'un vendeur puisse l'ouvrir à la main. Il finira par utiliser un cutter, endommageant ainsi le produit. Pour les présentoirs destinés aux expéditions lourdes, j'utilise une entaille de 3 mm et une fixation de 1 mm. Le présentoir résiste aux tests de vibration rigoureux du transport ISTA 3A, tout en s'ouvrant facilement en rayon.
Une ligne pointillée peut également indiquer un pli inversé ou une ligne de rainage pour les cartons ondulés épais, là où un pli classique risquerait de casser le papier. Nous utilisons un rainage perforé de 12 mm pour réduire la tension superficielle du support Kraft. Cela évite les craquelures disgracieuses que l'on observe sur les présentoirs bon marché lorsqu'ils sont pliés à 180 degrés. Votre impression lithographique haute fidélité conserve ainsi un aspect impeccable.
| Demande en ligne pointillée | Rapport coupe/attache idéal | Cas d'utilisation principal | Risque lié à une mauvaise conception |
|---|---|---|---|
| Emballage détachable (RRP)13 | 3 mm de coupe / 1 mm de nouage | Boîtes faciles à ouvrir pour les rayons Walmart/Target | S'ouvre pendant le transport ou nécessite un couteau |
| Découpe détachable | 1 mm coupé / 1 mm noué | Interaction des consommateurs sur les présentoirs Sidekick | Des déchirures irrégulières qui abîment le graphisme de la marque |
| Score de soulagement de la tension14 | 4 mm de coupe / 2 mm de nouage | Plis à 180 degrés sur une planche épaisse en cannelure B | Le carton ondulé éclate ou se fissure au niveau de la jointure |
| trous d'aération | segmenté personnalisé | Présentoirs sur palettes de produits frais | Effondrement de la structure dû à l'accumulation d'humidité |
Cet équilibre délicat entre résistance au transport et facilité de déchirure explique pourquoi je réalise des tests de vibration physiques avant la production en série. Je conçois les entailles spécifiquement pour la qualité de votre carton. Si vous souhaitez une preuve, je peux vous envoyer un échantillon blanc à déchirer vous-même.
Conclusion
La maîtrise de ces mises en page prépresse vous évite des retards coûteux et garantit une distribution impeccable. Ne laissez plus vos fichiers graphiques au hasard. Contactez-nous dès aujourd'hui pour obtenir un devis gratuit .
La compréhension des séparations de couleurs d'accompagnement est essentielle pour éviter des erreurs d'impression coûteuses et garantir des résultats d'emballage professionnels et de haute qualité. ↩
Comprendre pourquoi les illustrations doivent déborder de la ligne de coupe permet de garantir que votre conception d'emballage s'imprime sans bords blancs indésirables ni erreurs. ↩
Le fait de connaître le positionnement du logo près des lignes de pliure permet d'éviter toute distorsion ou perte d'éléments importants de la marque lors du pliage et de l'assemblage. ↩
Comprendre comment le calibre est calculé garantit la solidité structurelle de votre emballage et évite les erreurs coûteuses lors de la production. ↩
Apprendre à connaître les zones d'exclusion des produits brillants vous aide à éviter les défaillances d'adhérence et garantit que votre emballage reste intact en magasin. ↩
Comprendre l'importance des rabats de colle Kraft bruts et non imprimés permet d'éviter les défaillances de la colle et garantit que votre présentoir reste intact en magasin. ↩
Comprendre le sens d'orientation du grain peut vous aider à éviter les défaillances dues à la compression des boîtes et à améliorer l'intégrité structurelle de vos emballages. ↩
Comprendre la nécessité d'un fond perdu approprié garantit une impression correcte de vos illustrations et évite des erreurs de production coûteuses, notamment dans les environnements à grande vitesse. ↩
Comprendre pourquoi les tracés vectoriels fermés sont essentiels permet de garantir la compatibilité de vos illustrations avec les machines CNC, évitant ainsi des erreurs de production coûteuses. ↩
Apprendre cette pratique peut vous aider à éviter la fusion accidentelle du tracé de découpe et du visuel, garantissant ainsi des résultats d'impression nets et professionnels. ↩
Comprendre le ratio d'entaillage permet de garantir que votre emballage est à la fois durable pendant le transport et facile à ouvrir, évitant ainsi les déversements et les dommages coûteux liés au produit. ↩
Se renseigner sur les perforations peut vous aider à préserver la qualité visuelle de vos emballages, à éviter les fissures disgracieuses et à préserver l'image de votre marque. ↩
Découvrez comment optimiser la conception des emballages à ouverture facile pour faciliter l'ouverture par le personnel de vente tout en évitant toute ouverture accidentelle pendant le transport. ↩
Découvrez comment le système de compression anti-tension peut prévenir la fissuration et l'éclatement des panneaux, garantissant ainsi un emballage durable et fiable pour les applications exigeantes. ↩



